



























 industry
industrySimilar presentations:










Наплавка. Виды и способы наплавки
1. Наплавка
Виды и способы наплавки2. Наплавка
• процесс нанесения слоя металла, спомощью сварочного оборудования, на
поверхность заготовки или детали, с
целью восстановления изношенных
поверхностей или приданию
поверхностному слою необходимых
свойств (твердости и износостойкости,
коррозионной стойкости,
жаропрочности и др.).
3. Наплавка
Наплавка• нанесение слоя металла или сплава
на поверхность изделия
посредством сварки плавлением.
• является одним из самых простых и
эффективных способов возвращать
элементам работоспособность
4. Цели наплавки
восстановление геометрии изделия;
придание конструкции новой формы;
образование слоя, обладающего
конкретными физико-механическими
свойствами;
повышение износостойкости,
антикоррозийности, прочности,
твердости и других свойств
основного
материала.
5. Наплавка
• Восстановительная• Функциональная
6. Восстановительная наплавка
• для получения первоначальныхразмеров изношенных или
поврежденных деталей.
– наплавленный металл близок по составу и
механическим свойствам основному
металлу.
7. Наплавка функциональных покрытий
• для получения на поверхности изделийслоя с необходимыми свойствами.
– Основной металл обеспечивает
необходимую конструкционную прочность.
– Слой наплавленного металла придаёт
особые заданные свойства:
износостойкость,
жаростойкость,
жаропрочность,
коррозионную стойкость и т. д.
8.
9. Достоинства метода наплавки
• Увеличение срока эксплуатации• Сокращается количество запасных частей
• Увеличивается эффективность эксплуатации
оборудования в связи с сокращением
времени его простоя.
• Основная часть (основа) детали может быть
выполнена из дешевой низколегированной
стали.
• Снижаются расходы на обслуживание
оборудования.
10. Схемы процесса в зависимости от температуры нагрева основного металла
1. с оплавлением поверхностиосновного металла
2. поверхность основного металла
остается нерасплавленной
– не нашел широкого применения
вследствие ненадежности обеспечения
прочных химических связей между
наплавляемым металлом и деталью
11. Способы наплавки
• Ручная дуговая наплавка покрытыми электродами• Дуговая наплавка под флюсом проволоками и
лентами
• Дуговая наплавка в защитных газах вольфрамовыми
(неплавящимися) и проволочными металлическими
(плавящимися) электродами
• Дуговая наплавка самозащитными порошковыми
проволоками
• Электрошлаковая наплавка
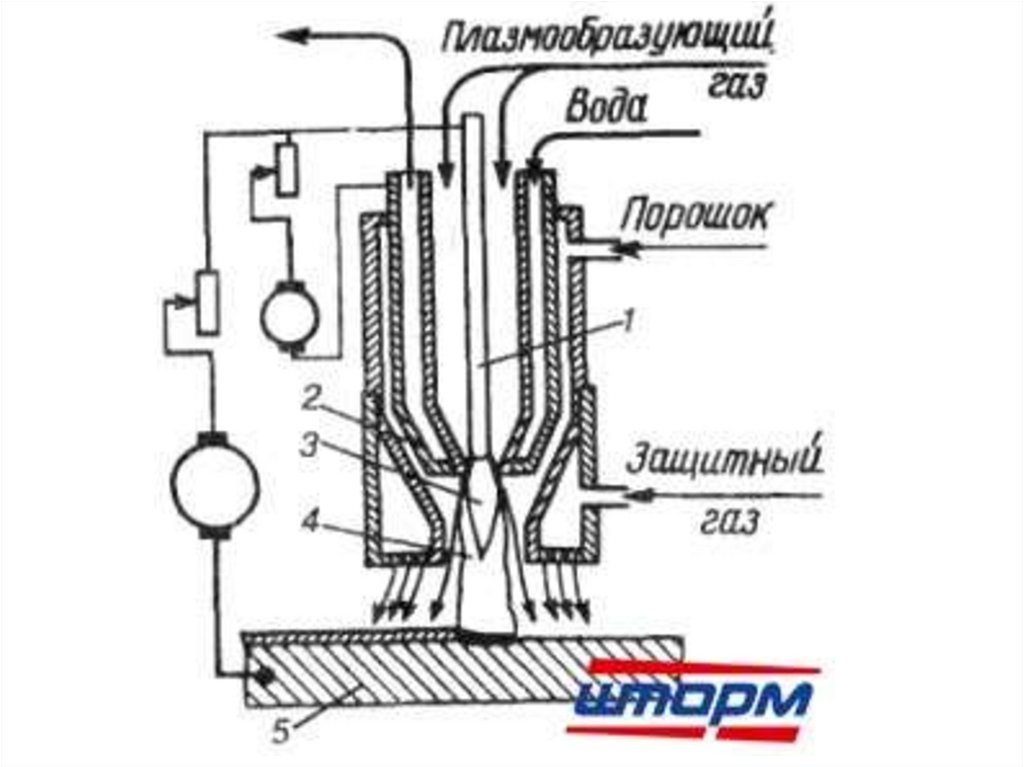
• Плазменная наплавка
• Лазерная наплавка
• Электронно-лучевая наплавка
• Индукционная наплавка
• Газопламенная наплавка
12.
