



















 mechanics
mechanicsSimilar presentations:





")




Разработка технологии ремонта гильз цилиндров дизельных двигателей
1.
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯРАБОТА
Тема Разработка технологии ремонта гильз
цилиндров дизельных двигателей
Студент
Андрюшин Андрей
Владиславович
группа ТО-11
Руководитель ВКР
2. Содержание
Введение1 Технологический раздел
1.1 Общее устройство кривошипно-шатунного механизма дизельного двигателя
1.2 Техническое обслуживание дизельных двигателей
1.3 Неисправности дизельных двигателей
1.4 Диагностика двигателя
1.5. Технологический процесс ремонта гильзы цилиндра
1.5.1 Основные дефекты и причины возникновения
1.5.2 Выбор способа восстановления гильз
1.5.3 Восстановление внутренней поверхности
1.5.4 Дефектация, анализ конструкции и маршруты восстановления гильзы цилиндра
2 Расчетно-технологический раздел
2.1 Расчет основных показателей СТО
2.2 Расчет численности работников предприятия
2.3 Расчет площадей производственных участков
3 Организация деятельности коллектива исполнителей
4 Охрана труда и техника безопасности на автомобильном транспорте
Заключение
Список использованных источников
3. ООО «Дизель Авто»
• Услуги предприятия ( вид деятельности): Авторемонти техобслуживание (СТО), Ремонт дизельных
двигателей
• ТО и ремонт в гарантийный и межгарантийный
период уборочно-моечные работы диагностирование
капитальный ремонт агрегатов окрасочно-кузовные
работы антикоррозионная обработка кузова ремонт и
обслуживание электрооборудования шиномонтаж и
балансировка колес организация рабочих мест для
самообслуживания организация работы рынка с
целью продажи запасных частей оказание
технической помощи на дорогах организация
платной стоянки автомобилей подготовка
автомобилей к техосмотру
4. Общее устройство кривошипно-шатунного механизма дизельного двигателя
Кривошипно-шатунный механизм служит для
преобразования возвратно-поступательного
движения поршней во вращательное движение
коленчатого вала.
Все детали кривошипно-шатунного механизма
размещаются в блок-картере. Кинематика
механизма определяется его основными
размерами: радиусом кривошипа и длиной
шатуна.
Блок цилиндров и гильзы .Блок цилиндров
двигателя представляет собой моноблочную Vобразную конструкцию с точно обработанными
посадочными местами для гильз цилиндров,
вкладышей подшипников коленчатого вала,
втулок распределительного вала и топливного
насоса высокого давления с приводом.
Блок цилиндров отлит из низколегированного
серого чугуна как одно целое с верхней частью
картера и является остовом, на котором
смонтированы все его узлы и детали.
5. Детали КШМ
Кривошипно-шатунный механизмдизеля: 1 – коленчатый вал; 2 –
маслоотражатель; 3 – зубчатое
колесо привода масляного насоса;
4, 14,21 и 26- упорные полукольца;
5, 15 и 16- верхние вкладыши
коренных подшипников; 6 –
вкладыш шатунного подшипника
(верхний); 7 – шатун; 8 – втулка
верхней головки шатуна; 9 и 12 –
стопорные кольца; 10 – поршневой
палец; 11 -поршень; 13 – шатунный
болт; 17 – маховик; 18 – шлицевая
втулка;
6.
