



 industry
industrySimilar presentations:
 плавлением")




. Отчет по производственной практике")

")


Частично-механизированная наплавка в защитном газе. Тема 2.1. Сущность частично-механизированной наплавки в защитном газе
1.
Раздел 2 Частично-механизированнаянаплавка в защитном газе
Тема 2.1. Сущность Частичномеханизированной наплавки в
защитном газе, наплавочные
материалы
2.
Сущность частично-механизированнойнаплавки в среде защитных газов
• Сварка и наплавка в среде защитных газов разработана
в 1952 г. группой специалистов под руководством
профессора К.В. Любовскго.
• . В зону горения дуги под небольшим давлением подают газ, который вытесняет воздух из этой зоны и защищает расплавленный металл от воздействия кислорода и азота воздуха.
• Рис. 4.5.Сварка и наплавка плавящимся (а) и
неплавящимся (б) электродами в среде защитных газов:
1 — сопло; 2 — плавящийся электрод; 3 — сварочная
ванна; 4 — защитный газ; 5 — наплавляемая
(свариваемая) деталь; 6 — присадочный материал; 7 —
неплавящийся электрод
3.
Сущность частично-механизированнойнаплавки в среде защитных газов
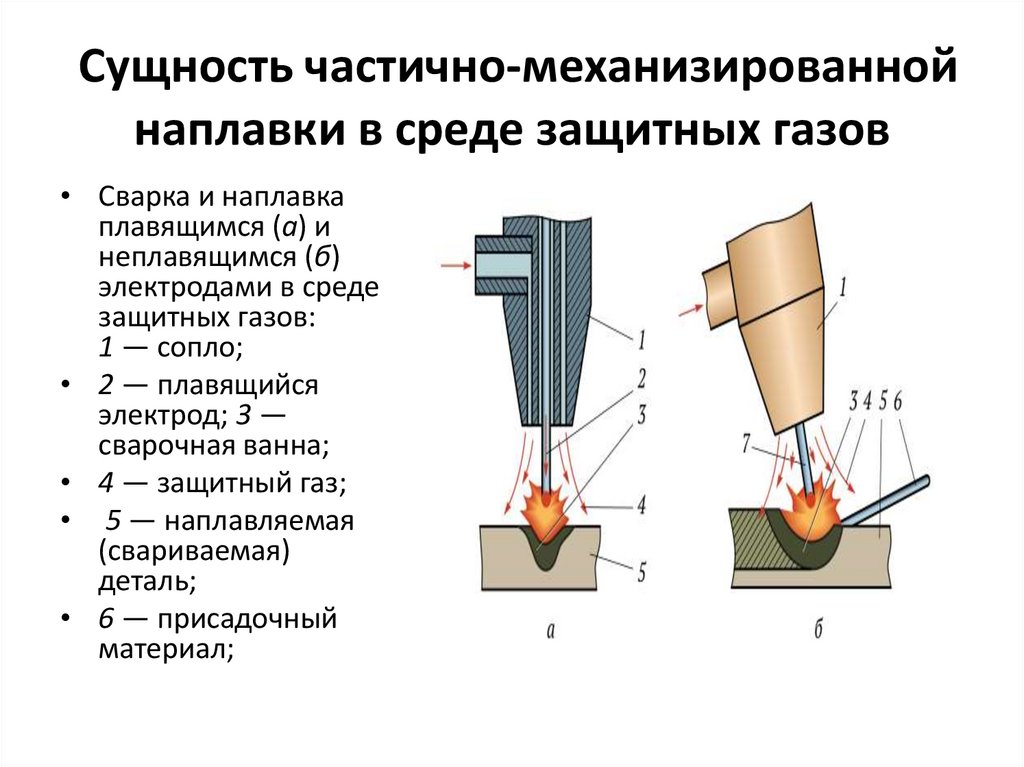
• Сварка и наплавка
плавящимся (а) и
неплавящимся (б)
электродами в среде
защитных газов:
1 — сопло;
• 2 — плавящийся
электрод; 3 —
сварочная ванна;
• 4 — защитный газ;
• 5 — наплавляемая
(свариваемая)
деталь;
• 6 — присадочный
материал;
4.
