
 industry
industrySimilar presentations:










Технология изготовления и перемещения балок для ВСМ
1.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯИ ПЕРЕМЕЩЕНИЯ БАЛОК
ДЛЯ «ВСМ»
2.
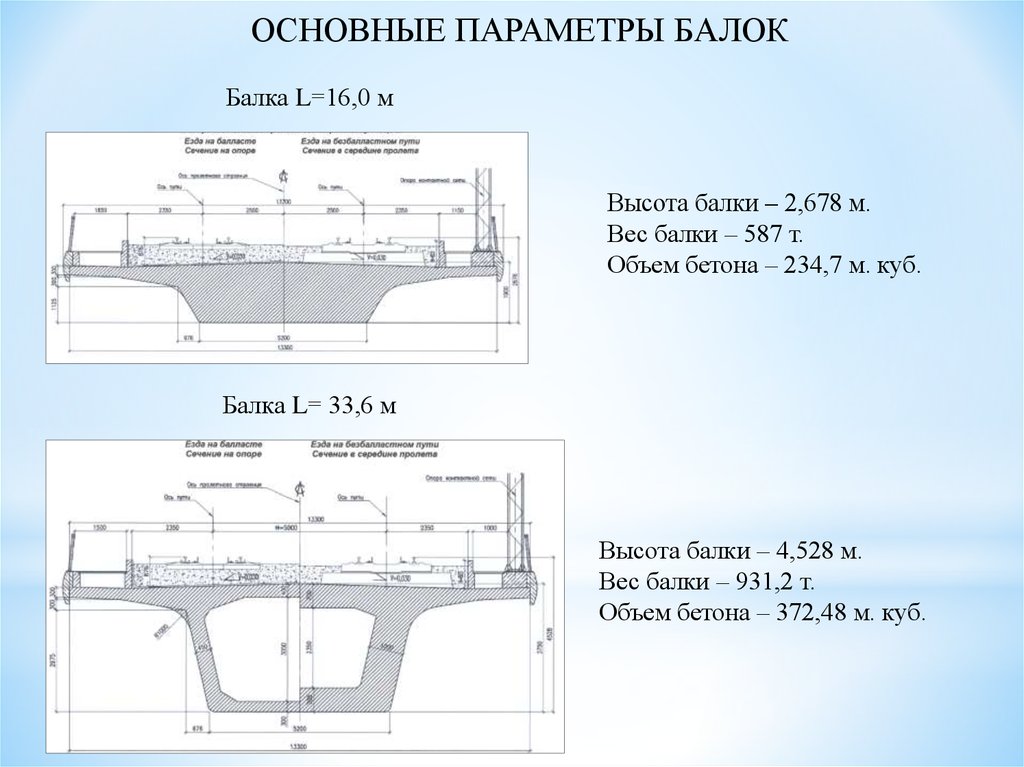
ОСНОВНЫЕ ПАРАМЕТРЫ БАЛОКБалка L=16,0 м
Высота балки – 2,678 м.
Вес балки – 587 т.
Объем бетона – 234,7 м. куб.
Балка L= 33,6 м
Высота балки – 4,528 м.
Вес балки – 931,2 т.
Объем бетона – 372,48 м. куб.
3.
ОСНОВНЫЕ ПАРАМЕТРЫ СООРУЖАЕМОГОУЧАСТКА «ВСМ»
Схема ВСМ Москва – Казань.
Количество сборных
балок по участкам
трассы
4.
