







 industry
industrySimilar presentations:










Сварочные работы. Экзамен
1.
Министерство образования и науки КузбассаГПОУ «Кузнецкий индустриальный техникум»
экзамен
2.
Сталь 3 углеродистая, конструкционная, обык качества С-0,21% хор сварив
Электроды Э42 УОНИ13/45, Э46 МР3, ОК46
Оборудование: ТДМ 315 су. ВДМ1200, РБ317, Кедр250
Iсв = 4мм • (35…50) =140 …200 А ( для сварки)
Iсв = 3мм • (30)=90А
1. чтение чертежа
2.получение профиля
3. правка
4. разметка
5. резка
6. зачистка
7. гибка
8. контроль качества деталей
9. сборка
10. сварка
11 контроль качества сварного шва
Задание 1
Необходимо произвести сварку стыкового соединения пластин изготовленных из стали
марки Ст.2 толщиной 4 мм.
А. Подберите материалы, оборудование и режим сварки.
Б. Составьте последовательность технологических операций.
3.
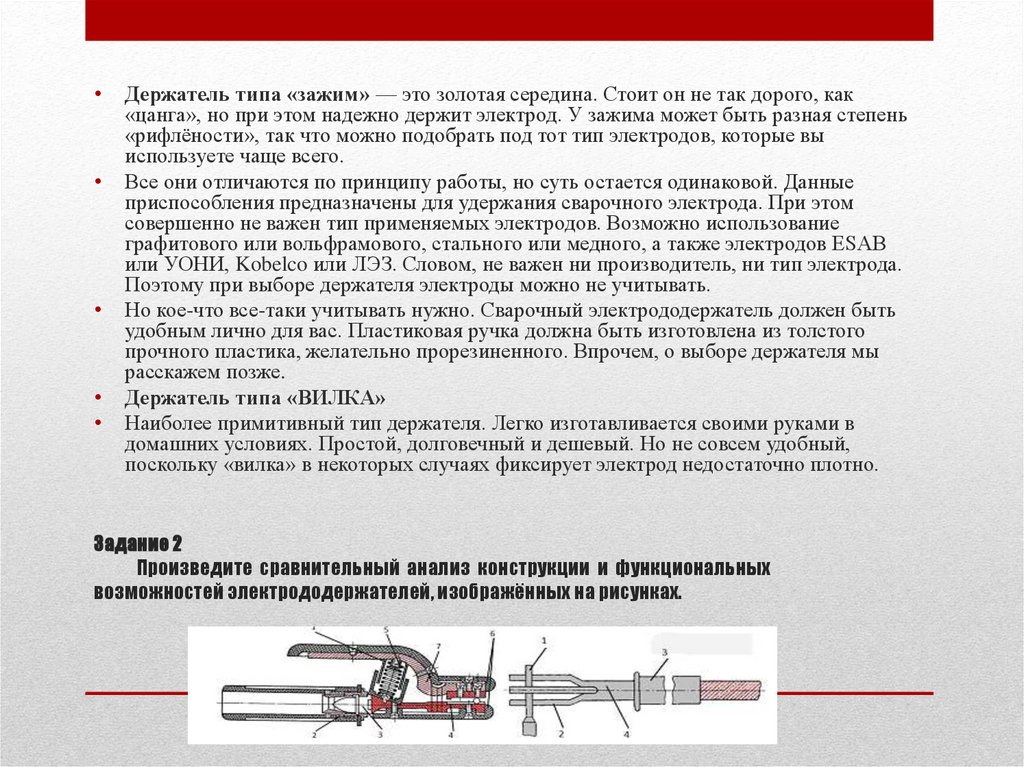
Держатель типа «зажим» — это золотая середина. Стоит он не так дорого, как
«цанга», но при этом надежно держит электрод. У зажима может быть разная степень
«рифлёности», так что можно подобрать под тот тип электродов, которые вы
используете чаще всего.
Все они отличаются по принципу работы, но суть остается одинаковой. Данные
приспособления предназначены для удержания сварочного электрода. При этом
совершенно не важен тип применяемых электродов. Возможно использование
графитового или вольфрамового, стального или медного, а также электродов ESAB
или УОНИ, Kobelco или ЛЭЗ. Словом, не важен ни производитель, ни тип электрода.
Поэтому при выборе держателя электроды можно не учитывать.
Но кое-что все-таки учитывать нужно. Сварочный электрододержатель должен быть
удобным лично для вас. Пластиковая ручка должна быть изготовлена из толстого
прочного пластика, желательно прорезиненного. Впрочем, о выборе держателя мы
расскажем позже.
Держатель типа «ВИЛКА»
Наиболее примитивный тип держателя. Легко изготавливается своими руками в
домашних условиях. Простой, долговечный и дешевый. Но не совсем удобный,
поскольку «вилка» в некоторых случаях фиксирует электрод недостаточно плотно.
Задание 2
Произведите сравнительный анализ конструкции и функциональных
возможностей электрододержателей, изображённых на рисунках.
4.
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже
самое касается и других видов, которые применяются для водо- или газопроводов (аргонная,
газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
Режимы настройки аппарата:
сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это
и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35)
105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого
диаметра и толщины не более 4мм, больше 150Атне потребуется;
чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его
рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для
дуги будет 5мм.
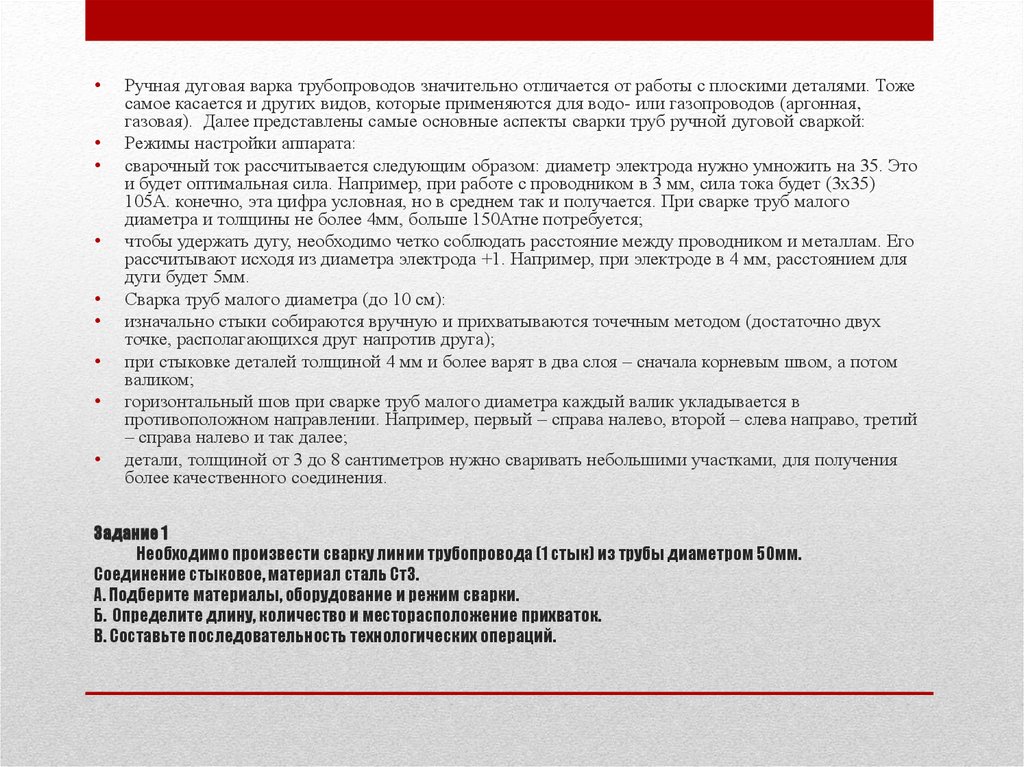
Сварка труб малого диаметра (до 10 см):
изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух
точке, располагающихся друг напротив друга);
при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом
валиком;
горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в
противоположном направлении. Например, первый – справа налево, второй – слева направо, третий
– справа налево и так далее;
детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения
более качественного соединения.
Задание 1
Необходимо произвести сварку линии трубопровода (1 стык) из трубы диаметром 50мм.
Соединение стыковое, материал сталь Ст3.
А. Подберите материалы, оборудование и режим сварки.
Б. Определите длину, количество и месторасположение прихваток.
В. Составьте последовательность технологических операций.
5.
Поворотные стыки и сварка труб большого диаметра:
скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается,
отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в
три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу
друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять
поворачивают на 180 градусов и доваривают шов до конца.
Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует
определенная технология:
вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на
два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется
участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от
верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу
необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается
короткими дугами, которые рассчитываются так: D(эл)/2.
горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80
градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
6.
Задание 2Сделайте сравнительный анализ технологических особенностей покрытых
электродов марки МР-3 и УОНИ-13/45.
У электродов МР-3 рутиловое покрытие, в то время как у электродов УОНИ — основное;
Сварка электродами МР-3 возможна как на постоянном, так и на переменном токе любой полярности.
Варить электродами УОНИ можно только на постоянном токе обратной последовательности;
Электроды МР-3 менее требовательны к подготовке свариваемого металла, чем электроды УОНИ. И
если перед сваркой электродами МР-3 можно не очищать металл от ржавчины, то в случае работы с
электродами УОНИ, делать это нужно обязательно.
Кроме того, существенные отличия электродов МР-3 и УОНИ заключаются в условиях проведения
сварочных работ.
Так, например, электродами МР-3 можно варить даже при сильной влажности, поскольку она им не
страшна, в то время, как электроды УОНИ, намного чувствительнее к влаге.
УОНИ сваривают путем опирания, можно сваривать при температуре ниже 20˚
Так же посмотрим в Википедии прочность на разрыв для конструкционной углеродистой стали
обыкновенного качества типа Ст3, из которой и делаются всякие уголки, швеллеры, двутавры, трубы,
арматура и прочие штуки, широко применяющиеся в дачно-гаражном строительстве, предел этот там
указан 373 - 412 МПа. И УОНИ 13/45, и тем более МР-3С, дадут прочность шва выше, чем сам
свариваемый металл. В быту нет никакой нужды гоняться за электродами, дающими какую-то
экстраординарную прочность.
Вывод: электроды из первой половины 20 века марки УОНИ 13/45 значительно уступают
современным электродам МР-3С при сварке изделий общего назначения типа водопровода или
отопления из обычных труб, заборов и ворот для гаражей, силовых бамперов для джипов и
остальных бытовых поделок.
7.
билет 3Произведите сравнительный анализ представленных на рисунке способов
резки металла.
Кислородное копье - это стальная трубка, через которую подается кислород.
Технология резки кислородным копьем.
Рабочий конец кислородного копья предварительно нагревается до температуры 1350–1400°С с помощью внешнего
источника нагрева: сварочной дуги, подогревающего пламени резака или пламенем сварочной горелки. После
воспламенения копья посторонний источник нагрева убирается. В результате подачи кислорода рабочий конец копья
начинает интенсивно гореть, достигая температуры 2000°С. Для повышения тепловой мощности кислородного копья
внутрь трубки, как правило, помещают стальной пруток или другой профиль.
Техника резки кислородным копьем.
Кислородное копье прижимают к поверхности прожигаемого материала. Углубив рабочий конец копья в материал,
повышают давление кислорода до необходимой рабочей величины, периодически выполняя копьем возвратнопоступательные (с амплитудой 10–20 см) и вращательные (на угол 10–15° в обе стороны) движения. При прожигании
отверстия торец копья необходимо постоянно прижимать к материалу, отрывая его лишь на короткое время при
возвратно-поступательном движении. Образуемые шлаки выносятся давлением в зазор между трубкой копья и
стенкой прожигаемого отверстия.
Прожигание отверстий в чугуне применяется в металлургическом производстве при образовании шпуров в чугунных
зашлакованных массивах, подлежащих разрушению во взрывных ямах для переплавки.
Производительность резки кислородным копьем чугуна крайне низка. Скорость прожигания отверстия диаметром 50–
60 мм составляет не более 50 мм/мин. при расходе кислорода около 35 м3 на 1 м отверстия и 25 м трубок.
В некоторых случаях, чтобы повысить эффективность процесса резки в копье вместе с кислородом подается железный
порошок. В этом случае возможно не только прожигание отверстий, но и разделительная резка стали и бетона.
8.
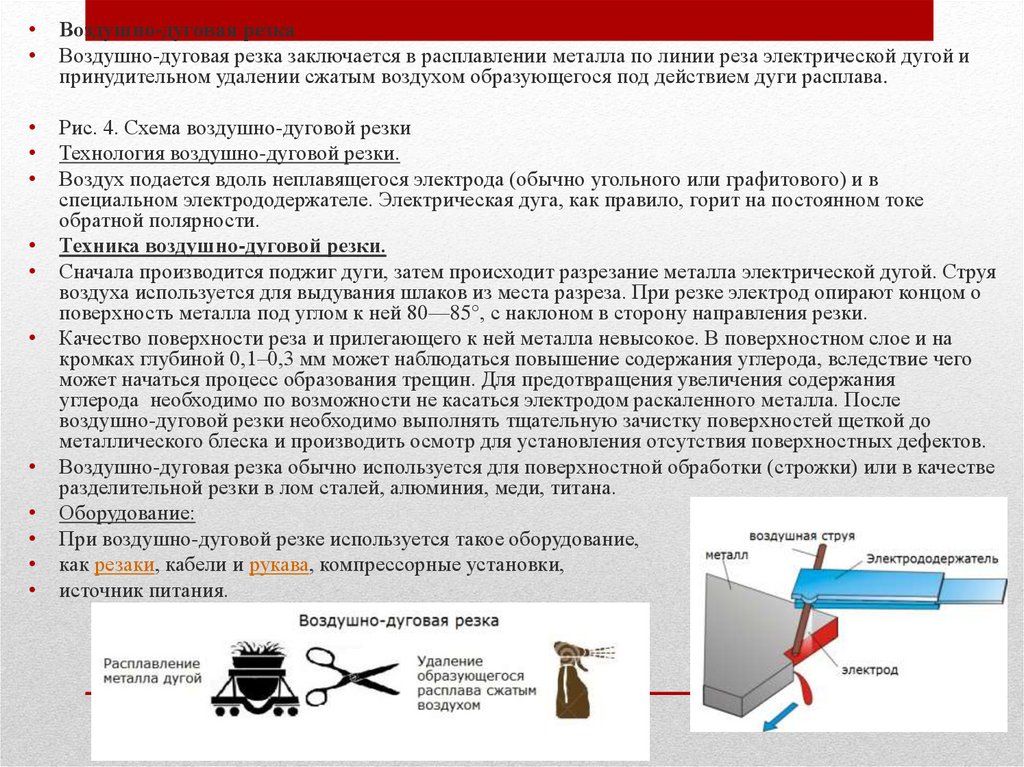
Воздушно-дуговая резка
Воздушно-дуговая резка заключается в расплавлении металла по линии реза электрической дугой и
принудительном удалении сжатым воздухом образующегося под действием дуги расплава.
Рис. 4. Схема воздушно-дуговой резки
Технология воздушно-дуговой резки.
Воздух подается вдоль неплавящегося электрода (обычно угольного или графитового) и в
специальном электрододержателе. Электрическая дуга, как правило, горит на постоянном токе
обратной полярности.
Техника воздушно-дуговой резки.
Сначала производится поджиг дуги, затем происходит разрезание металла электрической дугой. Струя
воздуха используется для выдувания шлаков из места разреза. При резке электрод опирают концом о
поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки.
Качество поверхности реза и прилегающего к ней металла невысокое. В поверхностном слое и на
кромках глубиной 0,1–0,3 мм может наблюдаться повышение содержания углерода, вследствие чего
может начаться процесс образования трещин. Для предотвращения увеличения содержания
углерода необходимо по возможности не касаться электродом раскаленного металла. После
воздушно-дуговой резки необходимо выполнять тщательную зачистку поверхностей щеткой до
металлического блеска и производить осмотр для установления отсутствия поверхностных дефектов.
Воздушно-дуговая резка обычно используется для поверхностной обработки (строжки) или в качестве
разделительной резки в лом сталей, алюминия, меди, титана.
Оборудование:
При воздушно-дуговой резке используется такое оборудование,
как резаки, кабели и рукава, компрессорные установки,
источник питания.
9.
Углекислый газ (СО2)
Активный газ, без цвета и запаха, но с кислым вкусом. Не ядовит, растворяется в воде,
взаимодействует с кислородом. Тяжелее воздуха, поэтому надежно изолирует расплавленный металл.
Поставляется в черных баллонах с желтой надписью. Задействуется в полуавтоматической сварке
MAG. Привлекателен низкой ценой, но выделяется повышенным разбрызгиванием металла и менее
стабильной электрической дугой. При сварке с использованием углекислоты раздается характерный
треск.
Чаще всего используется для кузовного ремонта, холодной посадки частей машины и пр. Хорошее
качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты,
спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но изза увеличенного содержания водяных паров снижаются пластические свойства стали и возможна
повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно
подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы
увеличиваются.