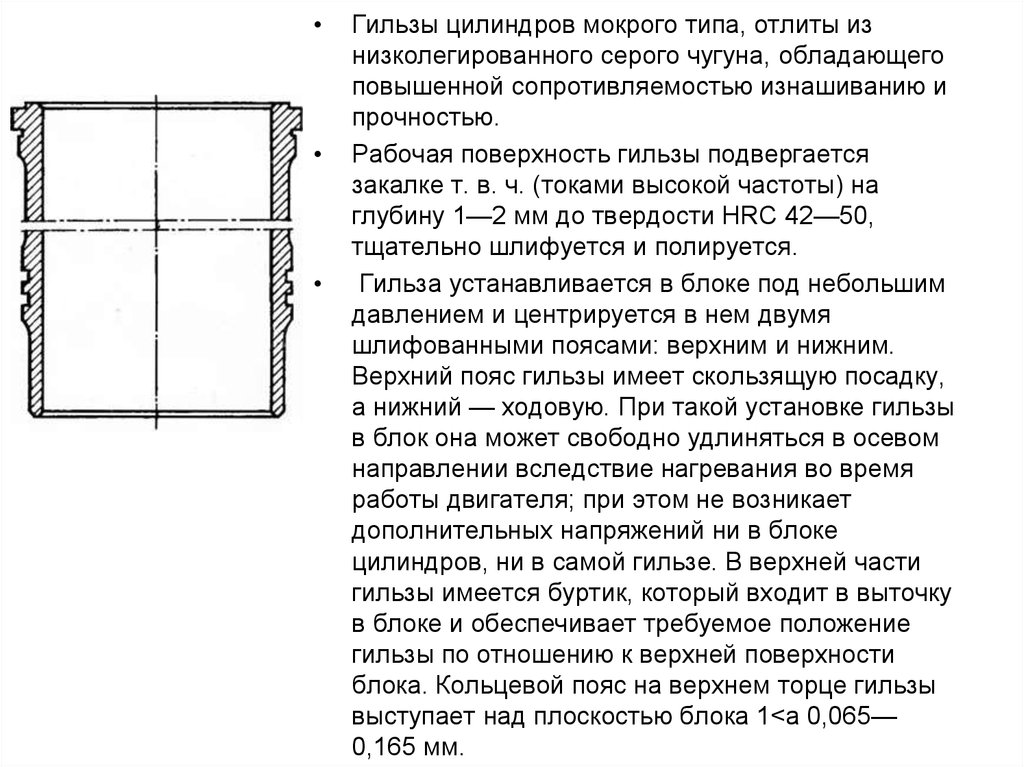
Гильзы цилиндров мокрого типа, отлиты из
низколегированного серого чугуна, обладающего
повышенной сопротивляемостью изнашиванию и
прочностью.
Рабочая поверхность гильзы подвергается
закалке т. в. ч. (токами высокой частоты) на
глубину 1—2 мм до твердости HRC 42—50,
тщательно шлифуется и полируется.
Гильза устанавливается в блоке под небольшим
давлением и центрируется в нем двумя
шлифованными поясами: верхним и нижним.
Верхний пояс гильзы имеет скользящую посадку,
а нижний — ходовую. При такой установке гильзы
в блок она может свободно удлиняться в осевом
направлении вследствие нагревания во время
работы двигателя; при этом не возникает
дополнительных напряжений ни в блоке
цилиндров, ни в самой гильзе. В верхней части
гильзы имеется буртик, который входит в выточку
в блоке и обеспечивает требуемое положение
гильзы по отношению к верхней поверхности
блока. Кольцевой пояс на верхнем торце гильзы
выступает над плоскостью блока 1<а 0,065—
0,165 мм.
7.
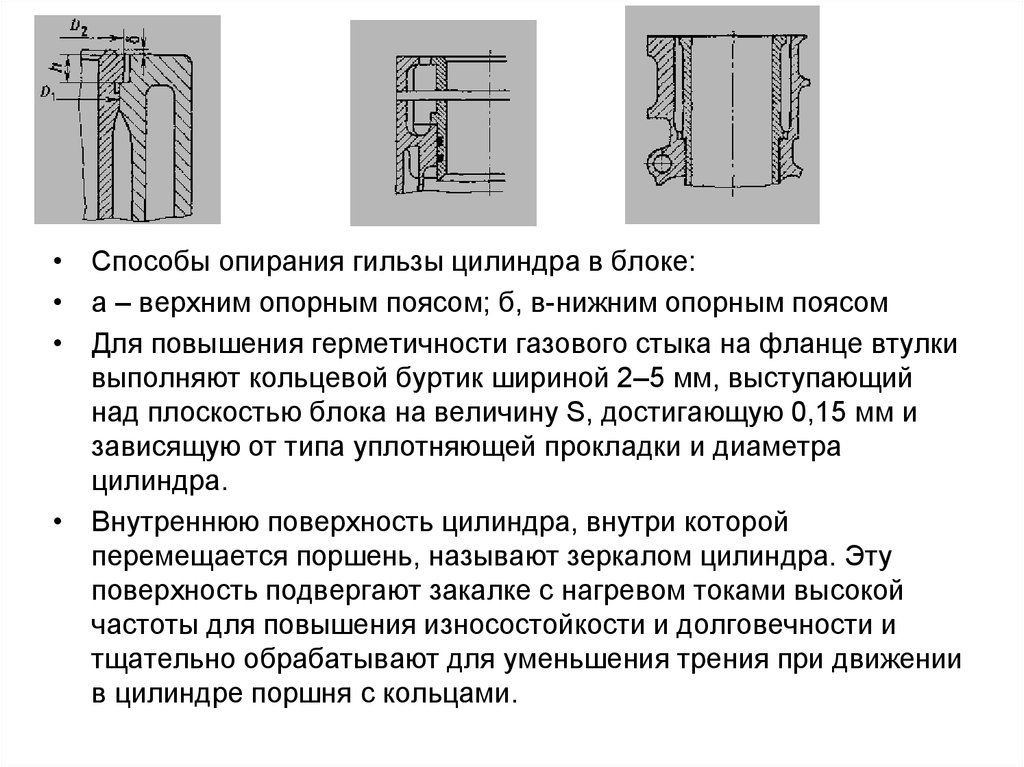
• Способы опирания гильзы цилиндра в блоке:• а – верхним опорным поясом; б, в-нижним опорным поясом
• Для повышения герметичности газового стыка на фланце втулки
выполняют кольцевой буртик шириной 2–5 мм, выступающий
над плоскостью блока на величину S, достигающую 0,15 мм и
зависящую от типа уплотняющей прокладки и диаметра
цилиндра.
