








 industry
industrySimilar presentations:



")



")


Инструменты для обработки отверстий
1.
Юргинский технологический институт (филиал)Томского политехнического университета
Кафедра «Технология машиностроения»
Инструменты для обработки
отверстий
А.А. Моховиков, к.т.н.
2.
Отверстия, применяемые в деталях машин,различают по форме поперечного и продольного сечения, размерам, требуемой точности и
качеству обработанной поверхности.
Отверстия могут быть:
а) сквозные (глухие);
б) глубокие (неглубокие) l>(5÷10)d;
в) ступенчатые и фасонные.
Отверстия образуют как в целом материале,
так и обрабатывают предварительно имеющиеся с целью увеличения их диаметров, изменения формы, повышения точности, параметра
шероховатости и др.
3.
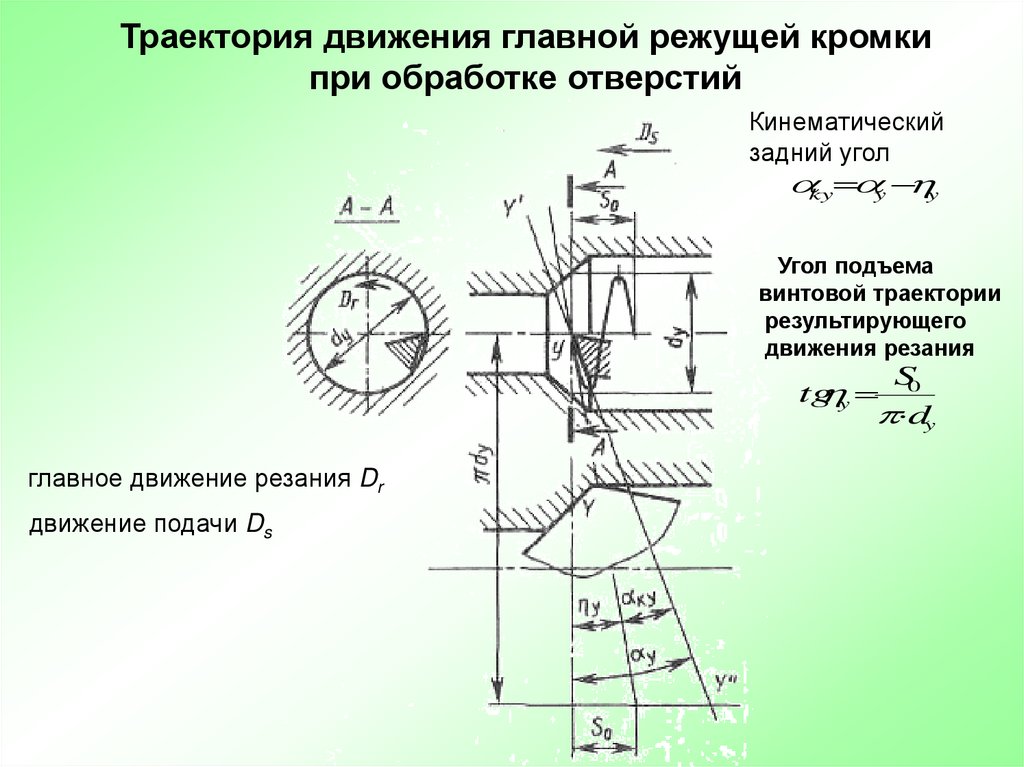
Траектория движения главной режущей кромкипри обработке отверстий
Кинематический
задний угол
ky y y
Угол подъема
винтовой траектории
результирующего
движения резания
S0
dy
tg
y
главное движение резания Dr
движение подачи Ds
4.
При обработке отверстий встречаютсяследующие основные проблемы:
1. Стесненное стружкообразование;
2. Затрудненный отвод стружки;
3. Увод режущего инструмента;
4. Вибрации.
5.
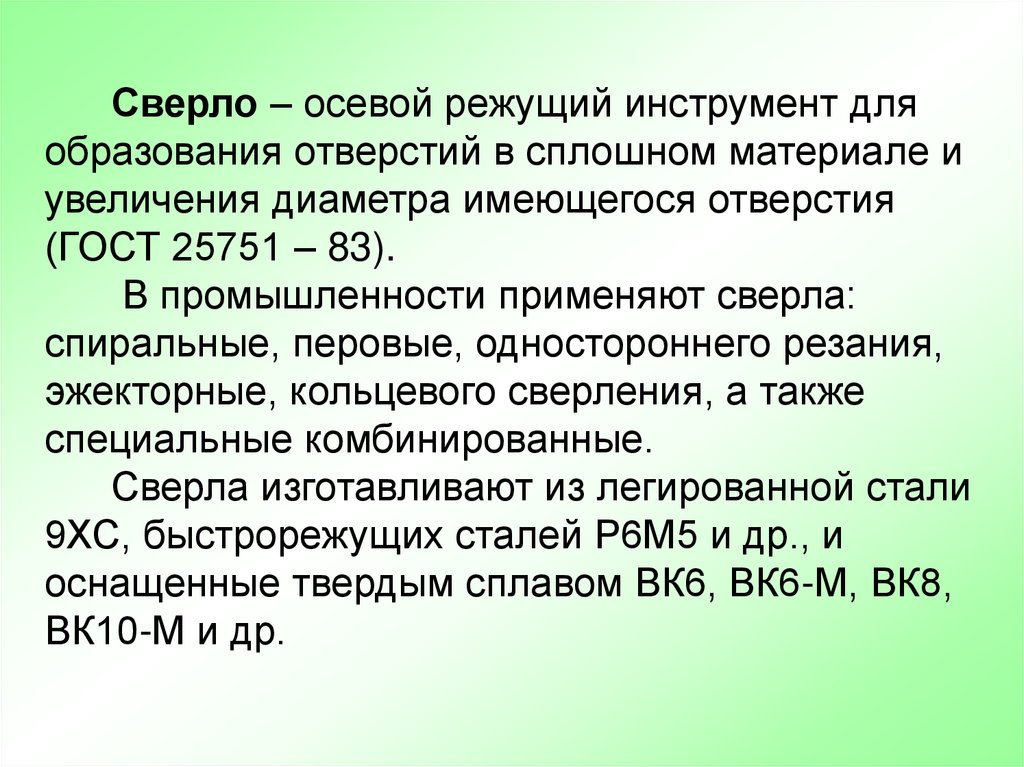
Свёрла6.
Сверло – осевой режущий инструмент дляобразования отверстий в сплошном материале и
увеличения диаметра имеющегося отверстия
(ГОСТ 25751 – 83).
В промышленности применяют сверла:
спиральные, перовые, одностороннего резания,
эжекторные, кольцевого сверления, а также
специальные комбинированные.
Сверла изготавливают из легированной стали
9ХС, быстрорежущих сталей Р6М5 и др., и
оснащенные твердым сплавом ВК6, ВК6-М, ВК8,
ВК10-М и др.
7.
Спиральные сверла8.
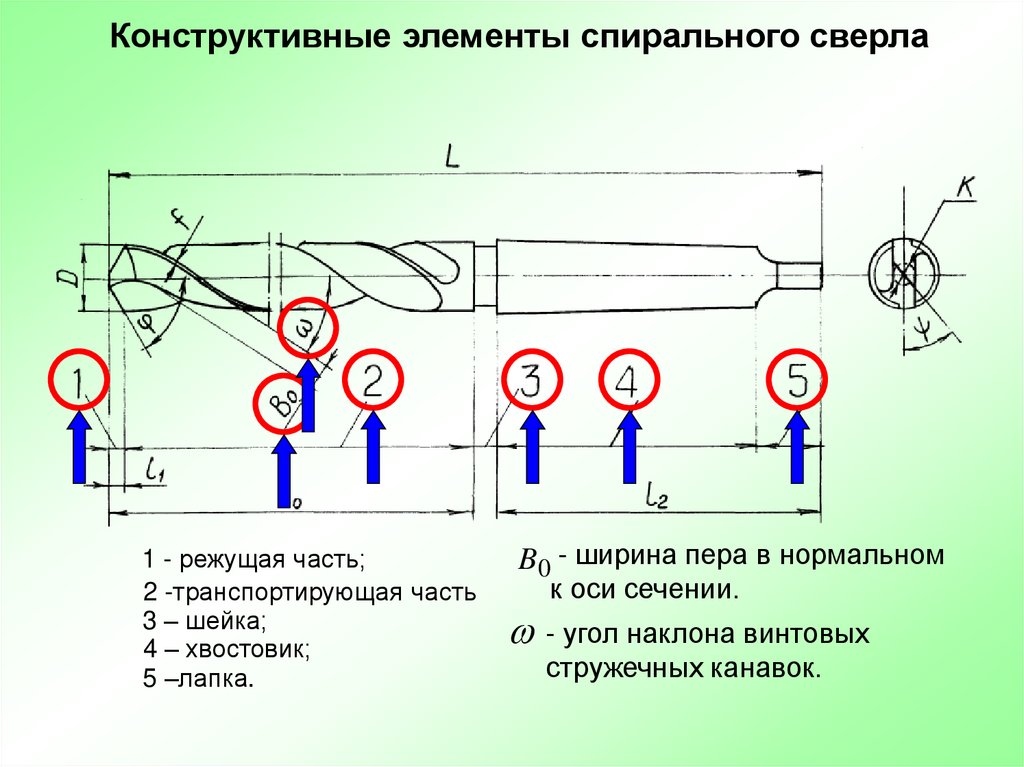
Конструктивные элементы спирального сверла1 - режущая часть;
2 -транспортирующая часть
3 – шейка;
4 – хвостовик;
5 –лапка.
B0 - ширина пера в нормальном
к оси сечении.
- угол наклона винтовых
стружечных канавок.
9.
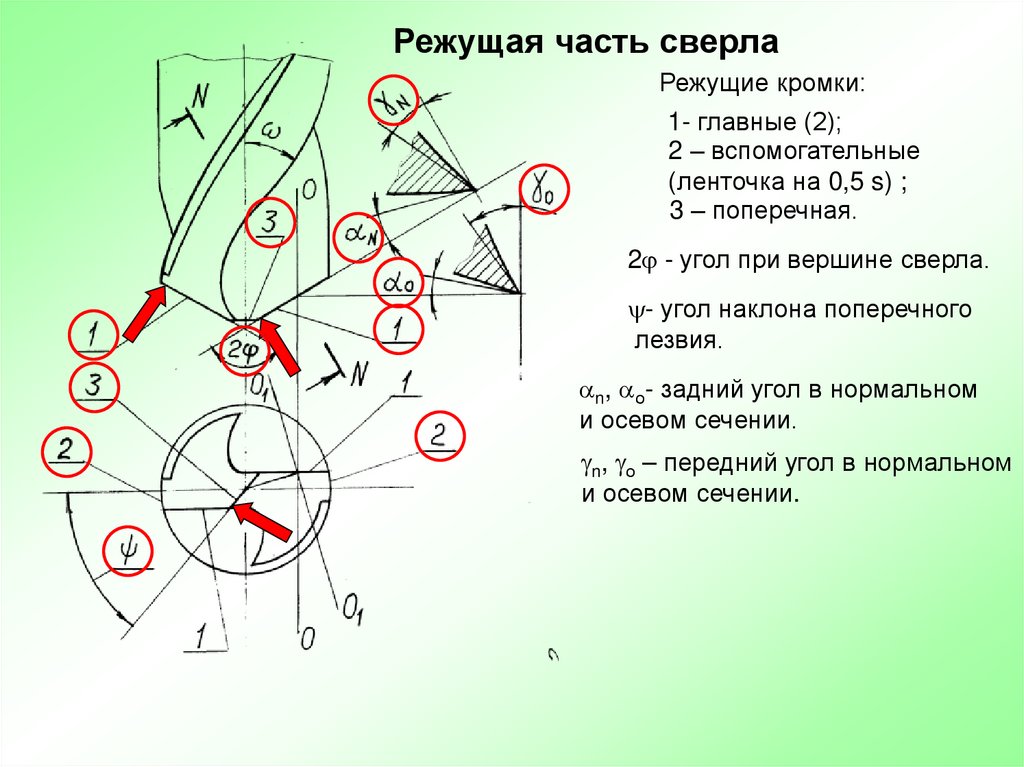
Режущая часть сверлаРежущие кромки:
1- главные (2);
2 – вспомогательные
(ленточка на 0,5 s) ;
3 – поперечная.
2 - угол при вершине сверла.
- угол наклона поперечного
лезвия.
n, о- задний угол в нормальном
и осевом сечении.
n, о – передний угол в нормальном
и осевом сечении.
10.