Кислород
Активный, бесцветный, негорючий газ. Поставляется в синих баллонах с черной надписью. В чистом
виде используется только для газопламенной резки и газовой сварки, поскольку активно
поддерживает горение.
Для электросварки подается в качестве смеси с углекислотой или тройной смеси с углекислотой и
аргоном. Содействует повышению тепловложения на поверхности материала, из-за чего форма
проплавления становится не клиновидной, а в виде "гвоздя со шляпкой". Добавка кислорода
улучшает капельный перенос металла. Подходит для сварки черных тонких металлов.
Задание 2
Проведите сравнительный анализ технологического использования двух
видов газа, представленных на рисунках 1 и 2.
10.
• Основные причины возникновения брака при литье• Несоблюдение технологии литья: режима заливки и охлаждения, состава шихты и земли, порядка изготовления форм и т.п.
• Усадка металла при кристаллизации
• Ошибки при проектировании формы в целом и литниковой системы в особенности
• Недостаточная газопроводимость формы и нарушение вентиляции отливки
• Электрод для работы выбирается с учетом состава металла заготовки. Диаметр определяется в зависимости от толщины детали
и ее формы. К примеру, если планируется наплавить металлическую поверхность толщиной 1,5 миллиметра, то подойдет
стержень диаметром 3 мм. А если полка материала будет толще, то и электрод, соответственно, нужно взять другой – 4-6 мм.
• Перед наплавление поверхности нужно выполнить некоторые подготовительные работы. Прежде всего – очистить площадку
от загрязнений. В зависимости от марки применяемых расходников определяется необходимость в подогреве заготовок.
Наплавка металла выполняется постоянным током с обратной полярностью. Метод позволяет прибегнуть к различным схемам
наплавочных швов. На плоских поверхностях используют два основных вида:
• наложение узких валиков. Они формируются один за другим с таким расчетом, чтобы последующий перекрывал предыдущий на
30-40% его ширины;
• наложение широких валиков. Они формируются за счет поперечных колебательных движений электродом.
• Еще один вариант заключается в том, что узкие валики формируются на небольшом расстоянии. После этого сбивается шлак и
окалина. Затем промежутки между валиками заплавляются.
• ОЗН-6. Предназначены для работы с деталями разнообразного оборудования, работающих при высоких ударных нагрузках и
подверженных интенсивной эксплуатации. Полученный с использованием таких электродов наплав характеризуется высокой
устойчивостью к образованию микротрещин.
• ОЗИ-5 разработаны для наплавки металлорежущего инструмента. Новообразованный металл устойчив к смятию, истиранию и
выдерживает большие ударные нагрузки.
• Кроме того, ручная дуговая наплавка может выполняться вольфрамовыми, графитовыми и угольными электродами. Но
используется подобная методика редко из-за ограничений в использовании перечисленных расходных материалов.
Задание 2
Необходимо исправить дефект площадью не более 20 см2 на обработанной
рабочей поверхности чугунной детали. Устраните дефекты - чугунного и
стального литья в производстве
11.
билет 6 Объясните главную особенность сварки высоколегированных сталей• —
В состав высоколегированных сплавов входят Cr и Ni в повышенном содержании. Эти элементы
придают металлам особенную структуру и свойства. Высоколегированные сплавы обладают
большей устойчивостью к коррозии, низким и высоким температурам, более жаропрочные. В
зависимости от сферы применения стали различаются на жаростойкие, жаропрочные,
коррозионностойкие.
• После пройденной специфической термической обработки высоколегированные сплавы
становятся очень прочными и эластичными. При закалке пластичность данных металлов только
повышается. На структуру сталей существенно влияет их химический состав и разновидности
легирующих компонентов.
• Особенности сварки легированных сталей регламентируются тепловыми особенностями сплава.
Понижение тепловой проводимости может серьезно изменить температурное распределение
температуры в области шва. При неправильной сварке такие показатели могут привести к
деформации изделия. Для того чтобы избежать подобной проблемы сварка должна проходить с
наибольшими температурами.
• Ручная дуговая сварка допускает применение электродов с фтористо-кальциевым покрытием,
таким образом возможно получение шва с оптимальным содержанием химических веществ. Для
предотвращения перфорации при сварке высоколегированных сталей и сплавов в швах следует
прокаливать электроды с особой тщательностью.
• Газовая сварка не особенно подходит для такого типа металлов по причине нередких внутренних
коррозий. Такой вид работ допустим для температуроустойчивых сплавов толщиной не более 2
мм. В швах может возникать заметная деформация.
• Для более толстых пластин оптимальным вариантом является флюсовая сварка. Таким образом по
всей поверхности соединения состав и характеристики металла остаются стабильными. Причиной
явления является отсутствие сварных промежутков, связанных с заменой электродов,
равномерностью плавки металла по поверхности шва.
• Кроме того, место на котором проводятся работы надежно защищается от окисления легирующих
компонентов. Что имеет особенно важное значение при сварке высоколегированных сталей.
12.
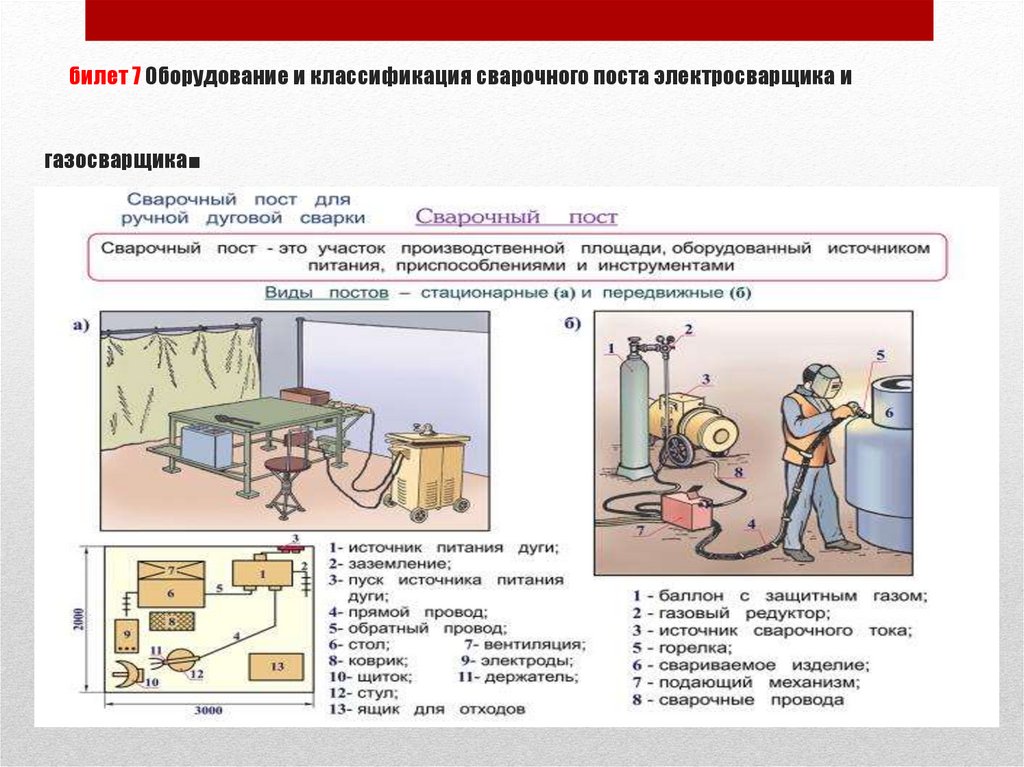
билет 7 Оборудование и классификация сварочного поста электросварщика и.
газосварщика
13.
