





 drafting
draftingSimilar presentations:










Реконструкции цеха ремонта автомобилей с разработкой конструкции стенда для разборки шатунно-поршневой группы
1.
Санкт-Петербургский государственный аграрный университетФакультет технических систем, сервиса и энергетики
Выпускная квалификационная работа на тему:
«Реконструкции цеха ремонта
автомобилей в ООО "Пит-Продукт" с разработкой конструкции
стенда для разборки шатунно-поршневой группы»
Выполнил: Зайко А.А.
Руководитель: к.т.н., доцент
Хохлов П.И.
Санкт-Петербург, Пушкин
2017 г.
2.
АННОТАЦИЯТема ВКР "Реконструкции цеха ремонта автомобилей в ООО "Пит-Продукт" с
разработкой конструкции стенда для разборки шатунно-поршневой группы".
Автор: Зайко А.А.
Руководитель: к.т.н. Хохлов П.И.
ВКР включает 63 страницы расчетно-пояснительной записки, 7 листов
графической части.
В ВКР представлена краткая характеристика ООО «Пит-Продукт», выполнен
анализ существующей организации и технологии ремонтных работ, изложены их
недостатки.
Выполнены расчеты годового объема ремонтных работ, потребного числа
производственных рабочих; подобрано и рассчитано необходимое ремонтнотехнологическое оборудование, определены производственные площади.
Разработана конструкция стенда для распрессовки шатунно-поршневой
группы.
Предложены мероприятия по безопасности жизнедеятельности и охране
окружающей среды.
Выполнена технико-экономическая оценка предлагаемых мероприятий.
Ключевые слова: автомобили, шатунно-поршневая группа, реконструкция
цеха.
3.
РБ51.709100.000Гистограмма (1), полигон (2) и опытная кривая
накопленной вероятности (3) суточных
пробегов автомобилей
А) Газель
б) Маз
0,4
0,4
L = 122км
б = 83км
V = 0,83
0,2
0,6
2
0,15
0,4
0,1
1
0,05
1
3
0,3
Вероятность
3
0,25
Вероятность
0,8
Накопленная вероятность
0,3
0,35
0,8
L = 216км
б = 78км
V = 0,47
0,25
0,2
2
1
0,15
0,1
0,2
0,2
0,05
0
2
45,5
87,5
130,5
173,5
216,5
259,5
302,5
0,6
0,4
Накопленная вероятность
1
0,35
0
345
79,5
23
Су точ ный пробег
136,5
193,5
250,5
307,5
364,5
Су точ ный п робег
в) MAN
1
1
0,8
L = 57км
б = 25км
V = 3,6
3
Вероятность
Накопленная вероятность
1
0,8
0,6
0,6
2
0,4
0,4
0,2
0,2
60,5
22
0
99,5
138,5
Динамика среднесуточных пробегов
автомобилей по месяцам.
Справ. №
Перв. примен.
Суточный пробег
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
Пробег км/ сутки
Подп. и дата
9000
8000
7000
6000
5000
1
4000
3000
2
1-
Газель
2-
Маз
2000
1000
0
1
2
3
4
5
6
7
Месяцы
РБ51.709100.000
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Результаты
НИРС
Кафедра АТТС
Копировал
Лит.
Лист
Масса
Масштаб
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
4.
РБ51.709300.000 ТПГ
2
7
3
16
24
19
9
31
6000
19
32
27
21
11
16
8
4
26
22
5
7
20
20
В
6
18000
1
15
10
10
12
30
Б
13
11
8
29
15
5,6,9
Перв. примен.
11
17
13
4
28
14
3
18
18
3
А
Справ. №
6000
46000
2
3
4
5
6
7
8
9
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
Подп. и дата
1
РБ51.709300.000 ТП
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Технологическая планировка
цеха ТО и ТР
Кафедра АТТС
Копировал
Лит.
Масса Масштаб
1:100
Лист
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
5.
