












 industry
industrySimilar presentations:










Технология изготовления сварных балок
1.
Приложение 4.1.20Технология изготовление
сварных балок
Занятие по дисциплине Технология производства сварных
конструкций (МДК 01.02)
Тема: Технология изготовления сварных конструкций
2.
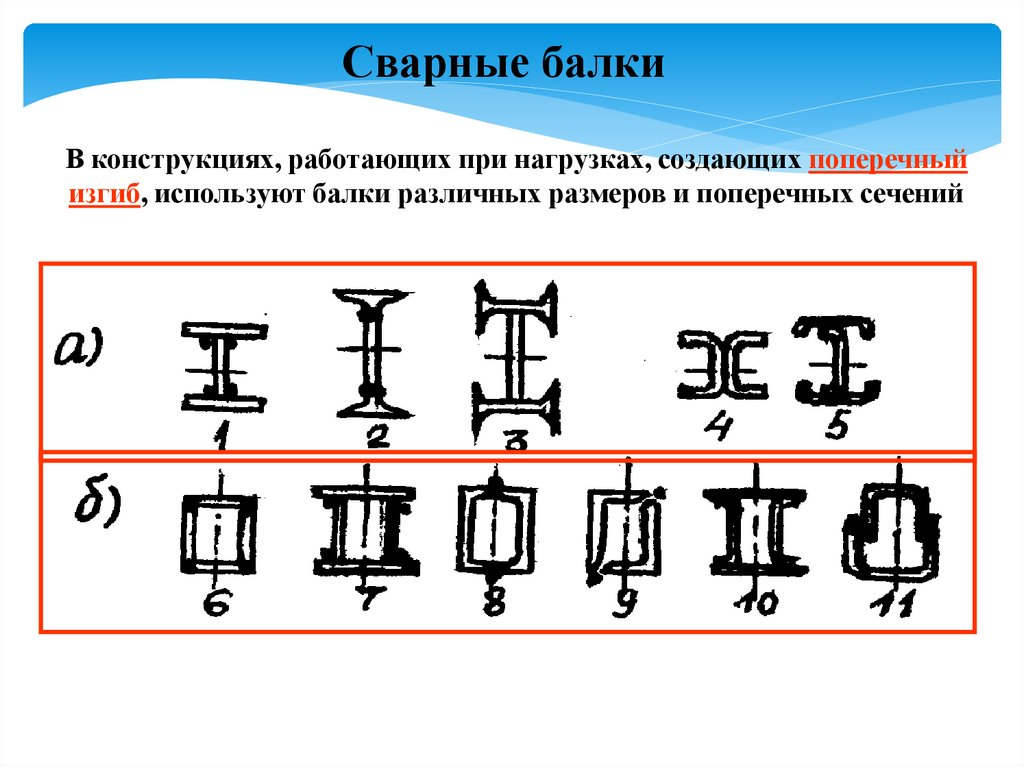
Сварные балкиВ конструкциях, работающих при нагрузках, создающих поперечный
изгиб, используют балки различных размеров и поперечных сечений
3.
Краткая характеристика области применениясварных балок
Строительные
конструкции
Перекрытия жилых и
производственных
помещений
Колонны зданий
Конструкции
стальных мостов
Транспортное и
тяжёлое
машиностроение
Автомобильные
мосты
Рамные конструкции
мостовых кранов
Железнодорожные
мосты
Рамные конструкции
вагонов
Подкрановые пути
Рамные конструкции
автомобилей
Рамные конструкции
Рамные конструкции
экскаваторов
4.
Изготовлениедвутавровых балок
5.
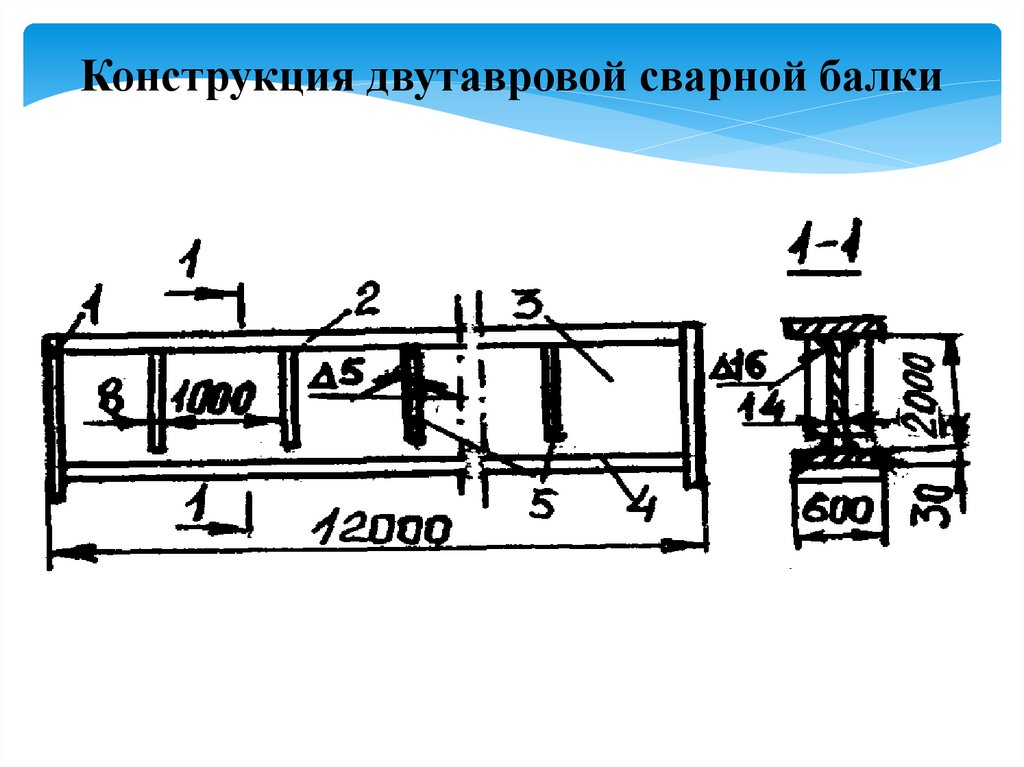
Конструкция двутавровой сварной балки6.
Двутавровые балки в сварном вариантеизготовляют высотой до 2000 мм при толщине
стенки 10...16 мм и толщине полок 16...50 мм.
Балки высотой более 800 мм имеют на стенке
поперечные ребра жесткости, обеспечивающие
местную устойчивость ее при
эксплуатационных нагрузках.
7.
Все элементы балки должны бытьизготовлены на гильотинных
ножницах, газокислородной,
воздушно-плазменной или
плазменной резкой.
8.
Термическая резка заготовок для изготовлениясварной балки
9.
Термическая резка заготовок для изготовлениясварной балки
10.
После правки кромки полок и стенкимеханически обрабатывают на
кромкострогальных станках для
придания им прямолинейности, при
необходимости на кромках стенки
образуют фаски.
