












")




 электрода при ручной дуговой сварке")


























 industry
industrySimilar presentations:










Основы технологии ручной дуговой сварки
1. Основы технологии ручной дуговой сварки
Автор: Максимова О.В.2. Повторение Игра «ИНСТРУМЕНТЫ»
На столе находятся инструменты(оборудование), расскажи о них.
• Электрододержатель
• Трансформатор
3. ПОВТОРЕНИЕ. *см. Юхин «РДС. Илл. пособие», стр.4-9 К сварочным генераторам постоянного тока предъявляют специальные требования
ПОВТОРЕНИЕ.*см. Юхин «РДС. Илл. пособие», стр.4-9
К сварочным генераторам постоянного
тока предъявляют специальные требования :
• способность источника питания быстро
восстанавливать в цепи дуги соответствие
напряжения изменившемуся току;
• при разрыве дуги напряжение должно
быстро восстанавливаться до величины
напряжения холостого хода, а при коротком
замыкании электродов быстро спадать до нуля.
Сварочный генератор ГД 2х2503
4. Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
• Сварочные генераторы подразделяют по конструкциина коллекторные и вентильные, а по принципу действия
на генераторы с самовозбуждением и с независимым
возбуждением.
• Сварочные генераторы коллекторного типа с
независимым возбуждением применялись в сварочных
преобразователях, выпуск которых в нашей стране
прекращен в 90х годах 20 века, но пока еще в некоторых
организациях эксплуатируются.
• Остальные виды генераторов в настоящее время
являются составной частью сварочных агрегатов
(преобразователей).
5. Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками:
• с независимым возбуждением и размагничивающейпоследовательной обмоткой;
• самовозбуждением и размагничивающей
последовательной обмоткой.
6.
Источники питания постоянного токаСварочные
преобразователи
однопостовые
многопостовые
стационарные
передвижные
7.
8.
Сварочный преобразователь состоит из сварочного генераторапостоянного тока и приводного электродвигателя, размещенных
обычно в общем корпусе и на общем валу.
Ротор двигателя и якорь генератора находятся на одном валу.
Преобразователь устанавливают на раме или на колесах.
9. Принцип действия сварочного преобразователя:
приводной электродвигатель преобразует электрическуюэнергию переменного тока в механическую, а сварочный
генератор преобразует механическую энергию в
электрическую энергию постоянного тока, питающую
сварочную дугу.
Выпускают
универсальные
сварочные
преобразователи
ПСУ-300 и ПСУ-500-2:
• для ручной сварки
• автоматической под
флюсом
• автоматической и
полуавтоматической в
защитном газе
Сварочный преобразователь П.Д. 1601У2.
10. Установку, состоящую из сварочного генератора и приводного двигателя внутреннего сгорания, называют сварочным агрегатом.
• Агрегаты используют в основном для ручнойсварки и резки в монтажных и полевых условиях,
где отсутствуют электрические сети.
• Агрегат может быть установлен в кузове
автомашины, на автомобильном или тракторном
прицепе.
11.
Сварочные агрегаты различаются по:• мощности;
• типу двигателя (бензиновые карбюраторные,
дизельные);
• способу транспортирования;
• отдельным элементам конструкции.
Современный самоходный
сварочный агрегат
*Если требуется большой
сварочный ток, можно
применять параллельное
соединение двух источников
и более (сварочных
генераторов,
трансформаторов, реже
сварочных выпрямителей).
12.
13.
Сравните характеристики агрегатов АДБ-310 и АДБ-311.Какой из них вы бы предпочли для сварки? Почему?
14.
Сравните характеристики агрегатов АДД-304 и АДД-305.Какой из них вы бы предпочли для сварки? Почему?
15. Источники питания с частотными преобразователями (инверторные)
Сварочный инвертор – устройство, состоящее изнескольких функциональных узлов, необходимых для
получения постоянного тока и инвертирования его в
высокочастотный сигнал с последующим
выпрямлением для создания регулируемых условий
электросварки.
16.
Зарисуйте блок-схему процесса инверторнойсварки.
Основные этапы преобразования энергии в инверторном
сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой
частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
17.
Важные технические характеристики :• максимальный сварочный ток;
• время, на протяжении которого в 10-минутном рабочем
цикле этот ток вырабатывается.
Например, аппарат, рассчитанный на 120-амперный
ток при 60 %-ном рабочем цикле, должен
обеспечивать 120 А в течение не более 6 минут из
каждых 10 минут эксплуатации. Остальные 4
минуты отведены на режим холостого тока, при
котором аппарат отдыхает.
* Видео «Урок 1 инвертор» 10мин
18. Сварщику ЗАПРЕЩАЕТСЯ подключать источники питания сварочного тока к промышленной сети - это делает специально обученный
персонал (электрик)19. Повторение. *см. Юхин «РДС. Илл. пособие», стр.28-35 ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ. ОБЩИЕ СВЕДЕНИЯ.