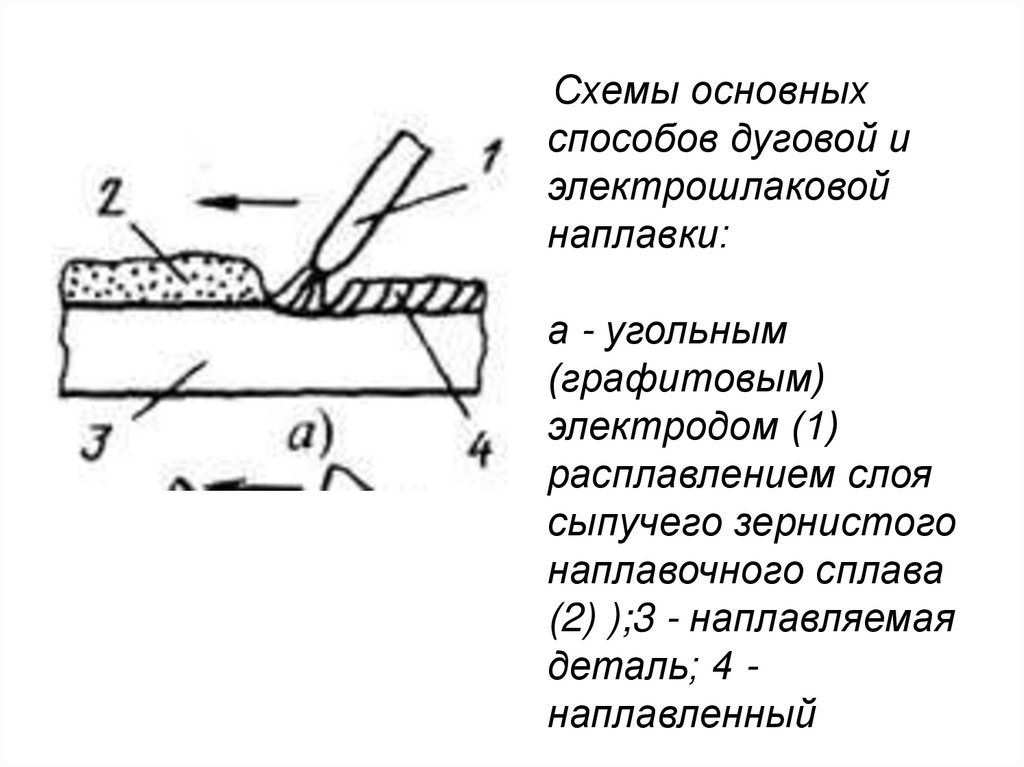
Схемы основныхспособов дуговой и
электрошлаковой
наплавки:
а - угольным
(графитовым)
электродом (1)
расплавлением слоя
сыпучего зернистого
наплавочного сплава
(2) );3 - наплавляемая
деталь; 4 наплавленный
13.