• Внутреннюю поверхность цилиндра, внутри которой
перемещается поршень, называют зеркалом цилиндра. Эту
поверхность подвергают закалке с нагревом токами высокой
частоты для повышения износостойкости и долговечности и
тщательно обрабатывают для уменьшения трения при движении
в цилиндре поршня с кольцами.
8.
• Техническое обслуживание кшм дизельныхдвигателей
1 . Проверка технического состояния кривошипио-шатунного
механизма.
- Суммарный зазор в верхней головке шатуна и шатунном подшипнике
- Количество газов, прорывающихся в картер
- Расход сжатого воздуха, подаваемого в цилиндры
2. Проверка технического состояния механизма газораспределения.
- Расход сжатого воздуха, подаваемого в цилиндры
- Изменение разрежения во впускном трубопроводе
• Техническое состояние кривошипно-шатунного механизма
оценивают по характеристикам виброударных импульсов в
характерных точках двигателя (виброакустическая метод),
суммарному размеру зазоров в верхней головке шатуна и
шатунном подшипнике, количеству газов, прорывающихся в
картер, давлению в цилиндрах в конце такта сжатия
(компрессии), расходу или падению давления сжатого
воздуха, подаваемого в цилиндры.
9. Неисправности дизельных двигателей
• : износ коренных и шатунных шеек,• износ вкладышей (подшипников) коренных и шатунных
шеек,
• износ стенки поршня, износ поршневых колец
(компрессионных и маслосъёмных),
• износ стенки цилиндра и поршневых пальцев, поломка или
залегание поршневых колец,
• чрезмерное отложения нагара на днище поршня,
• разломные трещины, обломы и прогары.
• К неправильной эксплуатации относят: использование
некачественных смазочных материалов, топлива с низким
октановым числом, установку некачественных топливных,
воздушных и масляных фильтров.
10. Диагностика двигателя
• Прослушивание его работы с помощьюразличного типа виброакустических
приборов -- от самых простых по
конструкции стетоскопов со
звукочувствительным стержнем
(напоминающих медицинские
фонендоскопы), до электронных
стетоскопов типа «Экранас» и
ультразвуковых стетоскопов с двумя
наушниками модели УС-01.
• Широко используемым методом
диагностирования технического
состояния КШМ и ГРМ двигателей
является замер компрессии в цилиндрах
двигателей в конце тактов сжатия с
помощью различного типа
компрессометров и компрессо-графов с
самописцами.
11.
• Компрессия в цилиндрах – прямое следствие состоянияпоршневых колец и гильз цилиндров. Чтобы проверить
компрессию, необходимо:
• прогреть дизель,
• снять форсунку с проверяемого цилиндра,
• очистить отверстие под форсунку,
• продуть цилиндр, провернув коленвал стартером на
несколько оборотов,
• завернуть в отверстие до уровня форсунки манометр на
новой прокладке,
• запустить двигатель при установленных на цилиндрах
форсунках,
• довести обороты до указанных в инструкции по
эксплуатации на данный дизельный двигатель Cummins и
сравнить показания манометра с указанными в инструкции.
12. Технологический процесс ремонта гильзы цилиндра
Основные дефекты и причины возникновения
Износ внутренней поверхности цилиндров
Кавитационное изнашивание
Излом бурта гильзы
Трещины на поверхности гильзы
Износ посадочных поясков гильзы
Выбор способа восстановления гильз
Для гильз принята следующая схема технологического
процесса ремонта :
1) правка;
2) восстановление размеров посадочных поясков;
3) устранение неисправностей опорного буртика;
4) восстановление внутренней рабочей поверхности;
5) цинкование наружной поверхности;
6) контроль.
