









 industry
industrySimilar presentations:










Заготовительное производство
1. Заготовительное производство
2. Виды проката
3. Гильотинные ножницы
4. Прессножницы комбинированные
5. Ленточнопильные станки
Применяются для резки сортового проката и при необходимостиплит и листов большой толщины (двухколонные)
Характеристики ленточнопильного оборудования:
• ширина поперечного сечения, подлежащего разрезанию
профиля, пакетные размеры (мм);
• максимальная длина отрезаемой в автоматическом режиме
заготовки (в ручном режиме данная характеристика
произвольна) (мм);
• размер реза (мм);
• угол распиливания (°);
• геометрические параметры пилы (мм);
• скоростные возможности разрезания и подачи.
6.
7. Раскрой листового материала 1. Плазменная резка
8.
9. 2. Гидроабразивная резка
Достоинства гидроабразивной резкиотсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
существенно меньшие потери материала;
широкий спектр разрезаемых материалов и толщин (до 150—300 мм и более);
высокая эффективность резки листовых материалов толщиной более 8 мм;
отсутствие выгорания легирующих элементов в легированных сталях и сплавах;
отсутствие оплавления и пригорания материала на кромках обработанных деталей и в
прилегающей зоне;
возможность реза тонколистовых материалов в пакете из нескольких слоев для повышения
производительности, в том числе, за счёт уменьшения холостых ходов режущей головки;
полная пожаро- и взрывобезопасность процесса;
экологическая чистота и полное отсутствие вредных газовыделений;
высокое качество реза (шероховатость кромки Ra 1,6);
Недостатки данной технологии
Недостаточно высокая скорость реза тонколистовой стали;
• Ограниченный ресурс отдельных комплектующих и режущей головки.
• Высокая стоимость абразива (расходный материал)
10.
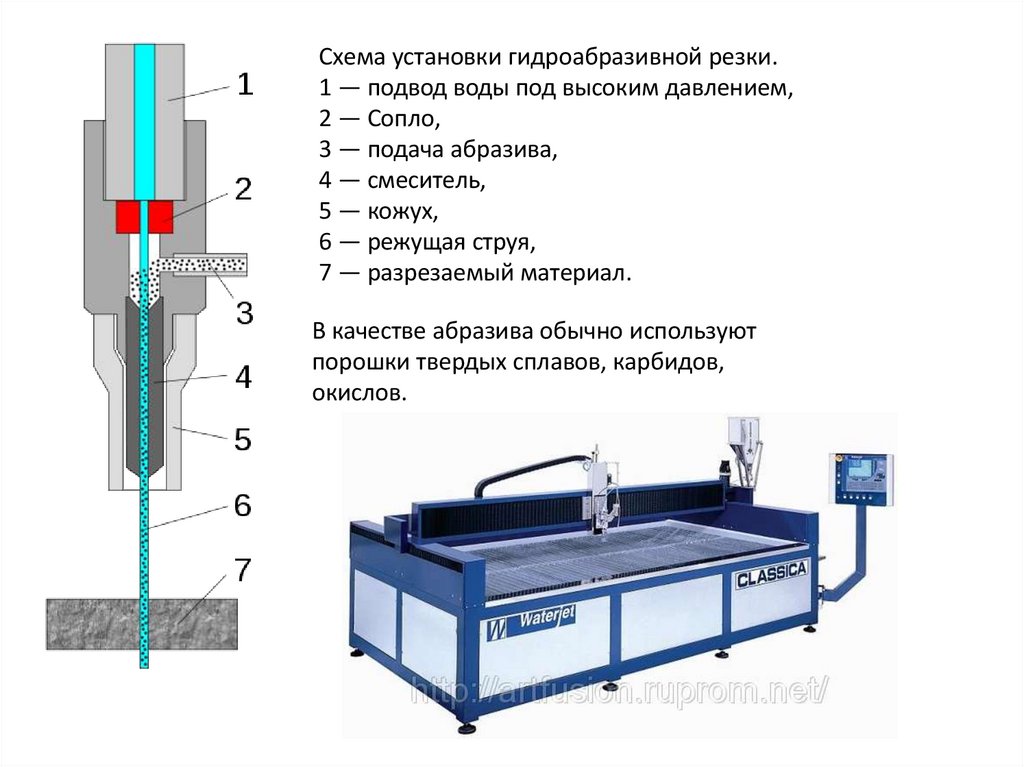
Схема установки гидроабразивной резки.1 — подвод воды под высоким давлением,
2 — Сопло,
3 — подача абразива,
4 — смеситель,
5 — кожух,
6 — режущая струя,
7 — разрезаемый материал.