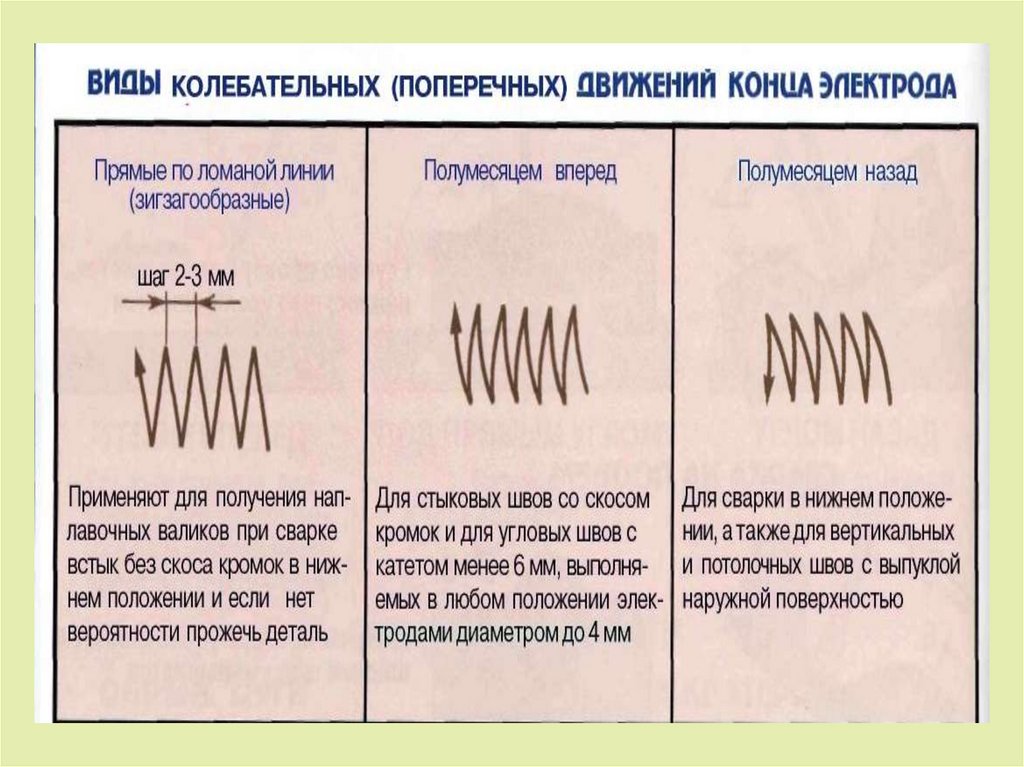
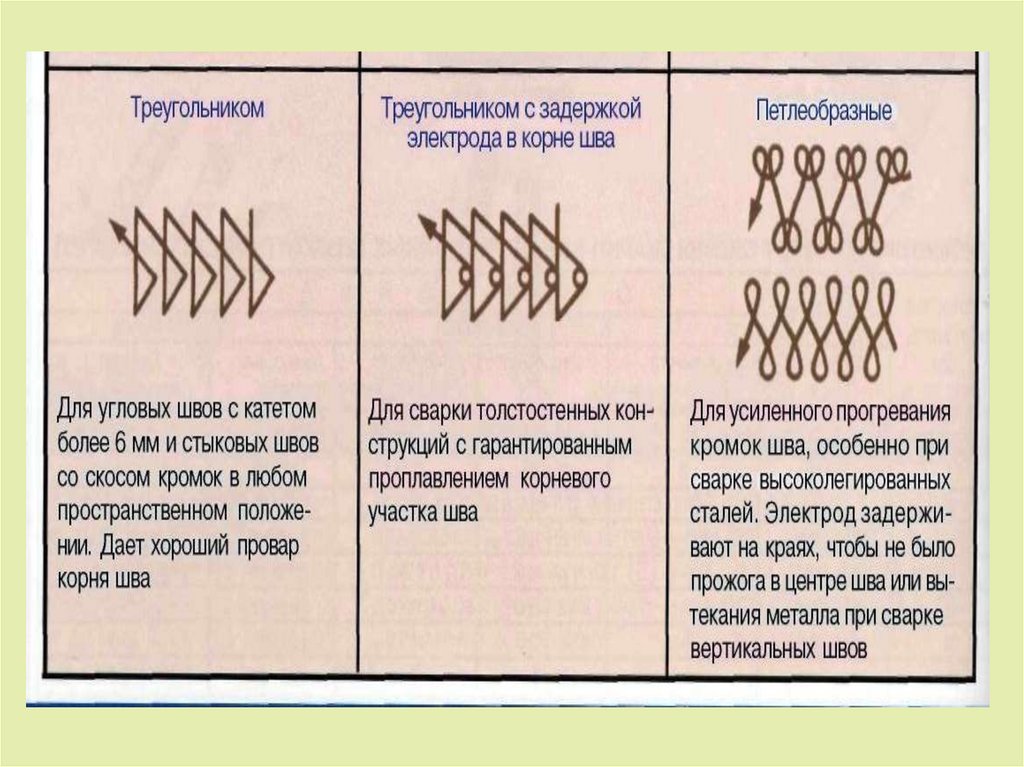
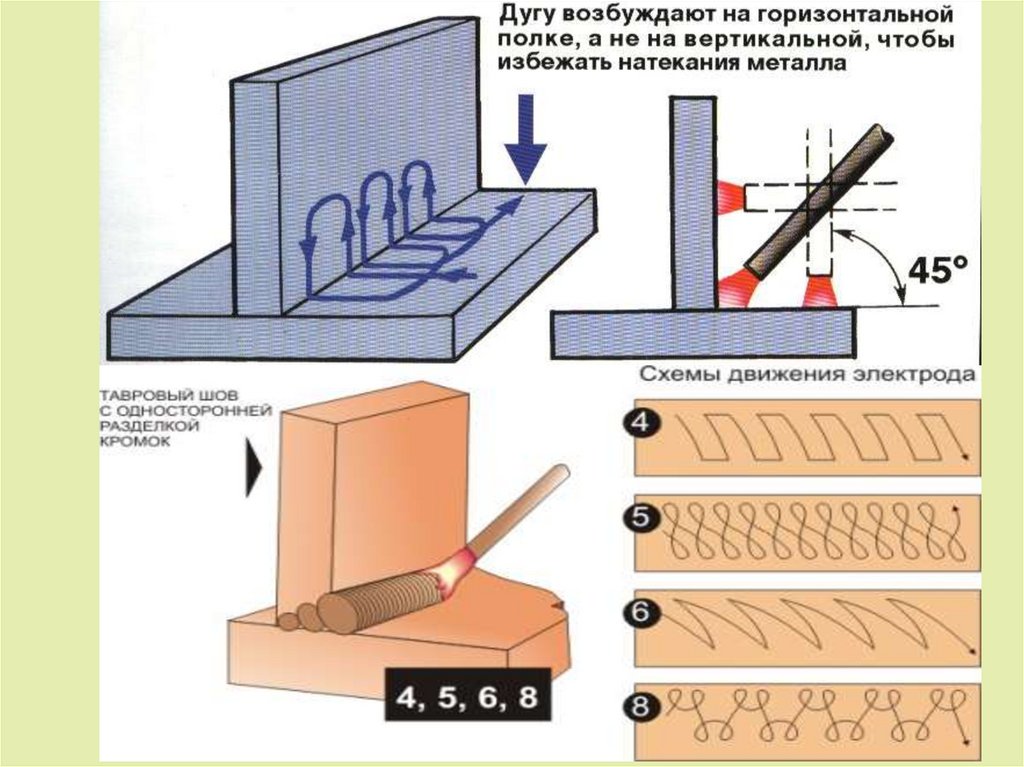
20. Зарисуйте перемещение (движение) электрода при ручной дуговой сварке
21.
