








 industry
industrySimilar presentations:








")

Металлорежущие инструменты
1.
Металлорежущие инструменты
1. Инструментальные материалы и области их
применения.
2. Лезвийные инструменты.
3. Абразивные материалы и инструменты.
2.
• 1. Инструментальные материалы и области их применения.• 1) углеродистые инструментальные стали У7, У8, У9, У7Г, У8А.
При нагреве плохо сохраняют твердость и износостойкость.
• 2) легированные инструментальные стали 11Х, ХВ5, 9ХС.
Хромокремнистые стали для сверл, разверток, фрез и
метчиков.
• 3) быстрорежущие стали. Это хромовольфрамовые стали с
содержанием вольфрама выше 8% и хрома 3…5%: Р18, Р14Ф4,
• 18,14 – содержание вольфрама в %,
• Ф4 – содержание ванадия в %.
3.
• 4) металлокерамические твердые сплавы:• - вольфрамовые ВК2, ВК20, ВК30. Основа этих сплавов – зерна
карбида вольфрама, рекомендуется для обработки хрупких
материалов,
• - титановольфрамовые сплавы. Основа сплава – зерна карбида
вольфрама и карбида титана, сцементированные кобальтом.
Применяется при обработке стали при высоких скоростях
резания. Высокотитановые сплавы Т30К4 используются для
чистовой отделочной обработки, т. к. с увеличением титана
увеличивается хрупкость. Малотитановые сплавы Т5К10
используются для черновой обработки. Среднетитановые
сплавы Т15К6 для всех операций обработки.
• - титанотанталовольфрамовые сплавы. Основа – зерна карбида
титана, тантала и вольфрама. ТТ7К12 – используется для
тяжелого чернового точения стальных поковок и отливок по
корке с раковинами, имеет высокий предел прочности при
изгибе,
• - керамические материалы. Корундовый материал ЦМ-332, при
изготовлении используют электроплавленную окись алюминия
Al2O3, при этом материал сохраняет механические свойства
при температуре 1200ºС.
4.
• Боразон содержит приблизительно 40% бора и 50%азота,сохраняет свою твердость до температуры 1930ºС, при этой
температуре алмаз сгорает, т. е. по красностойкости
превосходит алмаз, а по твердости почти равен алмазу.
• Красностойкость характеризует допустимую скорость резания
для материала, используемого для изготовления инструмента.
Красностойкость инструментальных сталей в ºС:
• углеродистая У12 – 280ºС,
• легированная 9ХС – 325ºС,
• быстрорежущая Р9 – 620ºС,
Р18К10 – 670ºС,
Р18К20 – 700ºС.
• Теплостойкость металлокерамических сплавов 800…900ºС.
5.