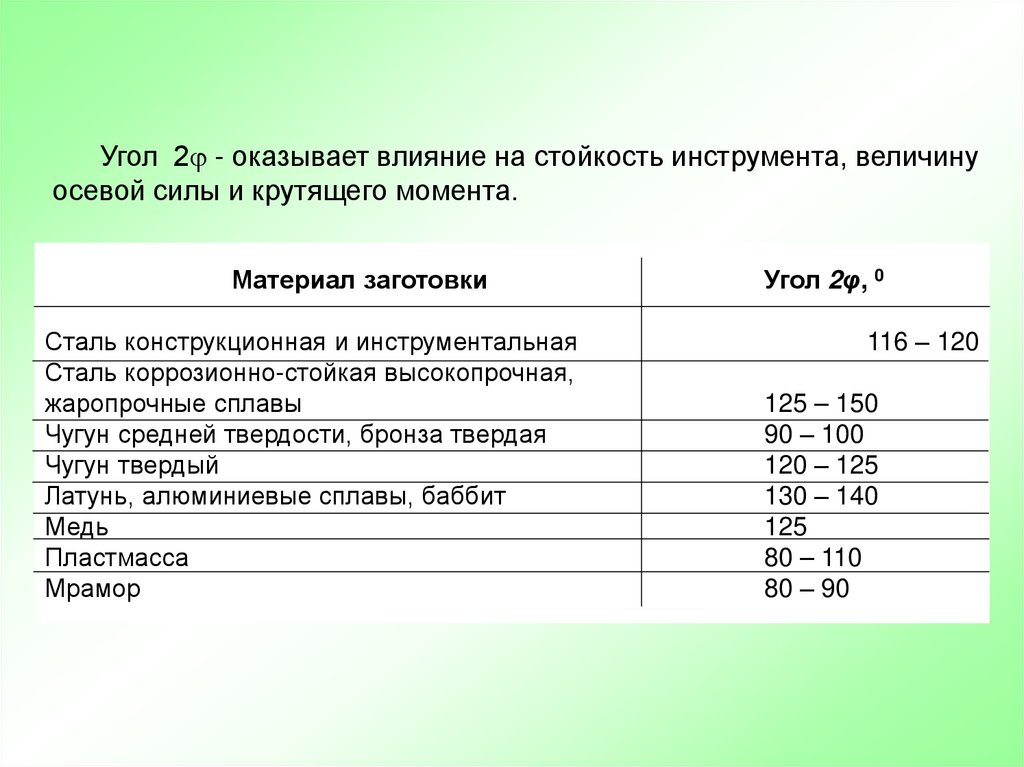
Угол 2 - оказывает влияние на стойкость инструмента, величинуосевой силы и крутящего момента.
Материал заготовки
Сталь конструкционная и инструментальная
Сталь коррозионно-стойкая высокопрочная,
жаропрочные сплавы
Чугун средней твердости, бронза твердая
Чугун твердый
Латунь, алюминиевые сплавы, баббит
Медь
Пластмасса
Мрамор
Угол 2φ, 0
116 – 120
125 – 150
90 – 100
120 – 125
130 – 140
125
80 – 110
80 – 90
11.
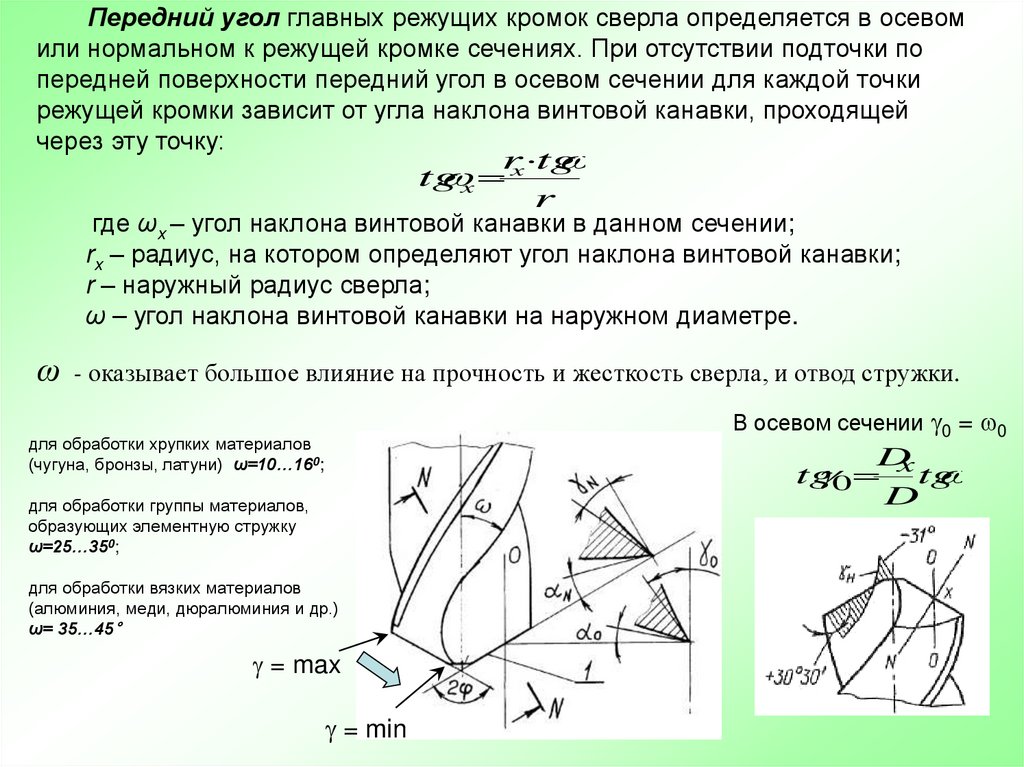
Передний угол главных режущих кромок сверла определяется в осевомили нормальном к режущей кромке сечениях. При отсутствии подточки по
передней поверхности передний угол в осевом сечении для каждой точки
режущей кромки зависит от угла наклона винтовой канавки, проходящей
через эту точку:
r tg
tg
x x
r
где ωx – угол наклона винтовой канавки в данном сечении;
rx – радиус, на котором определяют угол наклона винтовой канавки;
r – наружный радиус сверла;
ω – угол наклона винтовой канавки на наружном диаметре.
ω
- оказывает большое влияние на прочность и жесткость сверла, и отвод стружки.
В осевом сечении 0 = 0
для обработки хрупких материалов
(чугуна, бронзы, латуни) ω=10…160;
D
tg
0 x tg
D
для обработки группы материалов,
образующих элементную стружку
ω=25…350;
для обработки вязких материалов
(алюминия, меди, дюралюминия и др.)
ω= 35…45°
= max
= min
12.
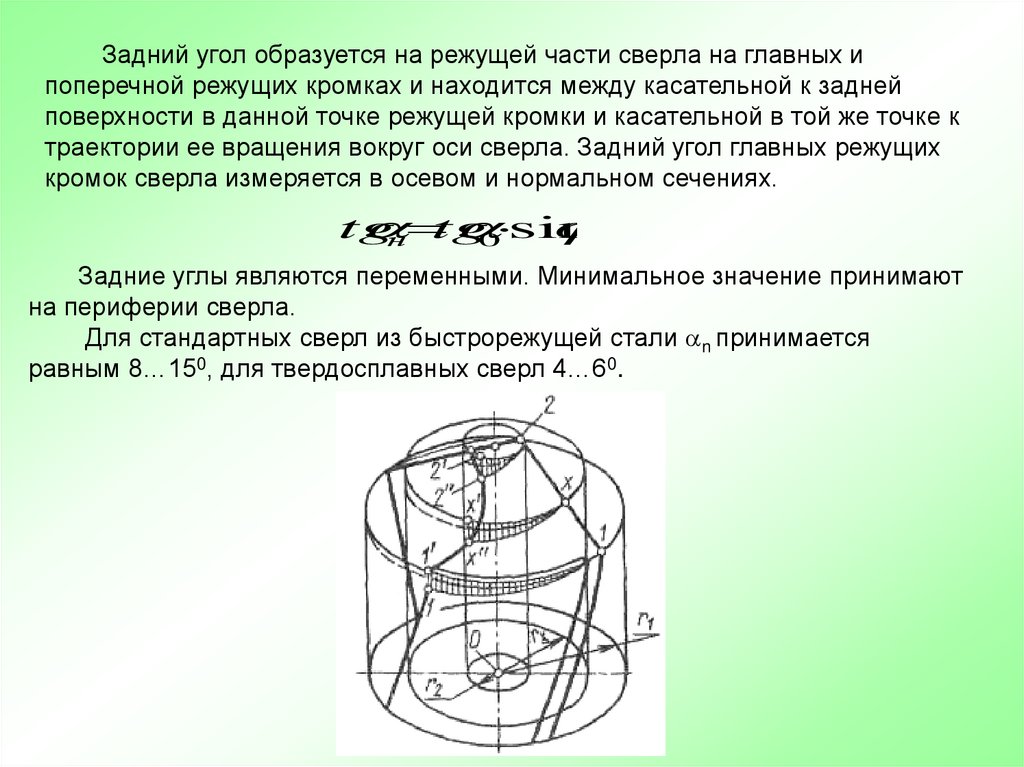
Задний угол образуется на режущей части сверла на главных ипоперечной режущих кромках и находится между касательной к задней
поверхности в данной точке режущей кромки и касательной в той же точке к
траектории ее вращения вокруг оси сверла. Задний угол главных режущих
кромок сверла измеряется в осевом и нормальном сечениях.
tg
tg
н
0 sin
Задние углы являются переменными. Минимальное значение принимают
на периферии сверла.
Для стандартных сверл из быстрорежущей стали n принимается
равным 8…150, для твердосплавных сверл 4…60.
13.
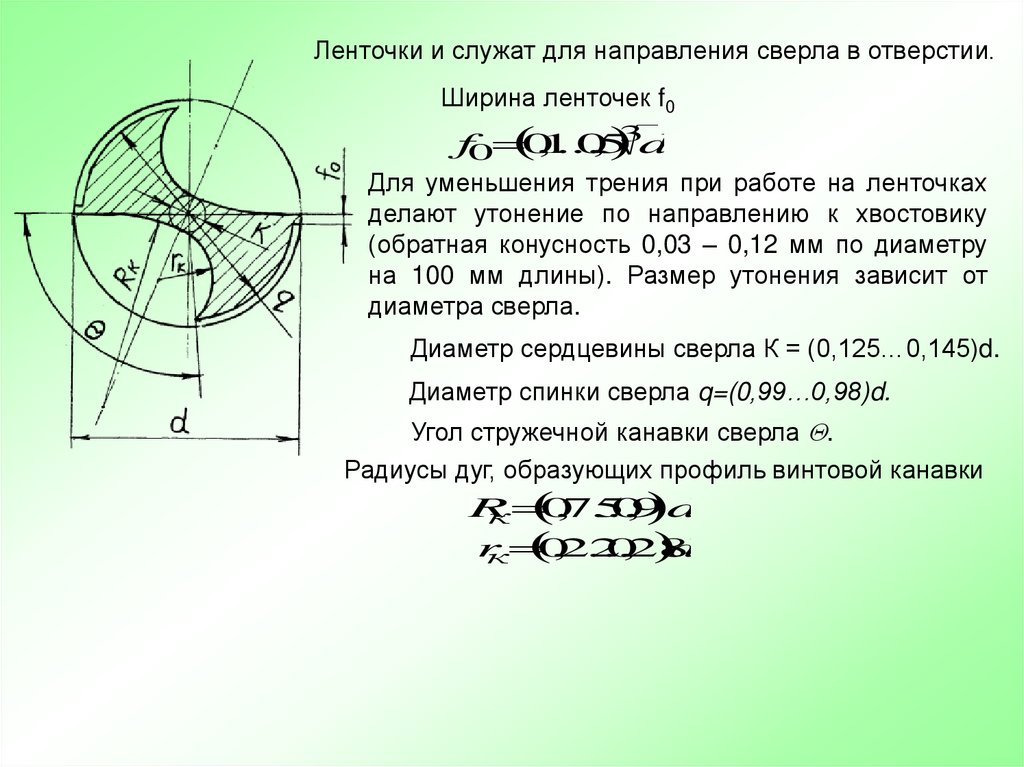
Ленточки и служат для направления сверла в отверстии.Ширина ленточек f0
3d
f0 0
,1
...
0
,5
Для уменьшения трения при работе на ленточках
делают утонение по направлению к хвостовику
(обратная конусность 0,03 – 0,12 мм по диаметру
на 100 мм длины). Размер утонения зависит от
диаметра сверла.
Диаметр сердцевины сверла К = (0,125…0,145)d.
Диаметр спинки сверла q=(0,99…0,98)d.
Угол стружечной канавки сверла .
Радиусы дуг, образующих профиль винтовой канавки
0
d
R
,75
...
0
,9
к
0,22
d
r
...
0
,28
к
14.