22.
23.
24.
25.
Сборка двух пластин встык: выбор зазораЗазор между пластинами выбирается по ГОСТ 5264-80.
Толщина пластин S=5мм.
В данном случае зазор b=1 мм.
b
s
26.
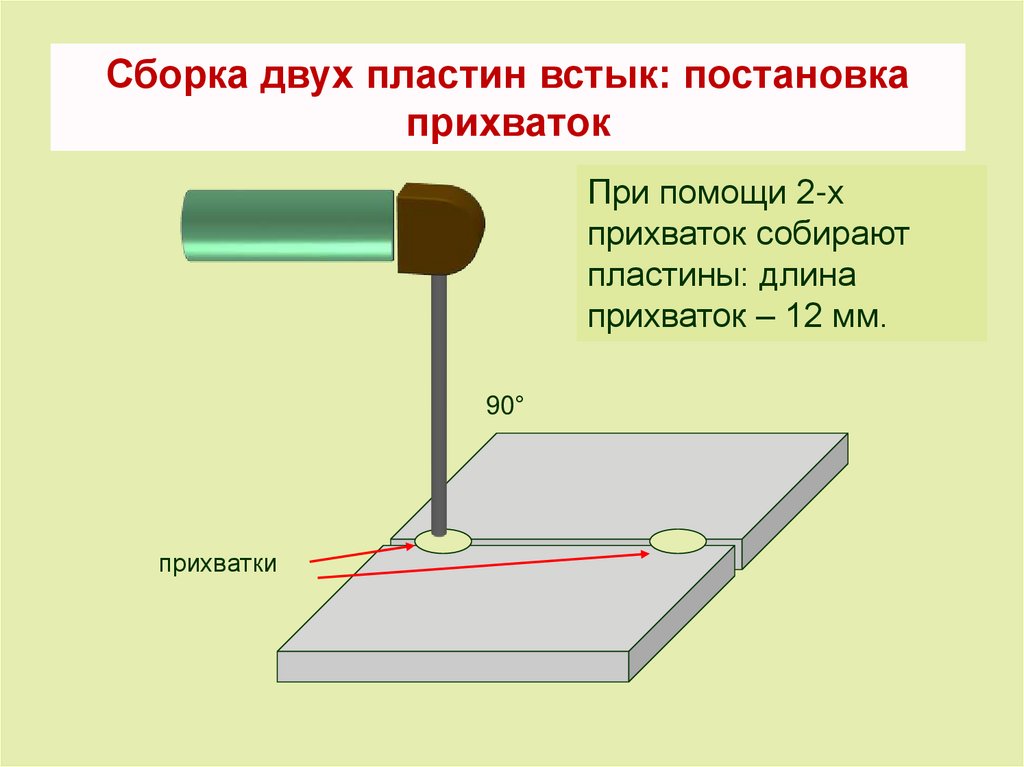
Сборка двух пластин встык: постановкаприхваток
При помощи 2-х
прихваток собирают
пластины: длина
прихваток – 12 мм.
90°
прихватки
27.
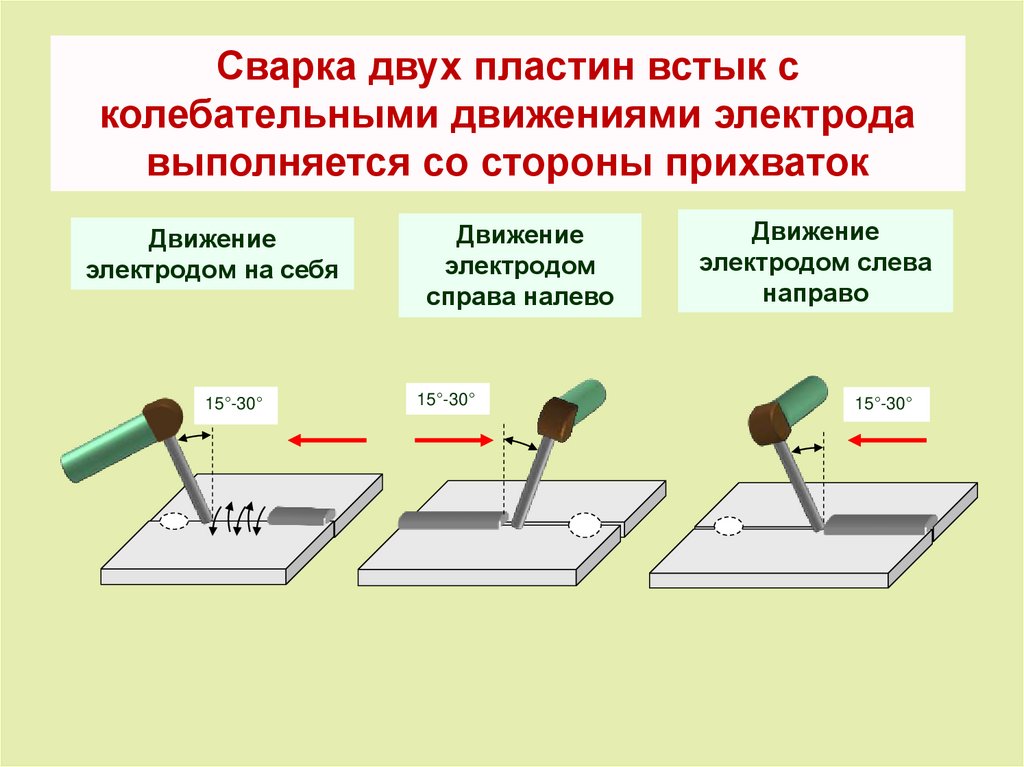
Сварка двух пластин встык сколебательными движениями электрода
выполняется со стороны прихваток
Движение
электродом на себя
15°-30°
Движение
электродом
справа налево
15°-30°
Движение
электродом слева
направо
15°-30°
28.