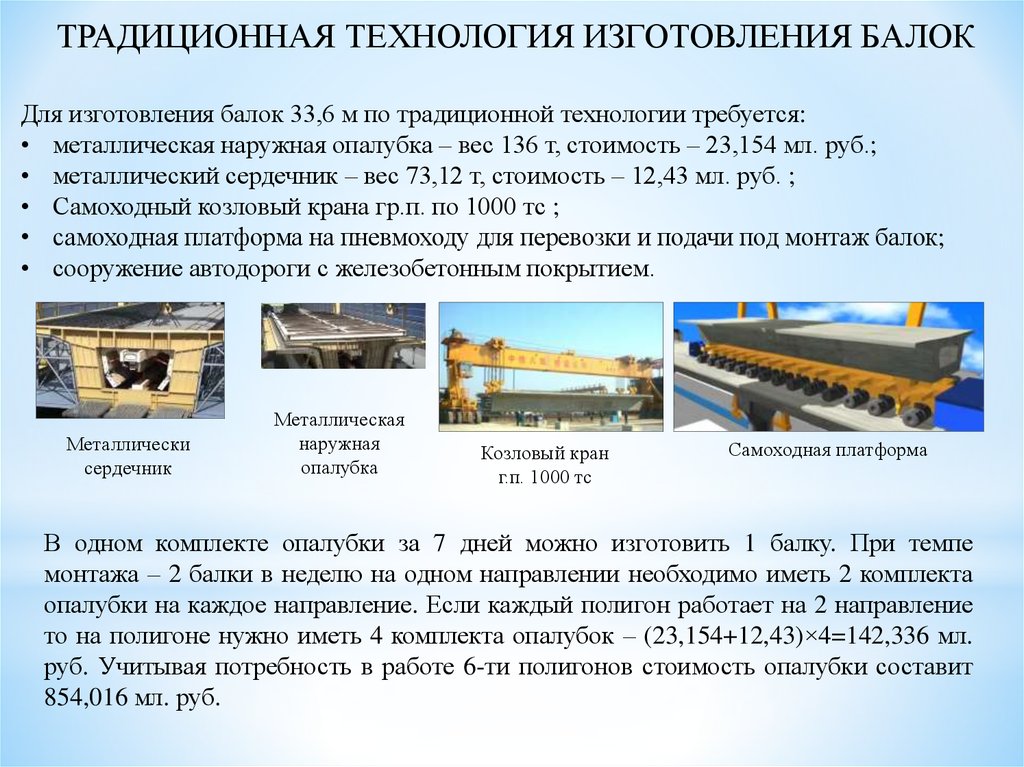
ТРАДИЦИОННАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БАЛОКДля изготовления балок 33,6 м по традиционной технологии требуется:
• металлическая наружная опалубка – вес 136 т, стоимость – 23,154 мл. руб.;
• металлический сердечник – вес 73,12 т, стоимость – 12,43 мл. руб. ;
• Самоходный козловый крана гр.п. по 1000 тс ;
• самоходная платформа на пневмоходу для перевозки и подачи под монтаж балок;
• сооружение автодороги с железобетонным покрытием.
Металлически
сердечник
Металлическая
наружная
опалубка
Козловый кран
г.п. 1000 тс
Самоходная платформа
В одном комплекте опалубки за 7 дней можно изготовить 1 балку. При темпе
монтажа – 2 балки в неделю на одном направлении необходимо иметь 2 комплекта
опалубки на каждое направление. Если каждый полигон работает на 2 направление
то на полигоне нужно иметь 4 комплекта опалубок – (23,154+12,43)×4=142,336 мл.
руб. Учитывая потребность в работе 6-ти полигонов стоимость опалубки составит
854,016 мл. руб.
5.
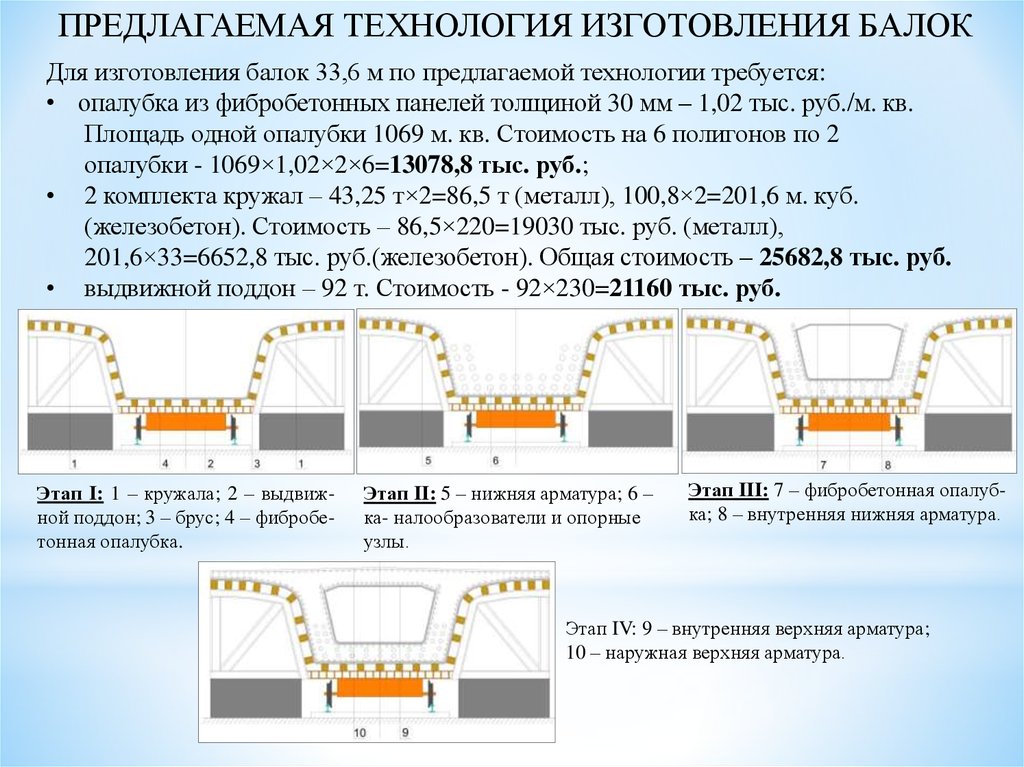
ПРЕДЛАГАЕМАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БАЛОКДля изготовления балок 33,6 м по предлагаемой технологии требуется:
• опалубка из фибробетонных панелей толщиной 30 мм – 1,02 тыс. руб./м. кв.