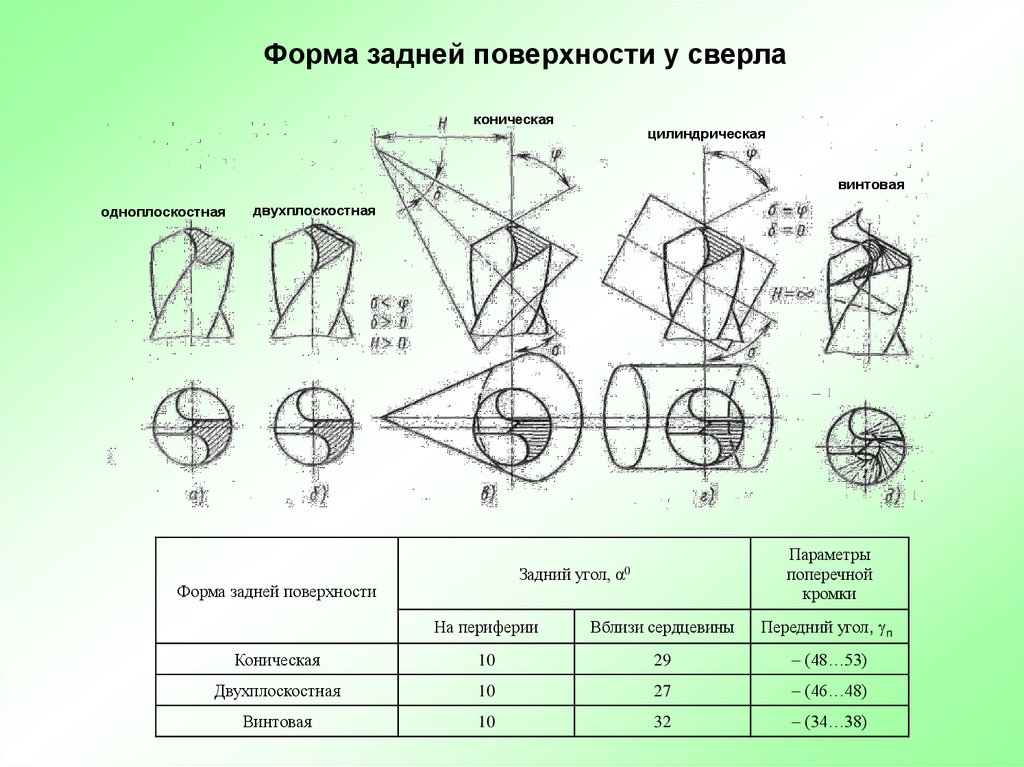
Форма задней поверхности у сверлаконическая
цилиндрическая
винтовая
одноплоскостная
двухплоскостная
Параметры
поперечной
кромки
Задний угол, α0
Форма задней поверхности
На периферии
Вблизи сердцевины
Передний угол, n
Коническая
10
29
– (48…53)
Двухплоскостная
10
27
– (46…48)
Винтовая
10
32
– (34…38)
15.
Методы улучшения геометрических параметров рабочей части сверласверла с криволинейными
режущими кромками
сверла с ломаными
режущими кромками
сверла с подточенной
ленточкой
сверла с подточкой
режущих кромок
сверла со стружкоразделительными канавками
16.
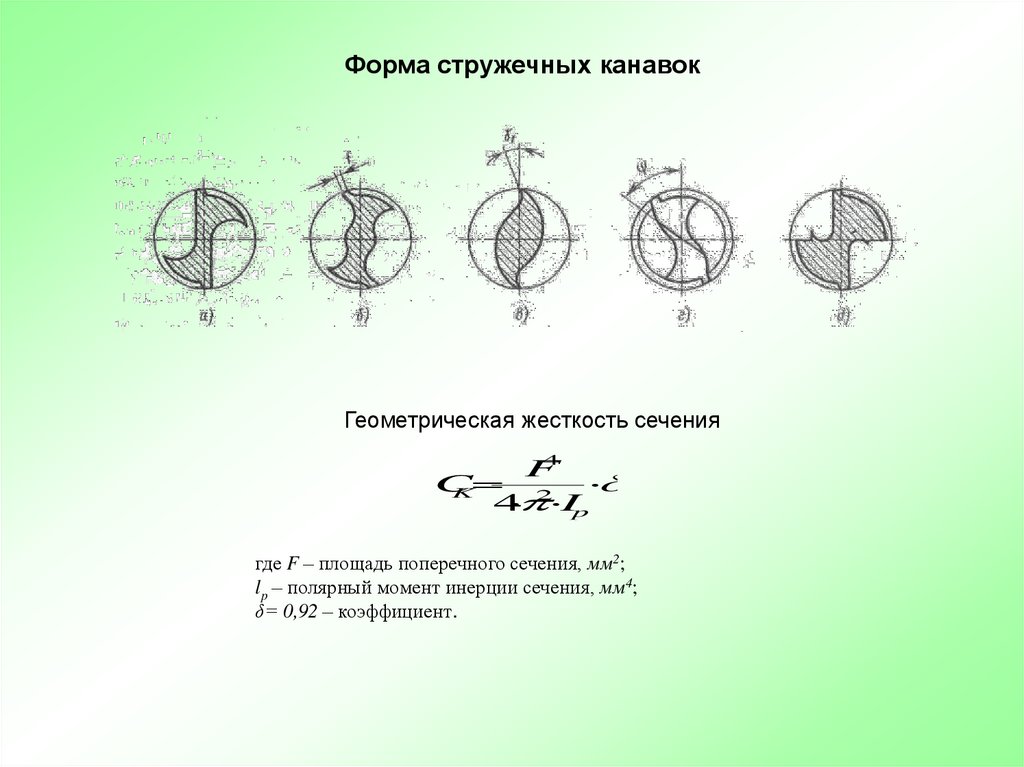
Форма стружечных канавокГеометрическая жесткость сечения
4
F
C
K
2
4
Ip
где F – площадь поперечного сечения, мм2;
lp – полярный момент инерции сечения, мм4;
δ= 0,92 – коэффициент.
17.
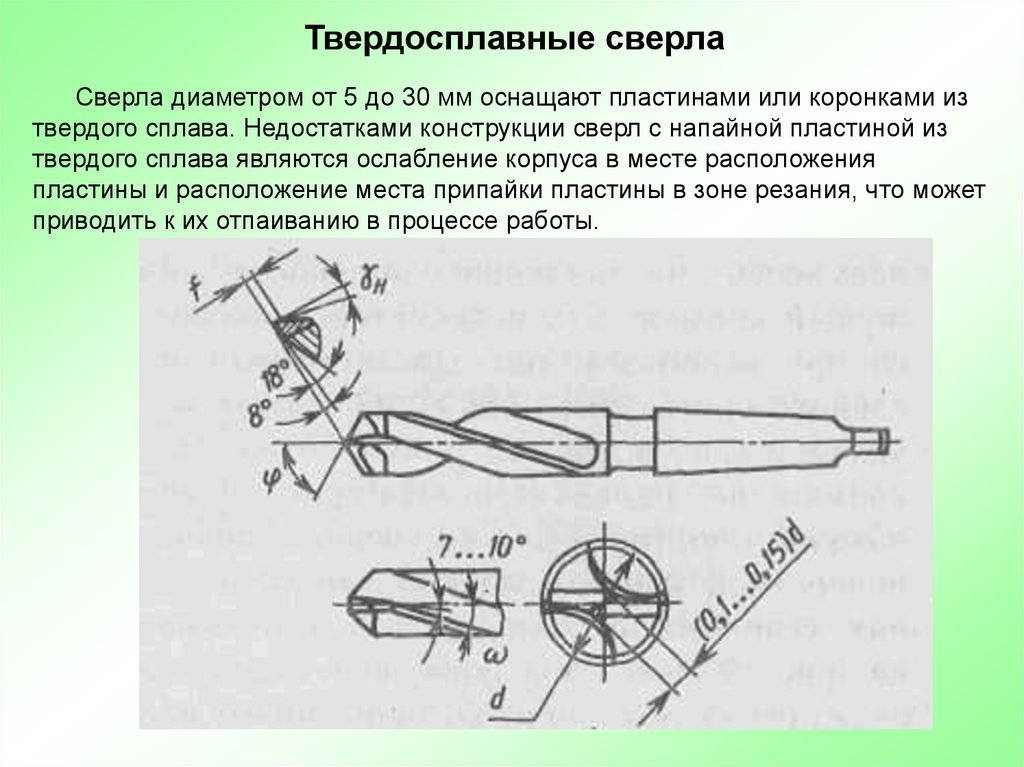
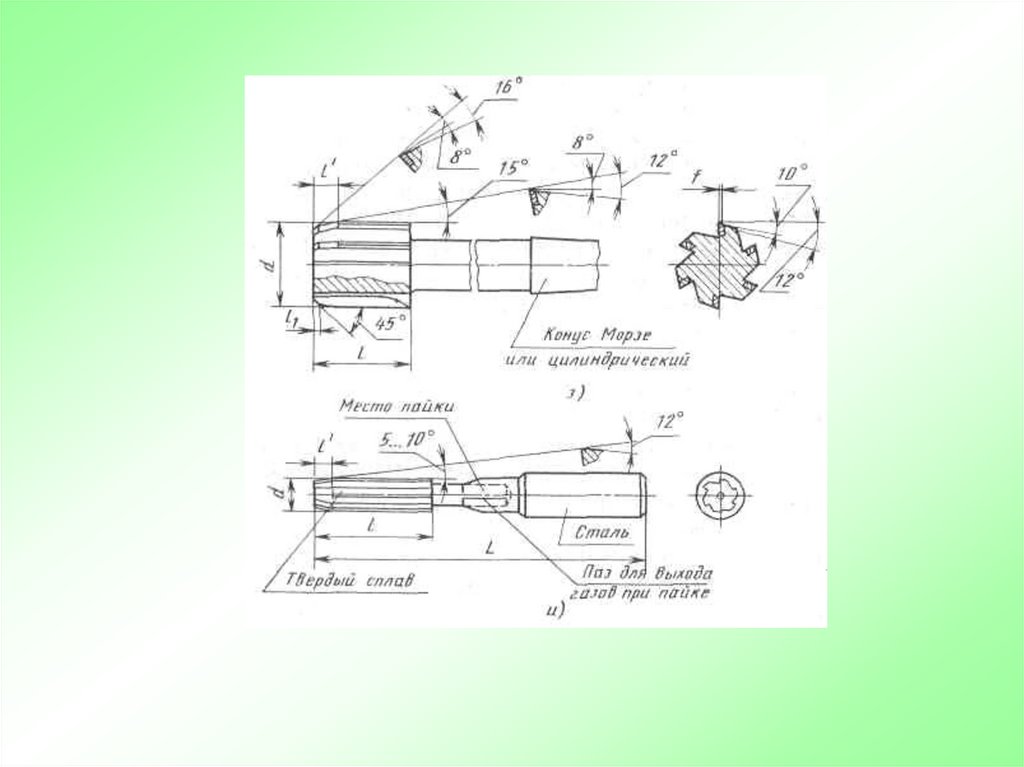
Твердосплавные сверлаСверла диаметром от 5 до 30 мм оснащают пластинами или коронками из
твердого сплава. Недостатками конструкции сверл с напайной пластиной из
твердого сплава являются ослабление корпуса в месте расположения
пластины и расположение места припайки пластины в зоне резания, что может
приводить к их отпаиванию в процессе работы.
18.
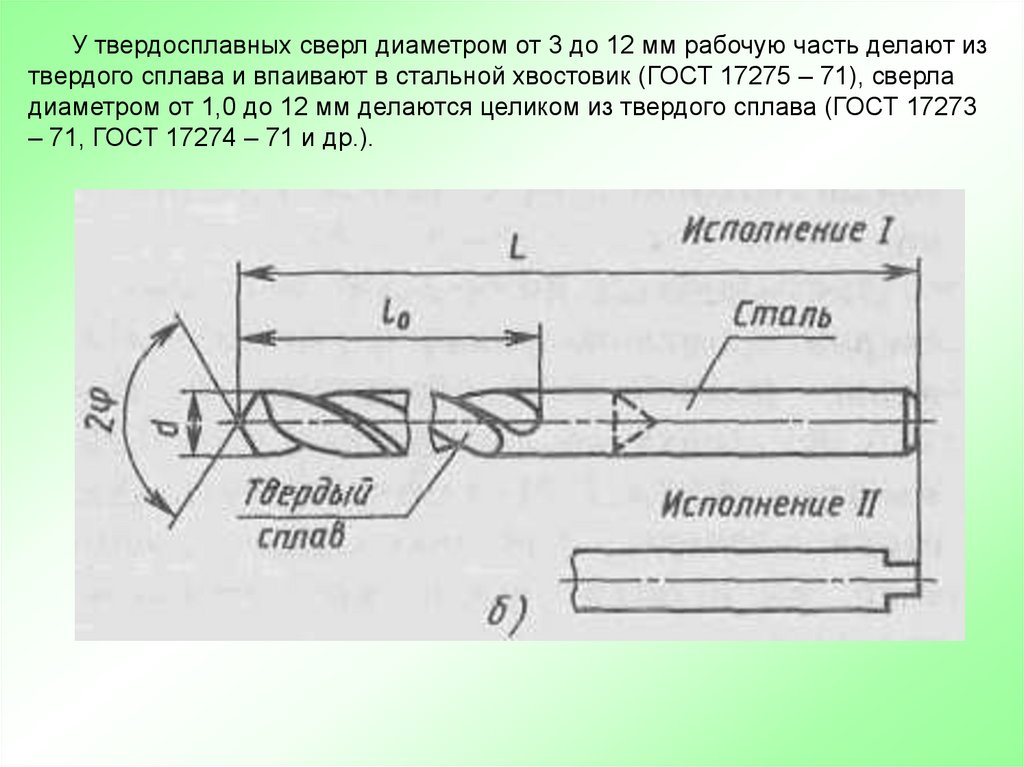
У твердосплавных сверл диаметром от 3 до 12 мм рабочую часть делают изтвердого сплава и впаивают в стальной хвостовик (ГОСТ 17275 – 71), сверла
диаметром от 1,0 до 12 мм делаются целиком из твердого сплава (ГОСТ 17273
– 71, ГОСТ 17274 – 71 и др.).
19.
Перовые сверлаРежущую часть этих сверл
выполняют в виде пластин из
быстрорежущей
стали
или
оснащают пластинами из твердого
сплава.
Они обладают повышенной
жесткостью, и их применяют для
обработки поковок, ступенчатых и
фасонных отверстий и отверстий
малых диаметров (меньше 1–1,5
мм).
2φ выбирают так же, как и для спиральных сверл.