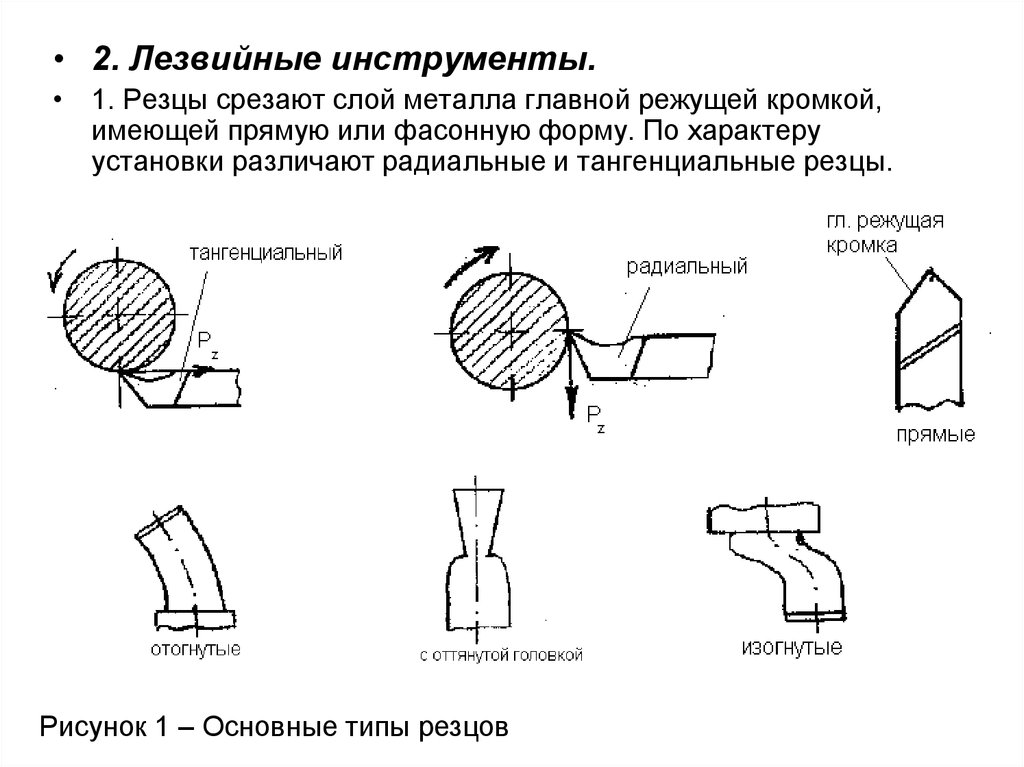
• 2. Лезвийные инструменты.• 1. Резцы срезают слой металла главной режущей кромкой,
имеющей прямую или фасонную форму. По характеру
установки различают радиальные и тангенциальные резцы.
Рисунок 1 – Основные типы резцов
6.
• Радиальный резец установлен перпендикулярно осиобрабатываемой детали. При этом усилие Pz создает
изгибающий момент.
• В тангенциальном резце усилие Pz направлено вдоль оси
резца. Резец при этом не подвергается изгибу.
• По направлению подачи разделяют правые и левые резцы.
Правые – при наложении правой руки главная режущая кромка
будет находиться под большим пальцем. Левые – то же самое
при наложении левой руки.
• По форме головки и ее расположению относительно стержня:
прямые, отогнутые, изогнутые, с оттянутой головкой.
7.
• По виду выполняемой работы:• - проходные используются для обтачивания деталей вдоль оси
ее вращения и в плоскости перпендикулярной ей,
• - подрезные используются для подрезания уступов,
• - отрезные для отрезки и нарезания узких канавок,
• - расточные для растачивания отверстий,
• - фасонные для снятия фасок,
• - фасонные для сложной фасонной формы деталей.
8.
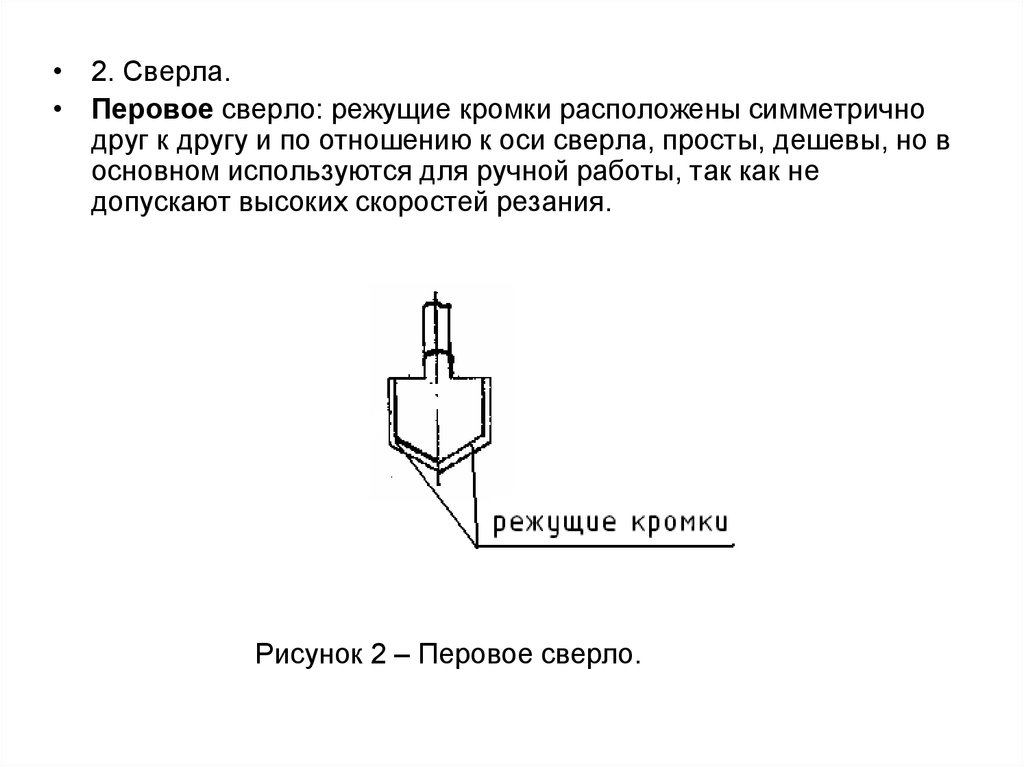
• 2. Сверла.• Перовое сверло: режущие кромки расположены симметрично
друг к другу и по отношению к оси сверла, просты, дешевы, но в