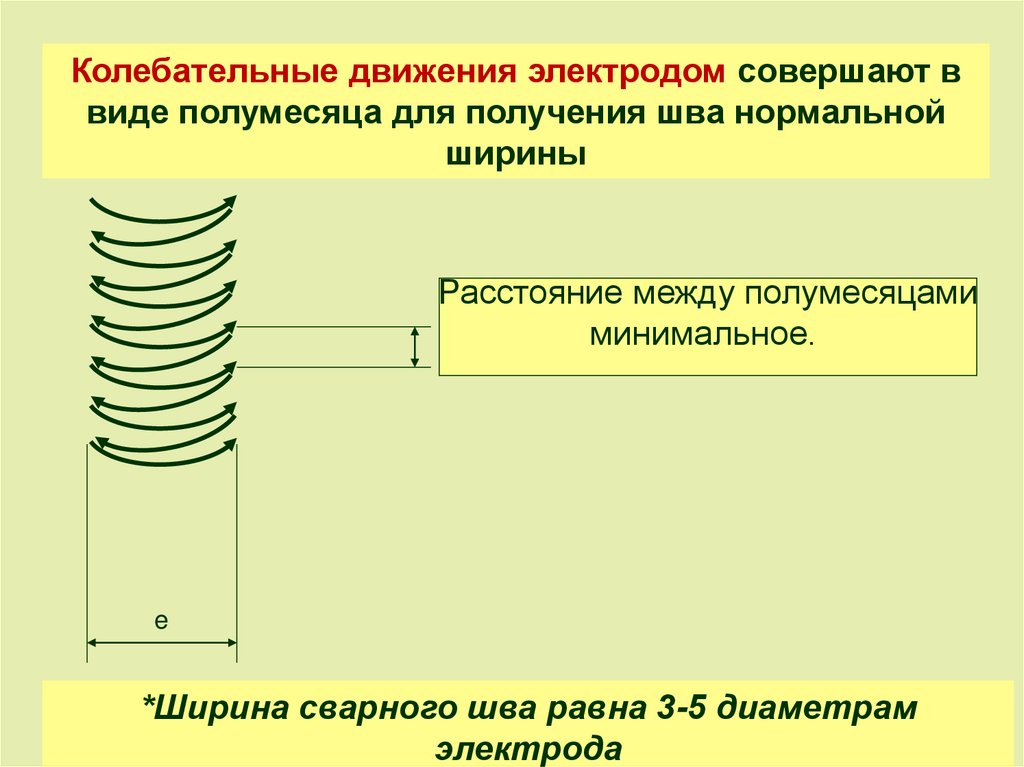
Колебательные движения электродом совершают ввиде полумесяца для получения шва нормальной
ширины
Расстояние между полумесяцами
минимальное.
e
*Ширина сварного шва равна 3-5 диаметрам
электрода
29. Колебательные движения электродом
электрод15°-30°
заготовка
анимация
30. Заварка кратера
15°-30°Заварка кратера
электрод
пластина
90°
cварной шов
кратер
анимация
31. Примерные ошибки:
• Неправильная ширина сварного шва.• Неравномерные колебательные движения
электродом.
• Неправильный угол наклона электрода.
• Незаваренный кратер.
Сварной шов
нет
металла
L min
нет металла
32.
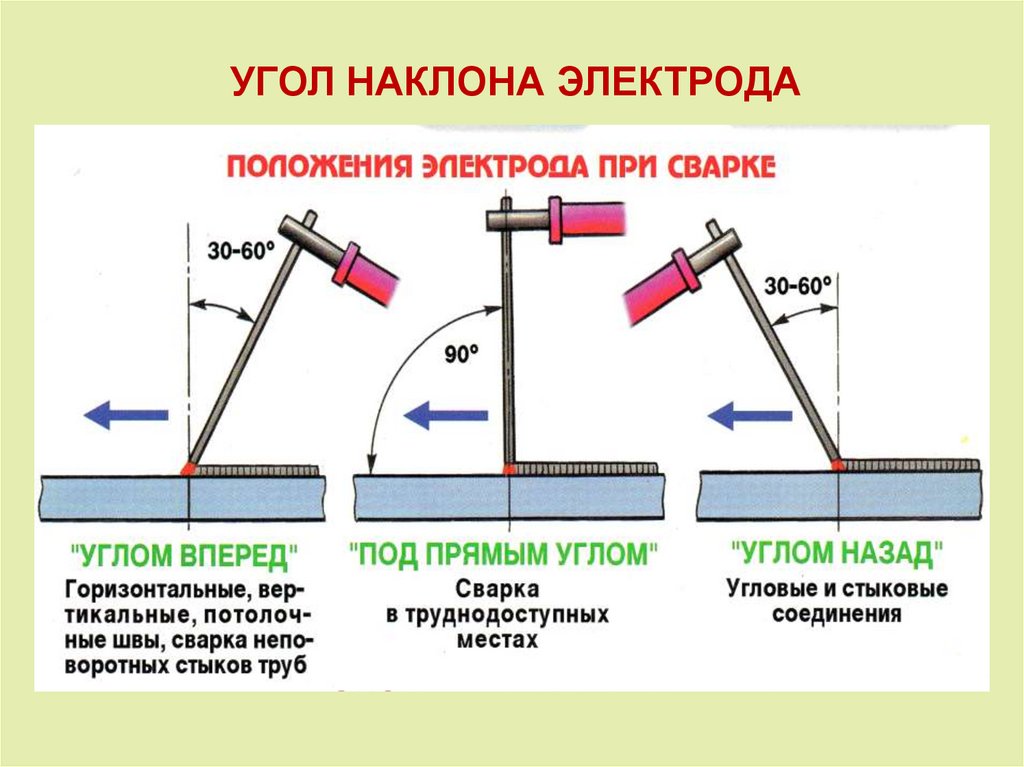
УГОЛ НАКЛОНА ЭЛЕКТРОДА33.