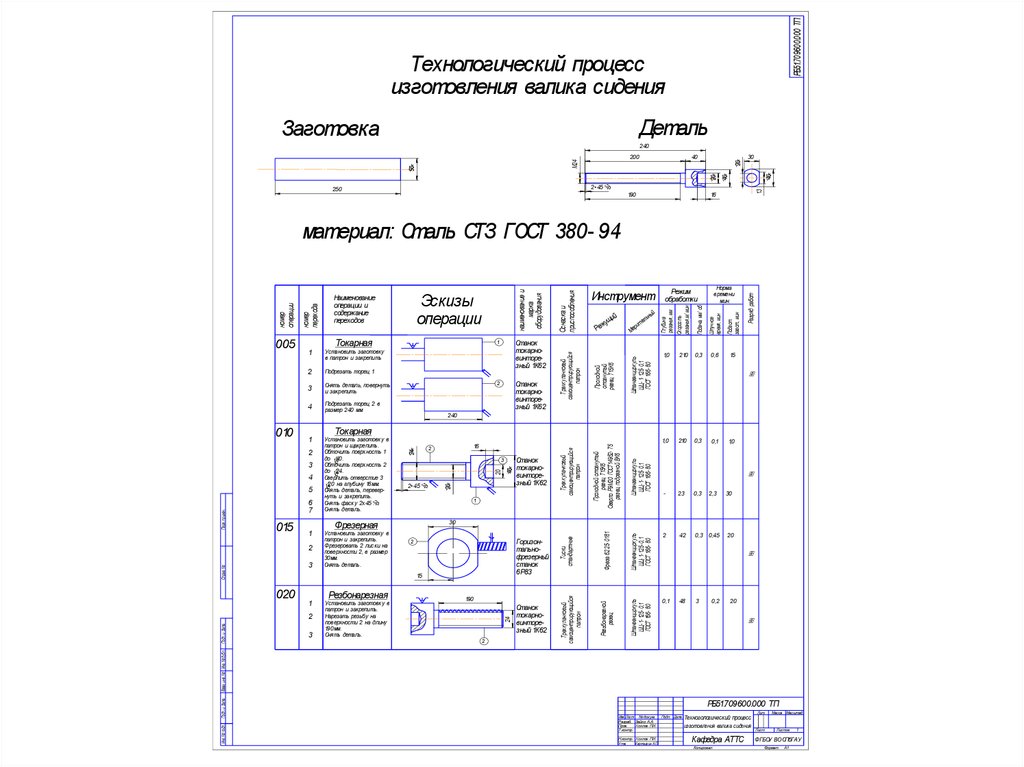
РБ51.709600.000 ТПТехнологический процесс
изготовления валика сидения
Деталь
Заготовка
240
40
13
190
40
2•45
250
30
20
40
20
50
М24
200
16
Подрезать торец 2 в
размер 240 мм
Разряд работ
Глубина
резанья, мм
Скорость
резанья,м/ мин
Оснаска и
приспособления
15
Штангенциркуль
ШЦ- 1- 125- 0,1
ГОСТ 166- 80
0,1
0,3
0,1
1,0
-
23
0,3
2,3
30
42
0,3
0,45
20
190
2
Станок
токарновинторезный 1К62
48
3
0,2
20
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
3
Установить заготовку в
патрон и закрепить.
Нарезать резьбу на
поверхности 2 на длину
190мм.
Снять деталь.
Штангенциркуль
ШЦ- 1- 125- 0,1
ГОСТ 166- 80
Резбонарезная
2
Штангенциркуль
ШЦ- 1- 125- 0,1
ГОСТ 166- 80
Горизонтальнофрезерный
станок
6Р83
15
1
Проходной отогнутый
резец Т15К6
Сверло Р9М20 ГОСТ14952- 75
резец подрезной ВК6
3
2
210
30
2
Тиски
стандартные
2
Установить заготовку в
патрон и закрепить.
Фрезеровать 2 лиски на
поверхности 2, в размер
30мм.
Снять деталь.
Фреза 6225- 0181
1
1,0
Резьбонарезной
резец
2•45
Станок
токарновинторезный 1К62
Трехкулачковый
самоцентрирующийся
патрон
20
3
Фрезерная
1
16
2
Трехкулачковый
самоцентрирующийся
патрон
6
7
Установить заготовку в
патрон и щакрепить.
Обточить поврхность 1
до
40.
Обточить поврхность 2
до
24.
Сверлить отверстие 3
20 на глубину 16мм.
Снять деталь, перевернуть и закрепить.
Снять фаску 2х45
.
Снять деталь.
24
Перв. примен.
5
Справ. №
0,6
240
40
1
4
Подп. и дата
0,3
Токарная
3
020
210
Подгот.
загот., мин
4
Станок
токарновинторезный 1К62
2
1,0
Подача, мм/ об
Снять деталь, повернуть
и закрепить
Норма
времени
мин.
Режим
обработки
Штучное
время, мин
3
й
ны
ль
те
ри
Ме
й
щи
жу
Ре
Штангенциркуль
ШЦ- 1- 125- 0,1
ГОСТ 166- 80
Подрезать торец 1
Инструмент
Проходной
отогнутый
резец Т15К6
2
Станок
токарновинторезный 1К62
1
Трехкулачковый
самоцентрирующийся
патрон
Установить заготовку
в патрон и закрепить
2
015
наименование и
марка
оборудования
Токарная
1
20
010
Эскизы
операции
Наименование
операции и
содержание
переходов
24
005
номер
перехода
номер
операции
материал: Сталь СТЗ ГОСТ 380- 94
РБ51.709600.000 ТП
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Техногологический процесс
изготовления валика сидения
Кафедра АТТС
Копировал
Лит.