основном используются для ручной работы, так как не
допускают высоких скоростей резания.
Рисунок 2 – Перовое сверло.
9.
• Сверла для глубокого сверления отверстийдиаметром до 80 мм, используют
односторонние (однокромочные) и
двухсторонние (многокромочные) сверла.
Рисунок 3 – Одностороннее пушечное сверло.
10.
Для сверления центровых отверстий используются центровочные
сверла.
Рисунок 4 – Центровочное сверло для сверления центровых отверстий
11.
•Спиральное сверлоγ – передний угол, α – задний угол.
γ зависит от угла наклона винтовых канавок, диаметра и расположения
точки А. Чем ближе точка А к центру, тем меньше угол γ. На периферии
γ=18…30º, α на периферии 18…14º и увеличивается к центру до 20…26º.
Рисунок 5 –Спиральное сверло
12.
• Оптимальное значение угла 2φ зависит от обрабатываемогоматериала: для стали и чугуна – 118º, для латуни – 130º, для
алюминия – 140º. Для повышения производительности
применяют двойную заточку сверла: образуют уменьшенный
угол 2φ0 на длине В. При этом основная часть затачивается с
нормальным углом 2φ. Длина кромки В=(0,18…0,22)D.
• D – диаметр сверла.
• Угол наклона винтовых канавок зависит от твердости
обрабатываемого материала, шага винтовой канавки и
диаметра сверла. Для материалов средней твердости угол
наклона 24…30º, для мягких 45º.
13.
