








 mechanics
mechanicsSimilar presentations:










Современная технология изготовления высокоточных гильз
1.
Современнаятехнология
изготовления высокоточных
гильз
Формирование заданных механических и
геометрических характеристик заготовок
за одну технологическую операцию
(ротационная вытяжка)
2. Технология предназначена для изготовления
гильз гидро- и пневмоцилиндров,корпусов статоров погружных насосов,
корпусов автомобильных аммортизаторов,
... и других высокоточных деталей
(в том числе тонкостенных).
ПРОВЕРЕНО
ПРАКТИКОЙ
3. Сущность процесса ротационной вытяжки
... заключается в образовании осесимметричной деталипо форме принудительно вращающейся оправки
посредством одного или нескольких роликов
движущихся поступательно.
Ролик
Деталь
(Загатовка)
Оправка
4. Технология реализована на станках фирмы "Leifeld", Германия
Технология реализована на станкахфирмы “Leifeld”, Германия
Рабочая зона станка Leifeld мод. DW-325
Съемник
Оправка
Трубопровод
подачи СОЖ
Деформирующий
ролик
5. Технологические возможности
до 3000 ммДлина получаемой детали
Внутренний диаметр
25 ...560 мм
Точность внутреннего диаметра
9 ... 10 квалитет
Точность наружного диаметра
11 квалитет
Шероховатость внутренней поверхности до Ra 0,2
Шероховатость наружной поверхности
до Ra 1,6
Материал деталей
1.Качественные
констукционные
стали
2.Аллюминиевые
сплавы
6.
Преимущества ротационной вытяжкикак основной формообразующей операции
Высокая производительность (в сравнении
с многопереходной обработкой резанием)
Использование технологичных исходных заготовок
с умеренными требованиями по точности (11...12
квалитеты) и шероховатости поверхностей
(Ra 3,2 ...Ra 12,5)
0беспечение окончательных размеров деталей на
уровне 9 ...10 квалитета при высоком качестве
поверхностей (наружных до Ra 1,6 , внутренних
до Ra 0.2)
7.
Возможность формирования заданных механическиххарактеристик детали за счет варьирования
технологических параметров
Возможность обнаружения дефектов металла,
которые при других способах обработки могли
оказаться скрытыми
Широкие технологические возможности в плане
конкретной реализации процесса
Значительное сокращение трудоемкости
8.
ободном
из преимуществ
поподробнее...
9.
Изменение механических характеристикматериала заготовок
при ротационной вытяжке
Сталь 35,
Степень деформации 55 %
Повышение
предела прочности
в 1,8 раза
10.
Эффект упрочненияпозволяет:
Осуществлять замену материала на материал с
меньшими значениями механических
характеристик.
Уменьшать толщины стенок деталей сохраняя их
прочностные свойства,что уменьшает металлоемкость
конструкции.
Например...