Лист
Масса Масштаб
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
6.
РБ51.709500.000 ВО15
16
12
14
4
5
13
17
6
9
1560
7
8
10
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
Подп. и дата
Справ. №
875
Перв. примен.
3
1 2
11
Техническая характеристика:
1. Тип - стационарный;
2. Вид привода - пневматический;
3. Количество обслуживающего персонала, человек - 1;
4. Наибольшее усилие распресовки - 16168 Н;
5. Продолжительность выпресовки поршневого пальца - 8- 10сек.
1040
РБ51.709500.000 ВО
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Стенд для разборки
ШПГ двигателей
Кафедра АТТС
Копировал
Лит.
Масса Масштаб
145
Лист
1:5
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
7.
РБ51.709501.000 СБ1
5
2
8
6
9
7
875
3
4
1040
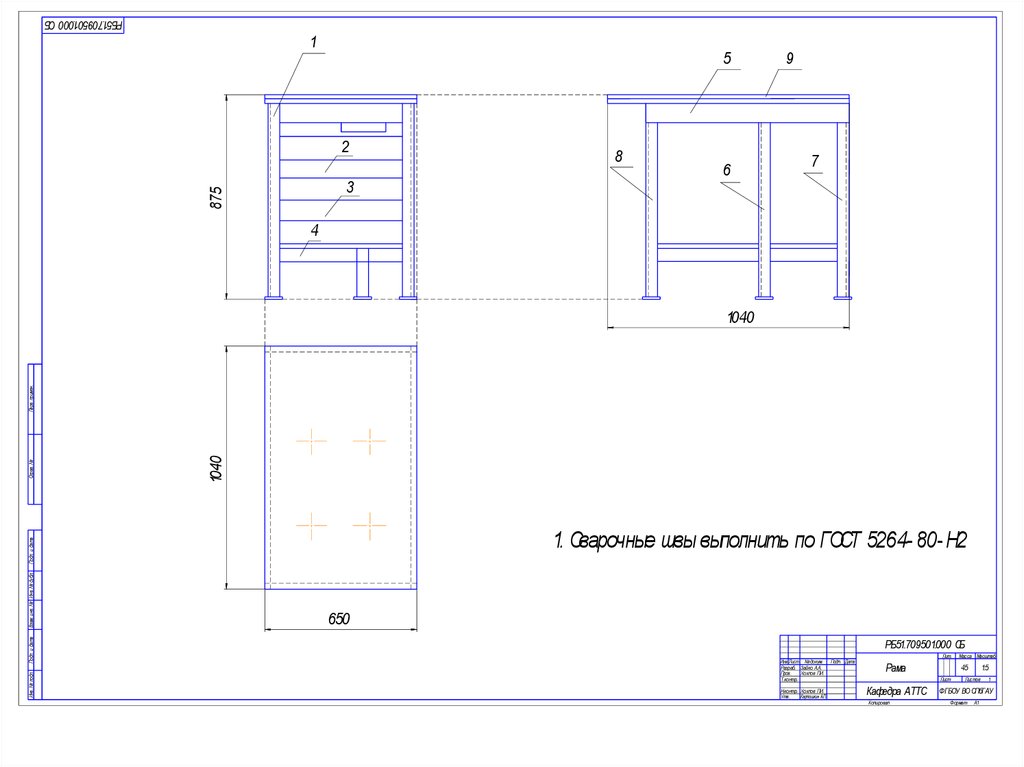
1. Сварочные швы выполнить по ГОСТ 5264- 80- Н2
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
Подп. и дата
Справ. №
Перв. примен.
1040
650
РБ51.709501.000 СБ
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Лит.
Рама
45
Лист
Кафедра АТТС
Копировал
Масса Масштаб
1:5
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
8.
РБ51.709502.000 СБРБ51.709502.001 СБ
68
20
68
6
20
h6
F8
4
12
11 14
3
13
3
29
5
6
7
7
523
188
440
10
Перв. примен.
Перв. примен.
335
1
H8
70h7
2
5
15
1
Справ. №
Справ. №
8
2
4
9
Подп. и дата
80
231
Взам. инв. № Инв. № дубл.
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Разрез выпресовывающей
оправки
Кафедра АТТС
Копировал
Лит.
Масса Масштаб
3,1
Лист
1:1
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A2
Подп. и дата
РБ51.709502.001 СБ
Инв. № подл.
Подп. и дата
Инв. № подл.
132
90
Взам. инв. № Инв. № дубл.
Подп. и дата
20
РБ51.709502.000 СБ
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Разрез
пневмоцилиндра
Кафедра АТТС
Копировал
Лит.
Масса Масштаб
12
Лист
1:1,5
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A2
9.