Площадь одной опалубки 1069 м. кв. Стоимость на 6 полигонов по 2
опалубки - 1069×1,02×2×6=13078,8 тыс. руб.;
• 2 комплекта кружал – 43,25 т×2=86,5 т (металл), 100,8×2=201,6 м. куб.
(железобетон). Стоимость – 86,5×220=19030 тыс. руб. (металл),
201,6×33=6652,8 тыс. руб.(железобетон). Общая стоимость – 25682,8 тыс. руб.
• выдвижной поддон – 92 т. Стоимость - 92×230=21160 тыс. руб.
Этап I: 1 – кружала; 2 – выдвижной поддон; 3 – брус; 4 – фибробетонная опалубка.
Этап II: 5 – нижняя арматура; 6 –
ка- налообразователи и опорные
узлы.
Этап III: 7 – фибробетонная опалубка; 8 – внутренняя нижняя арматура.
Этап IV: 9 – внутренняя верхняя арматура;
10 – наружная верхняя арматура.
6.
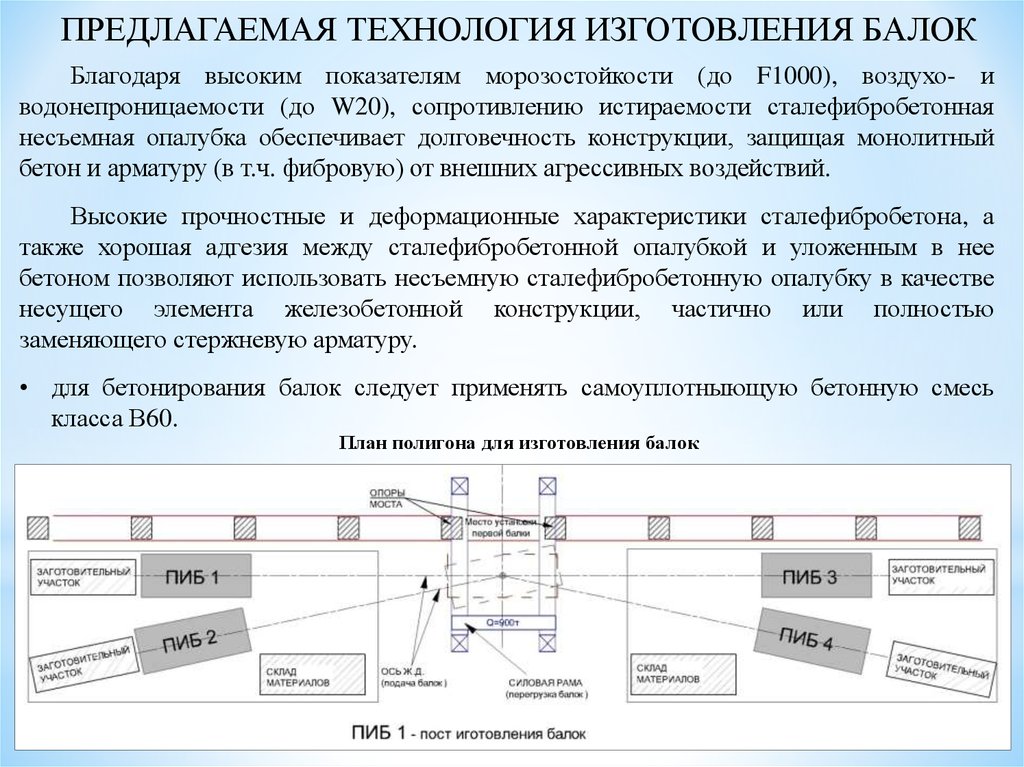
ПРЕДЛАГАЕМАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БАЛОКБлагодаря высоким показателям морозостойкости (до F1000), воздухо- и
водонепроницаемости (до W20), сопротивлению истираемости сталефибробетонная
несъемная опалубка обеспечивает долговечность конструкции, защищая монолитный
бетон и арматуру (в т.ч. фибровую) от внешних агрессивных воздействий.