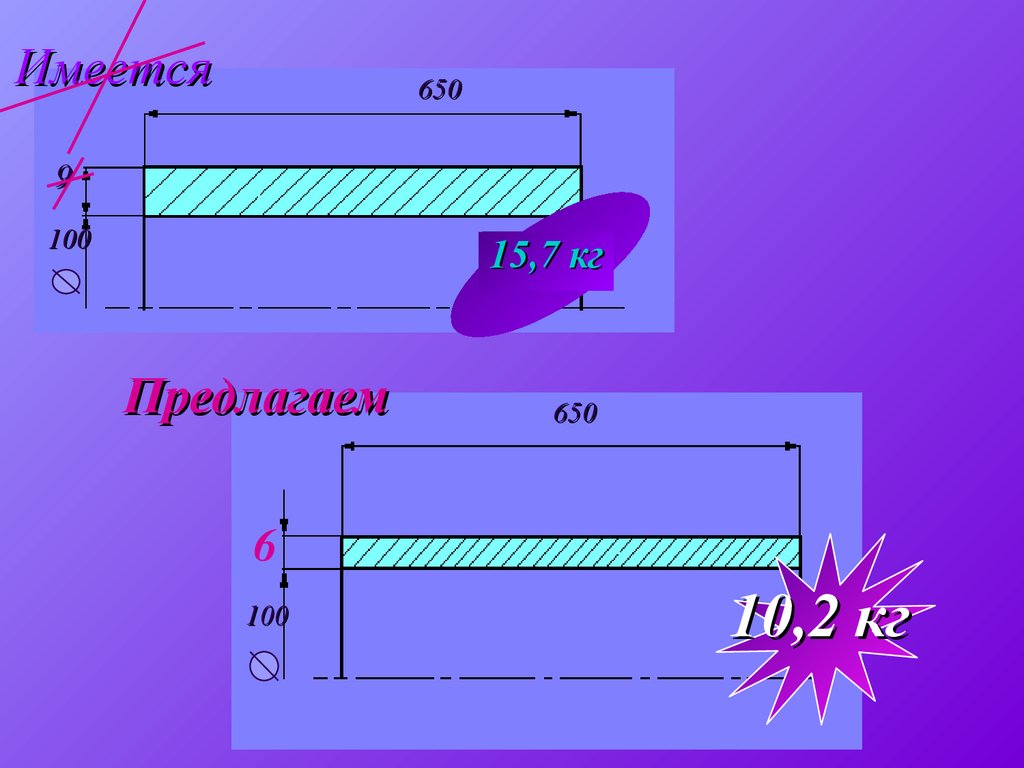
11.
Имеется650
9
100
15,7 кг
Предлагаем
650
6
100
10,2 кг
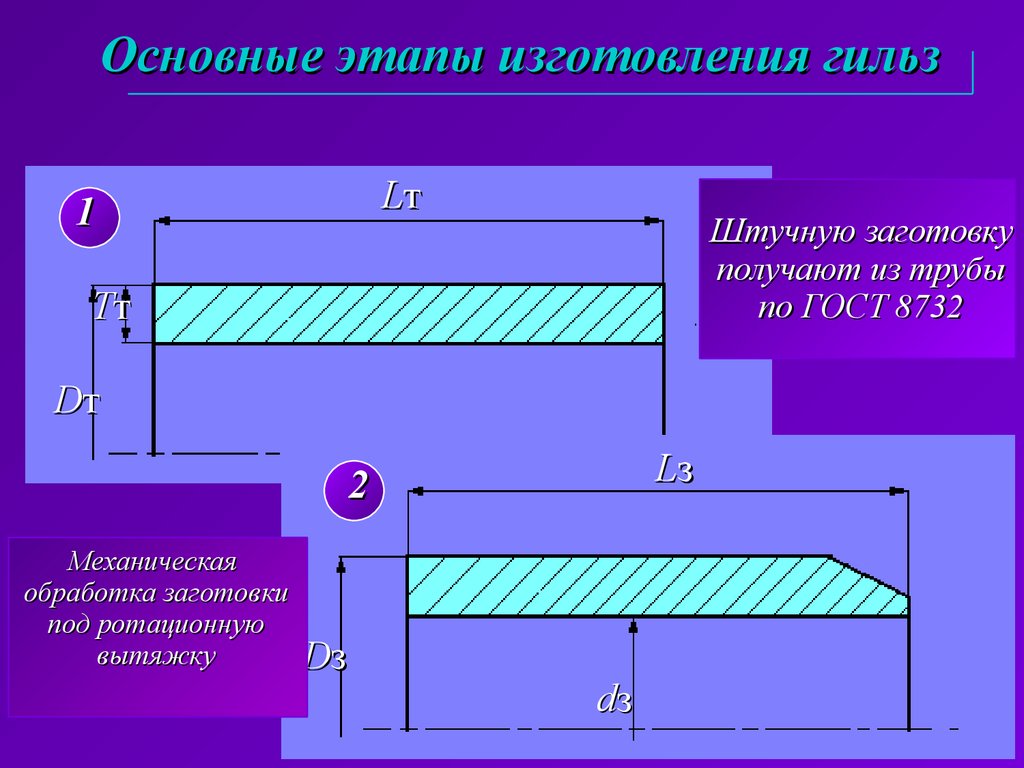
12.