Наклон электрода при сварке• Электрод нужно держать под углом 9045 градусов.
• Чем вертикальнее держится электрод,
тем глубже проплавляется металл, и
менее выпуклым получается шов.
34.
Слишком большой наклон приводит кмалому проплавлению, очень
выпуклому шву и неправильному
расплавлению покрытия.
*Форма кончика электрода
при его сильном наклоне
* Управляя углом наклона электрода, можно
формировать разные по выпуклости и глубине
проплавления швы.
35.
• При выполнении сварных швов в вертикальном ипотолочном положениях применяют электроды
диаметром не более 4 мм.
• Если имеется разделка кромок или необходимо
заплавить зазор между деталями, то корневой шов
может выполняться электродом меньшего диаметра 2,5-3 мм.
Сварка корневого шва
36.
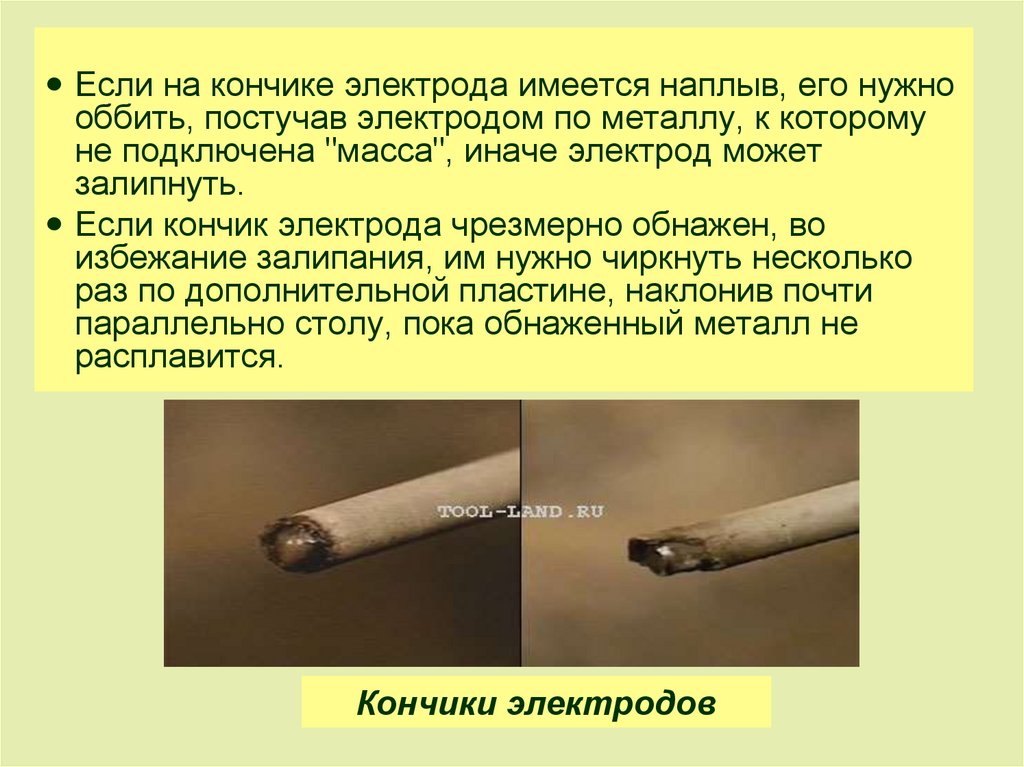
Если на кончике электрода имеется наплыв, его нужнооббить, постучав электродом по металлу, к которому
не подключена "масса", иначе электрод может
залипнуть.
Если кончик электрода чрезмерно обнажен, во
избежание залипания, им нужно чиркнуть несколько
раз по дополнительной пластине, наклонив почти
параллельно столу, пока обнаженный металл не
расплавится.
Кончики электродов
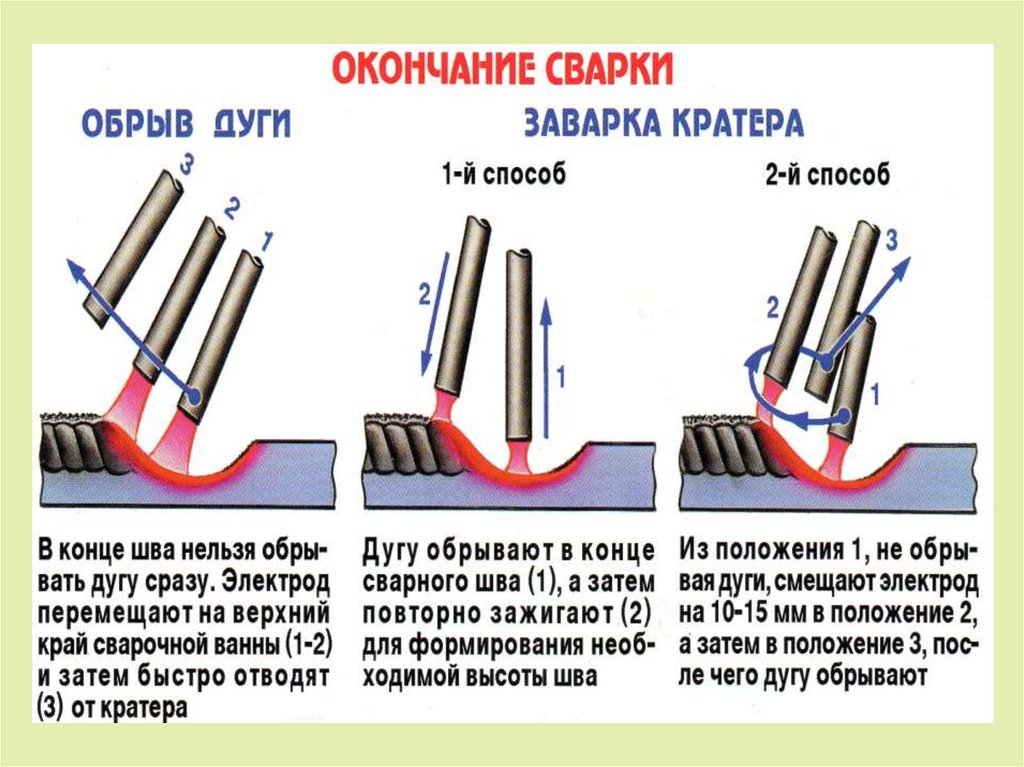
37. Схема зажигания дуги после её обрыва
38.