Билет 8Необходимо произвести наплавку. Объясните сущность и назначение
наплавки
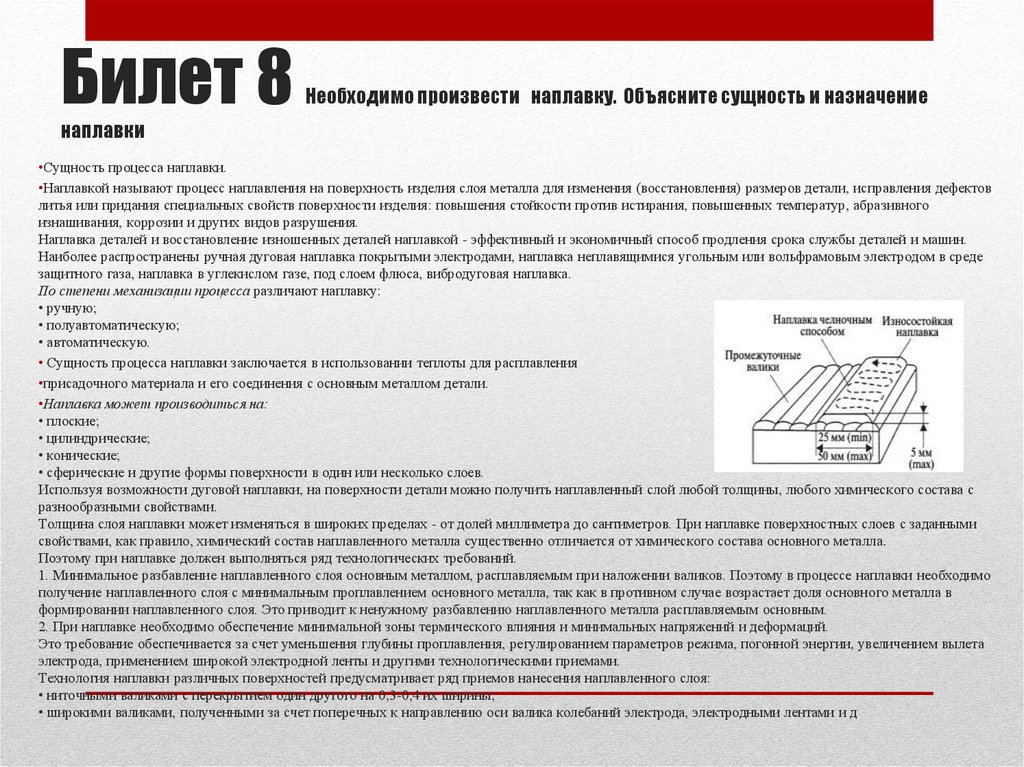
•Сущность процесса наплавки.
•Наплавкой называют процесс наплавления на поверхность изделия слоя металла для изменения (восстановления) размеров детали, исправления дефектов
литья или придания специальных свойств поверхности изделия: повышения стойкости против истирания, повышенных температур, абразивного
изнашивания, коррозии и других видов разрушения.
Наплавка деталей и восстановление изношенных деталей наплавкой - эффективный и экономичный способ продления срока службы деталей и машин.
Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде
защитного газа, наплавка в углекислом газе, под слоем флюса, вибродуговая наплавка.
По степени механизации процесса различают наплавку:
• ручную;
• полуавтоматическую;
• автоматическую.
• Сущность процесса наплавки заключается в использовании теплоты для расплавления
•присадочного материала и его соединения с основным металлом детали.
•Наплавка может производиться на:
• плоские;
• цилиндрические;
• конические;
• сферические и другие формы поверхности в один или несколько слоев.
Используя возможности дуговой наплавки, на поверхности детали можно получить наплавленный слой любой толщины, любого химического состава с
разнообразными свойствами.
Толщина слоя наплавки может изменяться в широких пределах - от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными
свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла.
Поэтому при наплавке должен выполняться ряд технологических требований.
1. Минимальное разбавление наплавленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо
получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в
формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным.
2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций.
Это требование обеспечивается за счет уменьшения глубины проплавления, регулированием параметров режима, погонной энергии, увеличением вылета
электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя:
• ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины;
• широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и д
14.
Билет 9 Произведите сравнительный анализ способов резки металла, представленныхна рисунках.
Воздушно-дуговая резка заключается в расплавлении металла по линии реза электрической дугой и
принудительном удалении сжатым воздухом образующегося под действием дуги расплава.
Технология воздушно-дуговой резки.
Воздух подается вдоль неплавящегося электрода (обычно угольного или графитового) и в
специальном электрододержателе. Электрическая дуга, как правило, горит на постоянном токе
обратной полярности.
Техника воздушно-дуговой резки.
Сначала производится поджиг дуги, затем происходит разрезание металла электрической дугой.
Струя воздуха используется для выдувания шлаков из места разреза. При резке электрод опирают
концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки.
Качество поверхности реза и прилегающего к ней металла невысокое. В поверхностном слое и на
кромках глубиной 0,1–0,3 мм может наблюдаться повышение содержания углерода, вследствие чего
может начаться процесс образования трещин. Для предотвращения увеличения содержания
углерода необходимо по возможности не касаться электродом раскаленного металла. После
воздушно-дуговой резки необходимо выполнять тщательную зачистку поверхностей щеткой до
металлического блеска и производить осмотр для установления отсутствия поверхностных
дефектов.
Воздушно-дуговая резка обычно используется для поверхностной обработки (строжки) или в
качестве разделительной резки в лом сталей, алюминия, меди, титана.
Оборудование:
При воздушно-дуговой резке используется такое оборудование, как резаки, кабели и рукава,
компрессорные установки, источник питания.
15.
• Плазменная резка• Плазменная резка заключается в проплавлении разрезаемого металла за счет
теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении
расплава плазменной струей.
• Технология плазменной резки
• Плазма представляет собой ионизированный газ с высокой температурой,
способный проводить электрический ток. Плазменная дуга получается из обычной
дуги в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания
в нее плазмообразующего газа. Различают две схемы плазменной резки:
• плазменно-дуговая резка
• резка плазменной струей
• При плазменно-дуговой резке дуга горит между неплавящимся электродом и
разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с
высокоскоростной плазменной струей, которая образуется из поступающего газа за
счет его нагрева и ионизации под действием дуги. Для разрезания используется
энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из
него факела.
• При резке плазменной струей дуга горит между электродом и формирующим
наконечником плазмотрона, а обрабатываемый объект не включен в электрическую
цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из
плазмотрона в виде высокоскоростной плазменной струи, энергия которой и
используется для разрезания.
• Плазменно-дуговая резка более эффективна, нежели резка плазменной струей, и
широко применяется для обработки металлов. Резка плазменной струей
используется реже и преимущественно для обработки неметаллических
материалов, поскольку они не обязательно должны быть электропроводными.
16.
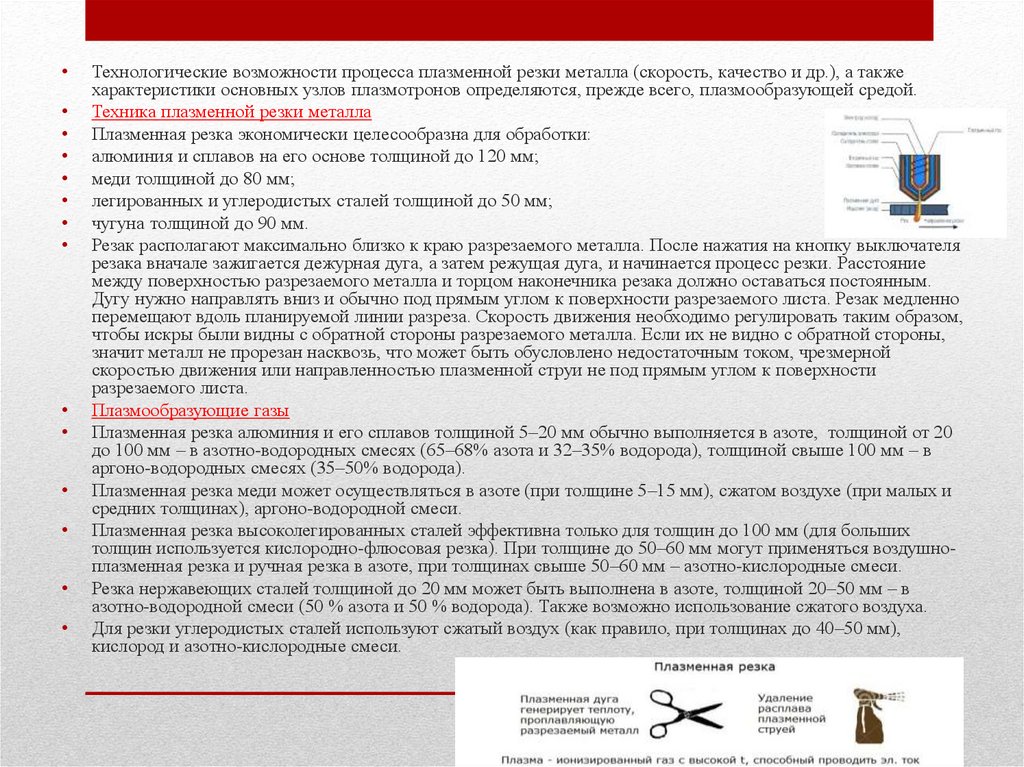
Технологические возможности процесса плазменной резки металла (скорость, качество и др.), а также
характеристики основных узлов плазмотронов определяются, прежде всего, плазмообразующей средой.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
алюминия и сплавов на его основе толщиной до 120 мм;
меди толщиной до 80 мм;
легированных и углеродистых сталей толщиной до 50 мм;
чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя
резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние
между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным.
Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно
перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом,
чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны,
значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной
скоростью движения или направленностью плазменной струи не под прямым углом к поверхности
разрезаемого листа.