13.
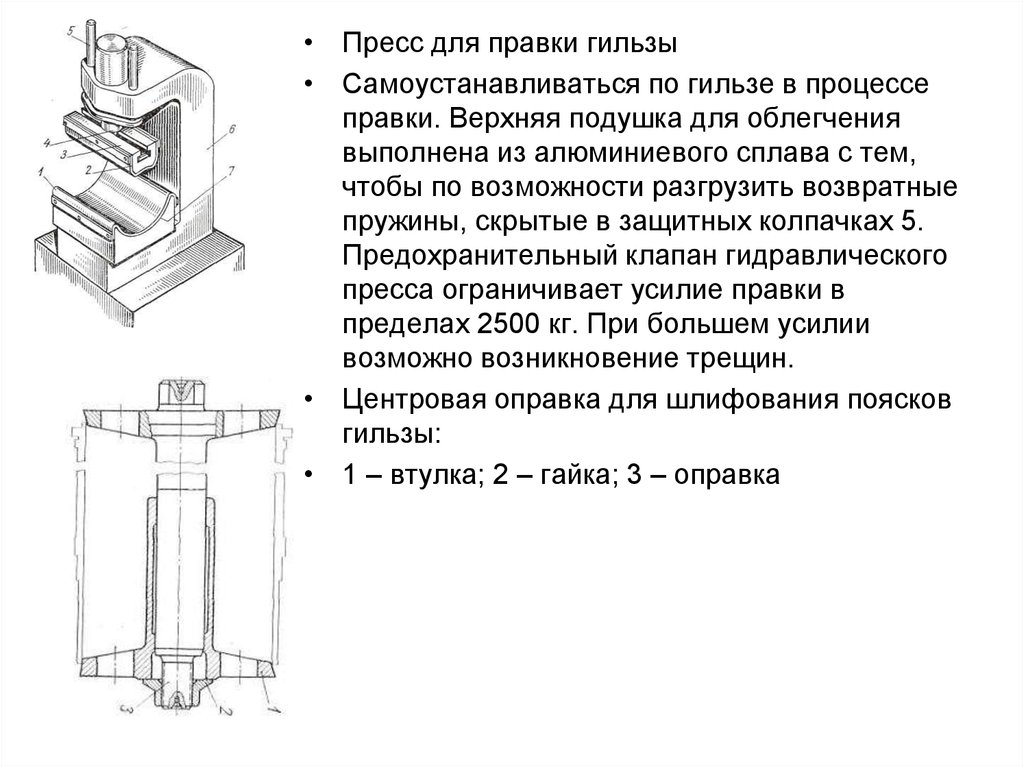
• Пресс для правки гильзы• Самоустанавливаться по гильзе в процессе
правки. Верхняя подушка для облегчения
выполнена из алюминиевого сплава с тем,
чтобы по возможности разгрузить возвратные
пружины, скрытые в защитных колпачках 5.
Предохранительный клапан гидравлического
пресса ограничивает усилие правки в
пределах 2500 кг. При большем усилии
возможно возникновение трещин.
• Центровая оправка для шлифования поясков
гильзы:
• 1 – втулка; 2 – гайка; 3 – оправка
14. Восстановление внутренней поверхности
• 1). восстановление изношенных деталей способомремонтных размеров;
• 2). восстановление изношенных деталей наплавкой;
• 3). восстановление изношенных деталей
металлизацией;
• 4). восстановление изношенных деталей
гальваническим способом;
• 5). восстановление изношенных деталей путем
раздачи и осадки их;
• 6). восстановление изношенных деталей путем
поворачивания их другой, нерабочей стороной;
• 7). восстановление изношенных деталей при помощи
добавочных деталей, имеющих форму втулок, гильз
или колец;
• 8). восстановление изношенных деталей путем
замены изношенной части новой.
15. Растачивание под ремонтный размер
• Растачивание и хонингование гильзцилиндров производятся при износе
внутренней поверхности (в месте
наибольшего износа) до диаметра,
превышающего предельный, при
овальности и конусности на рабочем
участке более допустимых размеров.