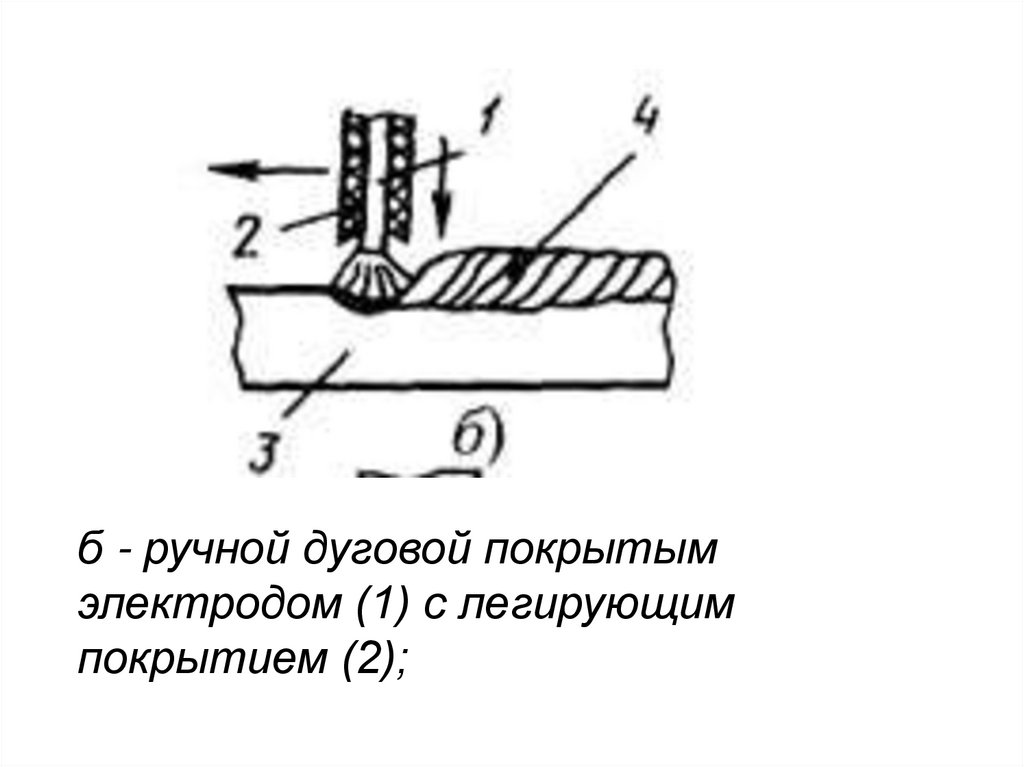
б - ручной дуговой покрытымэлектродом (1) с легирующим
покрытием (2);
14.
15. Ручная наплавка штучными электродами.
для наплавки на единичные изделия сложнойформы.
• возможность наплавки практически любого состава
• во всех пространственных положениях,
• оборудование относительно несложное и недорогое.
- низкая производительность (2 – 4 кг/час)
- повышенная стоимость работ.
- количество и качество работы в значительной степени
зависит от квалификации сварщика.
16.
17.
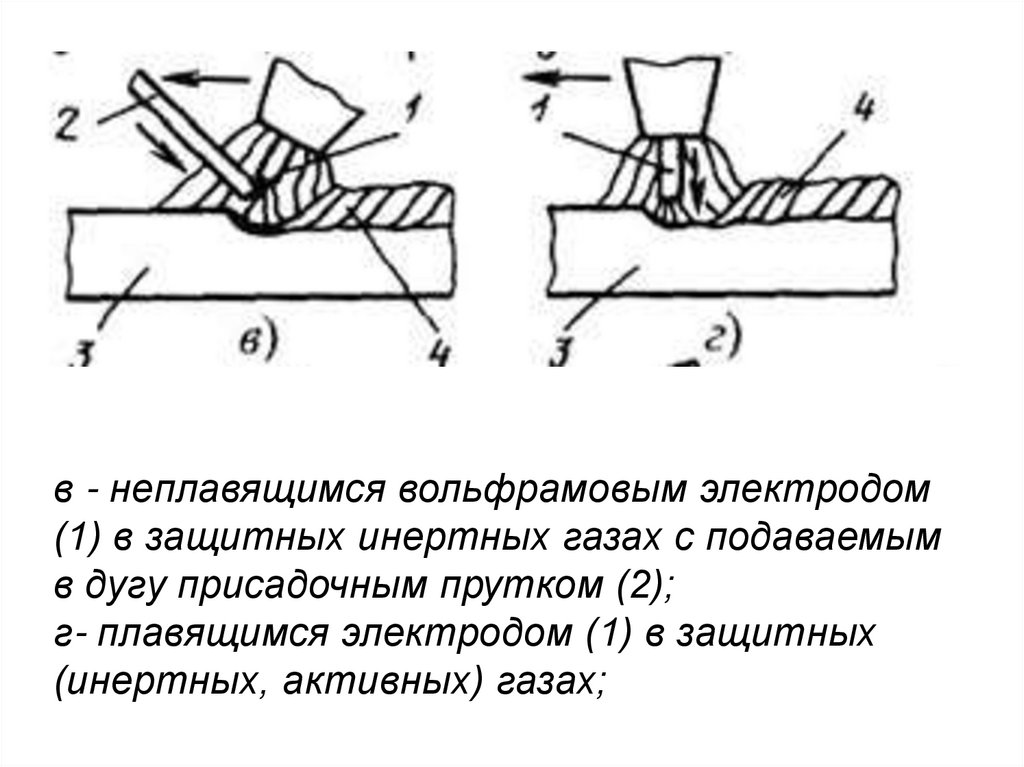
в - неплавящимся вольфрамовым электродом(1) в защитных инертных газах с подаваемым
в дугу присадочным прутком (2);
г- плавящимся электродом (1) в защитных
(инертных, активных) газах;
18. Полуавтоматическая наплавка самозащитной порошковой проволокой.