Плазмообразующие газы
Плазменная резка алюминия и его сплавов толщиной 5–20 мм обычно выполняется в азоте, толщиной от 20
до 100 мм – в азотно-водородных смесях (65–68% азота и 32–35% водорода), толщиной свыше 100 мм – в
аргоно-водородных смесях (35–50% водорода).
Плазменная резка меди может осуществляться в азоте (при толщине 5–15 мм), сжатом воздухе (при малых и
средних толщинах), аргоно-водородной смеси.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших
толщин используется кислородно-флюсовая резка). При толщине до 50–60 мм могут применяться воздушноплазменная резка и ручная резка в азоте, при толщинах свыше 50–60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20–50 мм – в
азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40–50 мм),
кислород и азотно-кислородные смеси.
17.
Лазерная резка - при данном методе разрезание металла происходит за счет
воздействия на изделие лазерного луча, образованного в лазере из обычного пучка света.
Необычайная точность и качество получения кромок позволяет создавать высокоточные
изделия для приборостроения, авиации, машиностроения и медицины. Лазерная резка
металла широко применяется в промышленности.
Плазменная резка. Металл разрезается смесью газов, которая под воздействием
электрической дуги превращаются в струю плазмы с температурой от 5000 до 30000°C и
скоростью от 500 до 1500 м/с. Области применения плазменной резки весьма
многочисленны, ведь эта технология является универсальной в смысле разрезаемых
металлов, достигаемых скоростей резки и диапазона обрабатываемых толщин. Самое
распространенное применение: резка труб, листового металла, фигурная резка, резка
отверстий, резка бетона.
Газокислородная резка. Процесс газокислородной резки основан на свойстве металлов
и их сплавов гореть в струе химически чистого кислорода. Металл вдоль линии разреза
нагревается до температуры воспламенения его в кислороде, сжижается в струе
кислорода. Образующиеся в процессе резки окислы выдуваются этой струей из места
разреза. Ручная газовая резка используется на тех предприятиях, где объем
перерабатываемого металла невелик и применение средств механизации экономически
неоправданно. Она служит для вырезки заготовок под последующую ковку и штамповку
по разметке из листа, резки профильного проката и труб, отрезки прибылей и литников в
литейном производстве, а также при проведении ремонтных работ.
Билет 10 Необходимо произвести разделительную резку листовой стали
марки 15Г толщиной 10 мм.
18.
• Ленточнопильная резка. Данный вид резки производится ленточнойпилой кольцеобразной формы. Применяется в заготовительных цехах
практических всех предприятий отечественного машиностроения, а также
на предприятиях других отраслей, где применяется резка металла на
профильные заготовки. Особенно эффективно использование
ленточнопильных станков при резке дорогостоящих металлов и
тонкостенных профилей.
• Гидроабразивная резка. Гидроабразивная резка осуществляется с
помощью смеси воды и абразива (песка), которая под давлением подается
через узкое сопло. Этот способ позволяет разрезать изделия в толщину до
30 сантиметров. Технология гидроабразивной резки благодаря своим
уникальным свойствам и универсальности, находит свое применение в
различных отраслях промышленности, в изготовлении художественных
изделий, строительстве, производстве рекламной продукции. Гильотина
используется для рубки металла в разнообразных производственных
сферах: при изготовлении профнастила, производстве водосточных систем,
вентиляционных систем, элементов фасада и кровли, для производства
различных профилей, в машиностроении, судостроении и строительстве.
• Гильотина. Для этого способа используются ножницы и ножи по металлу.
Они позволяют получить ровный разрез без заусенцев и зазубрин. Таким
способом можно делать поперечные и продольные резы. Его используют и
при производстве квадратного, и круглого профиля.
19.
Билет 11Необходимо произвести наплавку применяя сварочную горелку (назначение,классификация, устройство, маркировка, подготовка к работе, требования техники
безопасности)
20.
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону
сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта
сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде,
например, выпадающего электрода или другой неприятной «мелочи». Классифицировать
аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве
моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует
дополнительной оснастки. По способу подачи газа различают горелки, оборудованные вентилем
или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за
их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем
должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при
покупке горелки через интернет, поскольку лишь единичные изготовители указывают в
наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем
5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают. Зато
обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8
метров, еще реже – промежуточные значения.
21.
• По большому счету, аргоновые горелки по габаритамможно разделить на две группы: маленькие и большие. К
маленьким относятся 9 (воздушное охлаждение) и 20
(водяное). Расходные и комплектующие изделия для них –
взаимозаменяемы. Для больших (подходящих для бытовых
сварочных работ) горелок с номерами 18 (водяное
охлаждение), 17 и 26 (воздушное) в отношении замены то
же самое. В обозначении недорогих отечественных
горелок часто встречается обозначение вида WP 17 (имя
производителя где-то указано, но его придется поискать).
В принципе, минимум информации получен: большая
аргоновая горелка с воздушным охлаждением под
электроды из чистого вольфрама.
22.
билет 14 Напряжения и деформации при сварке (понятия, виды,классификация, причины их возникновения, способы борьбы).
Деформацией называется изменение формы и размеров твердого тела под действием усилия.
Если форма тела восстанавливается после прекращения действия силы, то деформация является упругой.
Если тело не принимает первоначальной формы, то оно получило остаточную, или пластическую деформацию.
Напряжением называется сила, отнесенная к единице поверхности или к единице площади поперечного сечения тела. В
зависимости от направления действующих усилий могут возникать напряжения растяжения, сжатия, изгиба, среза и кручения.
Напряжение, при котором происходит разрушение, называется пределом усталости. Главной причиной пониженной усталостной
прочности сварных соединений является сосредоточение напряжений. Причинами концентрации напряжений являются:
1. Дефекты швов - острый надрез, непровар, трещина и другие, расположенные поперек действия растягивающих напряжений.
2. Неправильные очертания сварного шва, например, швы с большой выпуклостью и неплавным переходом от наплавленного
металла к основному.
3. Нерациональная конструкция сварных соединений.
В местах концентрации напряжений суммарная величина их может превысить временное сопротивление разрыву наплавленного
металла, что вызовет начало разрушения сварного шва. А в отдельных случаях приводит к разрушению сварной конструкции в
целом. Причинами возникновения напряжений и деформаций при сварке являются: неравномерное нагревание металла,
литейная усадка расплавленного металла, структурные превращения в металле.
Для борьбы с деформациями принимаются следующие меры.
Мероприятия, выполняемые до сварки.
Рациональное конструирование сварных изделий. В процессе конструирования необходимо: ограничивать количество
наплавленного металла уменьшением катетов швов или угла скоса кромок; не допускать пересечения большого количества швов;
не располагать сварные швы там, где действуют максимальные напряжения от внешних нагрузок, и размещать их симметрично;
применять преимущественно стыковые швы и т. п.
Правильная сборка деталей с учетом возможных деформаций. При этом наиболее часто применяют метод обратных деформаций
(рис. 47). Зная, что шов после охлаждения всегда сокращается в размерах, можно заранее предугадать характер возможных
напряжений и деформаций и произвести предварительный выгиб свариваемых деталей и противоположную сторону. Величина
обратного выгиба определяется расчетным или опытным путем.
23.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и
прилегающих к нему участков. Также метод способствует уменьшению остаточного
напряжения и пластических деформаций. Применяют подогрев для склонных к
возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки
протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки.
Применение такого способа позволяет достичь равномерного нагревания металла и
существенно понизить деформацию, что нельзя отнести к случаю последовательного
наложения. Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается
в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция
создана из склонного к появлению закалочных структур металла, то на таких изделиях
проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое
последующий шов должен создавать противодействующую деформацию предыдущему
соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно
закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует
обратить внимание, что у такого метода есть один недостаток - повышенные риски появления
внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает
структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из
разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно
хорошо подходит метод для изделий из низкоуглеродистых сталей.
24.
• По ГОСТ 20072 - 74 теплоустойчивые стали по микроструктуреподразделяются на стали перлитного класса (молибденохромовая 12МХ,
хромомолибденованадиевая 12Х1М1Ф, хромомолибденованадиевотитановая с
бором 20Х1М1Ф1ТР, хромомолибденованадиевая с повышенным содержанием
углерода 25X1МФ, 25Х2М1Ф, 20ХЗМВФ, 20Х1М1Ф1БР и другие и стали
мартенситного класса (хромистая 15X5, хромистомолибденовая 15Х5М,
15Х5ВФ, 12Х8ВФ и др.).
• Условия эксплуатации изделий из теплоустойчивых сталей приведены в табл.