Высокие прочностные и деформационные характеристики сталефибробетона, а
также хорошая адгезия между сталефибробетонной опалубкой и уложенным в нее
бетоном позволяют использовать несъемную сталефибробетонную опалубку в качестве
несущего элемента железобетонной конструкции, частично или полностью
заменяющего стержневую арматуру.
• для бетонирования балок следует применять самоуплотныющую бетонную смесь
класса В60.
План полигона для изготовления балок
7.
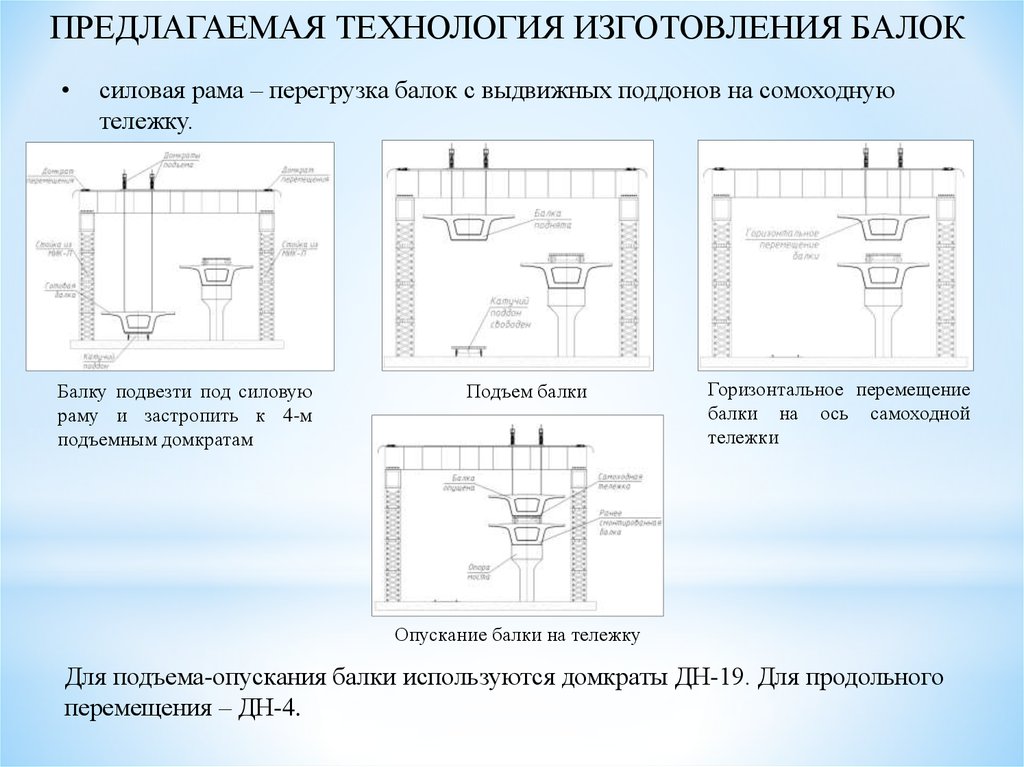
ПРЕДЛАГАЕМАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БАЛОКсиловая рама – перегрузка балок с выдвижных поддонов на сомоходную
тележку.
Балку подвезти под силовую
раму и застропить к 4-м
подъемным домкратам
Подъем балки
Горизонтальное перемещение
балки на ось самоходной
тележки
Опускание балки на тележку
Для подъема-опускания балки используются домкраты ДН-19. Для продольного
перемещения – ДН-4.