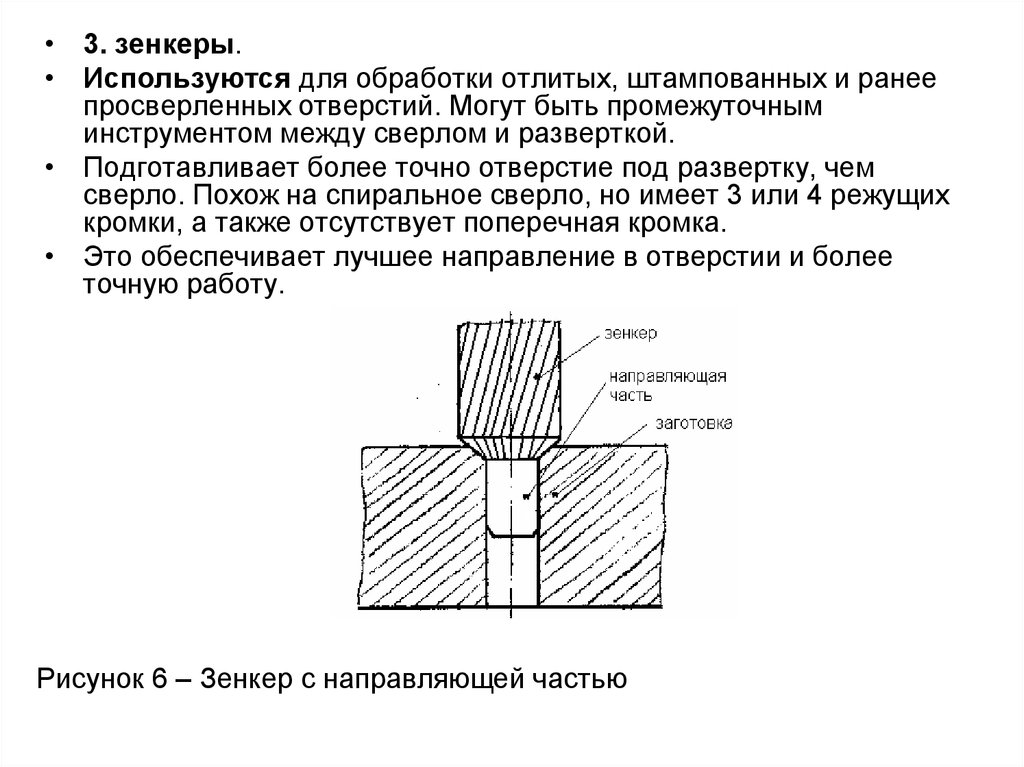
• 3. зенкеры.• Используются для обработки отлитых, штампованных и ранее
просверленных отверстий. Могут быть промежуточным
инструментом между сверлом и разверткой.
• Подготавливает более точно отверстие под развертку, чем
сверло. Похож на спиральное сверло, но имеет 3 или 4 режущих
кромки, а также отсутствует поперечная кромка.
• Это обеспечивает лучшее направление в отверстии и более
точную работу.
Рисунок 6 – Зенкер с направляющей частью
14.
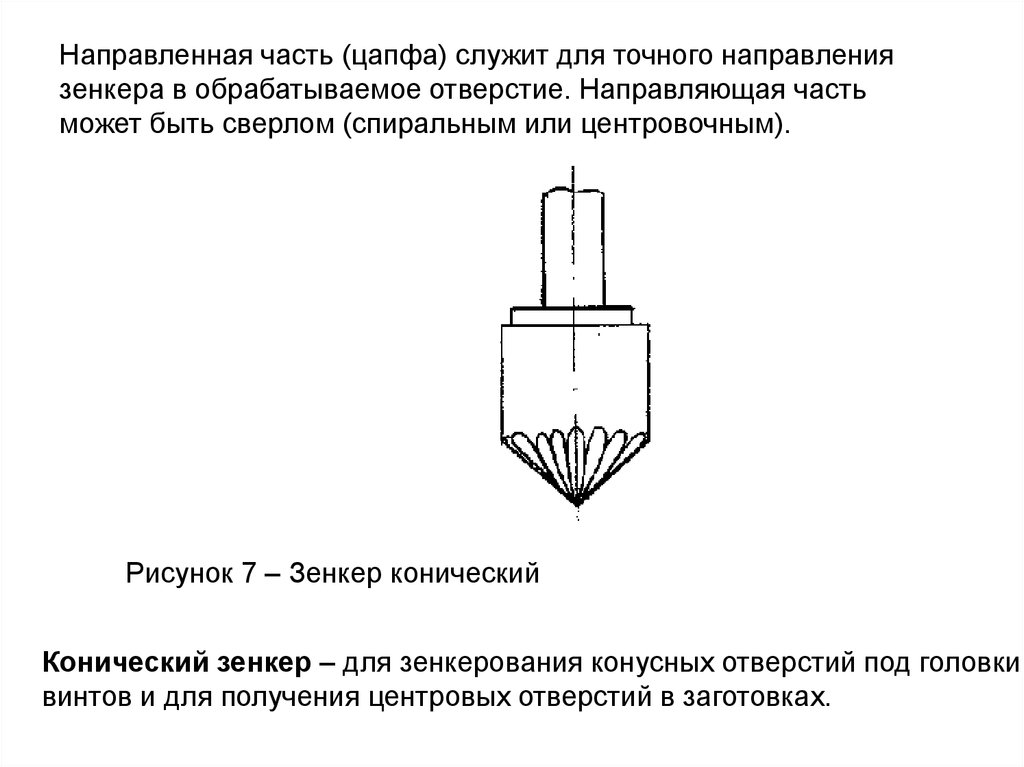
Направленная часть (цапфа) служит для точного направлениязенкера в обрабатываемое отверстие. Направляющая часть
может быть сверлом (спиральным или центровочным).