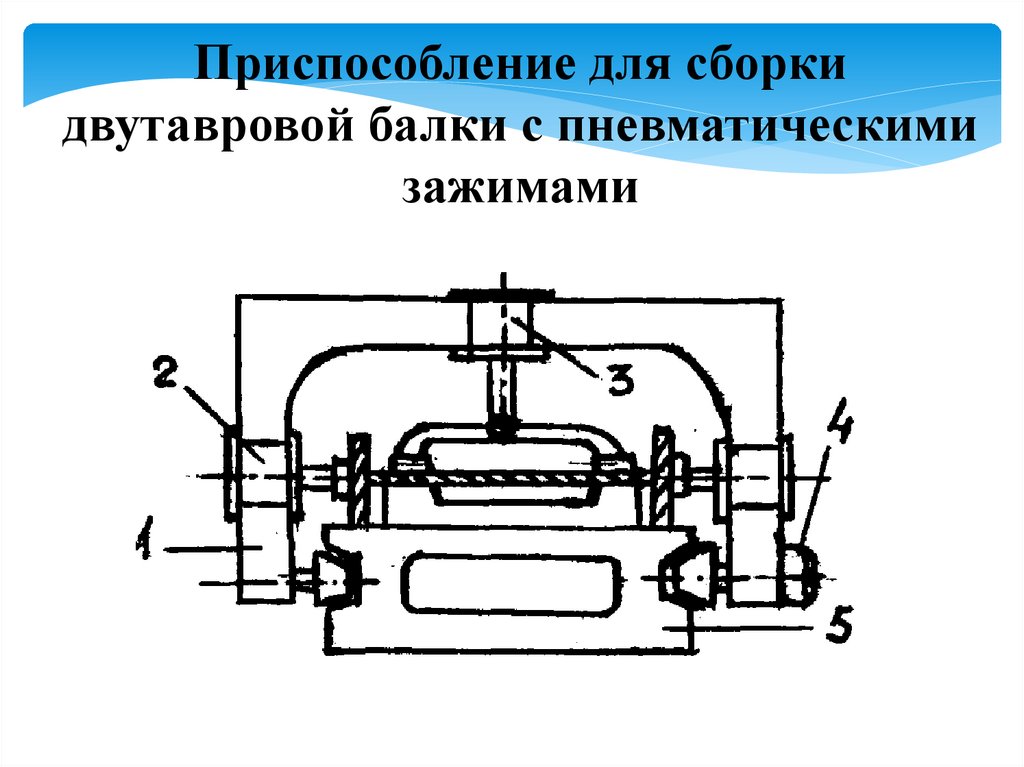
11.
При сборке двутавровой балкинеобходимо обеспечить симметрию и
взаимную перпендикулярность полок и
стенки, прижатие их друг к другу с
допускаемыми по чертежу местными
зазорами в стыках и закрепление
прихватками.
Для этого используют сборочные
приспособления с винтовыми и
пневматическими прижимами.
12.
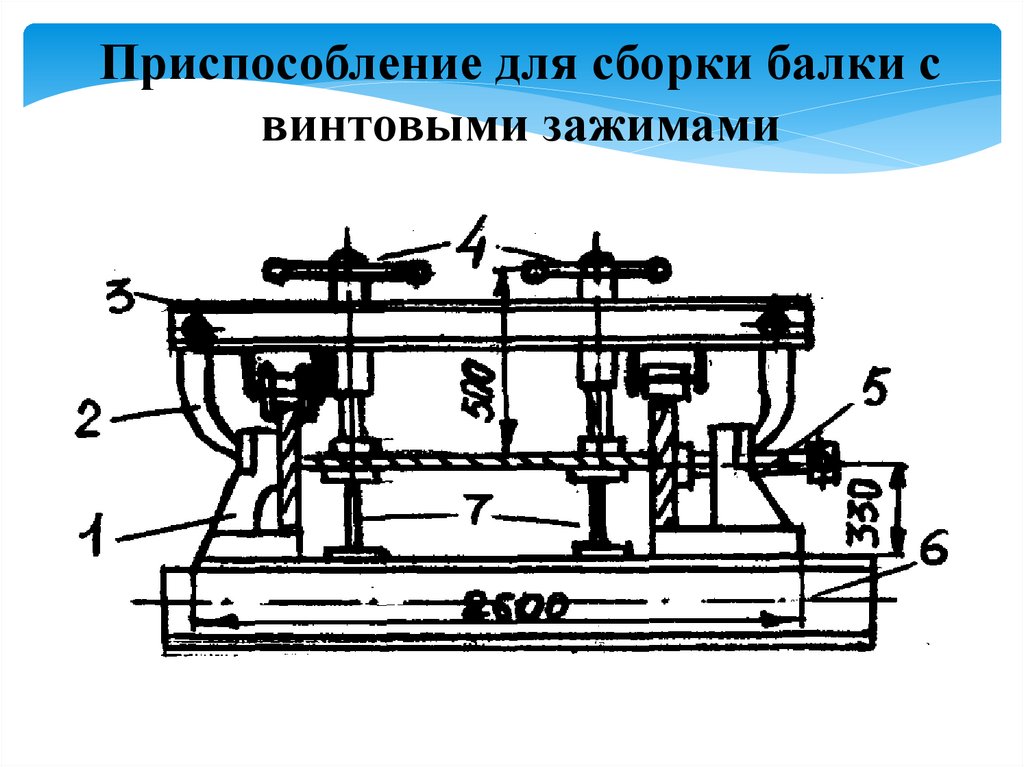
Приспособление для сборки балки свинтовыми зажимами
13.
Приспособление для сборкидвутавровой балки с пневматическими
зажимами
14.
Линия сборки двутавровых балок15.
Линия сборки двутавровых балок16.
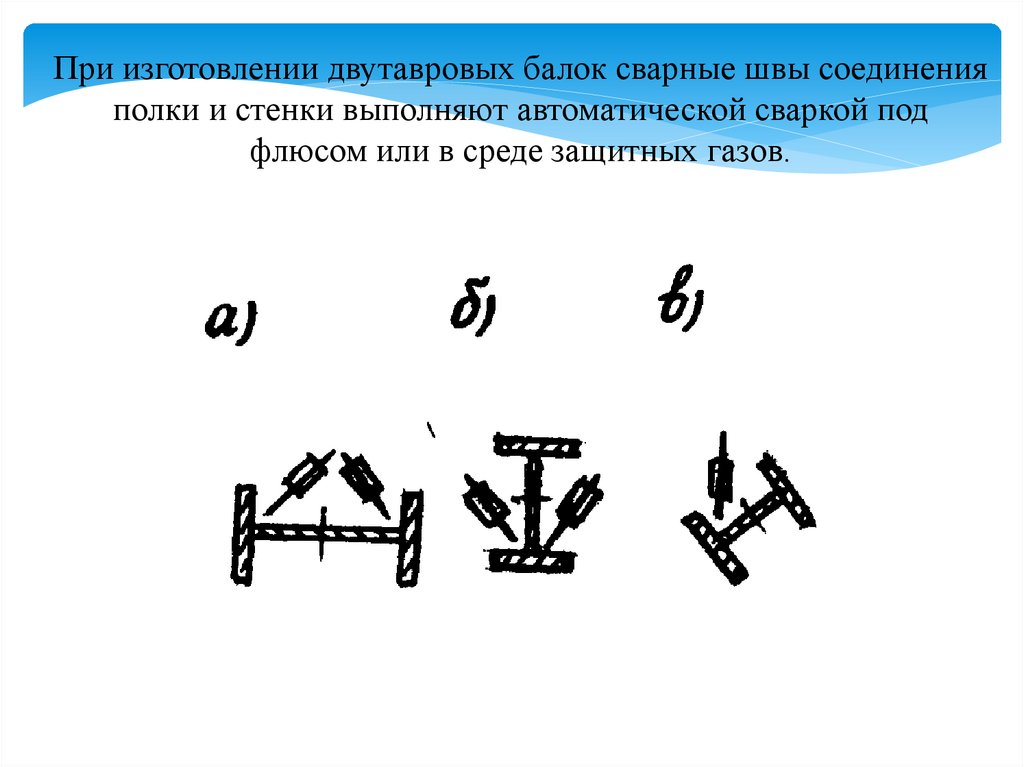
При изготовлении двутавровых балок сварные швы соединенияполки и стенки выполняют автоматической сваркой под
флюсом или в среде защитных газов.