39. Закрепление материала. Выполните задание в тетради.
1. Выберите правильный ответПри толщине свариваемого изделия 3 мм, диаметр электрода ? мм
а) 2
б) 3
в) 4
г) 5
2. Установите правильную последовательность
Подготовку к сварке осуществляют в следующей
последовательности:
А. Определяют толщину металла
Б. Выбирают диаметр электрода
В. Выбирают силу тока
Г. Выполняют зачистку металла до металлического блеска
40.
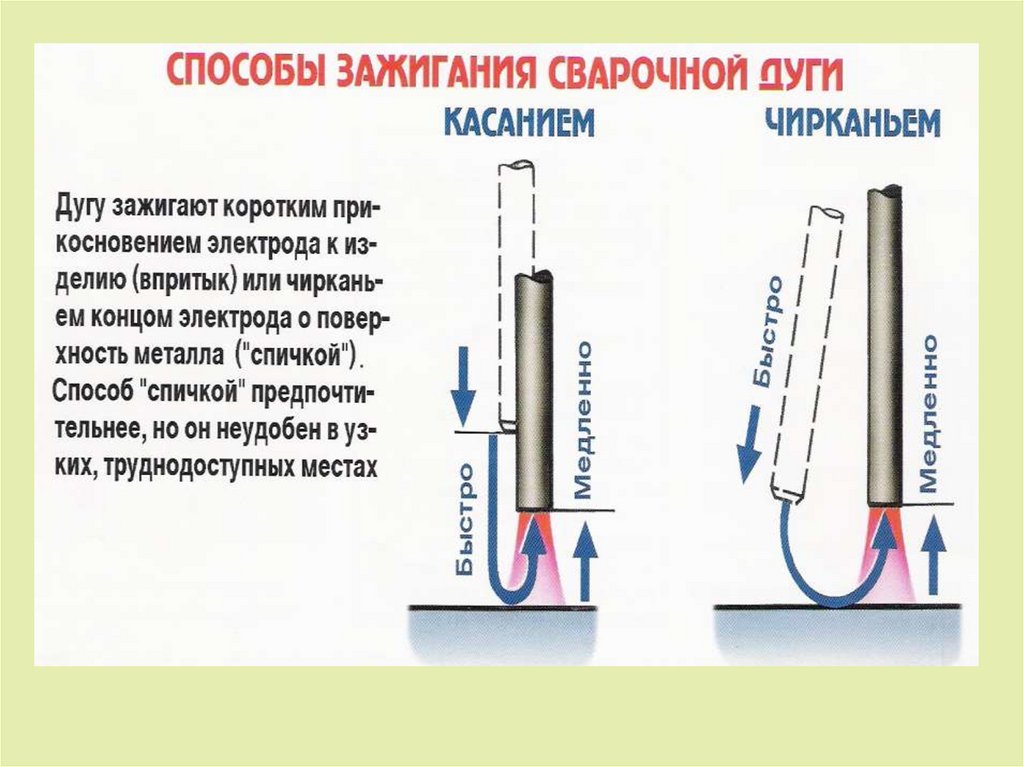
3. Дополните Зажигание дуги выполняется двумя способами:1_________________________
2 ________________________
4. Допишите
Icв= k
5. Допишите Слишком большой наклон электрода приводит к
___________________________________.
6. Допишите Если кончик электрода чрезмерно обнажен и
залипает, нужно _____________________.
7. Изобразите Известные Вам колебательные движения
электродом.
*см. Видео «РДС 45 мин»
41.
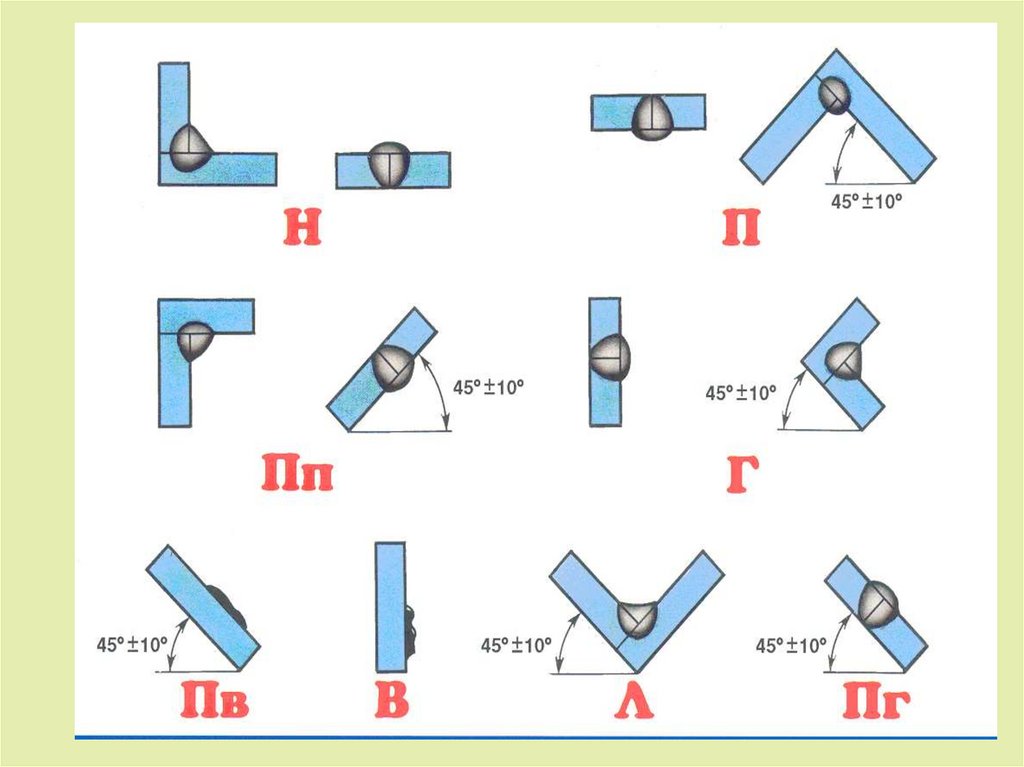
Выполнение швов во всехпространственных
положениях. Выполнение
швов разной длины.