В качестве абразива обычно используют
порошки твердых сплавов, карбидов,
окислов.
11. 3. Лазерная резка
• лазерная резка обеспечивает:• Малую толщину реза, что даёт возможность
вести рез по сложным чертежам.
• Высокую чистоту поверхности реза, что в
большинстве случаев позволяет обойтись без
механообработки.
• Не нарушает физических свойств металла,
подвергнутому резу.
• Помимо металлов, лазерной резке могут
подвергаться другие материалы, например,
фанера, пластики и, даже, стекло.
12.
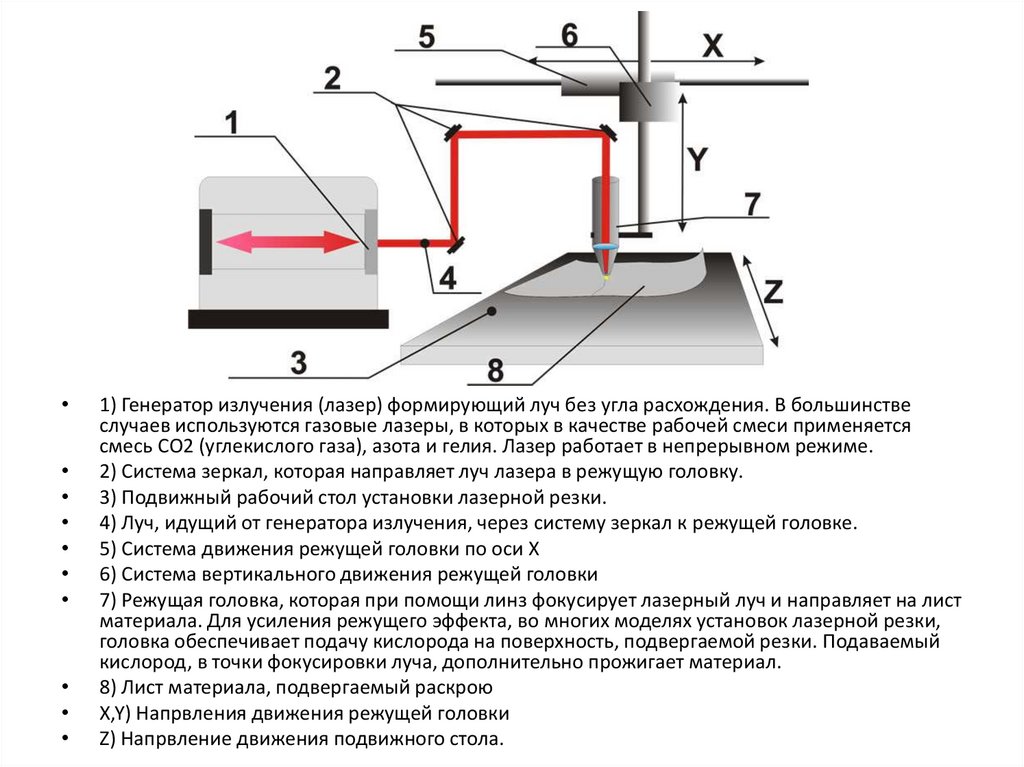
1) Генератор излучения (лазер) формирующий луч без угла расхождения. В большинстве
случаев используются газовые лазеры, в которых в качестве рабочей смеси применяется
смесь СО2 (углекислого газа), азота и гелия. Лазер работает в непрерывном режиме.
2) Система зеркал, которая направляет луч лазера в режущую головку.
3) Подвижный рабочий стол установки лазерной резки.
4) Луч, идущий от генератора излучения, через систему зеркал к режущей головке.
5) Система движения режущей головки по оси X
6) Система вертикального движения режущей головки
7) Режущая головка, которая при помощи линз фокусирует лазерный луч и направляет на лист
материала. Для усиления режущего эффекта, во многих моделях установок лазерной резки,
головка обеспечивает подачу кислорода на поверхность, подвергаемой резки. Подаваемый
кислород, в точки фокусировки луча, дополнительно прожигает материал.
8) Лист материала, подвергаемый раскрою
X,Y) Напрвления движения режущей головки
Z) Напрвление движения подвижного стола.