17.
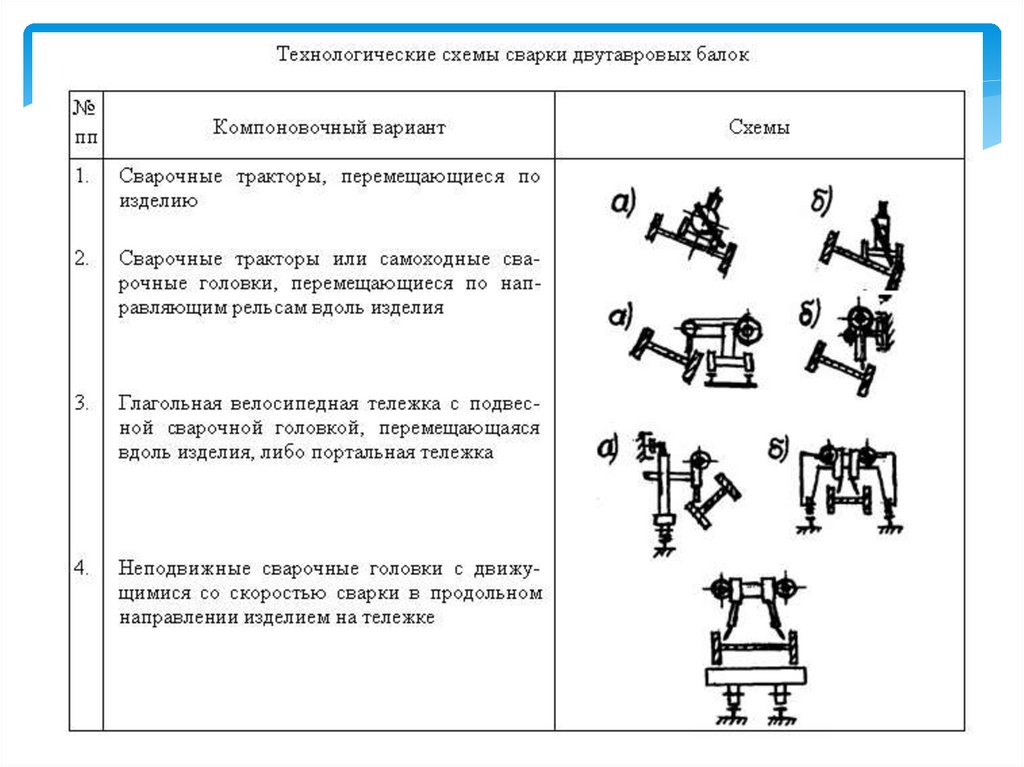
Сварочные установки комплектуютсварочными тракторами либо
подвесными головками в зависимости
от габаритов балок и применяемой
конструкции кантователя или
вращателя
18.
19.
Линия сварки двутавровой балки с перемещение тракторапо поверхности изделия
20.
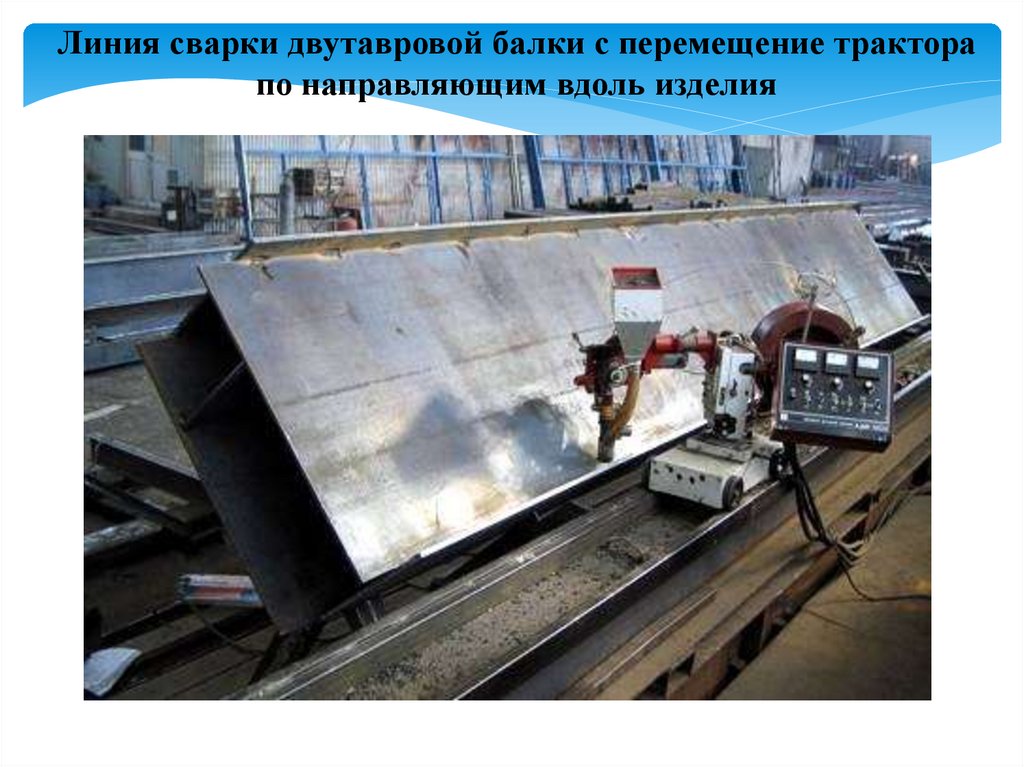
Линия сварки двутавровой балки с перемещение тракторапо направляющим вдоль изделия
21.
Линия сварки двутавровой балки с портальной тележкой,перемещающейся вдоль изделия
22.
При приварке ребёр жёсткости в первуюочередь выполняют швы, соединяющие ребро
со стенкой. Причем сварку ведут начиная с
ребер в середине балки последовательно в
направлении к краям. Для предотвращения
изгиба балки концы ее следует закрепить
жестко к стенду или плите болтовыми или
клиновыми хомутами
23.
При изготовлении двутавровых балокнаблюдаются искажения формы их элементов
под воздействием усадочных сил, возникающих
при сварке.
24.
25.
Поэтому в технологическом процессе следуетпредусматривать приемы по компенсации
возможных деформаций либо применять
операции по исправлению их до допускаемых
техническими требованиями значений.
В практике используют три метода правки:
механическую, термическую и
термомеханическую.
26.