36, откуда видно, что рабочая температура не превышает 600°С. Изделия,
эксплуатирующиеся при температурах выше 600°С, изготовляют из
высоколегированной жаростойкой и жаропрочной стали.
• Все теплоустойчивые стали поставляются потребителю в состоянии после
термической обработки (закалка плюс высокий отпуск; отжиг).
• Для дуговой сварки теплоустойчивой стали ГОСТ 9467 - 75 предусматривает
девять типов электродов (Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э10Х5МФ).
Билет 15Технология и техника сварки теплоустойчивых сталей (основные
условия сварки, назначение, сущность).
25.
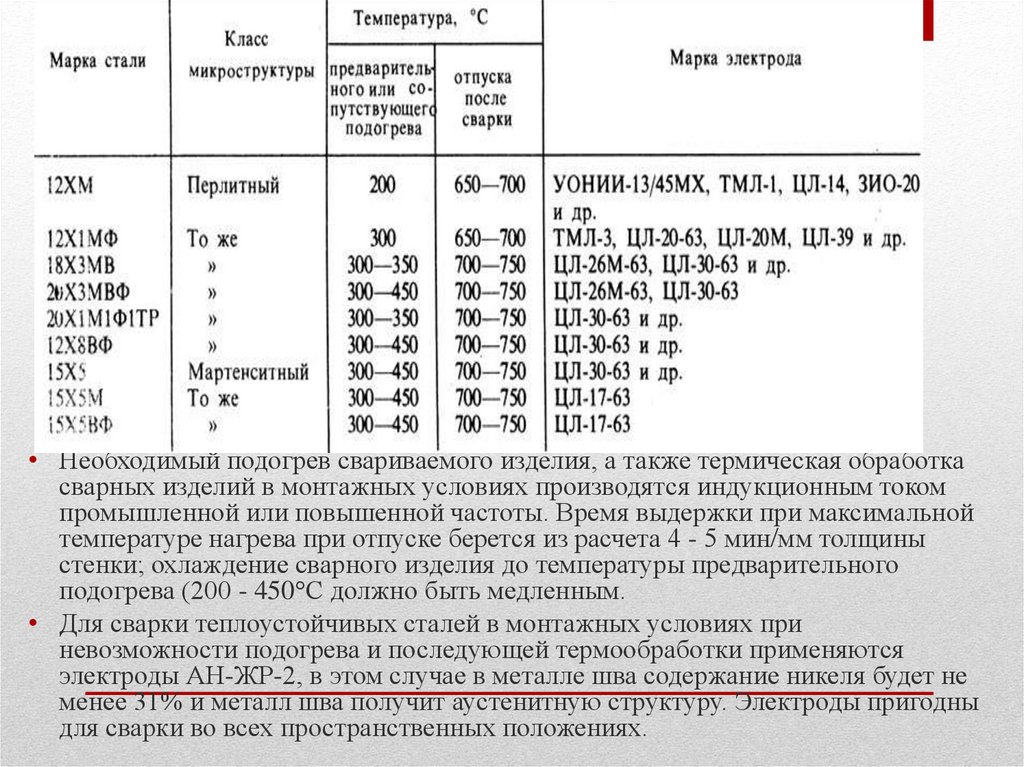
• Необходимый подогрев свариваемого изделия, а также термическая обработкасварных изделий в монтажных условиях производятся индукционным током
промышленной или повышенной частоты. Время выдержки при максимальной
температуре нагрева при отпуске берется из расчета 4 - 5 мин/мм толщины
стенки; охлаждение сварного изделия до температуры предварительного
подогрева (200 - 450°C должно быть медленным.
• Для сварки теплоустойчивых сталей в монтажных условиях при
невозможности подогрева и последующей термообработки применяются
электроды АН-ЖР-2, в этом случае в металле шва содержание никеля будет не
менее 31% и металл шва получит аустенитную структуру. Электроды пригодны
для сварки во всех пространственных положениях.
26.
• При газовой сварке теплоустойчивых сталей мощность пламенисоставляет 100 дм3 ацетилена/ч на 1 мм толщины металла;
сварку ведут только нормальным (восстановительным)
пламенем. Присадочным металлом служит сварочная проволока
марок Св-08ХМФА, Св-10ХМФТ, Св-10Х5М, Св-18ХМА и
другие в зависимости от марки свариваемой стали.
• Вначале кромки деталей "пролуживают", для чего расплавляют
металл деталей по поверхности кромок и в корне шва, заполняя
его расплавленным металлом. Этот прием применяют для
деталей толщиной до 15 - 20 мм. Пролуживание кромок деталей
на большую величину приводит к образованию микротрещин на
участках, расположенных к вершине шва, этому способствует
быстрое охлаждение металла. Для уменьшения выгорания
хрома, молибдена и других легирующих элементов из металла
деталей и присадочной проволоки сварочная ванна
поддерживается в жидком состоянии по возможности более
короткое время. Присадочный металл должен находиться все
время в сварочной ванне; пользоваться капельным приемом
сварки нельзя во избежание выгорания легирующих элементов.
27.
билет 16Способы резки металлов (назначение, техника выполнения).Лазерная резка - при данном методе разрезание металла происходит за счет воздействия на изделие лазерного
луча, образованного в лазере из обычного пучка света. Необычайная точность и качество получения кромок
позволяет создавать высокоточные изделия для приборостроения, авиации, машиностроения и медицины.
Лазерная резка металла широко применяется в промышленности.
Плазменная резка. Металл разрезается смесью газов, которая под воздействием электрической дуги
превращаются в струю плазмы с температурой от 5000 до 30000°C и скоростью от 500 до 1500 м/с. Области
применения плазменной резки весьма многочисленны, ведь эта технология является универсальной в смысле
разрезаемых металлов, достигаемых скоростей резки и диапазона обрабатываемых толщин. Самое
распространенное применение: резка труб, листового металла, фигурная резка, резка отверстий, резка бетона.
Газокислородная резка. Процесс газокислородной резки основан на свойстве металлов и их сплавов гореть в
струе химически чистого кислорода. Металл вдоль линии разреза нагревается до температуры воспламенения его в
кислороде, сжижается в струе кислорода. Образующиеся в процессе резки окислы выдуваются этой струей из
места разреза. Ручная газовая резка используется на тех предприятиях, где объем перерабатываемого металла
невелик и применение средств механизации экономически неоправданно. Она служит для вырезки заготовок под
последующую ковку и штамповку по разметке из листа, резки профильного проката и труб, отрезки прибылей и
литников в литейном производстве, а также при проведении ремонтных работ.
Ленточнопильная резка. Данный вид резки производится ленточной пилой кольцеобразной формы. Применяется
в заготовительных цехах практических всех предприятий отечественного машиностроения, а также на
предприятиях других отраслей, где применяется резка металла на профильные заготовки. Особенно эффективно
использование ленточнопильных станков при резке дорогостоящих металлов и тонкостенных профилей.
Гидроабразивная резка. Гидроабразивная резка осуществляется с помощью смеси воды и абразива (песка),
которая под давлением подается через узкое сопло. Этот способ позволяет разрезать изделия в толщину до 30
сантиметров. Технология гидроабразивной резки благодаря своим уникальным свойствам и универсальности,
находит свое применение в различных отраслях промышленности, в изготовлении художественных изделий,
строительстве, производстве рекламной продукции.
28.
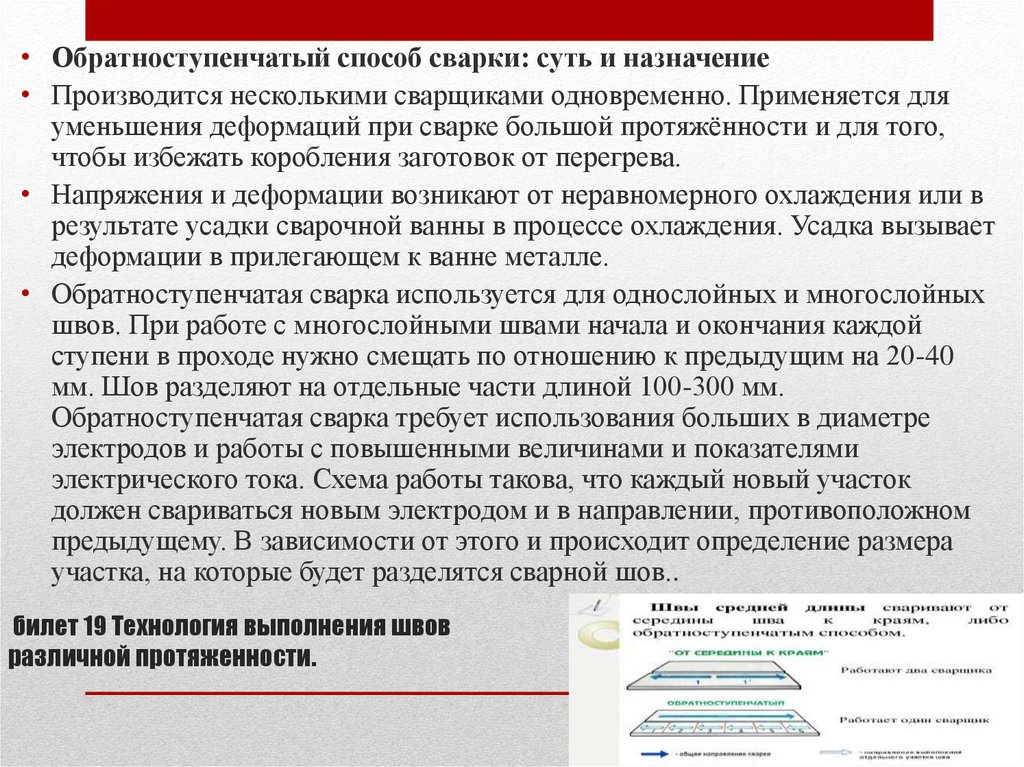
• Обратноступенчатый способ сварки: суть и назначение• Производится несколькими сварщиками одновременно. Применяется для
уменьшения деформаций при сварке большой протяжённости и для того,
чтобы избежать коробления заготовок от перегрева.