Угол наклона поперечной кромки обычно равен 550–600.
Для уменьшения трения калибрующая часть сверла
имеет вспомогательный задний угол α1=50...100 и
утонение по диаметру в пределах 0,05–0,1 мм на всю
длину сверла. Ширина фаски на калибрующей части
0,2–0,5 мм.
К недостаткам перовых сверл
следует
отнести
большие
отрицательные передние углы и
малое
число
возможных
переточек.
20.
Сверла для глубокого сверленияПод глубоким сверлением понимается сверление отверстий на глубину,
превышающую диаметр сверла в 5–10 раз и более. Такие сверла применяют
для сплошного (D≤80 мм) и кольцевого (D>80 мм) сверления.
К глубокому сверлению предъявляют следующие требования:
1) прямолинейность оси отверстия;
2) концентричность отверстия по отношению к наружной поверхности детали;
3) цилиндричность отверстия;
4) точность обработки;
5) получение необходимой шероховатости поверхности;
6) получение стружки, легко удаляемой из отверстия.
Для сверления отверстий длиной до 5–7 диаметров применяют
удлиненные спиральные сверла стандартной конструкции, однако при работе
этими сверлами забиваются стружкой стружечные канавки, и для ее удаления
необходимо периодически вынимать сверло из отверстия.
21.
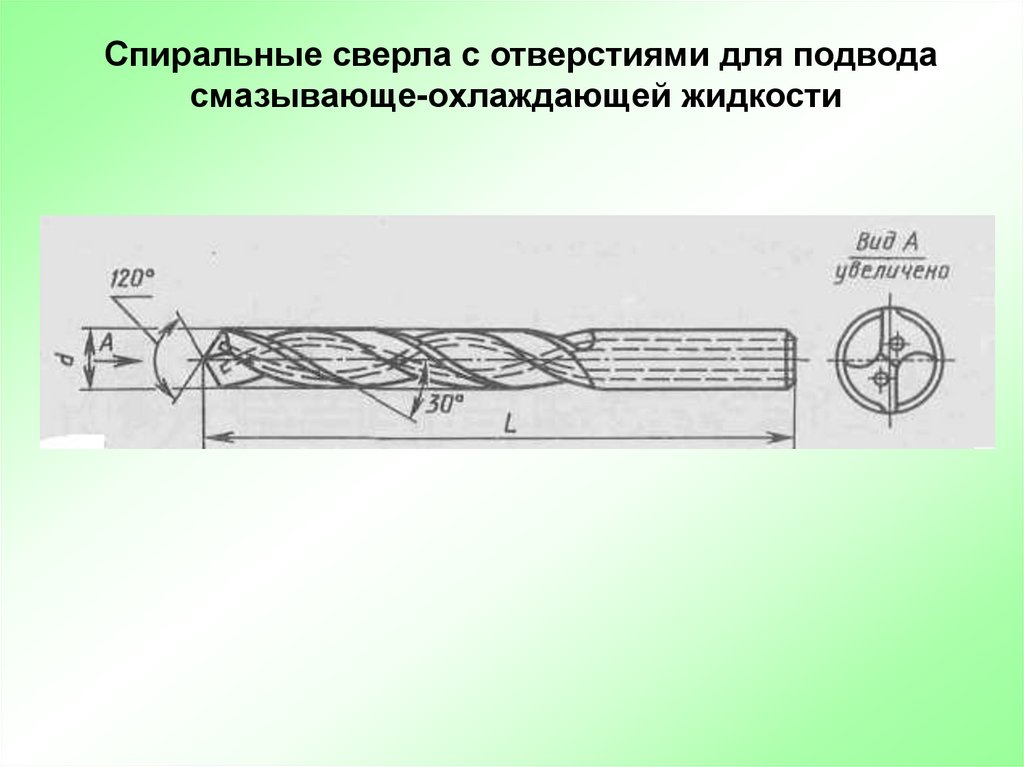
Спиральные сверла с отверстиями для подводасмазывающе-охлаждающей жидкости
22.
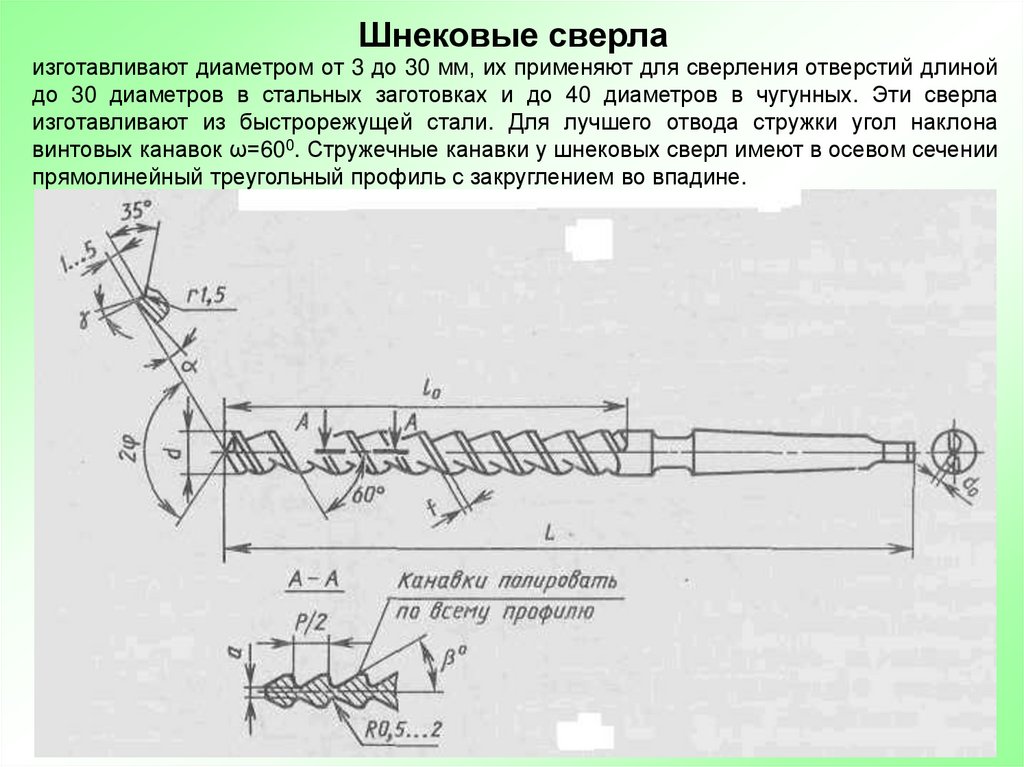
Шнековые сверлаизготавливают диаметром от 3 до 30 мм, их применяют для сверления отверстий длиной
до 30 диаметров в стальных заготовках и до 40 диаметров в чугунных. Эти сверла
изготавливают из быстрорежущей стали. Для лучшего отвода стружки угол наклона
винтовых канавок ω=600. Стружечные канавки у шнековых сверл имеют в осевом сечении
прямолинейный треугольный профиль с закруглением во впадине.
23.
Шнековое сверло имеет ряд особенностей:45...600
1) Увеличенный угол наклона винтовой канавки
2) Форма канавок треугольная. В осевом сечении профиль канавки
образован двумя прямыми, сопряженными дугой окружности;
передняя поверхность перпендикулярна оси сверла, а затылок
переходит непосредственно в ленточку;
3) Толщина сердцевины в 2...3 раза выше, чем у стандартных сверл,
составляет (0,3...0,35)d и постоянна по длине сверла;
4) Передняя и задняя поверхности плоские;
5) Углы режущей части не зависят от угла наклона винтовой линии ,
так как получаются специальной заточкой передней поверхности.
Это дает возможность получения нужных, с точки зрения
стойкости, углов резания и обеспечивает необходимое
направление схода стружки, а также ее дробление.
6) Ширина ленточки
составляет 0,5...0,8 от размера ленточки
стандартных сверл (у стандартных сверл диаметром 1...50мм
=0,2...2мм);
7) Инструмент условно разделяется на две части: режущую и
транспортирующую.
24.
Технология изготовления спиральных сверл25.
Сверла одностороннего резания.делят на сверла с внутренним подводом СОЖ и наружным отводом стружки и
на сверла с наружным подводом СОЖ и внутренним отводом стружки.
Сверла первого типа изготавливают диаметром от 3 до 30 мм.
Сверла второго типа изготавливают диаметром от 16 до 65 мм.
Эти сверла изготавливают из быстрорежущей стали, а также оснащают
пластинами или коронками из твердого сплава.
26.
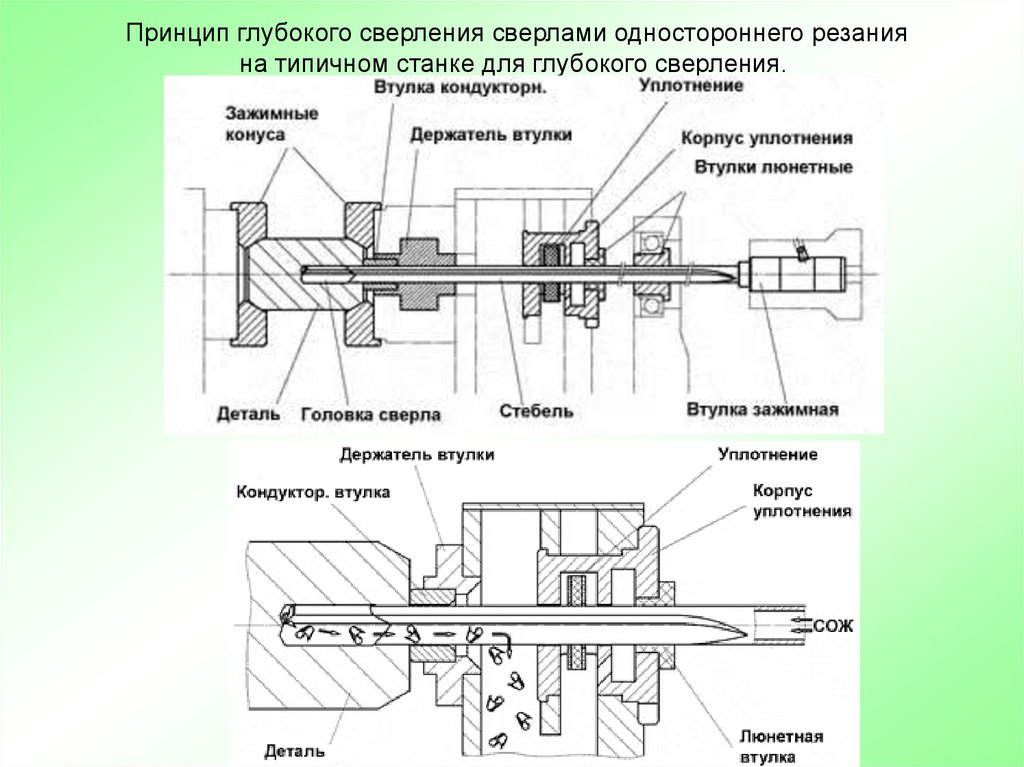
Принцип глубокого сверления сверлами одностороннего резанияна типичном станке для глубокого сверления.
27.