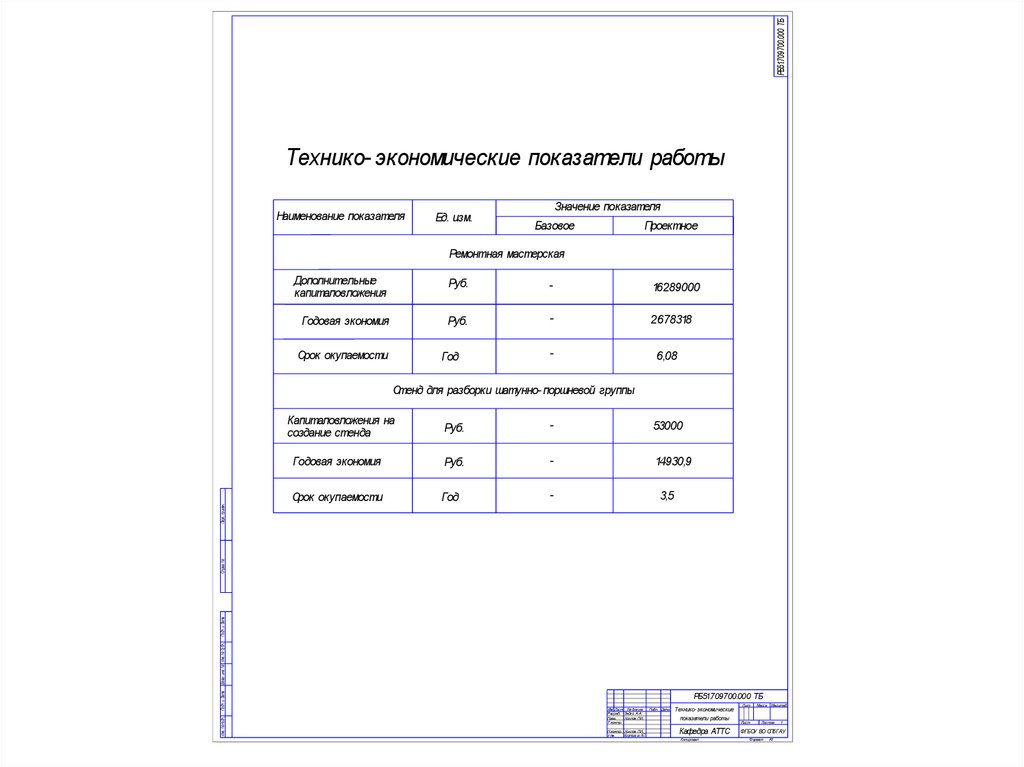
РБ51.709700.000 ТБТехнико- экономические показатели работы
Наименование показателя
Ед. изм.
Значение показателя
Проектное
Базовое
Ремонтная мастерская
Дополнительные
капиталовложения
Руб.
-
16289000
Годовая экономия
Руб.
-
2678318
Срок окупаемости
Год
-
6,08
Стенд для разборки шатунно- поршневой группы
Капиталовложения на
создание стенда
Руб.
-
53000
Годовая экономия
Руб.
-
14930,9
Срок окупаемости
Год
-
Инв. № подл.
Подп. и дата
Взам. инв. № Инв. № дубл.
Подп. и дата
Справ. №
Перв. примен.
3,5
РБ51.709700.000 ТБ
Изм. Лист № докум.
Разраб. Зайко А.А.
Пров.
Хохлов П.И.
Т.контр.
Н.контр. Хохлов П.И.
Утв.
Картошкин А.П.
Подп. Дата
Технико- экономические
показатели работы
Кафедра АТТС
Копировал
Лит.
Лист
Масса Масштаб
Листов
1
ФГБОУ ВО СПбГАУ
Формат
A1
10.
ЗАКЛЮЧЕНИЕВ данной выпускной квалификационной работе представлено исследование
суточных пробегов автомобильного парка предприятия ООО “Пит-Продукт”, проведён
анализ организации и технологии ремонта автомобилей. Проведён расчёт годового
объёма работ, состава рабочих, произведён выбор ремонтно-технологического
оборудования и производственных площадей участков.
В результате этих расчётов предложено расширить цех по ремонту
автомобилей. Разработана планировка цеха с учётом этого расширения.
На основании анализа цеха по ремонту автомобилей был сделан вывод о
необходимости разработки технологии и документации для осуществления ремонта
двигателей. Также был выбран для модернизации стенд для разборки шатуннопоршневой группы двигателя.
Модернизация стенда заключается в замене гидравлического привода на
пневматический. Для этого был выполнен расчёт усилия распрессовки поршневого
пальца, а также рассчитан на прочность опорный уголок стенда.
Так же в данной выпускной квалификационной работе проанализировано
состояние безопасности и охраны труда и экологии в цехе ремонта автомобилей и
предложен ряд мер по их улучшению.
Произведен краткий расчёт технико-экономических показателей проекта.