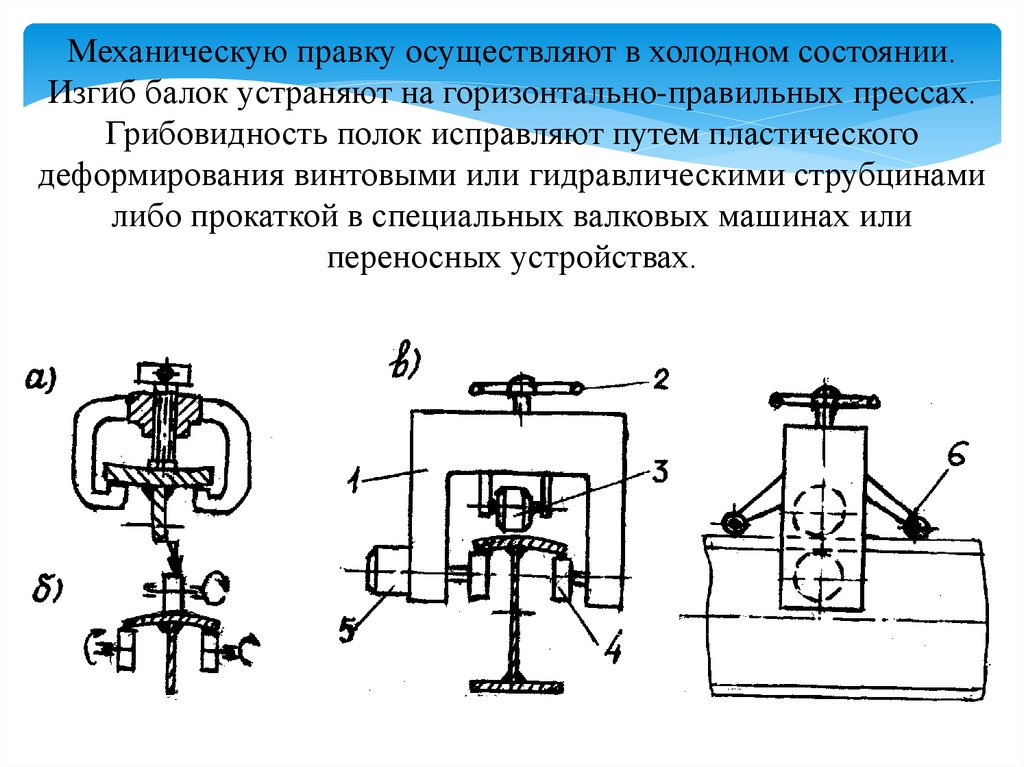
Механическую правку осуществляют в холодном состоянии.Изгиб балок устраняют на горизонтально-правильных прессах.
Грибовидность полок исправляют путем пластического
деформирования винтовыми или гидравлическими струбцинами
либо прокаткой в специальных валковых машинах или
переносных устройствах.
27.
Правка грибовидности двутавровой балкипрокаткой на специальном станке
28.
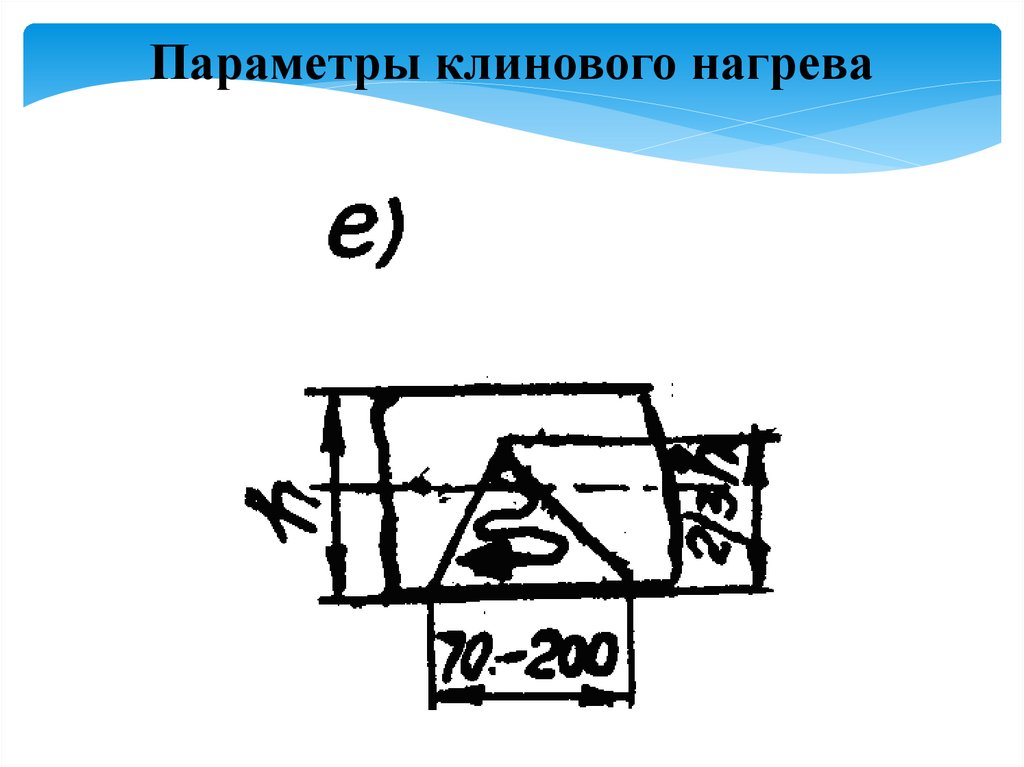
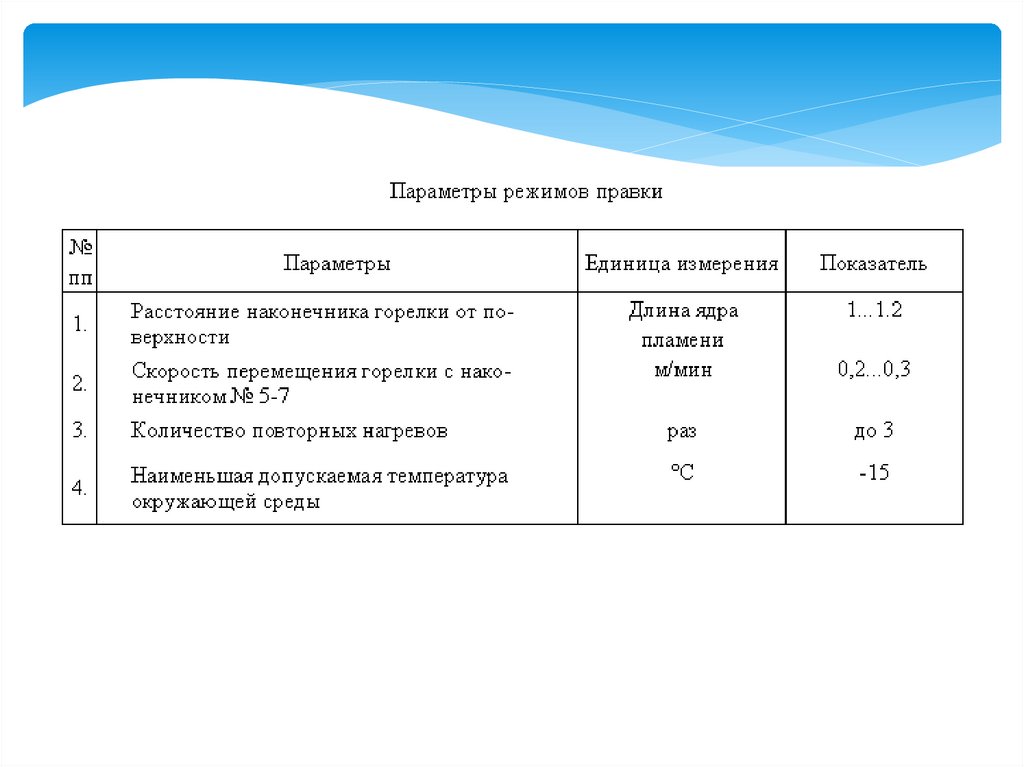
Термическую правку проводят путемповерхностного нагрева газовыми горелками до
температуры 600...700 град. полос или
"клиньев". Охлаждение водой после нагрева не
допускается.