• Напряжения и деформации возникают от неравномерного охлаждения или в
результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает
деформации в прилегающем к ванне металле.
• Обратноступенчатая сварка используется для однослойных и многослойных
швов. При работе с многослойными швами начала и окончания каждой
ступени в проходе нужно смещать по отношению к предыдущим на 20-40
мм. Шов разделяют на отдельные части длиной 100-300 мм.
Обратноступенчатая сварка требует использования больших в диаметре
электродов и работы с повышенными величинами и показателями
электрического тока. Схема работы такова, что каждый новый участок
должен свариваться новым электродом и в направлении, противоположном
предыдущему. В зависимости от этого и происходит определение размера
участка, на которые будет разделятся сварной шов..
билет 19 Технология выполнения швов
различной протяженности.
29.
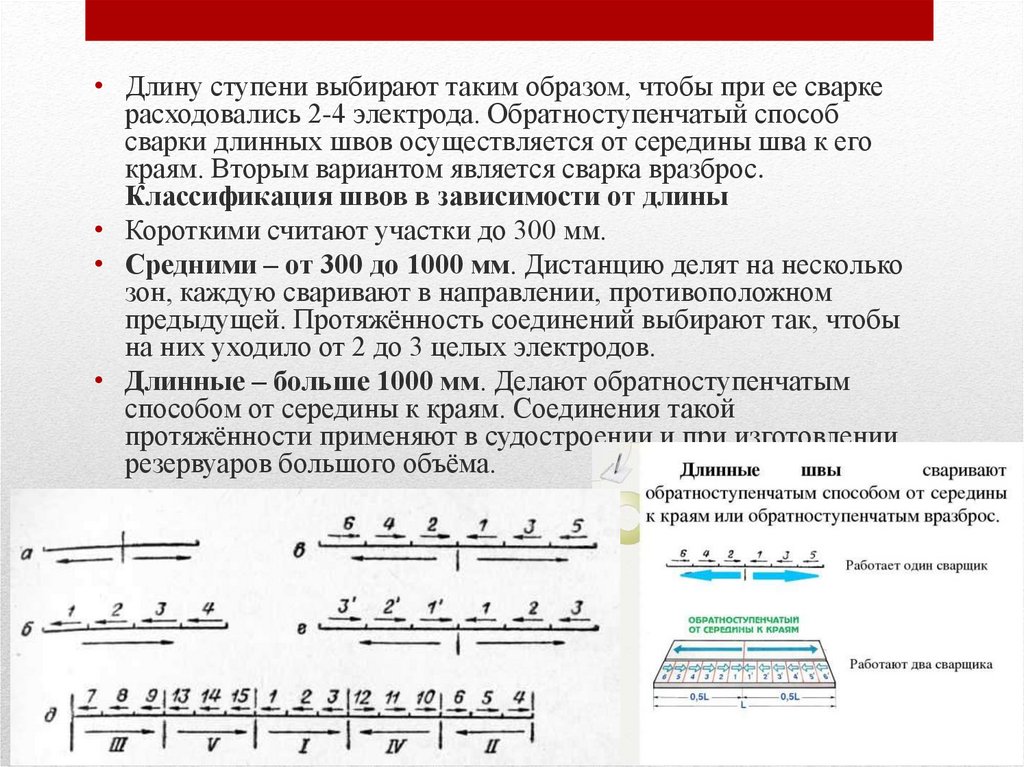
• Длину ступени выбирают таким образом, чтобы при ее сваркерасходовались 2-4 электрода. Обратноступенчатый способ
сварки длинных швов осуществляется от середины шва к его
краям. Вторым вариантом является сварка вразброс.
Классификация швов в зависимости от длины
• Короткими считают участки до 300 мм.
• Средними – от 300 до 1000 мм. Дистанцию делят на несколько
зон, каждую сваривают в направлении, противоположном
предыдущей. Протяжённость соединений выбирают так, чтобы
на них уходило от 2 до 3 целых электродов.
• Длинные – больше 1000 мм. Делают обратноступенчатым
способом от середины к краям. Соединения такой
протяжённости применяют в судостроении и при изготовлении
резервуаров большого объёма.
30.
• Напряжение внутри детали появляется вследствиенеодинакового нагревания и понижения температуры
различных ее частей, когда происходит их сжатие и
расширение. Уменьшение размеров сварочной ванны как
следствие ее усадки может привести к деформациям
частей металлических изделий, граничащих со швом. Это
происходит потому, что при остывании она сужается, что
приводит к растягиванию ближайших слоев металла и
появлению в них перекосов. Данный способ уменьшает
внутренние напряжения. При наложении соседних
маленьких участков шва деформации в них имеют
противоположные направления.
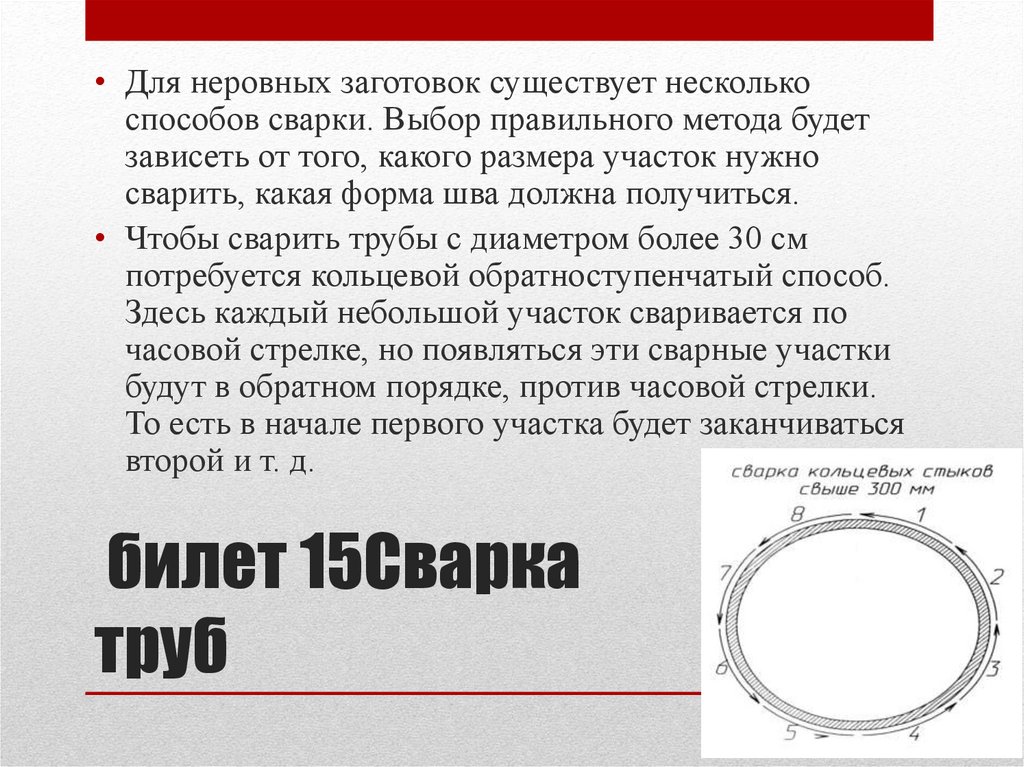
31.
• Для неровных заготовок существует несколькоспособов сварки. Выбор правильного метода будет
зависеть от того, какого размера участок нужно
сварить, какая форма шва должна получиться.