Рисунок 7 – Зенкер конический
Конический зенкер – для зенкерования конусных отверстий под головки
винтов и для получения центровых отверстий в заготовках.
15.
• 4. развертки: ручные и машинные.• Типы развертывания:
• 1. цилиндрические цельные: обрабатываемый диаметр 3…36
мм с направляющей передней частью,
• 2. цилиндрические разжимные: при выворачивании
регулировочного винта развертка разжимается,
• 3. цилиндрические раздвижные – увеличение диаметра
достигается сдвигом кожей по коническим прорезям,
• 4. котельные – имеют длину заборной части до 0,5 всей длины.
Этим облегчается вход и подача даже когда листы перекошены
друг к другу. Используется в котельном и мостовом деле.
16.
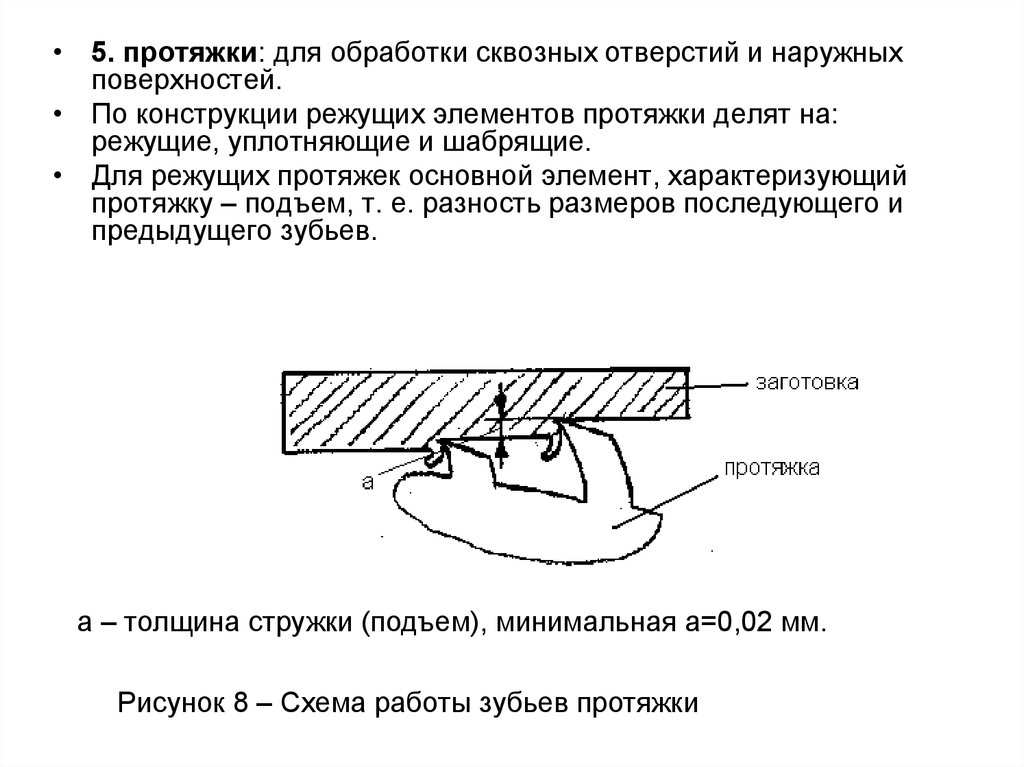
• 5. протяжки: для обработки сквозных отверстий и наружныхповерхностей.