• По величине износа внутренней
поверхности гильзы сортируют на три
группы. Первая группа гильз – с
внутренним диаметром в пределах
допуска на новую гильзу; вторая группа
– с внутренним диаметром,
Хона 1 – нижний диск; 2 –
превышающим номинальный не более
пружина; 3 – стержень; 4 –
державка; 5 – абразивные бруски;
чем на 0,2 мм, и третья группа – с
6 – тяга; 7 – пружинящая коронка;
внутренним диаметром, превышающим
8 – натяжная гайка; 9 – верхний
диск
номинальный на 0,15–0,2 мм, но не
более чем на 0,4 мм.
16. Электроимпульсное нанесение покрытий
• Электроимпульсное нанесение покрытий основано наимпульсном разряде конденсатора через проволоку
напыляемого металла. При этом происходит взрывное
плавление проволоки и осаждение расплавленных мелких
частиц металла на внутренней поверхности гильзы .
• Восстановление электролитическими покрытиями
• Хромирование. Применяется в тех случаях, когда покрытие
должно иметь очень высокую твердость и износостойкость.
• Гальваномеханический способ восстановления
• Отличительной его особенностью является то, что в процессе
электролиза покрываемая поверхность подвергается
механическому активированию (царапанию) абразивными или
алмазными инструментами в виде лент или брусков, которые
перемещаются в межэлектродном пространстве.
• Восстановление термопластическим деформированием
• Способ заключается в нагреве наружней поверхности гильзы в
индукторе в течение нескольких секунд до температуры
700…7500С и последующем быстром охлаждении в масле.
17. Дефектация и анализ конструкции гильзы цилиндра
• Вначале подвергается внешнемуосмотру с целью обнаружения
явных дефектов (коррозия,
трещины, вмятины и т.д.), а также
дефектов с признаками
окончательного брака (поломки,
сколы, пробоины и т.п.). Затем ее
проверяют на специальных
приспособлениях и приборах для
выявления микротрещин,
определения степени смещения
поверхностей относительно друг
друга, измерения твердости,
упругости и т.д. Затем выполняют
обмер рабочих поверхностей
гильзы цилиндра.
18. Перечень возможных дефектов гильз цилиндров
Возможные дефектыРекомендуемые
способы
ремонта
детали
износ
внутренней
рабочей Растачивание, запрессовка пластины,
поверхности
хонингование
конусообразность
-------------------некруглость
-------------------задиры
Браковать при наличии глубоких
задиров
риски на внутренней рабочей Браковать при наличии глубоких рисок
поверхности
износ посадочных поясков и Вибродуговая наплавка или контактная
опорных буртов
приварка ленты
кавитационные разрушения на Нанесение эпоксидной композиции
наружной поверхности
коррозия
Растачивание, запрессовка пластины,
хонингование
трещины
Браковать
19. Возможные маршруты восстановления
Гильза цилиндраДефектация
Негодные
Мойка
Годные к
восстановлению
Годные
Утиль
Восстановление
(Растачивание,
запрессовка
пластины,
хонингование)
Контроль
качества
Склад
В зону ТР
20. Дефектовачная карта гильзы цилиндра
ДетальГильза цилиндра
Номер детали
Материал
Специальный чугун
Твердость
HRC 42…50
Операция
Дефектащия
Размеры, мм
1
2
Способ
устранения
и По рабочему
измерительный чертежу
инструмент
3
4
1
Трещины
Осмотр, лупа
N
Наименование
дефекта
2
Конусообразность,нек
руглость
3
Задиры и риски
раб. Поверхности
4
Износ
пояска
5
6
7
на
6
0,02
Осмотр, лупа
Штангенциркул
ь
Кавитационные
разрушения на наружной Осмотр, лупа
поверхности
Коррозия
5
Осмотр, лупа
7
Браковать
посадочного Штангенциркул
134-0,03
ь
Износ опорного бурта
Допусти
Допустим Заключение
мые без ые
для
ремонта
ремонта
134,1
Восстанавлив
ать
Браковать
при наличии
глубоких
задиров
и
рисок
Восстанавлив
ать
браковать
при
износе
более 0,3мм
Нанести
эпоксидную
композицию
Восстанавлив
ать
21. Технологическая карта на восстановление рабочей поверхности гильзы цилиндра
ДетальГильза цилиндра
Номер детали
Материал
Специальный чугун
Твердость
HRC 42…50
N
Наименование операции
Инструмент
Приспособл
Оборудование
ение
Рабочий
1
2
3
1
2
3
4
Мойка и очистка гильзы
Моечная
цилиндра от маслянных
ванна
загрезнений
Установка
Удаление нагара
пескоструйног
о типа
АлмазноРасточка
рабочей
расточный
поверхности гильзы
станок
Запресовка
пластины
свернутой
Пресс
4
5
Захват
Щетка
Примечание
6
7
Спец.