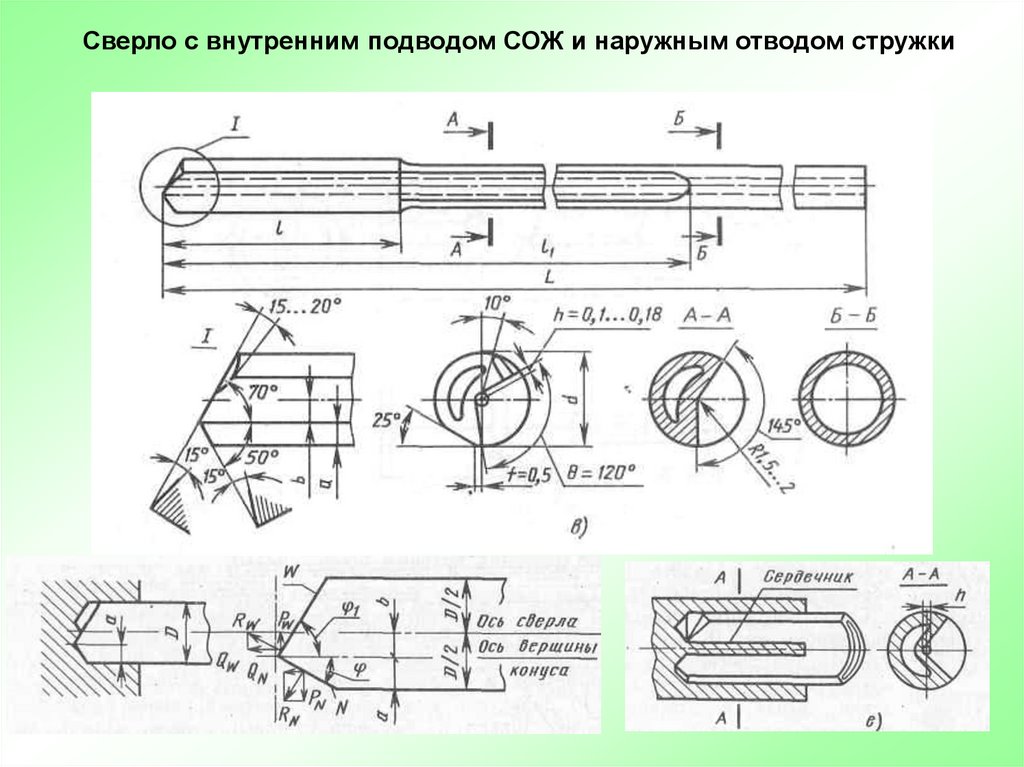
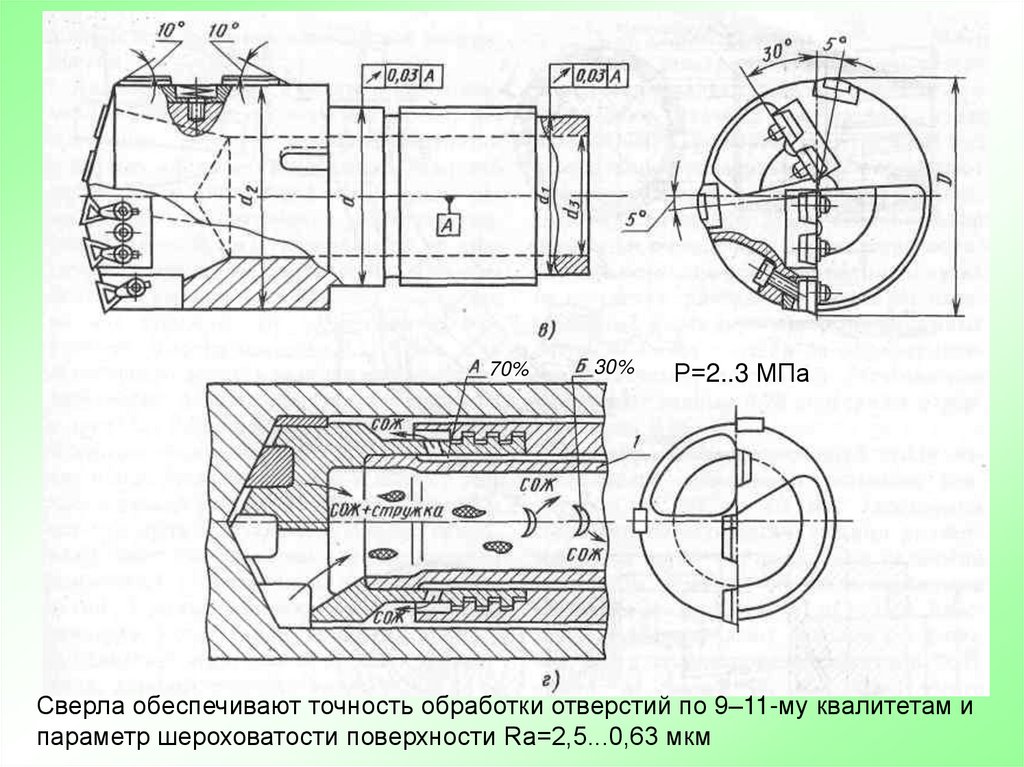
Сверло с внутренним подводом СОЖ и наружным отводом стружки28.
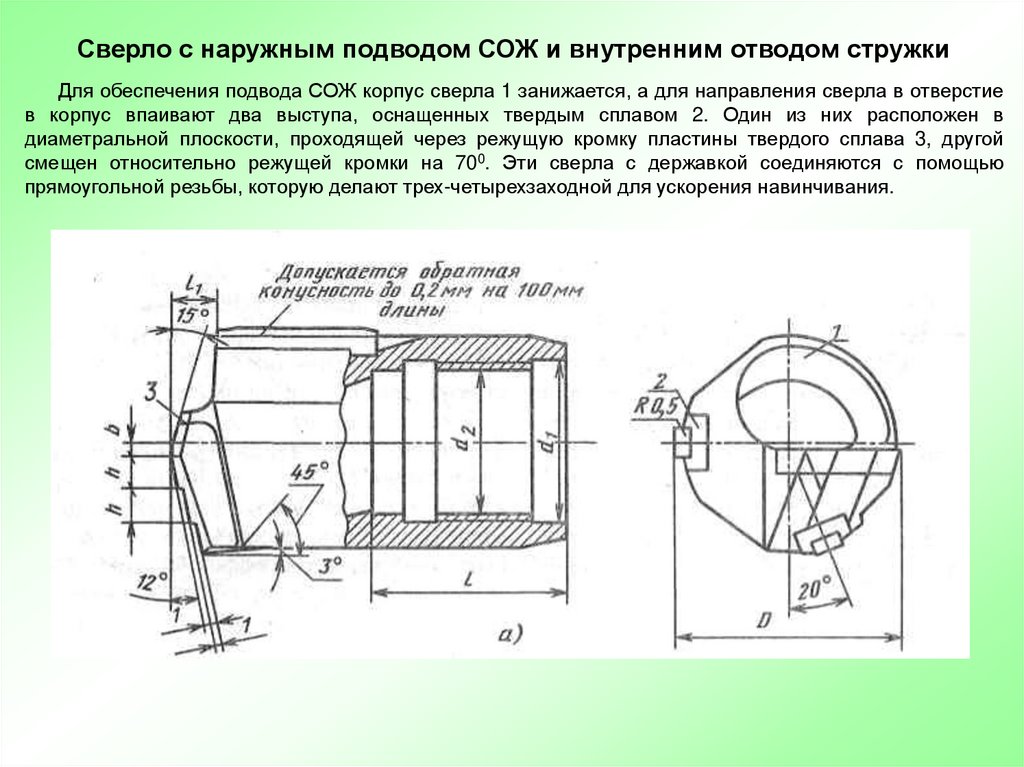
Сверло с наружным подводом СОЖ и внутренним отводом стружкиДля обеспечения подвода СОЖ корпус сверла 1 занижается, а для направления сверла в отверстие
в корпус впаивают два выступа, оснащенных твердым сплавом 2. Один из них расположен в
диаметральной плоскости, проходящей через режущую кромку пластины твердого сплава 3, другой
смещен относительно режущей кромки на 700. Эти сверла с державкой соединяются с помощью
прямоугольной резьбы, которую делают трех-четырехзаходной для ускорения навинчивания.
29.
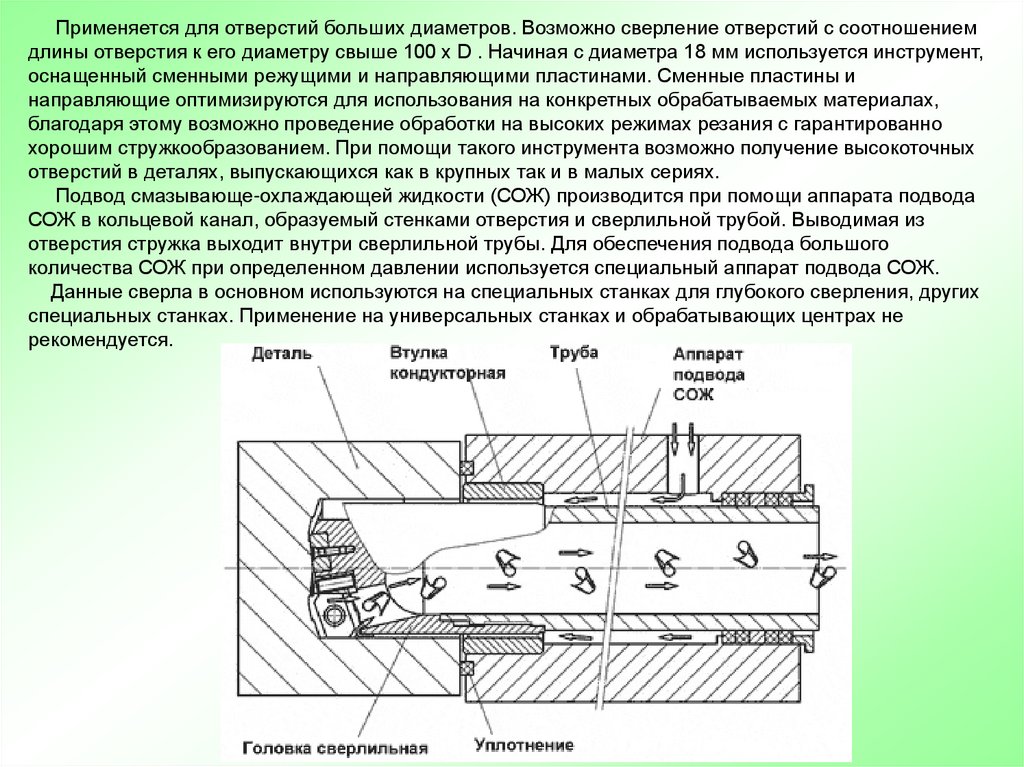
Применяется для отверстий больших диаметров. Возможно сверление отверстий с соотношениемдлины отверстия к его диаметру свыше 100 x D . Начиная с диаметра 18 мм используется инструмент,
оснащенный сменными режущими и направляющими пластинами. Сменные пластины и
направляющие оптимизируются для использования на конкретных обрабатываемых материалах,
благодаря этому возможно проведение обработки на высоких режимах резания с гарантированно
хорошим стружкообразованием. При помощи такого инструмента возможно получение высокоточных
отверстий в деталях, выпускающихся как в крупных так и в малых сериях.
Подвод смазывающе-охлаждающей жидкости (СОЖ) производится при помощи аппарата подвода
СОЖ в кольцевой канал, образуемый стенками отверстия и сверлильной трубой. Выводимая из
отверстия стружка выходит внутри сверлильной трубы. Для обеспечения подвода большого
количества СОЖ при определенном давлении используется специальный аппарат подвода СОЖ.
Данные сверла в основном используются на специальных станках для глубокого сверления, других
специальных станках. Применение на универсальных станках и обрабатывающих центрах не
рекомендуется.
30.
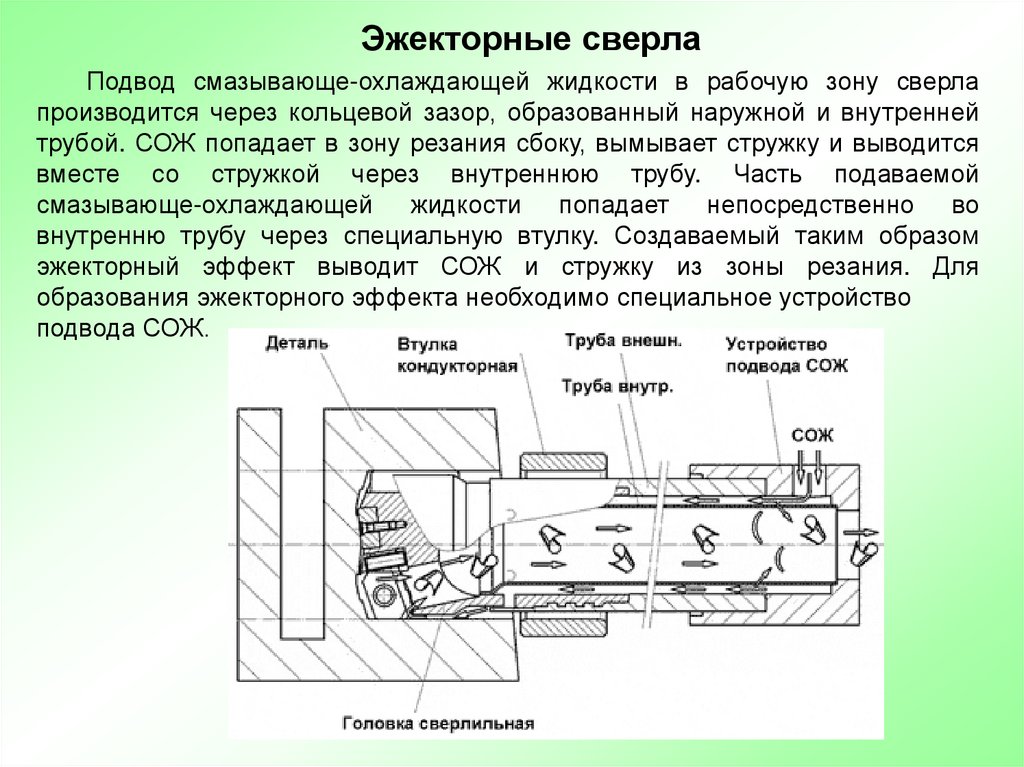
Эжекторные сверлаПодвод смазывающе-охлаждающей жидкости в рабочую зону сверла
производится через кольцевой зазор, образованный наружной и внутренней
трубой. СОЖ попадает в зону резания сбоку, вымывает стружку и выводится
вместе со стружкой через внутреннюю трубу. Часть подаваемой
смазывающе-охлаждающей жидкости попадает непосредственно во
внутренню трубу через специальную втулку. Создаваемый таким образом
эжекторный эффект выводит СОЖ и стружку из зоны резания. Для
образования эжекторного эффекта необходимо специальное устройство
подвода СОЖ.
31.
70%30%
Р=2..3 МПа
Сверла обеспечивают точность обработки отверстий по 9–11-му квалитетам и
параметр шероховатости поверхности Ra=2,5...0,63 мкм
32.
Головки кольцевого сверленияпредназначены для обработки отверстий диаметром от 30 мм и выше.
Головки диаметром от 30 до 60 мм делают цельными из быстрорежущей стали
или оснащают напайными пластинами из твердого сплава. Головки диаметром
70 мм и больше изготавливают со вставными зубьями из быстрорежущей стали
или зубьями, оснащенными пластинами из твердого сплава.
