


 industry
industrySimilar presentations:










Технология ручной дуговой сварки плавящимся электродом крышки из легированной стали
1.
Тема: «Технология ручной дуговойсварки плавящимся электродом
крышки
из легированной стали»
Цель работы: разработка технологического процесса
сборки и сварки конструкции.
Учащийся группы № СВ13р(Электрогазосварщик)
Трефилов Олег Сергеевич
Учащийся группа (профессия «Электрогазосварщик») Трефилов О.С
2.
Учащийся группа №31 (профессия «Электрогазосварщик») Трефилов О.С3.
4.
Сварочные материалы1. электрод УОНИ 13-55
2.
3.
Учащийся группа (профессия «Электрогазосварщик») Трефилов О.С
5.
Сварочное оборудованиеУчащийся группа (профессия «ЭЛЕКТРОГАЗОСВАРЩИК») Трефилов О.С
6.
Технологическая карта сборки и сваркикрышки
№
Наименование
операции
Технологические
требования
Тип и марка электрода
Диаметр
электро
да
Сила
свароч
ного
тока
Полярность
Род тока
1
Подготовка рабочего место
Общая и местная вентиляция, общее и местное освещение,
обеспечение соответствующим оборудованиями и
инструментам
2
Подготовка металла под
сварку
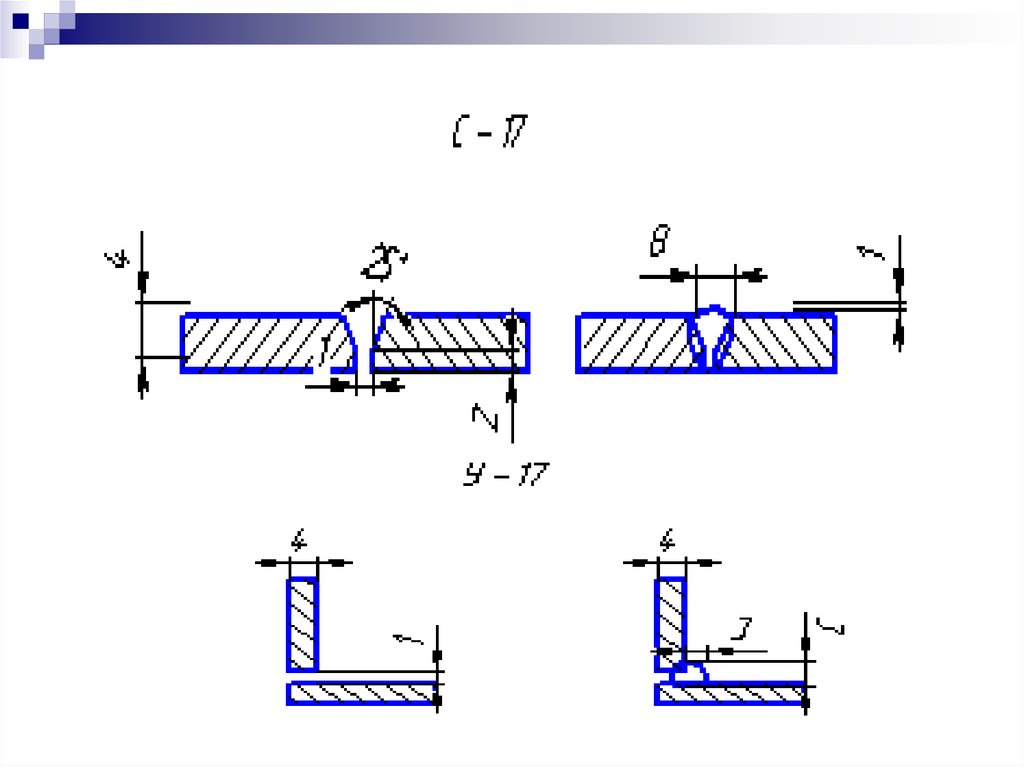
Согласно ГОСТ 5264-80 С-17, ГОСТ 16037-80 У-17
3
Прихватка пазиции 3 с
пазицией 4
Количество прихваток 4, длина прихватки 20 мм, высота
2мм. Отбить шлак зачистить щеткой до блеска
Марка УОНИ 13-55,
тип Э50А
2,5
100
Обратная
Постоянный
4
Сварка корневого шва
пазиции 3 с пазицией 4
Подготовка кромок согласно ГОСТ 5264-80 С-17. Зачистить
около шовную зону на 20мм, корневой зачистить от шлака
Марка УОНИ 13-55,
тип Э50А
2,5
70
Обратная
Постоянный
5
Сварка заполняющего шва
пазиции 3 с пазицией 4
Подготовка кромок согласно ГОСТ 5264-80 С-17. Зачистить
около шовную зону на 20мм, заполняющий шов зачистить от
шлака
Марка УОНИ 13-55,
тип Э50А
3
80
Обратная
Постоянный
6
Прихватка пазиции 2 с
пазицией 3
Количество прихваток 4, длина прихваток 20мм , высота
2мм, отбить шлак очистить щеткой
Марка УОНИ 13-55,
тип Э50А
2,5
100
Обратная
Постоянный
7
Сварка корневого шва
пазиции 2 с пазицией 3
Подготовка кромок согласно ГОСТ 5264-80 С-17. Зачистить
около шовную зону на 20мм, корневой шов зачистить от
шлака
Марка УОНИ 13-55,
тип Э50А
2,5
70
Обратная
Постоянный
8
Сварка заполняющего шва
пазиции 2 с пазицией 3
Подготовка кромок согласно ГОСТ 5264-80 С-17. Зачистить
около шовную зону на 20мм, заполняющий шов зачистить от
шлака
Марка УОНИ 13-55,
тип Э50А
3
80
Обратная
Постоянный
Оборудование и инструменты
Выпрямитель ВД-306;
сварочный кабель;
электрододержатель;
универсальный шаблон,
молоток;
сварочная маска;
сварочный костюм;
щетка металлическая
для углеродистой стали.
7.
9Прихватка пазиции 2 с
пазицией 1
Количество прихваток 4, длина прихватки 10мм, высота 2мм,
отбить шлак зачистить щеткой
Марка УОНИ 13-55, тип
Э50А
2
,
5
100
Обратная
Постоянный
10
Сварка корневого шва пазиции
2 с пазицией 1
Подготовка кромок согласно ГОСТ 16037-80 У-17. Зачистить
около шовную зону на 20мм, корневой шов зачистить от
шлака
Марка УОНИ 13-55, тип
Э50А
2
,
5
70
Обратная
Постоянный
11
Сварка заполняющего шва
пазиции 2 с пазицией 1
Подготовка кромок согласно ГОСТ 16037-80 У-17. Зачистить
около шовную зону на 20мм, заполняющий шов зачистить от
шлака
Марка УОНИ 13-55, тип
Э50А
3
80
Обратная
Постоянный
12
Контроль сварной
конструкции
Проверка герметичности с помощью керосина