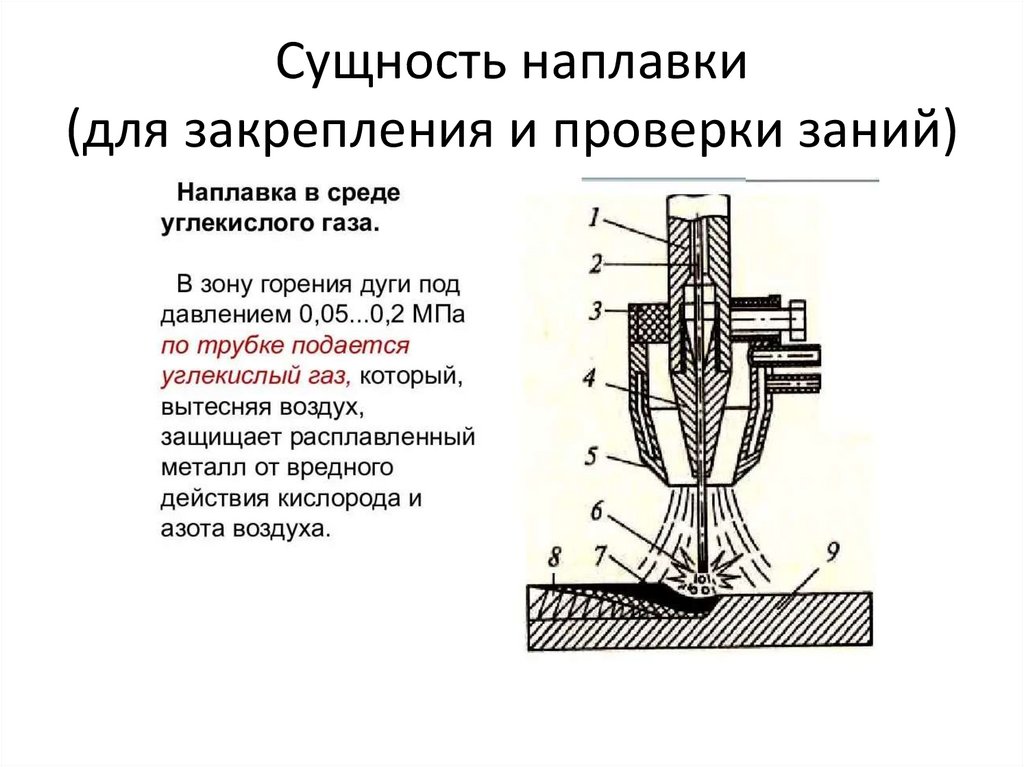
Сущность наплавки(для закрепления и проверки заний)
5.
На какую глубину при наплавкерасплавляется основной металл?
• Полностью на всю глубину
• Только верхний слой
• только снаружи, внутренние слои металла
не затрагиваются вовсе
• дайте правильный ответ
6.
Назначение плавки -1• Используется в массе различных сфер. Широко
востребована как на крупном производстве, так и для
каких-то небольших частных работ. Во многих случаях,
если ландшафт на территории неудобный, даже
стандартный подвод воды из источника к своему дому
без предварительной сварки подвести проблематично.
Основные же отрасли, где метод применяется особо
широко, это:
• • Соединение магистралей. Все пути, которыми
подается газ, вода и так далее. Зачастую центральные
линии сплошь состоят из металла. И только отводы на
воды организовываются из полипропилена или
полиэтилена.
7.
Назначение плавки -2.
• Резервуары для содержания потенциально опасных жидкостей.
Нефть, как вариант.
• Практически все основные несущие конструкции из металла в
сфере строительства жилых домов. Как многоэтажных, так и
частных. Сюда же относится и железобетон.