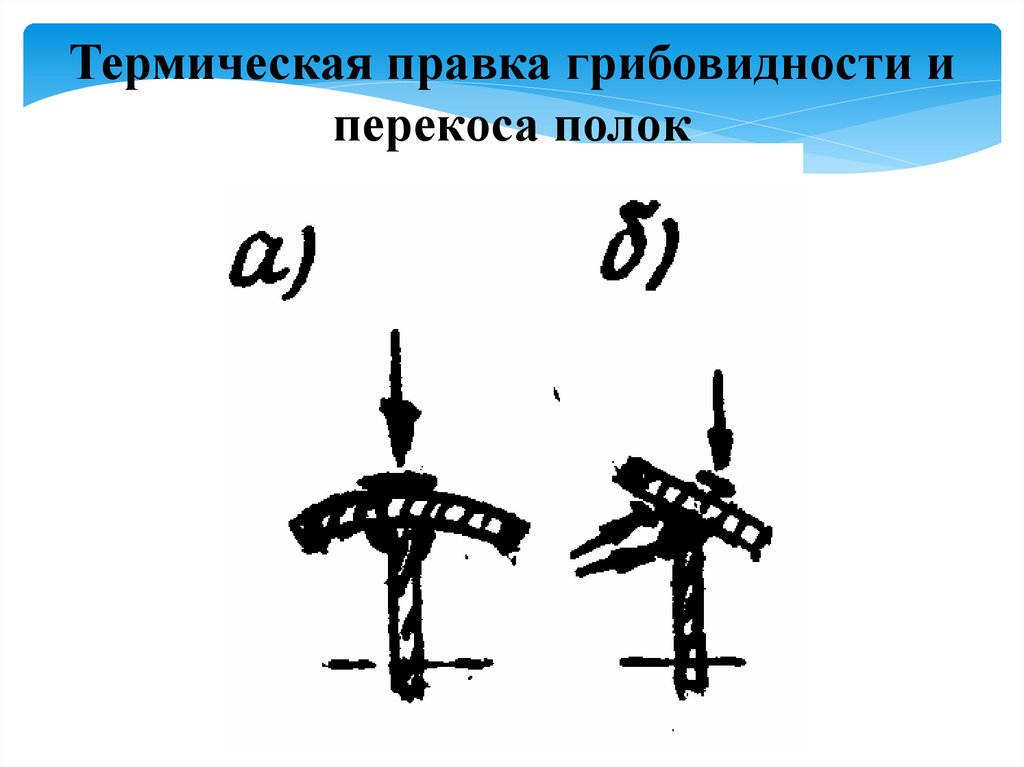
29.
Термическая правка грибовидности иперекоса полок
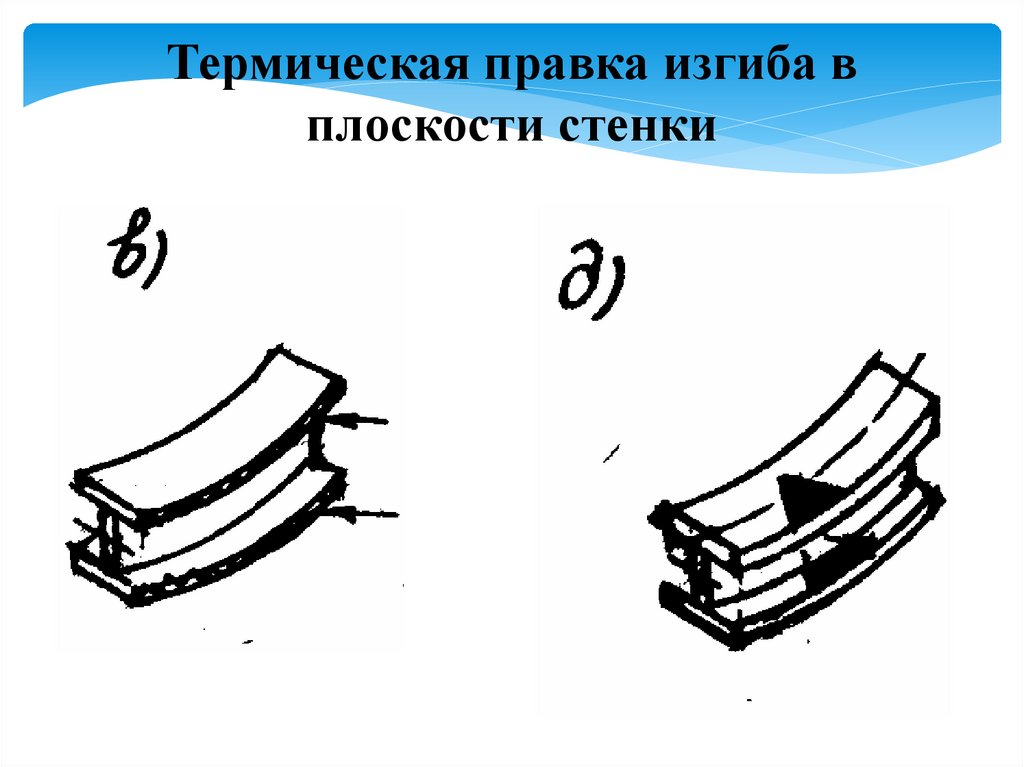
30.
Термическая правка изгиба вплоскости стенки
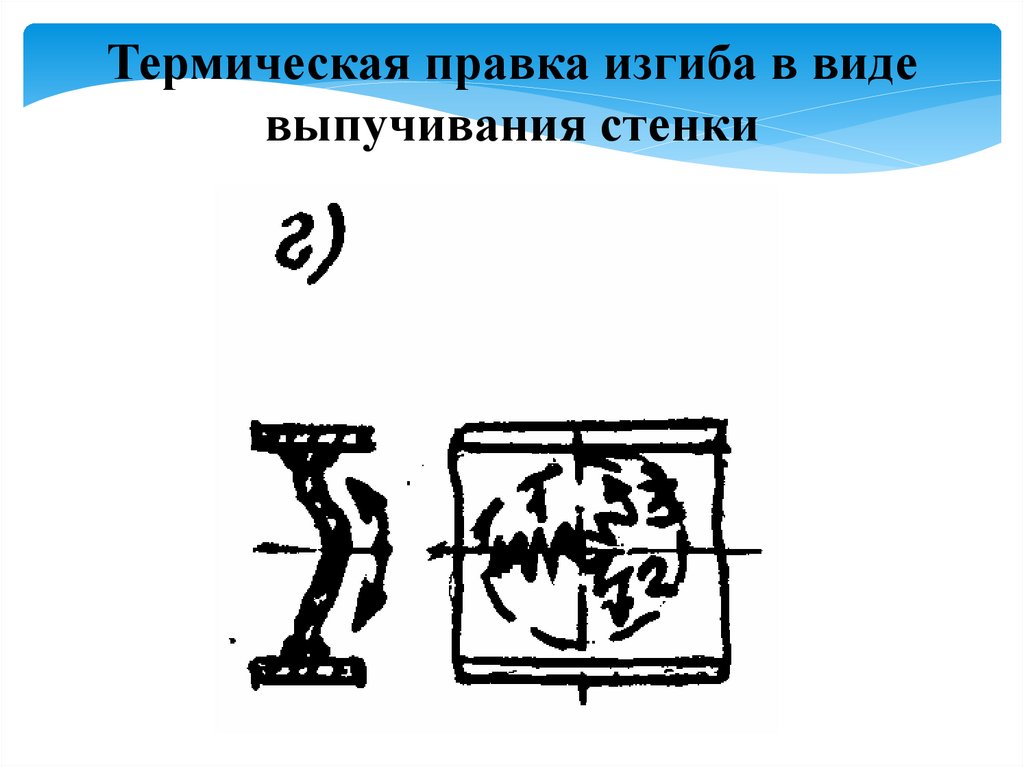
31.
Термическая правка изгиба в видевыпучивания стенки
32.