• Чтобы сварить трубы с диаметром более 30 см
потребуется кольцевой обратноступенчатый способ.
Здесь каждый небольшой участок сваривается по
часовой стрелке, но появляться эти сварные участки
будут в обратном порядке, против часовой стрелки.
То есть в начале первого участка будет заканчиваться
второй и т. д.
билет 15Сварка
труб
32.
• Обратноступенчатый способ сварки кольцевых швовболее 300 мм
• Более практичной, чем обратноступенчатая кольцевая
сварка, будет многослойная. Принцип здесь
заключается в том, что концы и начала смежных
слоев перекрывают друг друга. И при каждом
последующем наложении шва, направление сварки
должно меняться на противоположное. Величина
каждого сварного участка на кольцевой детали здесь
не превышает 25 мм.
33.
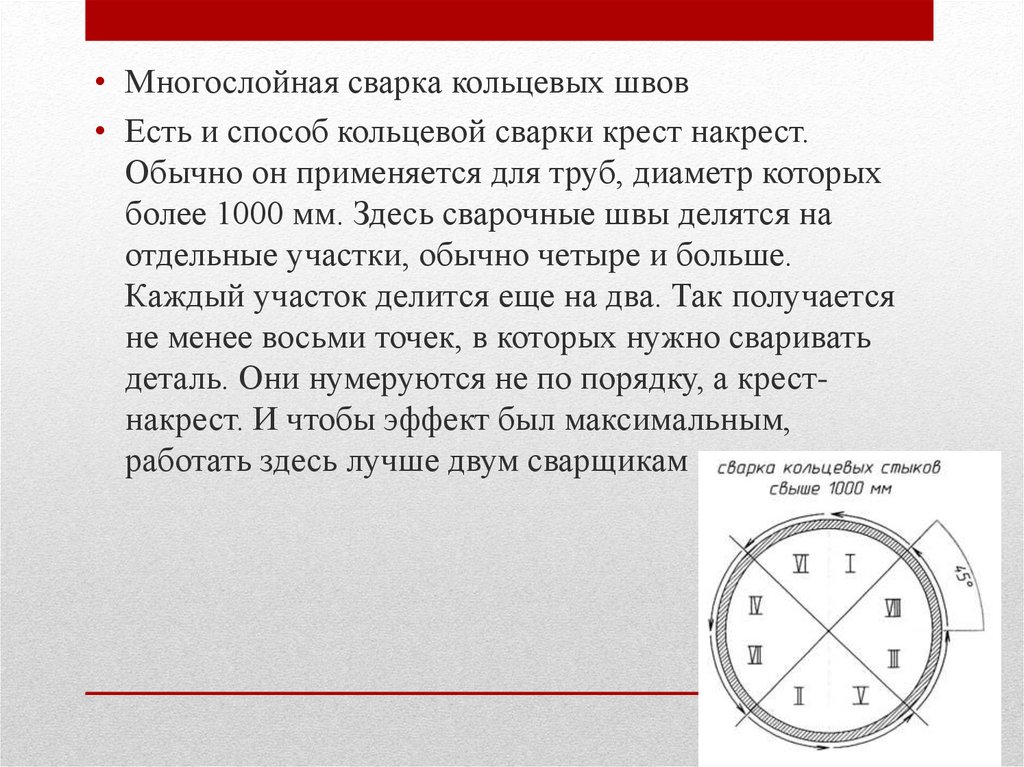
• Многослойная сварка кольцевых швов• Есть и способ кольцевой сварки крест накрест.
Обычно он применяется для труб, диаметр которых
более 1000 мм. Здесь сварочные швы делятся на
отдельные участки, обычно четыре и больше.
Каждый участок делится еще на два. Так получается
не менее восьми точек, в которых нужно сваривать
деталь. Они нумеруются не по порядку, а крестнакрест. И чтобы эффект был максимальным,
работать здесь лучше двум сварщикам сразу.
34.
• Сварка крест накрест кольцевых швов более 1000 мм• Помимо правильного метода потребуется выбрать
еще и подходящий электрод. К примеру, когда
применяются газозащитные электроды, шов должен
делаться против часовой стрелки, без колебаний. Для
этого одним электродом придется опираться на саму
деталь, которая сваривается.
35.
• Ошибка : Неправильное хранение сварочных материалов• Хранение сварочных материалов (проволока, электроды и т.п.) в местах, где они склонны к
накоплению влаги и воздействию других загрязняющих веществ (например, грязи, масла
или жира) может иметь негативное влияние на производительность сварки. Для
предотвращения этого, требуется хранить материалы в сухом, чистом месте с относительно
постоянной температурой, пока они не будут готовы к использованию.
• Катушки с проволокой, которые хранятся в механизме подачи проволоки сварочного
полуавтомата в течение длительного периода должны быть закрыты надежно пластиковой
крышкой или удалены из устройства подачи проволоки и помещены для хранения в
оригинальную упаковку. Механизм подачи проволоки можно также защитить от
загрязнения. Такие меры предосторожности от загрязнений, в результате которых можно
значительно улучшить качество сварного шва и избежать дефектов.
• Ошибка : Неправильная температура подогрева и температура металла во время процесса
сварки
• Это не редкость для многих компаний - подогреть металл слишком мало или пропустить
эту процедуру вообще. Тем не менее, подогрев изделия является одним из факторов,
сдерживающих появление трещин в сварном шве, так как он замедляет скорость
охлаждения после сварки. Материал, тип соединения и толщина свариваемого материала
определяет необходимость предварительного прогрева и промежуточную температуру во
время сварки. Эти требования могут быть найдены в карте технологического процесса,
нормативах или других документах.
Билет 20 Спрогнозируйте последствия в случае неправильного выбора сварочных
материалов, применяемые при сварке и наплавке металла
36.
• Сварка должна начинаться в то время когда материал достиг требуемойтемпературы предварительного нагрева. Также необходимо учитывать, что
промежуточное (при многопроходной сварке - между проходами)
охлаждение ниже требуемой температуры также может привести к
растрескиванию.
• Ошибка Несоответствия используемого защитного газа
• Использование правильного типа защитного газа может помочь компаниям
предотвратить дефекты сварки, минимизировать сварочные брызги и
сократить расходы на доработку после зачистки. Защитные газы также
определяют характеристики дуги и глубину проплавления. Например,
углекислый газ (CO2) обеспечивает хорошее проплавление, но он склонен
к образованию брызг во время сварки и имеет менее стабильную дугу, чем
при использовании сварочных смесей с аргоном.
• Сварочная смесь аргона с углекислотой (82% аргона /18% CO2) являются
лучшим выбором для сварки углеродистых сталей. Эти смеси могут быть
использованы в качестве защитного газа при сварке со струйным
переносом в целях повышения скорости осаждения и выделяют меньше
брызг. Для сварки нержавеющих сталей предпочтительна сварочная
защитная смесь 98% аргона /2% CO2, а для сварки TIG любых металлов –
100% аргон (или смесь его с гелием). При помощи использования
правильных защитных газов можно повысить скорость сварки, качество
сварного шва и характеристики дуги.
37.
• Выбор сварочных материалов осуществляется в зависимости отсвариваемых материалов и способа сварки . К сварочным
материалам следует относить электроды с покрытием, электроды
неплавящиеся, сварочную проволоку, защитные газы, смеси за
• щитных газов и флюсы. При выборе сварочных материалов следует
исходить из сле
• дующих условий: - возможность осуществления сварки в
пространственном
• положении, в котором будет находиться сварное соединение; получение швов, дефектность которых не превышает требований
изложенных в ТУ на изделие или другой нормативной до
кументации (Ростехнадзор, Росатомнадзор и др.) - получение
металла шва, обладающего высокой технологи ческой прочностью,
т.е. не склонного к образованию трещин в процессе сварки изделия;
• - получения металла шва, удовлетворяющего требованиям
• условиям эксплуатации изделия;
• - низкая токсичность и экологическая безопасность.
• Следует приводить полное обозначение сварочных материа
• лов в соответствие с требованиями ГОСТ.
38.
• При выборе режимов сварки следует произвести расчетосновного шва. Режимы сварки остальных швов, следует
выбирать по данным соответствующей справочной
литературы и принимать их близкими к расчетному, если
это не отразится на экономических показателях
технологического процесса, затем принять наиболее
высокие режимы для обеспечения максимальной
производительности и произвести их корректировку в
зависимости от условий и теплофизической обстановки в
зоне сварки. Принятые режимы сварки должны
обеспечивать:
• - получение швов с оптимальными размерами и формой;
• - термический цикл, обеспечивающий наименьшие
изменения в зоне термического влияния.
• Сравнить выбранные режимы с используемыми на
действующем производстве и сделать выводы.