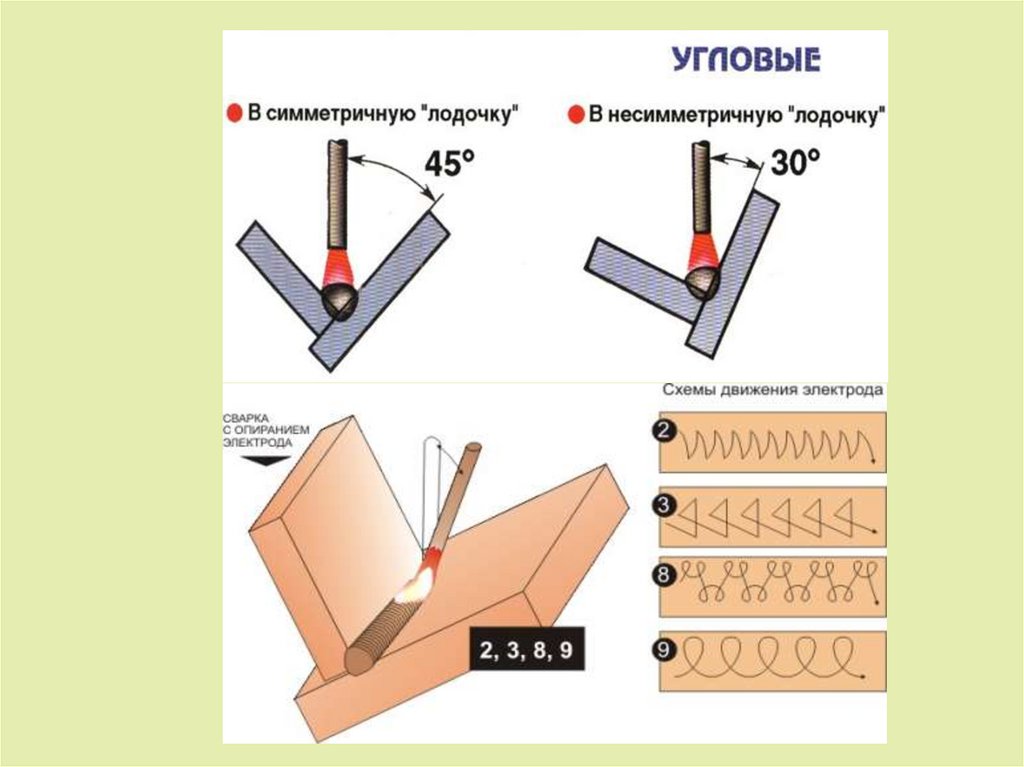
42. По способу удержания сварочной ванны
АКТУАЛИЗАЦИЯ ОПОРНЫХ ЗНАНИЙПо способу удержания сварочной
ванны
На весу
На подкладке
По конфигурации
Прямолинейные
Кольцевые
Криволинейные
(фигурные)
Кольцевые спиральные
43.
44.
45. Сварка швов в нижнем положении
Дугу возбуждают на скосе кромки, и, переместив дугу насередину соединения, проваривают корень шва.
На скосах кромок движение электрода замедляют. При
переходе электрода с одной кромки на другую, скорость
движения увеличивают, чтобы избежать прожога.
46.
47.
48.
• Сварка внахлестку, как и сварка втавр, не требует специальной
техники сварки.
49.
Вертикальный шовможно сваривать двумя способами сверху вниз и снизу вверх.
50. Техника сварки вертикальных швов снизу вверх
• Швы выполняют короткой дугой.• Дугу возбуждают в нижней точке шва.
• Сваркой подготавливают горизонтальную
площадку сечением, равным сечению шва.
• Конец электрода отводят вверх или в сторону от
капли, давая ей возможность затвердеть.
51. Техника сварки вертикальных швов сверху вниз
• Дугу возбуждают в верхней точке шва.• При сварке сверху вниз нужно устанавливать ток
немного больше (на 5-10А), чем при сварке снизу
вверх.
• После образования капли жидкого металла
электрод наклоняют так, чтобы дуга была
направлена на жидкий металл.
52.
Горизонтальные швы выполняютслева направо и справа налево.
• Первый способ (слева направо) более удобен
для правшей (рис.1).
• Если сварочного опыта недостаточно, лучше
делать шов тоньше, при необходимости
расширив его вторым проходом (рис.2).
Рис.1
Рис. 2
53. Схема сварки горизонтальных швов
Горизонтальные швыхуже по качеству, чем
вертикальные. При
сварке возможно
образование подрезов
на верхней кромке,
возможны шлаковые
включения и поры в
корне шва.