Параметры клинового нагрева33.
34.
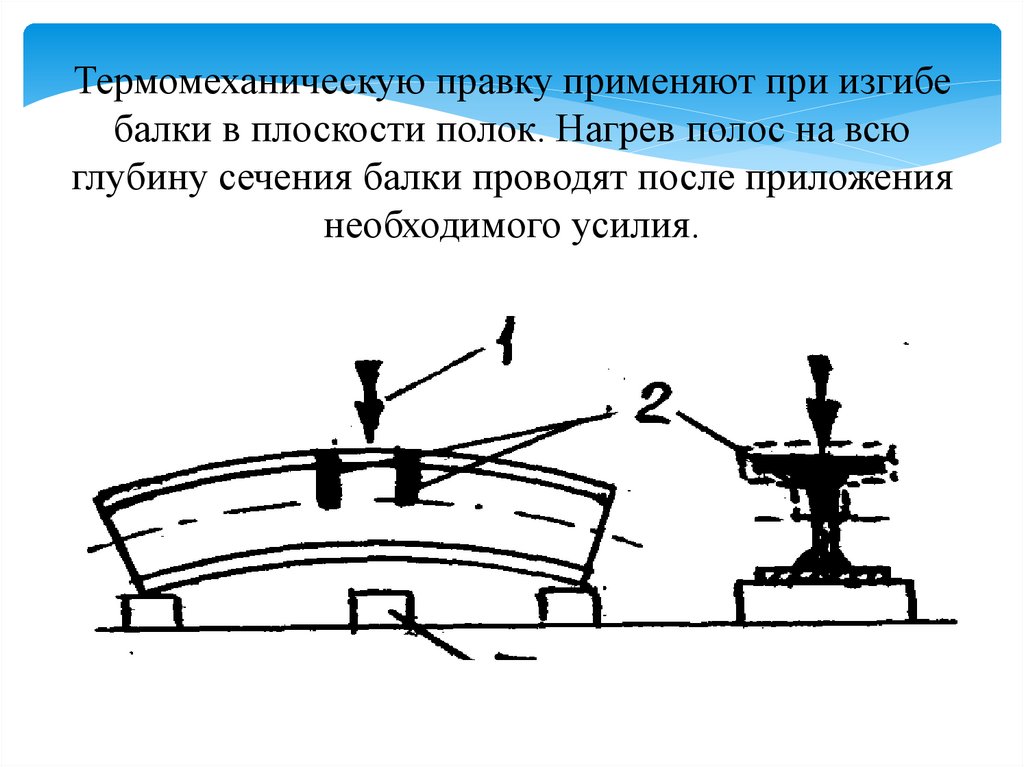
Термомеханическую правку применяют при изгибебалки в плоскости полок. Нагрев полос на всю
глубину сечения балки проводят после приложения
необходимого усилия.
35.
Технология изготовлениябалок коробчатого
сечения
36.
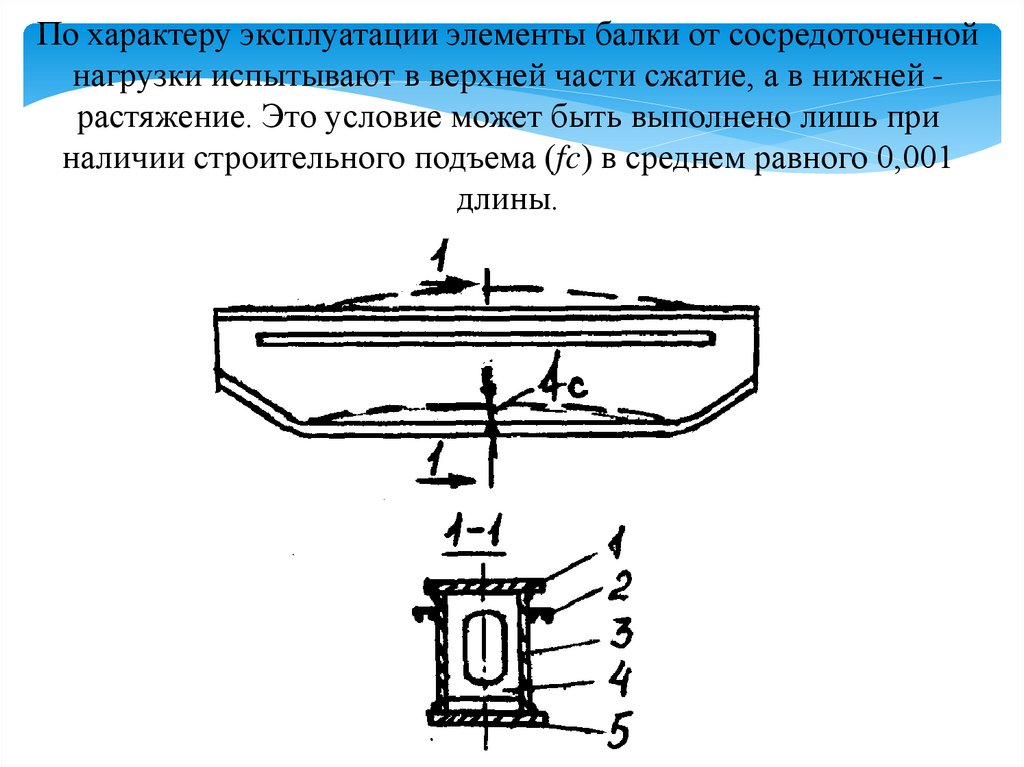
По характеру эксплуатации элементы балки от сосредоточеннойнагрузки испытывают в верхней части сжатие, а в нижней растяжение. Это условие может быть выполнено лишь при
наличии строительного подъема (fc) в среднем равного 0,001
длины.
37.
Раскрой поясов и вертикальных стенок делаюттак, чтобы в центре балки не было сварных
швов.
Заготовки вырезают на гильотинных
ножницах из листов толщиной до 25 мм и
газовой резкой при большей толщине.
Кромки заготовок по контуру обрабатывают на
кромкострогальном станке. Кромки диафрагм,
соединяемые с поясом и вертикальными
стенками, механически обрабатывают при
строгом соблюдении углов 90 град.
38.
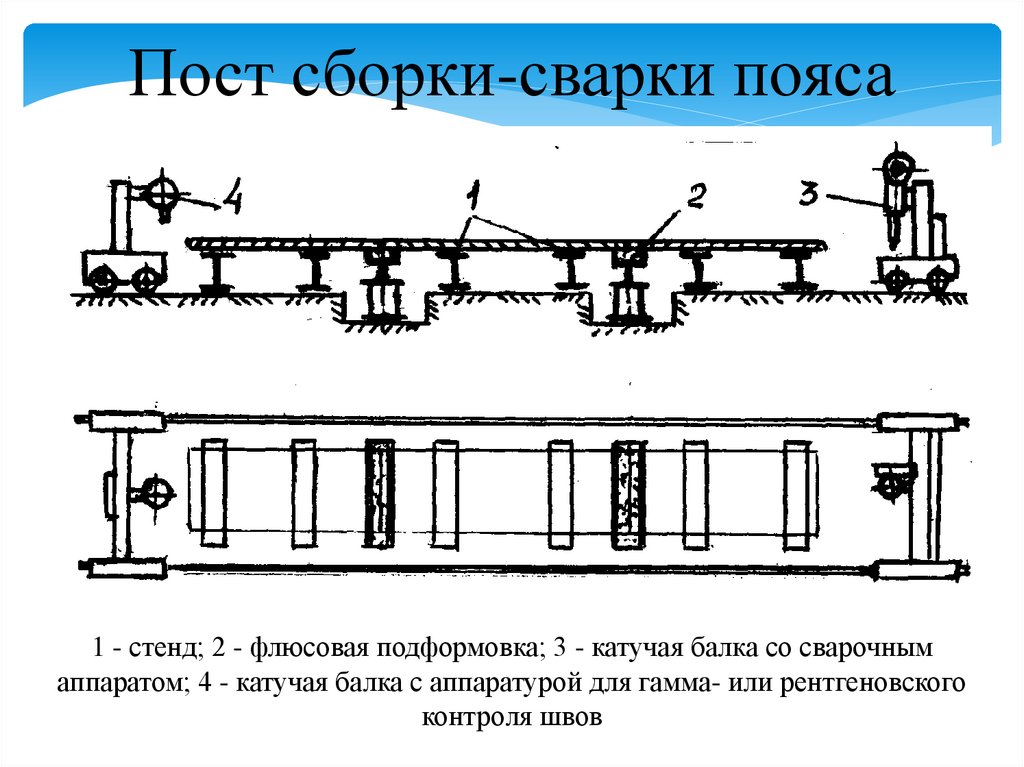
Пост сборки-сварки пояса1 - стенд; 2 - флюсовая подформовка; 3 - катучая балка со сварочным
аппаратом; 4 - катучая балка с аппаратурой для гамма- или рентгеновского
контроля швов
39.