• По конструкции режущих элементов протяжки делят на:
режущие, уплотняющие и шабрящие.
• Для режущих протяжек основной элемент, характеризующий
протяжку – подъем, т. е. разность размеров последующего и
предыдущего зубьев.
а – толщина стружки (подъем), минимальная а=0,02 мм.
Рисунок 8 – Схема работы зубьев протяжки
17.
• При меньшей толщине зуб не режет, а выдавливает материал,увеличивая нагрузку на следующий зуб, который будет снимать
двойную толщину стружки.
• Уплотняющие и шабрящие для получения особо чистых и
точных отверстий.
• Шабрящие работают по принципу шабера, устраняя все
неровности.
• Уплотняющие не снимают стружку, а только заглаживают и
уплотняют материал.
6. Инструмент для образования резьбы.
Метчики: ручные в виде комплекта из двух или трех метчиков, полный
профиль резьбы имеет только чистовой метчик.
Различают сборные и специальные метчики.
Сборные могут быть нерегулируемыми и регулируемыми
(регулируется диаметр резьбы).
Пример специального метчика – метчик без канавок на калибрующей
части. За счет этого нарезается более точная резьба, стружка
отводится внутрь пустотелого метчика.
18.
• 3.Абразивные материалы используются в виде зерен,которые соединяются в одно целое при помощи связки.
• Кварц – чистый кремнезем SiO2, используется для брусков и
точил.
• Гранат – алюмосиликат извести Fe2Al2(SiO4)3, используется
для шлифшкурок и полировальных порошков.
• Наждак – содержит 30…70% глинозема (или окись алюминия)
Al2O3, 20…30% окиси железа FeO, 4…7% кремниевой кислоты
(SiO2).
• Электрокорунд получают путем плавки из бокситов, т. е. из
глины, содержащей окись алюминия до 20%, кремниевую
кислоту и окись железа.
• Карбид кремния (карборунд) получают сплавлением в
электропечах кварцевого песка с угольным порошком,
используется для шлифования хрупких и твердых материалов.
19.
• Карбид бора – искусственный абразивный материал,полученный из борной кислоты и нефтяного кокса,
обрабатывают самые твердые сплавы и режут драгоценные
камни.
• Алмаз технический – получают с использованием
расплавленного металлического катализатора тантала при
сверх давлении 1600…1800кг/мм2 и высоких температурах
1200…2500ºС.
• Зернистость абразивного материала – величина
шлифовального зерна, обозначенная номером в зависимость от
размера сита, через которое просеивают зерна.
20.
Абразивные инструменты:
1) круги,
2) бруски,
3) шлифшкурки.
Круги делятся на три типа:
1) цельные,
2) головки,
3) круги со вставными сегментами.
Обозначение кругов:
ПП – прямой профиль,
2П,3П – плоский конического профиля,
ПВ, ПВК, ПВД – плоский с выточкой,
ПР – плоские рифленые,
ПН – наращенные,
Д – круги-диски,
К – круги-кольца,
ЧЦ, ЧК – круги-чашки,
1Т,2Т… - круги-тарелки.
21.
• Круги специального применения:• С – для шлифования калибровочных скоб,
• И – для заточки иголок,
• КС – для заточки ножей косилок.