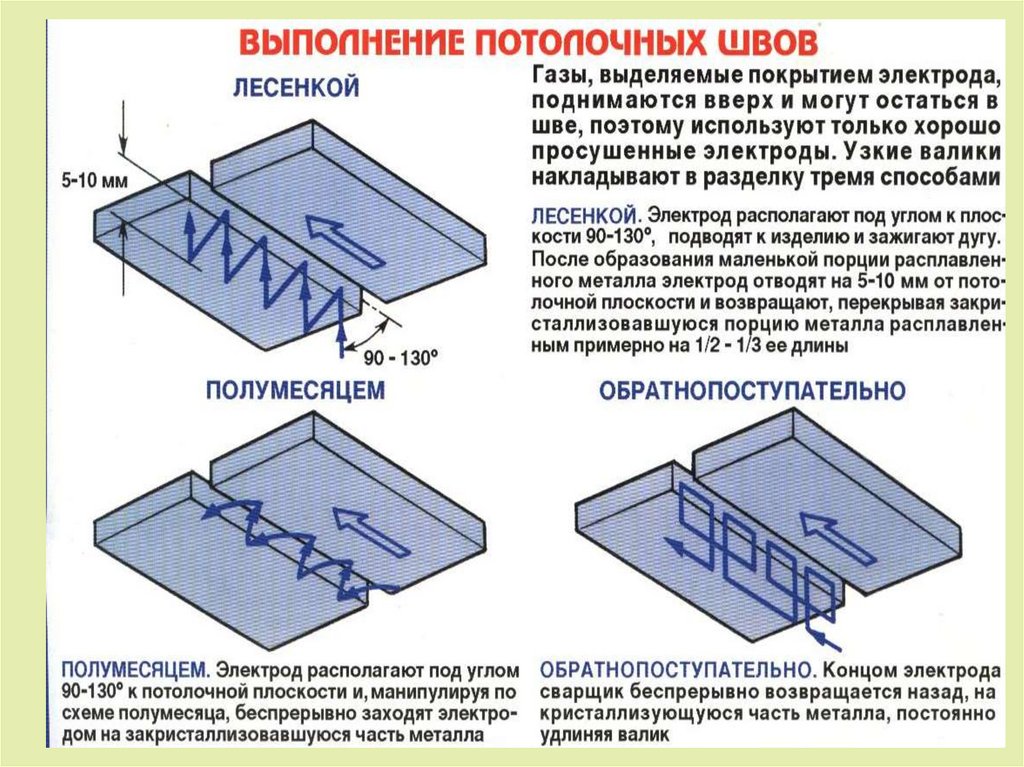
54. Техника сварки потолочных швов
• Для сварки потолочных швов применяютэлектроды с покрытиями более тугоплавкими,
чем металл электрода. В этом случае
покрытие образует на конце электрода
чехольчик, удерживающий капли металла.
55.
56.
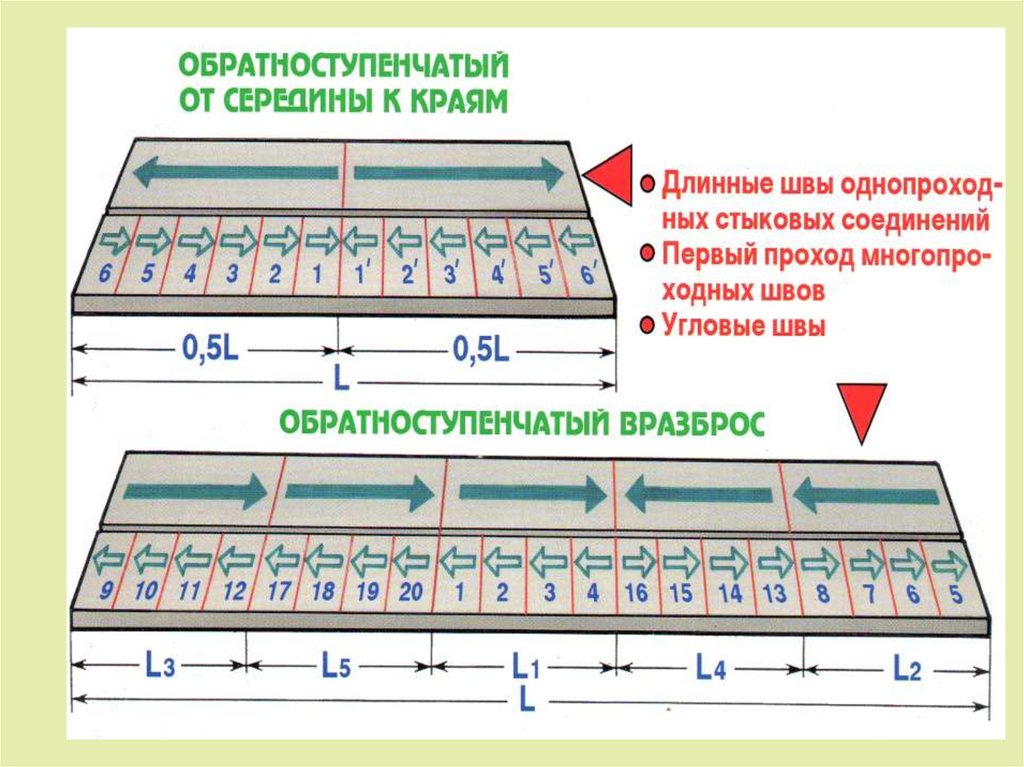
Выполнение швов разной длины57.
58.
59.
60. ДЗ. Ответить на вопросы письменно в тетради.
1 вариант2 вариант
1. Чему равна длина дуги?
1.Недостатки сварки длинной
2. Преимущества Х-образной дугой.
разделки кромок.
2.Недостатки V-образной
3. Какие меры применяют для разделки кромок.
надeжного провара корня
3.Какие меры применяют для
шва?
4. В каких случаях применяют надежного провара корня
шва?
многослойные швы?
4.Преимущества
5. Трудности при сварке
угловых швов.
многослойных швов.
6. В каком случае для угловых 5.Способы сварки угловых
швов делают разделку
швов.
кромок?
6.Угол скоса кромки в угловом
7. Если толщина
шве.
свариваемых листов 4 и
6мм, то чему равен катет 7.Если толщина свариваемых
шва?
листов 10 мм, то чему равен
катет?