• Мосты, ворота, ограждения, элементы заборов.
• Корпусные части крупных судов.
• А также все ремонты металлических изделий. Перечислить
каждую сферу невозможно.
И не стоит забывать, что плавление – это лучший способ ремонта
габаритных металлических изделий. А также часто применяется
для восстановления различного транспорта. В большей части
для техники сельскохозяйственного назначения.
8.
ПреимуществаСкорость исполнения.
Снижения риска деформирования объекта.
Выше КПД по сравнению с ручной.
Подходит для новичков.
9.
Недостатки• При наличии плюсов, избежать минусов полностью
никогда не удается.
• • Значительно возрастает риск пробития газовой
защиты при работе на свежем воздухе.
• • Существует шанс, что расплавленный электрод
немного разлетится.
• • На максимальной мощности аппарат
использовать не рекомендуется. Или постоянно
охлаждать, он весьма быстро нагревается.
• Как видно, минусом меньше. Но они тоже довольно
ощутимые.
10.
Итоги• Эта методика сейчас полностью вытесняет ручное
производство. Разумеется, она быстрее,
эффективнее, проще и безопаснее. КПД выше в
несколько раз. Но полностью автоматический
метод, разумеется, приносит более серьезные
результаты. В противовес, это и дороже. И если
крупные заводы ориентируются на такой подход, то
небольшие фирмы со средним потоком
производства больше тяготеют к полуавтомату. Для
частников же частично механизированная наплавка
различных деталей – это единственный способ
быстро и выгодно выполнять свою деятельность.
11.
ВИДЫ И НАЗНАЧЕНИЕНАПЛАВКИ
12.
13.
14.
15.
16.
подробнееHTTPS://STUDOPEDIA.RU/27_52696_TEHNOLOGIYA-CHASTICHNOMEHANIZIROVANNOY-NAPLAVKI-V-ZASHCHITNOM-GAZEUGLERODISTIH-I-LEGIROVANNIH-STALEY-TSVETNIH-METALLOV-I-IHSPLAVOV.HTML
17.
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫПРИ НАПЛАВКЕ
18.
Краткие сведения об особенностяхметаллургического процесса сварки и
наплавки -1
Металлургический процесс при сварке и наплавке, по сравнению с
металлургическим процессом получения сплавов, более сложен, так как
обладает
рядом
особенностей:
кратковременностью
процесса,
значительной скоростью охлаждения, высокой температурой (до 2300° С)
нагрева металла и др. Все это приводит к тому, что химические реакции в
зоне наплавки протекают мгновенно, не успевают полностью завершиться
до кристаллизации, в результате создаются неравномерные структуры.
Высокая температура провоцирует переход газов, находящихся в воздухе
(кислород, азот, водород), в атомарное состояние. Газы активно
поглощаются металлом, взаимодействуют с ним и легирующими
элементами, резко снижая механические характеристики наплавленного
металла.
Газы попадают в сварочную ванну из воздуха, флюсов, обмазок электродов,
защитных газов, адсорбированной на поверхности изделия влаги с
остатками смазок, ржавчиной и др. При контакте кислорода с
расплавленным металлом происходит растворение кислорода и
образование окислов, часть которых остается в сплаве после его
кристаллизации.
19.
Краткие сведения об особенностяхметаллургического процесса сварки и
наплавки -2
Азот, растворяясь в металле со многими элементами, образует нитриды.
Поэтому во время сварки сталей, при недостаточной защите наплавляемого
металла, совместное действие кислорода и азота вызывает резкое усиление
хрупкости слоя, наносимого на поверхность детали. Азот сильно снижает
относительное удлинение, способствует повышению пористости, усиливает
склонность металла к старению.
Водород, подобно кислороду, в процессе сварки поглощается жидким
металлом. Но при остывании последнего (особенно в момент
кристаллизации) растворимость водорода резко снижается. Выделение
водорода не прекращается не только по окончании кристаллизации, но
даже при комнатной температуре. Диффундируя в объеме застывшего
металла, водород накапливается в микрополостях, и создает такие
значительные удельные давления, что происходит разрушение
наплавленного слоя.