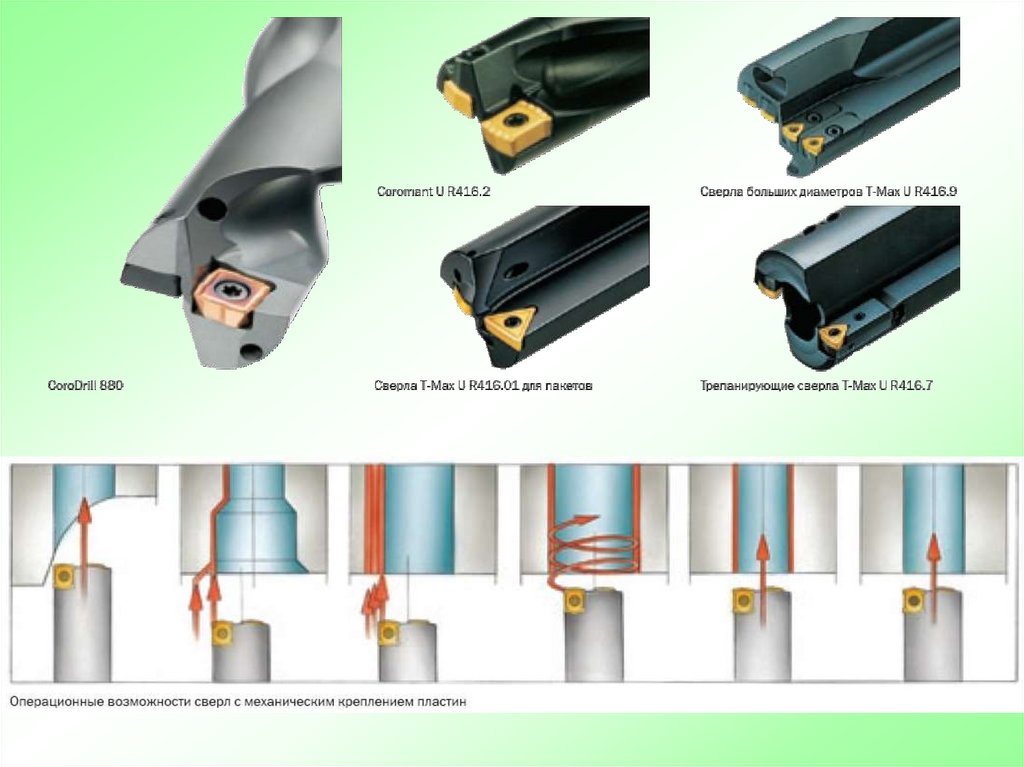
33.
Сверла с СМППластина, установленная на одном пере, обеспечивает рассверливание
отверстия по центру, вторая пластина смещена к периферии сверла и
образует отверстие требуемого диаметра.
34.
Сверла с СМП35.
36.
Конструкции сверл37.
Зенкеры и зенковки.Зенкеры – осевой режущий инструмент, предназначенный для повышения
точности формы отверстия, полученных после сверления, отливки, ковки,
штамповки, а также для обработки торцовых поверхностей бобышек, выступов
и др. Зенкеры для обработки цилиндрических отверстий применяют для
окончательной обработки отверстий с допуском по 11-, 12-му квалитетам и
обеспечивают параметр шероховатости поверхности Ra=20...40 мкм или для
обработки отверстий под последующее развертывание.
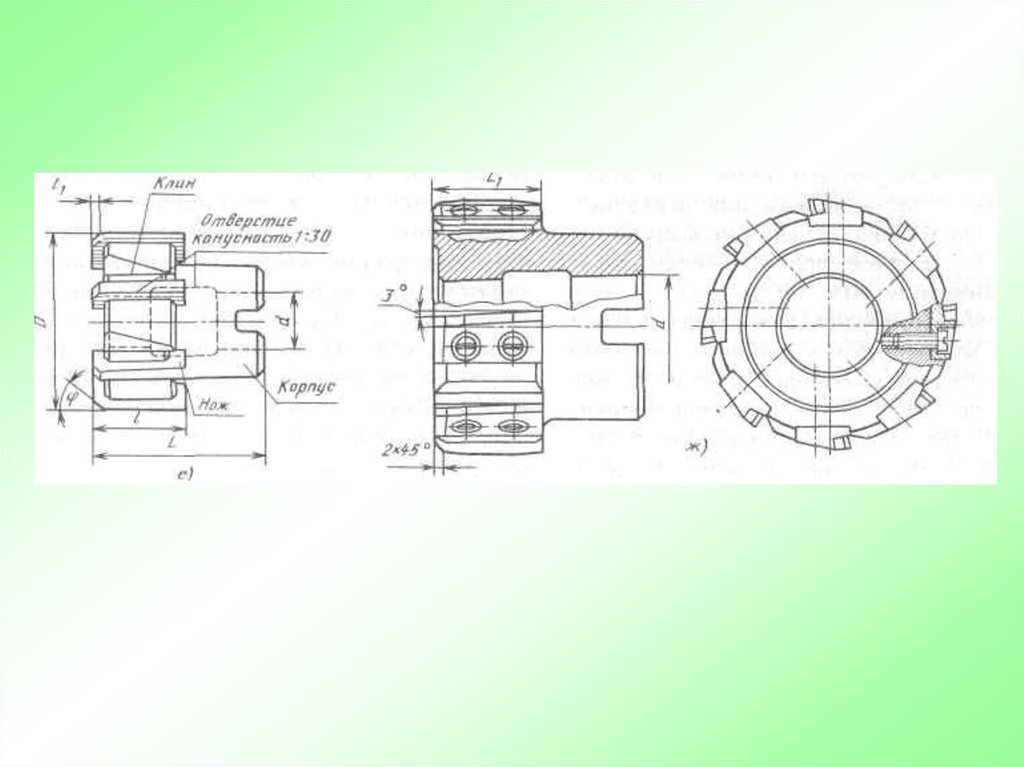
Зенкеры изготавливают хвостовыми цельными, хвостовыми сборными со
вставными ножами, насадными цельными и насадными сборными.
38.
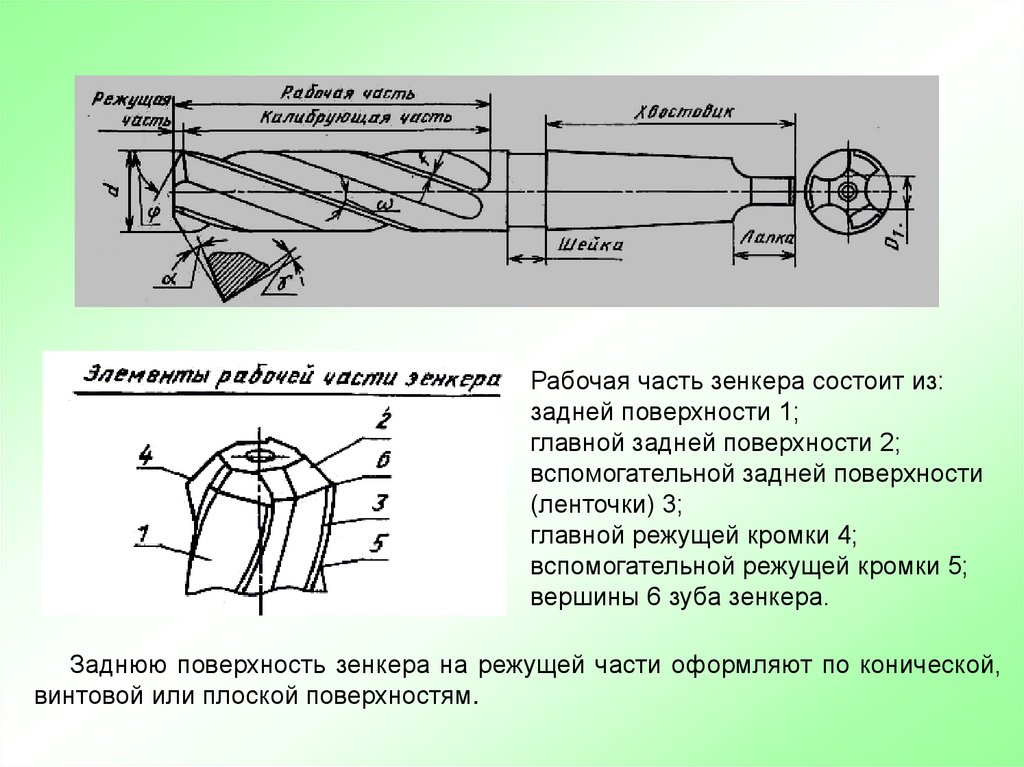
Рабочая часть зенкера состоит из:задней поверхности 1;
главной задней поверхности 2;
вспомогательной задней поверхности
(ленточки) 3;
главной режущей кромки 4;
вспомогательной режущей кромки 5;
вершины 6 зуба зенкера.
Заднюю поверхность зенкера на режущей части оформляют по конической,
винтовой или плоской поверхностям.
39.
Конструкция насадного зенкераКонструкция зенкера, оснащенного
твердосплавными пластинами
40.
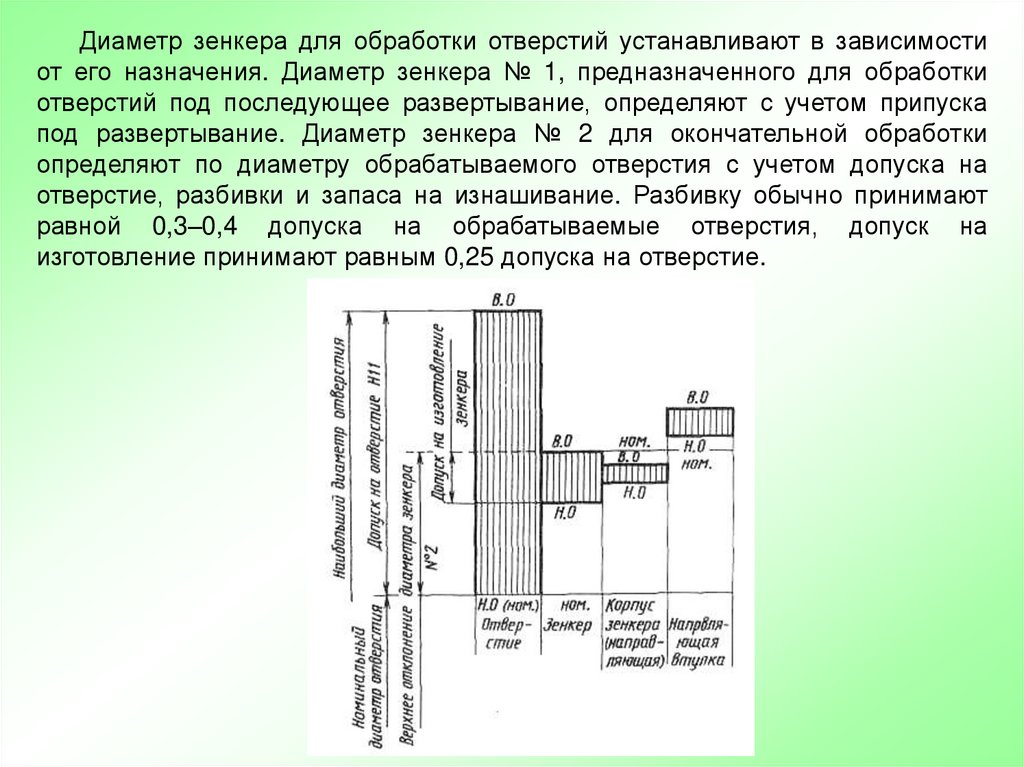
Диаметр зенкера для обработки отверстий устанавливают в зависимостиот его назначения. Диаметр зенкера № 1, предназначенного для обработки
отверстий под последующее развертывание, определяют с учетом припуска
под развертывание. Диаметр зенкера № 2 для окончательной обработки
определяют по диаметру обрабатываемого отверстия с учетом допуска на
отверстие, разбивки и запаса на изнашивание. Разбивку обычно принимают
равной 0,3–0,4 допуска на обрабатываемые отверстия, допуск на
изготовление принимают равным 0,25 допуска на отверстие.
41.