Основные этапы изготовления гильзLт
1
Штучную заготовку
получают из трубы
по ГОСТ 8732
Тт
Dт
Lз
2
Механическая
обработка заготовки
под ротационную
вытяжку
Dз
dз
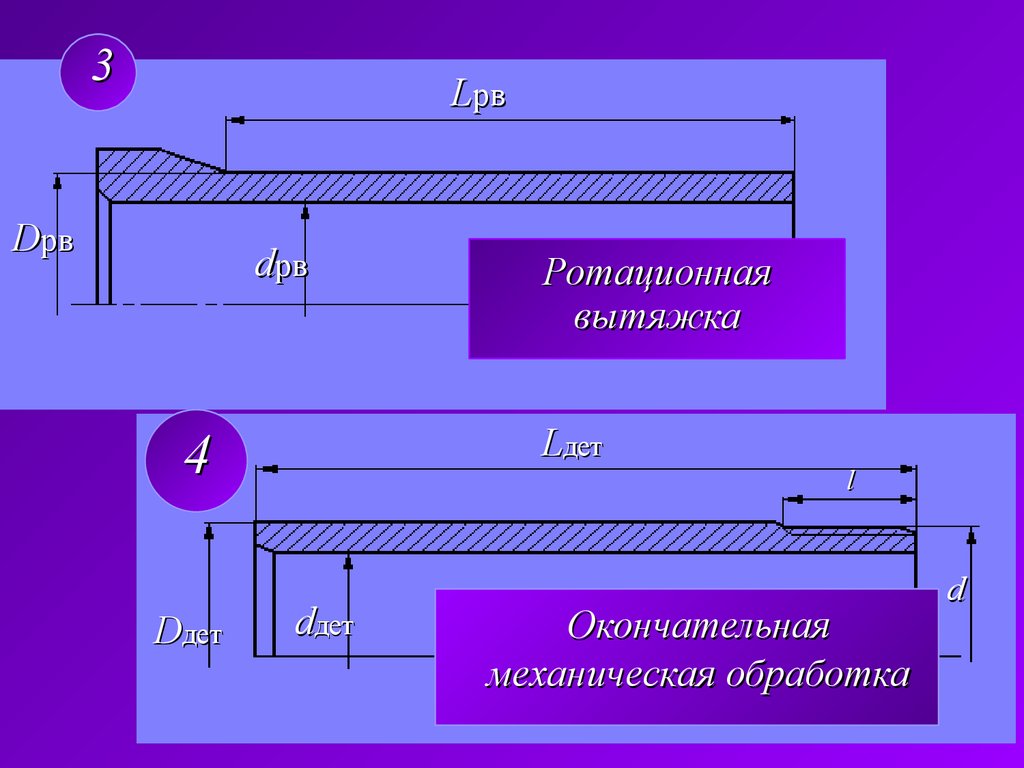
13.
3Lрв
Dрв
dрв
Lдет
4
Dдет
Ротационная
вытяжка
dдет
l
Окончательная
механическая обработка
d
14.