производительность,
относительно небольшая стоимость работ,
возможность наплавки практически любого сплава
во всех пространственных положениях,
несложное, недорогое и компактное оборудование,
позволяющее проводить наплавку «по месту».
Поэтому полуавтоматический процесс наплавки
примерно в четыре раза производительнее ручного и
на 30 -50% дешевле.
19.
20.
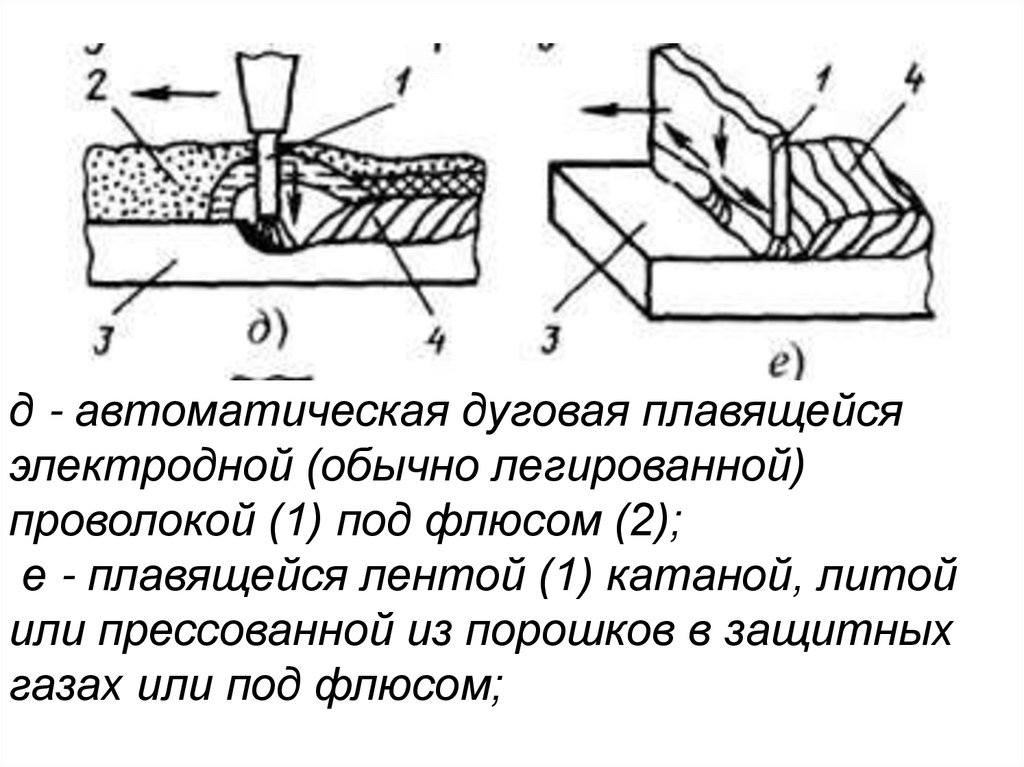
д - автоматическая дуговая плавящейсяэлектродной (обычно легированной)
проволокой (1) под флюсом (2);
е - плавящейся лентой (1) катаной, литой
или прессованной из порошков в защитных
газах или под флюсом;
21. Автоматическая наплавка проволокой под флюсом.
для массового использования наплавленныхизделий простой формы.
• отсутствие излучения и разбрызгивания,
• большая производительность (до 15 кг/час),
• автоматический контроль и вследствие этого высокое
качество (не зависящее от квалификации рабочего).
- сложное и дорогое оборудование,
- ограниченный выбор наплавочных материалов.
22.
23.
24.
25.
26.