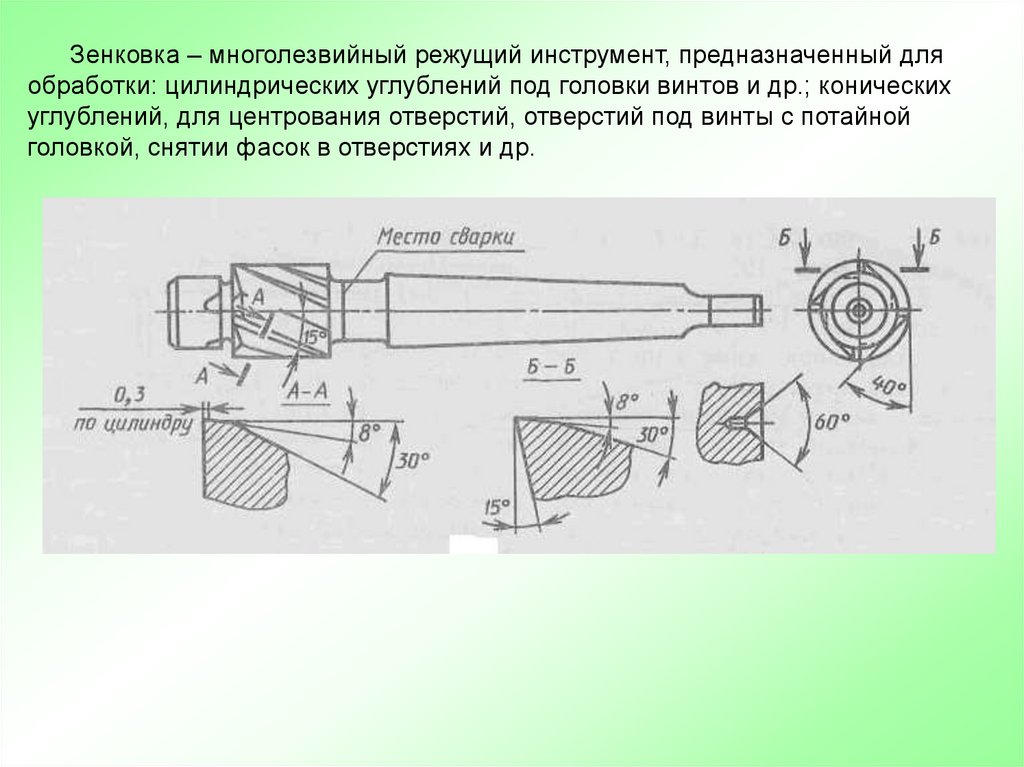
Зенковка – многолезвийный режущий инструмент, предназначенный дляобработки: цилиндрических углублений под головки винтов и др.; конических
углублений, для центрования отверстий, отверстий под винты с потайной
головкой, снятии фасок в отверстиях и др.
42.
43.
44.
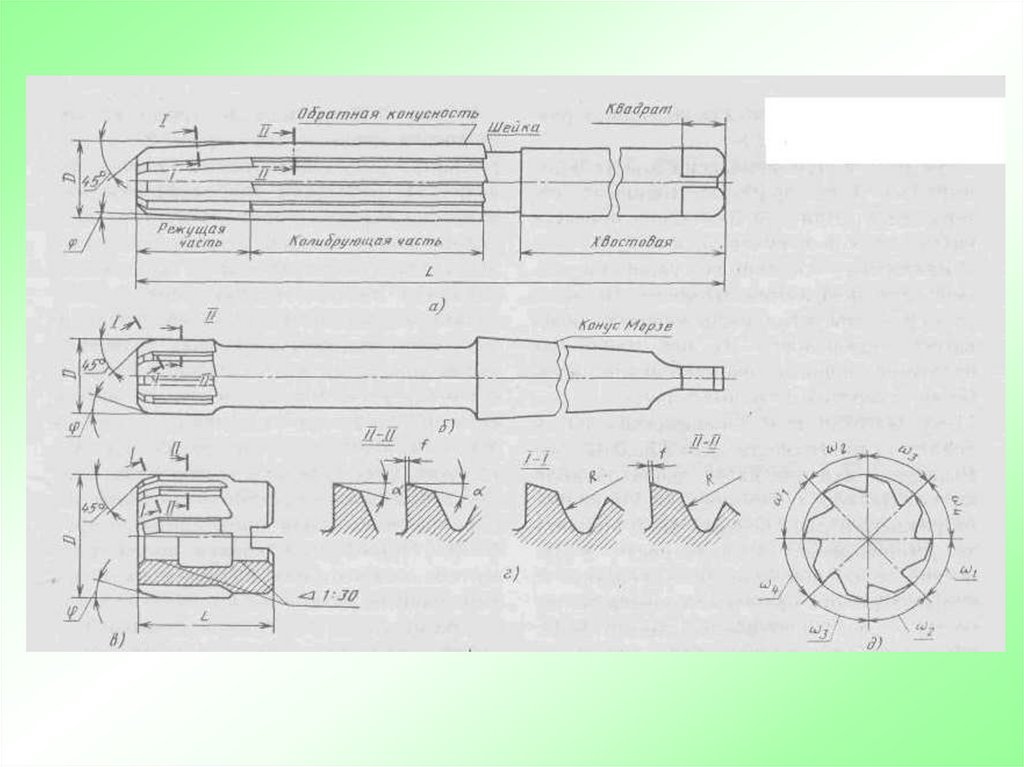
Развертка- осевой режущий инструмент для повышения точности формы и размеров
отверстия и снижения шероховатости поверхности. Предназначена для
предварительной и окончательной обработки отверстий с полями допуска по 6–
11-му квалитетам и с параметром шероховатости поверхности Ra=2,5...0,32
мкм.
По способу применения развертки разделяют на ручные и машинные, по
форме обрабатываемого отверстия – на цилиндрические и конические, по
методу закрепления – на хвостовые и насадные, по конструкции – на цельные и
сборные, жесткие и регулируемые.
45.
46.
47.
48.
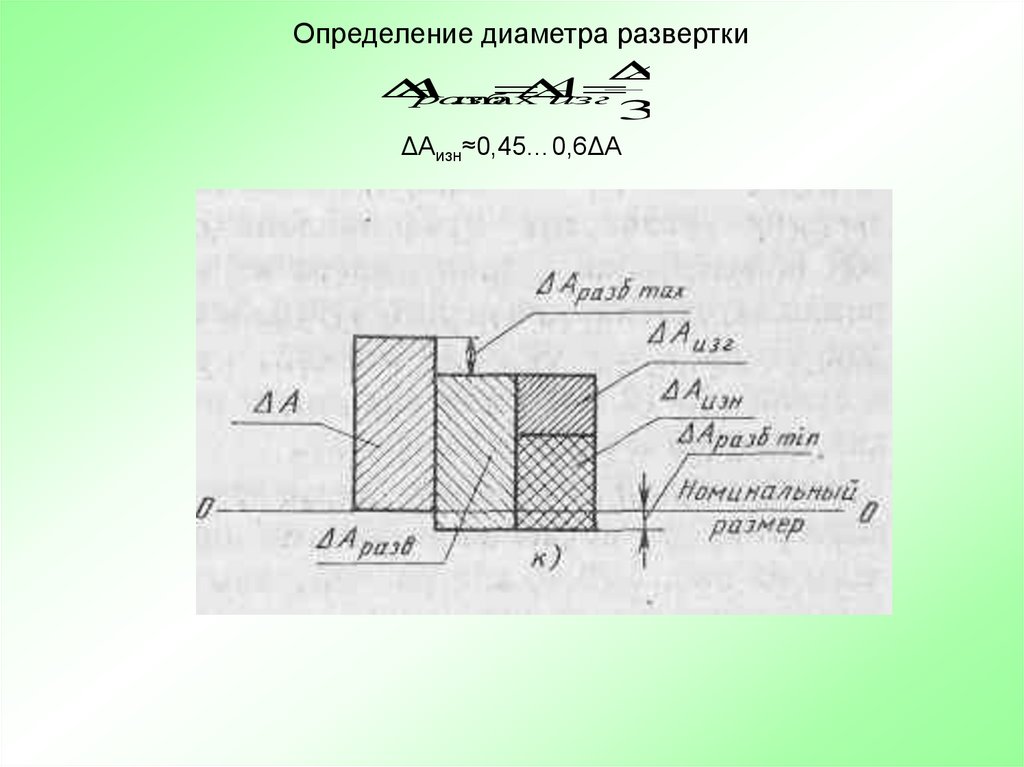
Определение диаметра разверткиА
A
А
разб
.max изг
3
ΔАизн≈0,45…0,6ΔА
49.
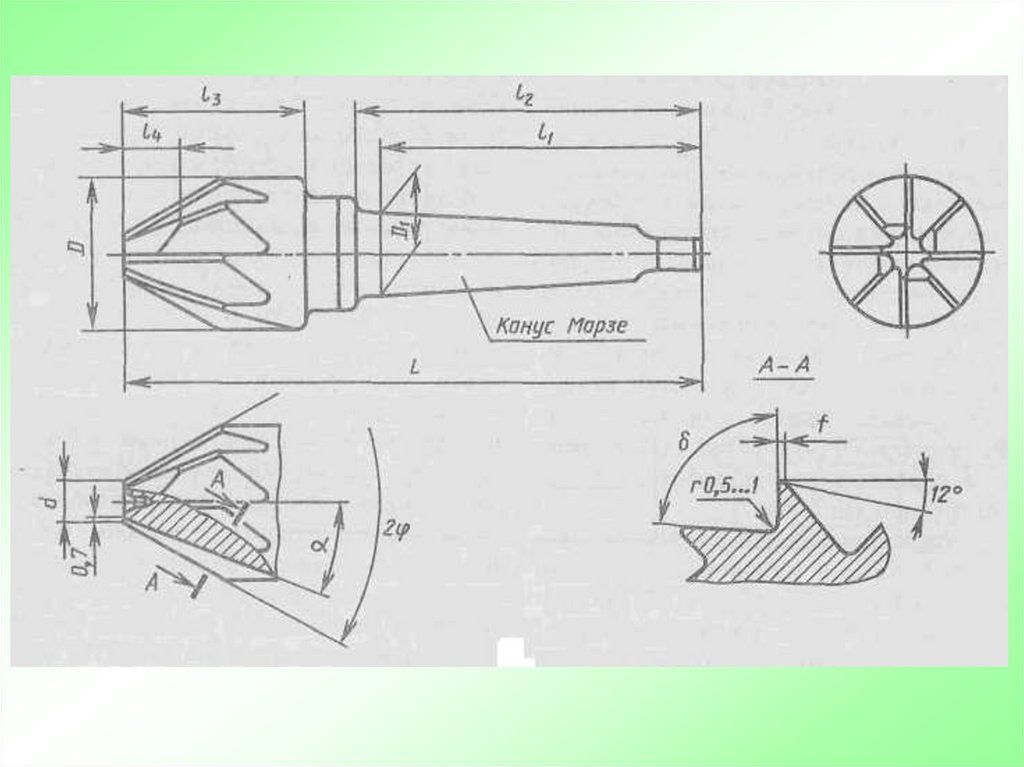
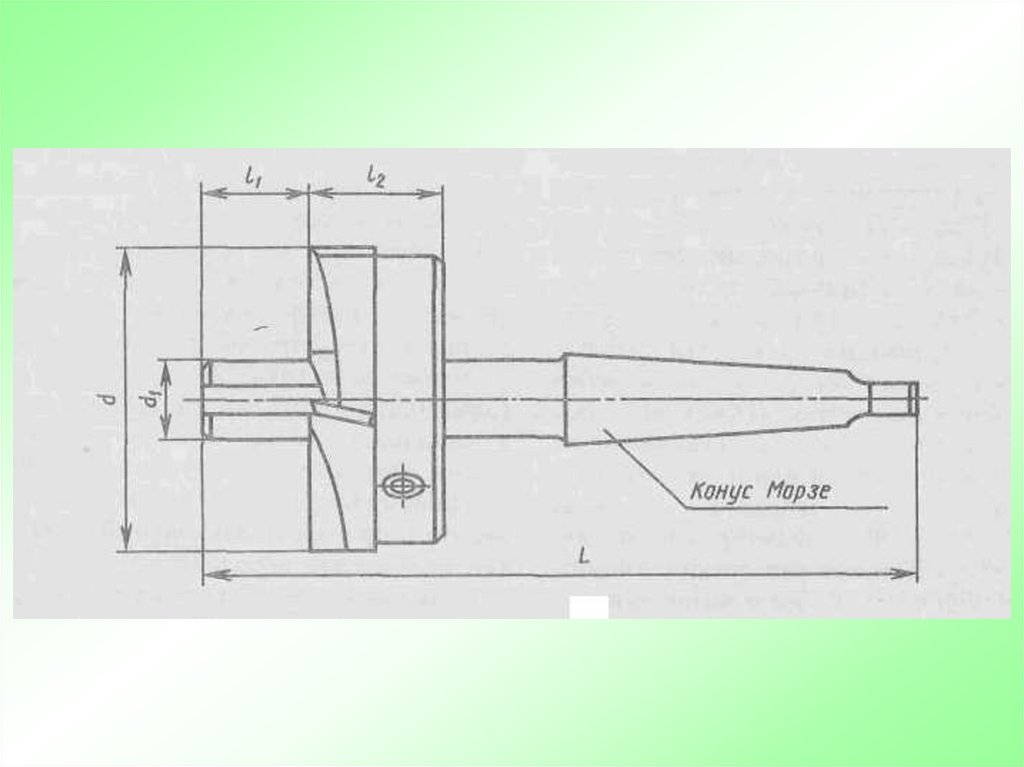
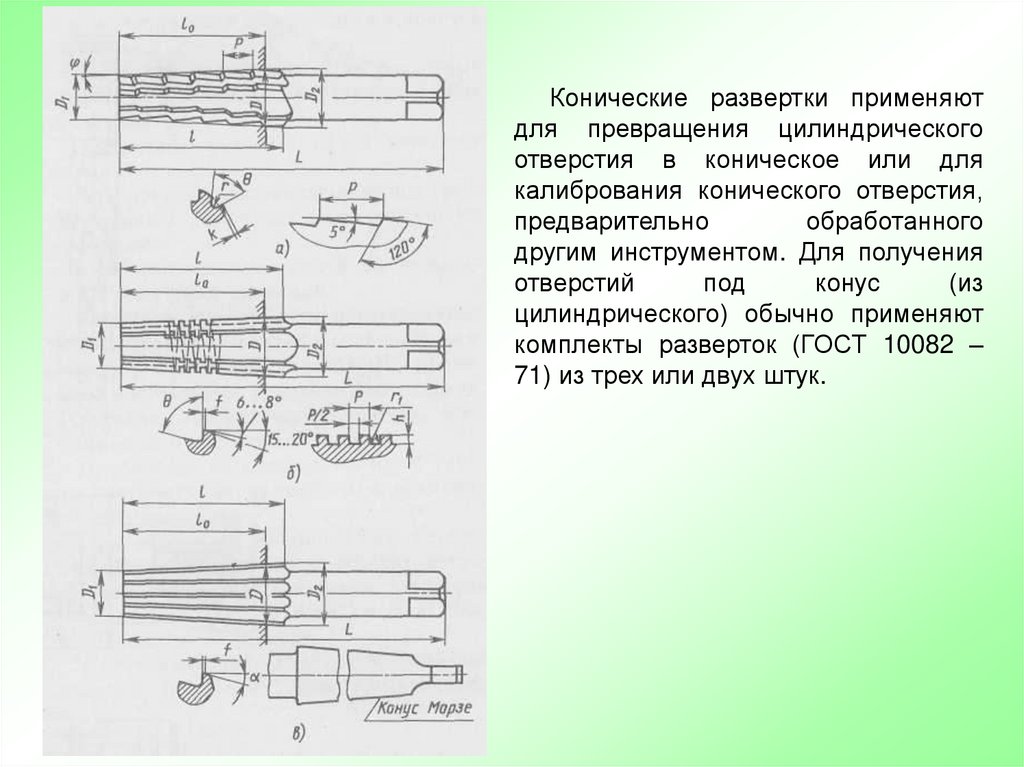
Конические развертки применяютдля превращения цилиндрического
отверстия в коническое или для
калибрования конического отверстия,
предварительно
обработанного
другим инструментом. Для получения
отверстий
под
конус
(из
цилиндрического) обычно применяют
комплекты разверток (ГОСТ 10082 –
71) из трех или двух штук.