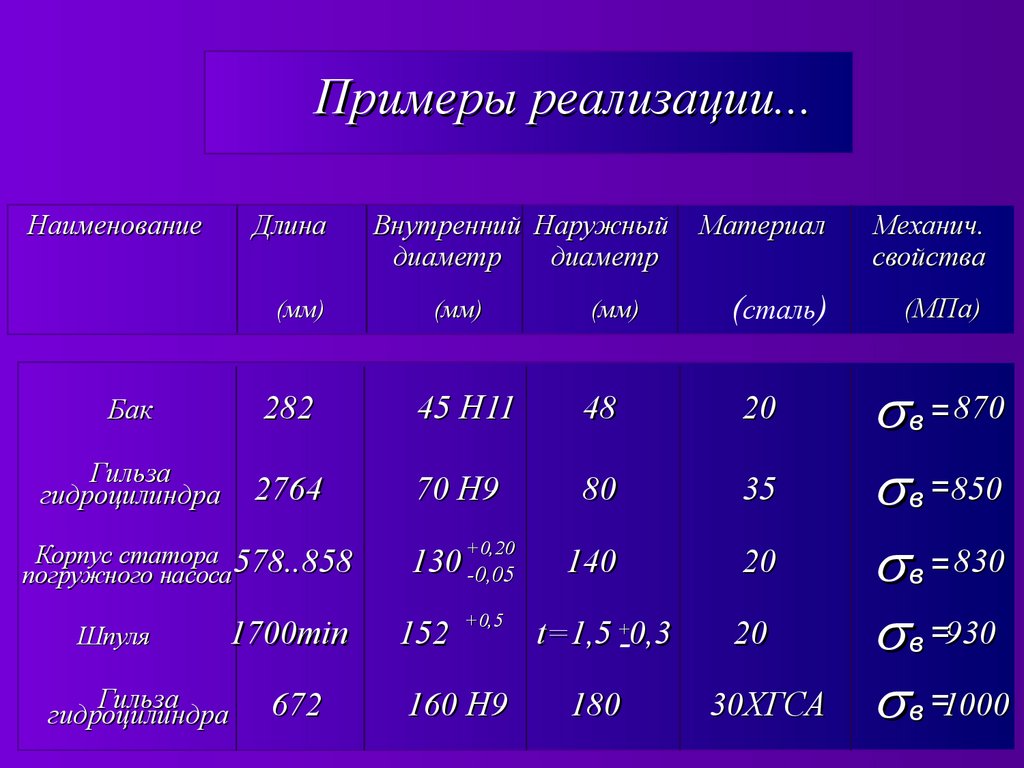
Примеры реализации...Наименование
Длина
Внутренний Наружный
диаметр
диаметр
Материал
Механич.
свойства
(МПа)
(мм)
(мм)
(мм)
(сталь)
Бак
282
45 Н11
48
20
Гильза
гидроцилиндра
2764
70 Н9
80
35
140
20
Корпус статора
погружного насоса 578..858
Шпуля
1700min
Гильза
гидроцилиндра
672
+0,20
+0,20
130 -0,05
+0,5
152 +0,5 t=1,5 +-0,3
160 Н9
180
20
30ХГСА
s в = 870
s в =850
s в = 830
s в =930
s в =1000
15. Наша надежность.
Детали,изготавливаемые по предлагаемой технологиимы поставляем:
1991
Кемеровскому авторемонтному заводу
1992
Омскому заводу транспортного машиностроения
1993
1994
1995
АО “Скатлинг”,г. Иркутск
1996
СП “Саянал”,г.Саяногорск
Ошскому машиностроительному заводу,Киргистан
АОЗТ “Курганхлеб”
1997
НПО “Сибсельмаш”,г.Новосибирск
от 3 до 5 лет
16. Предложения по сотрудничеству:
Выполнение заказов на изготовление деталейдо 50 000 ед. в год.
Разработка техдокументации,содействие в
приобретении оборудования и освоении
производства новых деталей.
Создание совместного предприятия.
Совместное совершенствование технологии и
проведение научных исследований.
17. Мы были рады познакомить Вас с нашей технологией.
С подробностями Вы можете ознакомиться в нашей статье:Кирьянов А.А.,Залата В.И.
“Особенности изготовления заготовок гильз гидроцилиндров
ротационной вытяжкой.”
Кузнечно-штамповочное производство,1995, с.5-7 .
Элементы технологии защищены:
А.С. N 1 771 851 В21 D22/16 1990 г.
Патент N 2 054 341 В21 D22/16 1996 г.
18. Как нас найти ?
630031, г.Новосибирск -31,ул.Станционная,38
НПО”Сибсельмаш”
телефон:
факс:
телетайп:
телекс:
(383-2) 49-10-06
(383-2) 41-74-55
1830 MOTOR
133269 TIGR