Схема сборки вертикальнойстенки
40.
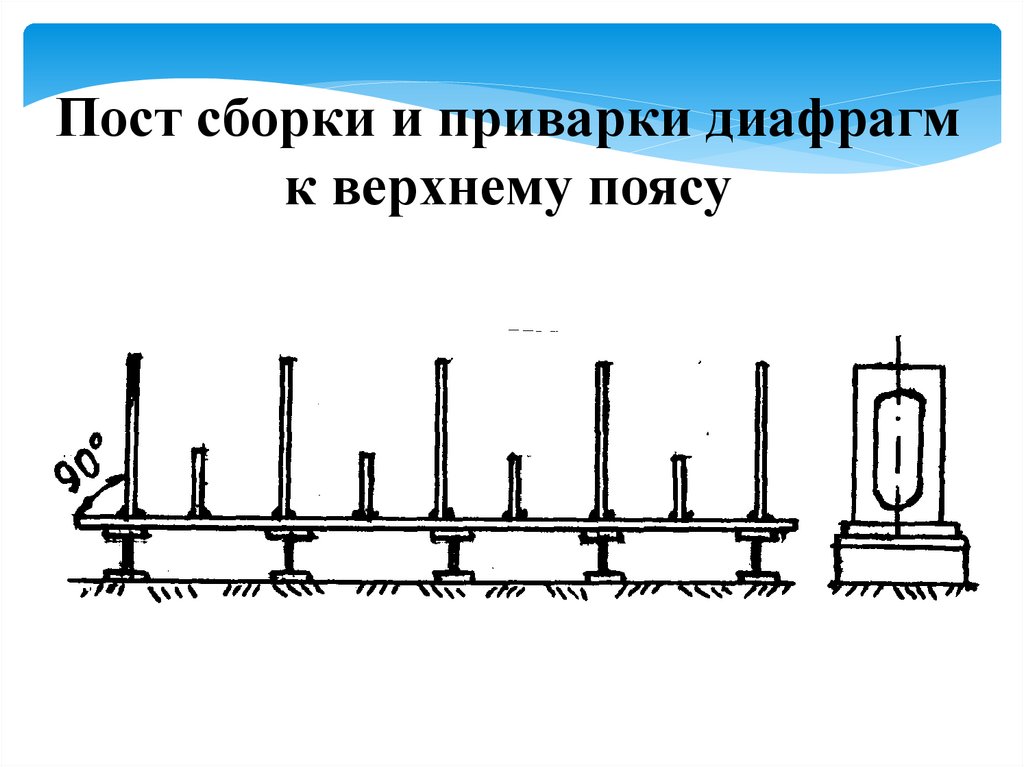
Пост сборки и приварки диафрагмк верхнему поясу
41.
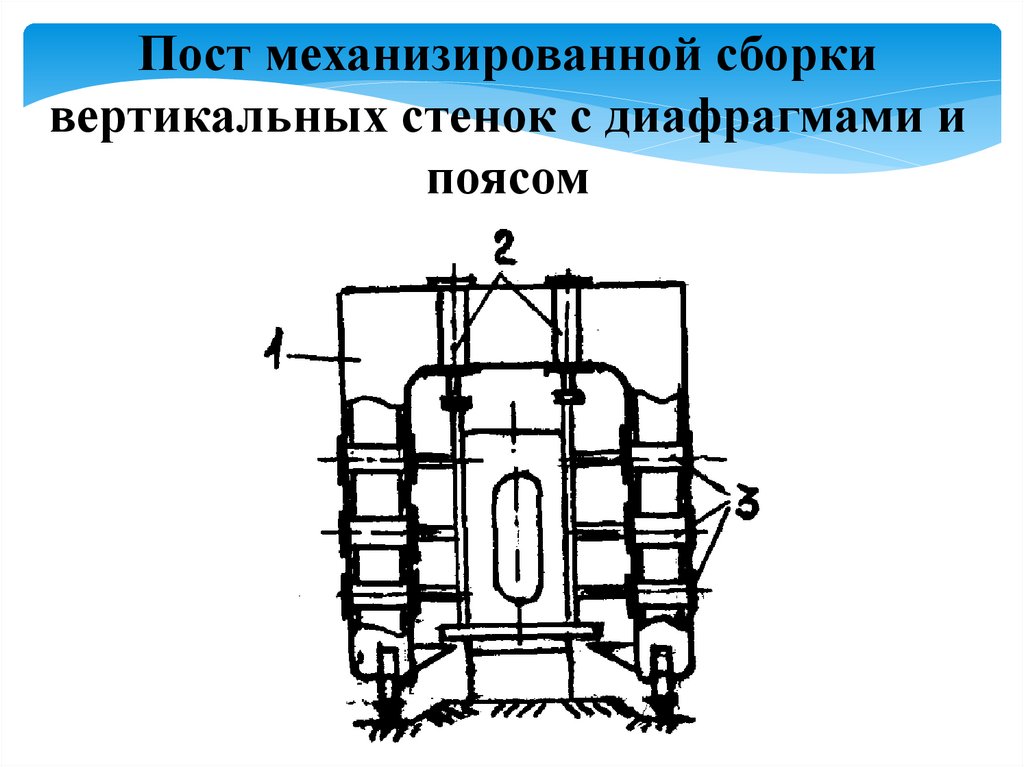
Пост механизированной сборкивертикальных стенок с диафрагмами и
поясом
42.
Пост приварки диафрагм квертикальным стенкам
43.
Пост сборки балки с нижнимпоясом
44.
Пост автоматической сваркипоясных швов
Первыми сваривают швы нижнего пояса, что
позволяет использовать усадочные силы в этих швах
для получения 1/2 fc
45.