ж - расплавлением плазменной струейплазмотрона (1), предварительно наложенного
литого или спеченного из порошков кольца (2)
наплавочного материала;
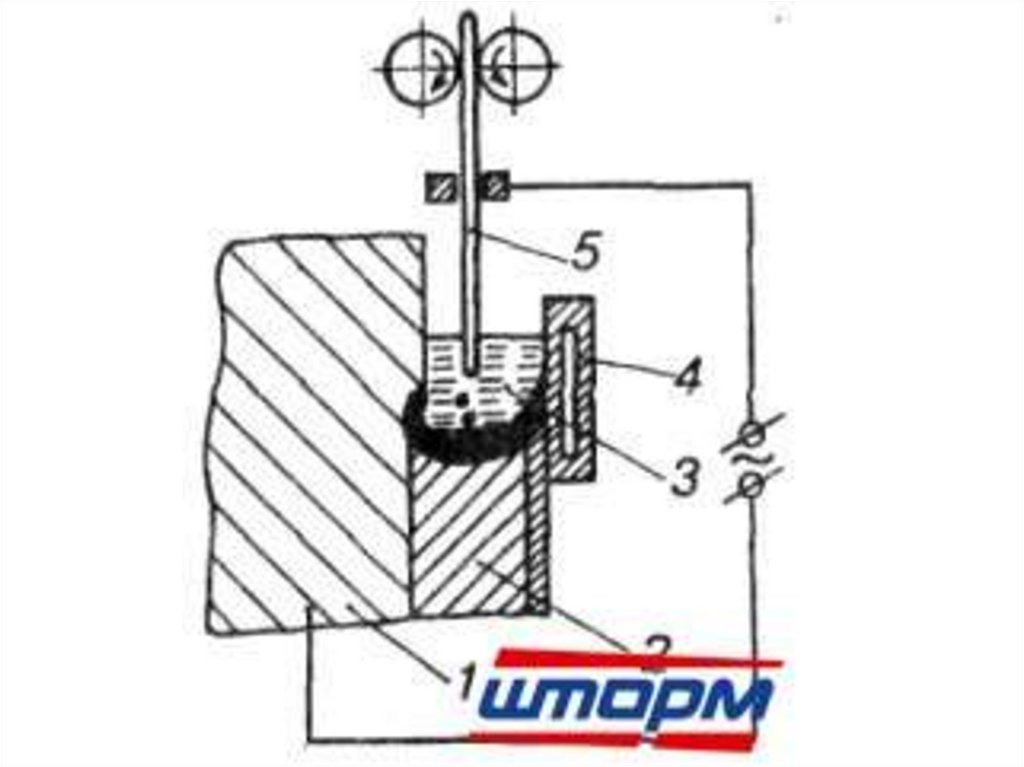
з - электрошлаковая наплавка плавящимися
электродами (1) с перемещаемым составным
медным ползуном (2);3 - наплавляемая деталь; 4
- наплавленный
27.
Схемы основных способов дуговой иэлектрошлаковой наплавки:
а - угольным (графитовым) электродом
(1) расплавлением слоя сыпучего
зернистого наплавочного сплава (2)
б - ручной дуговой покрытым
электродом (1) с легирующим
покрытием (2);
в - неплавящимся вольфрамовым
электродом (1) в защитных инертных
газах с подаваемым в дугу присадочным
прутком (2);
г- плавящимся электродом (1) в
защитных (инертных, активных) газах;
д - автоматическая дуговая плавящейся
электродной (обычно легированной)
проволокой (1) под флюсом (2);
е - плавящейся лентой (1) катаной,
литой или прессованной из порошков в
защитных газах или под флюсом;
ж - расплавлением плазменной струей
плазмотрона (1), предварительно
наложенного литого или спеченного из
порошков кольца (2) наплавочного
материала;
з - электрошлаковая наплавка
плавящимися электродами (1) с
перемещаемым составным медным
ползуном (2);3 - наплавляемая деталь; 4 наплавленный
28. Применение наплавки
• при изготовлении новых деталей машини механизмов.
• при ремонтных работах (при
восстановлении изношенных
поверхностей деталей)
– Восстановлению подлежат корпусные
детали различных двигателей внутреннего
сгорания, распределительные и
коленчатые валы, клапаны, шкивы,
маховики, ступицы колес и т. д.
29.
30.
31.
32.
33.
34.
35.
• Больше материала по теме можнопрочитать:
• https://weldelec.com/info/kak-pravilnovarit/naplavka/
– Наплавка металла: электродом и другие