50.
Комбинированные инструменты для обработки отверстий.Для совмещения операций и переходов при обработке цилиндрических и
ступенчатых отверстий используют различные комбинированные инструменты.
Их применение значительно сокращает машинное и вспомогательное время и
повышает производительность обработки. Применение комбинированных
инструментов при обработке ступенчатых отверстий значительно уменьшает
отклонение от соосности ступеней и повышает точность размеров между
торцовыми поверхностями обрабатываемой заготовки.
51.
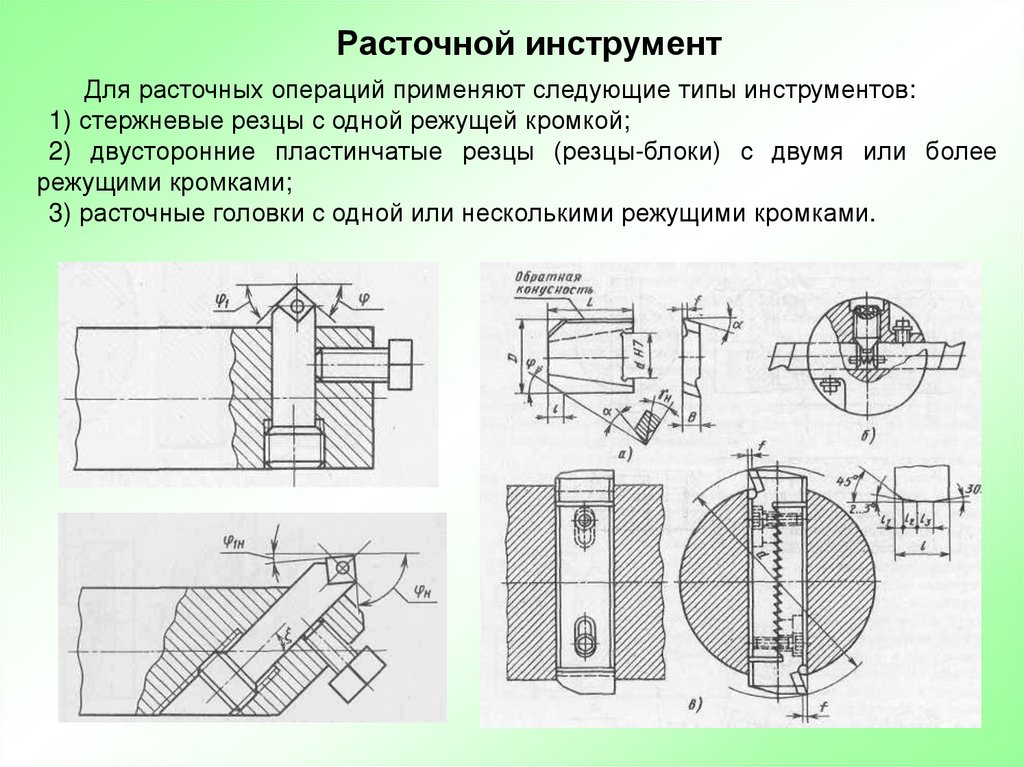
Расточной инструментДля расточных операций применяют следующие типы инструментов:
1) стержневые резцы с одной режущей кромкой;
2) двусторонние пластинчатые резцы (резцы-блоки) с двумя или более
режущими кромками;
3) расточные головки с одной или несколькими режущими кромками.
52.
53.
54.
55.
56.
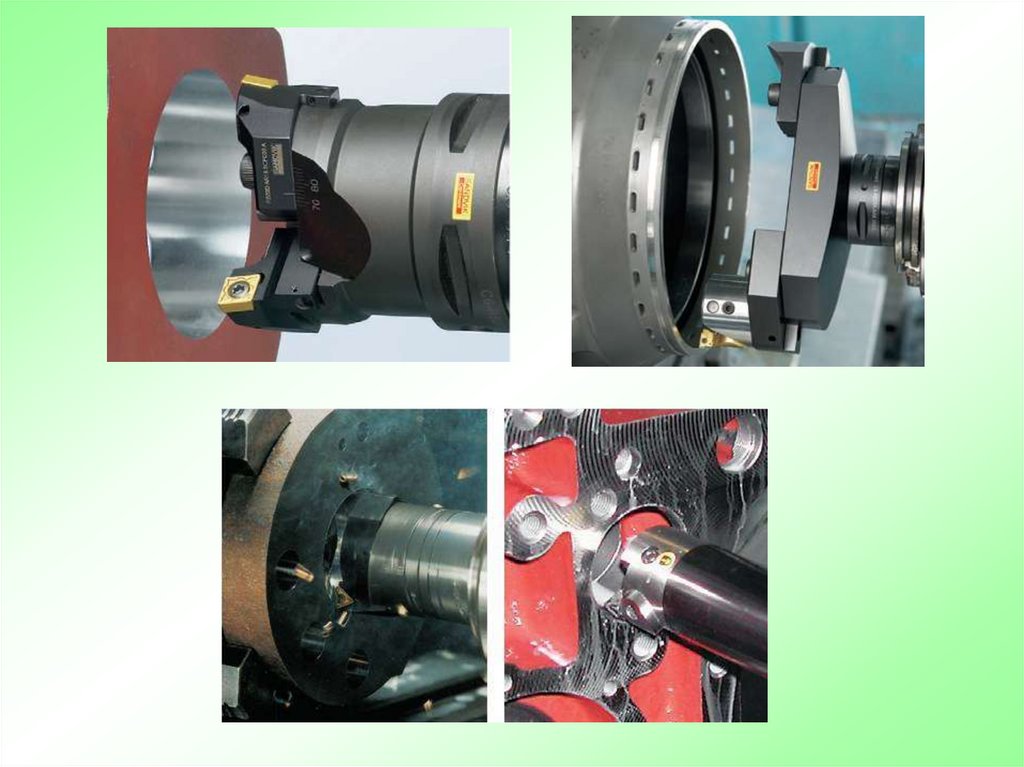
Инструмент для чернового растачивания57.
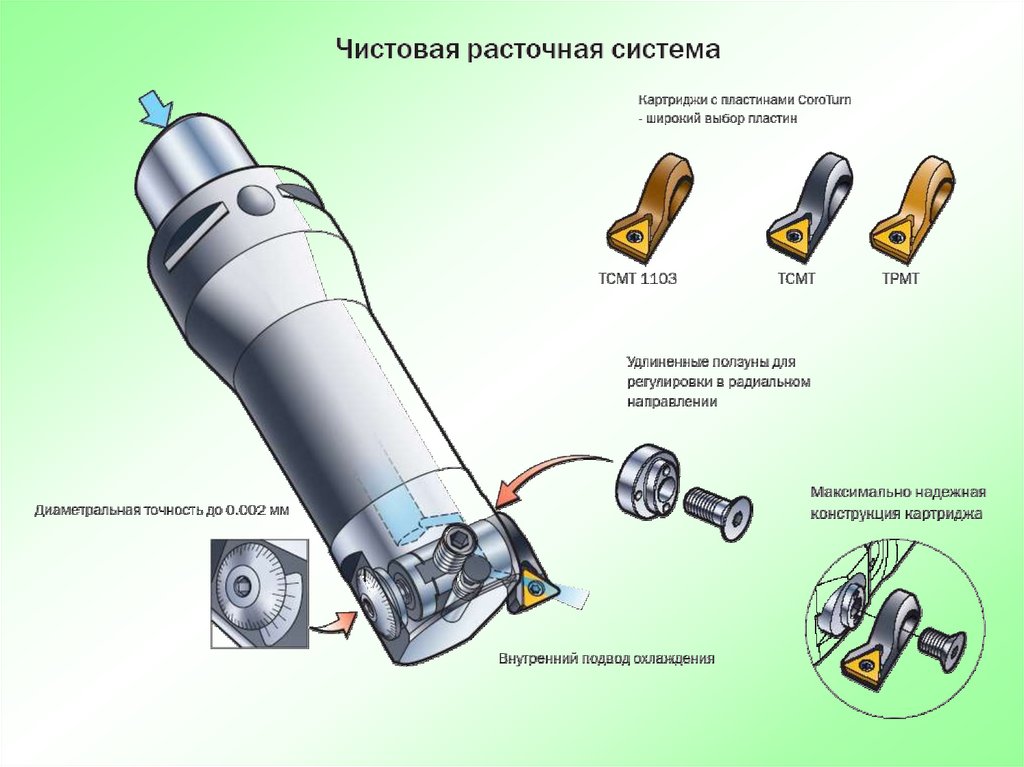
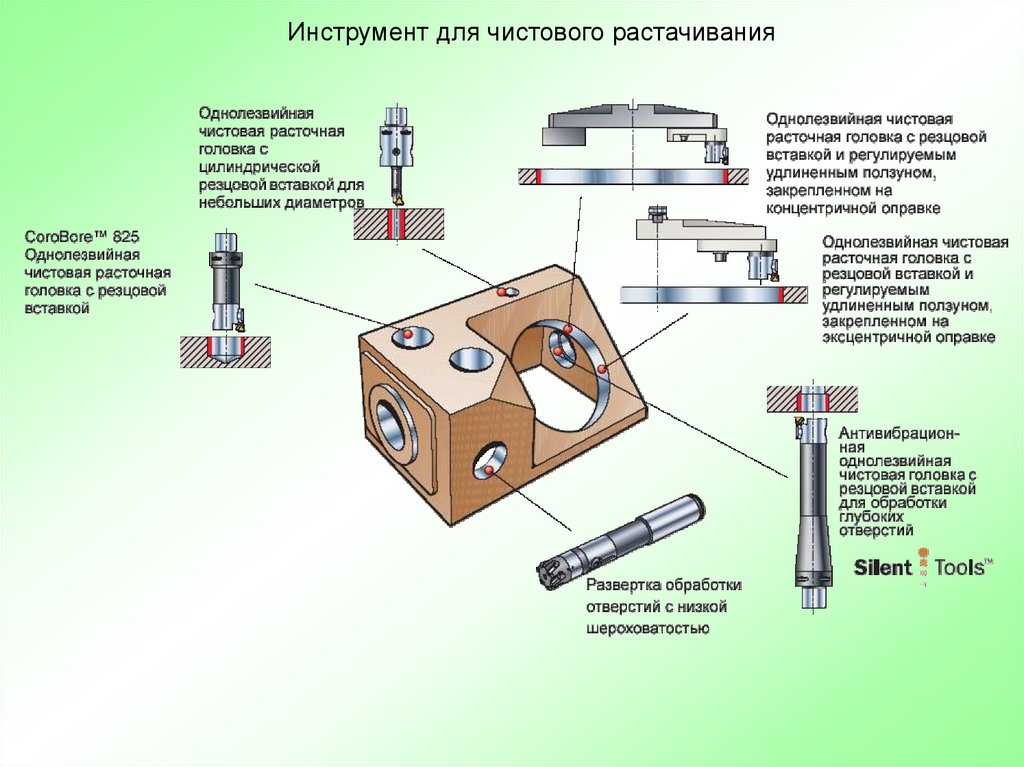
Инструмент для чистового растачивания58.
Литература1. Металлорежущие инструменты: Учебник для вузов/Г. Н. Сахаров, О.Б.
Арбузов, Ю.Л. Боровой и др. - М.: Машиностроение, 1989. – 328с.
2. Семенченко И. И., Матюшин В. М., Сахаров Г. Н.
Проектирование
металлорежущих инструментов. - М.: Машиностроение, 1963. – 252с.
3. Четвериков С.С. Металлорежущие инструменты. – М.:Высшая школа, 1965.
– 730с.
4. Руководство по металлообработке фирмы Sandvik Coromant 2007г.