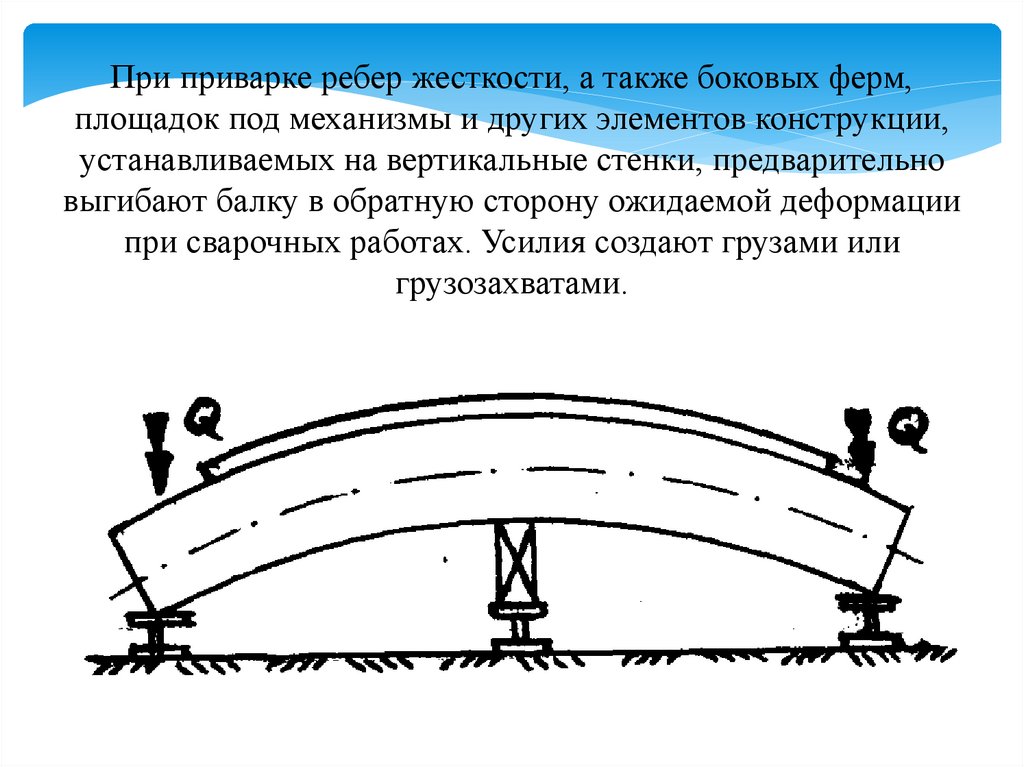
При приварке ребер жесткости, а также боковых ферм,площадок под механизмы и других элементов конструкции,
устанавливаемых на вертикальные стенки, предварительно
выгибают балку в обратную сторону ожидаемой деформации
при сварочных работах. Усилия создают грузами или
грузозахватами.
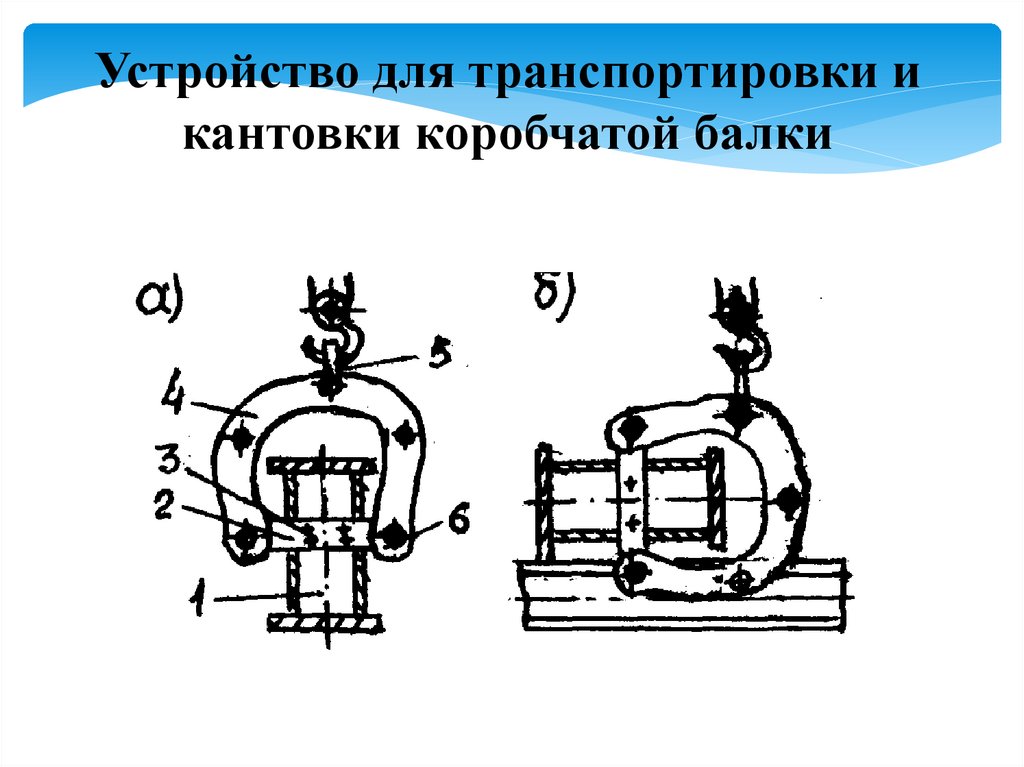
46.
Устройство для транспортировки икантовки коробчатой балки
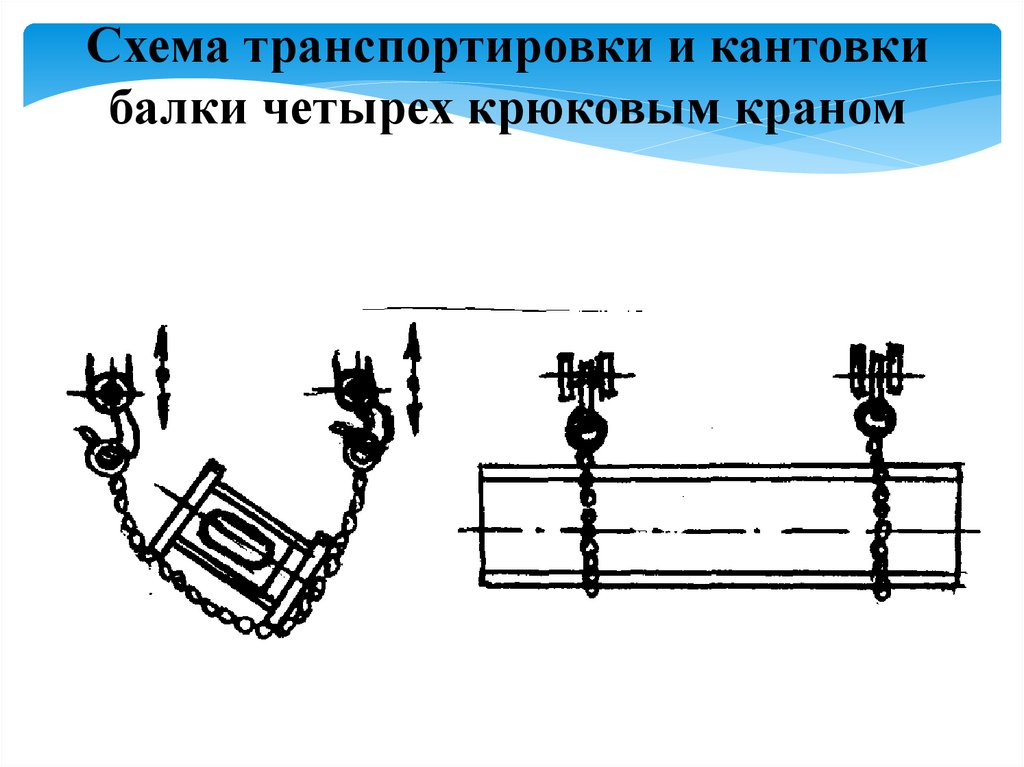
47.
Схема транспортировки и кантовкибалки четырех крюковым краном