Существенное влияние на растворимость газов оказывают погонная энергия
(зависящая от способа и режимов сварки), размеры детали, структура и
состав металла восстанавливаемого изделия, предварительный и
сопутствующий нагревы и т.д
20.
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ21.
Электроды.В качестве электрода может использоваться
• сварочная проволока сплошного сечения,
• лента малой толщины (0,4…1,0 мм) и большой ширины (20…100
мм),
• порошковая проволока и порошковая лента.
К примеру для сравнения - Автоматическая наплавка
При наплавке ленточными электродами дуга перебегает от
одного края ленты к другому и равномерно оплавляет ее торец. Коэффициент наплавки при этом получается больше,
чем при использовании проволочных электродов, а глубина
проплавления и доля основного металла в наплавленном слое
тем меньше, чем больше ширина ленты. Ленточными
электродами выполняется широкослойная наплавка, причем
ширина наплавленного слоя примерно равна ширине ленточного электрода.
22.
При частично-механизированной сваркелучше всего использовать два вида
сварочной проволоки
• .
• Первый – проволока, легированная марганцем и
кремнием. Ее марка Св – 08 ГС или Св -08 Г2С. При
сварке выгорающие марганец и кремний
замещаются поступающими из проволоки.
Углекислый газ является активным, при высокой
температуре дуги он разлагается на углерод и
кислород. Кислород активно окисляет плавящийся
металл, что вызывает поры. Марганец и кремний
удаляют кислород из сварочной ванны. Такую
проволоку рекомендуется использовать в
помещении, где нет ветра, сдувающего защитный
углекислый газ
23.
Вторую разновидность проволоки• можно использовать при сварке вне помещений. Она
является самозащитной, углекислый газ для ее защиты
не требуется. Марки такой проволоки: ЭП 245; ЭП 439;
СВ 20ГСТЮА; СВ 15ГСТЮЦА. Кроме кремния и марганца
проволока содержит алюминий, титан, церий,
цирконий. Такая проволока дороже газозащитной,
поэтому ее лучше использовать только для работы вне
помещений. Качество шва, сваренного такой
проволокой, ниже, чем газозащитной.
Проволока с флюсовой сердцевиной, она же порошковая,
внутри наполнена флюсом, улучшающим качество
сварки. Некоторые ее марки также являются
самозащитными, и ими можно варить вне помещения:
ПП-1ДСК; ПП-АНМ-1; ПП-АН7; ПП-АН11.
24.
Для сварки и наплавки в среде углекислого газаприменяют проволоки следующих марок:
• Св-08ГС,
Св-08Г2С,
Св-12ГС,
Св-10ХГ2С,
Св-18ХГСА,
• Нп-ЗОХГСА,
• ПП-АН4, ПП-АН5, ПП-АН8, ПП-ЗХ2В8Т,
ПП-Р18Т, ПП-Х12ВФТ и другие.
25.
Методы легированиянаплавляемого металла
Для обеспечения необходимых свойств наплавленного слоя в расплавленный
металл сварочной ванны необходимо ввести определенные легирующие
элементы, которые вводят в сварочную ванну через флюс и электродную
проволоку.
При наплавке под слоем флюса могут быть применены следующие основные
методы легирования, а также их комбинации:
1) легированная электродная проволока или лента и флюс;
2) порошковая проволока;
3) обычная проволока;
4) легирование за счет дополнительных материалов, наносимых на деталь
перед движущейся дугой с использованием обычных электродных
материалов и флюса.
В качестве дополнительных материалов может использоваться добавочный
электрод, который подается в дугу под углом 25…300° к наплавляемой поверхности, крупнозернистый порошок (диаметр частиц 0,4…4,0 мм) и пасты, наносимые на поверхность изделий перед наплавкой