Резец с вставкой
Приспособл
Нутромер
из Эльбора-Р
ение
Спец.
Приспособл
ение
5
ВертикальноХонингование
рабочей
хонинговальн
поверхности гильзы
ый станок
Спец.
Приспособл
ение
6
Мойка и очистка
Поверхности
Захват
раб. Моечная
ванна
Измерительный
Натяг
0,18…0,20 мм
Шероховатост
ь
Ra=0,16мкмов
альность
и
конне
0,025мм
Щетка
22. Операционная карта на расточку отверстия гильзы цилиндра
ПереходыПриспособление
Установить
приспособление Спец.
на суппорте станка
приспособление
Установить гильзу цилиндра в
приспособление,
отцентрировать и закрепить
Настроить станок на режим
обработки
Подвести головку к гильзе
цилиндра,
настроить
на Штатив
размер
Включить подачу и произвести
расточку по длине 200+0,03
Проиерить
размер,
при
необходимости
повторить
Деталь
Номер детали
Материал
Гильза цилиндра
Твердость
HRC 42…50
Оборудование
Алмазно-расточный станок
Инструмент
Специальный чугун
Режим обработки
Индикаторная
головка ИРБ ГОСТ
5584-75
Индикаторное
присписобление
Спец. ключ совмещения
оси
гильзы с осью
шпинделя
Резец
с
Скорость резания 80
вставкой
мм/мин, подача 0,03
из
мм/об,
Эльбора-Р
Индикаторная
головка ИРБ ГОСТ
5584-75
Скорость резания 80
мм/мин, подача 0,03
мм/об,
глубина
резания 0,1мм
Индикаторный
Норма
времен
и
3
3
0,5
1,5
3
2
Прим
23.
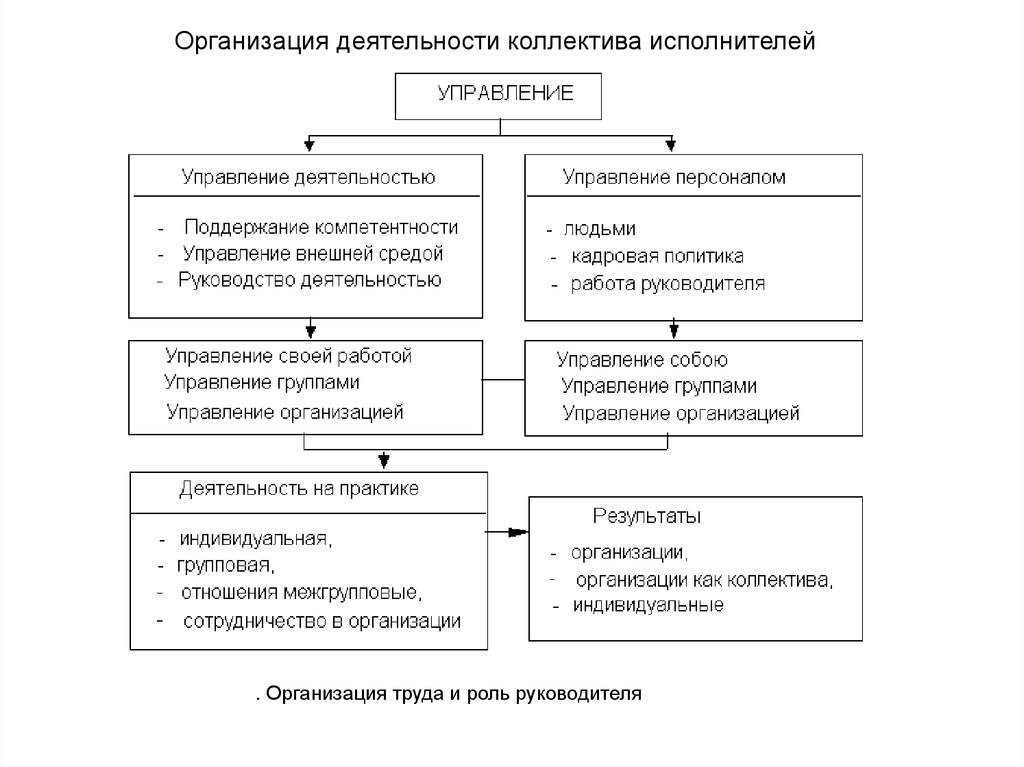
Организация деятельности коллектива исполнителей. Организация труда и роль руководителя
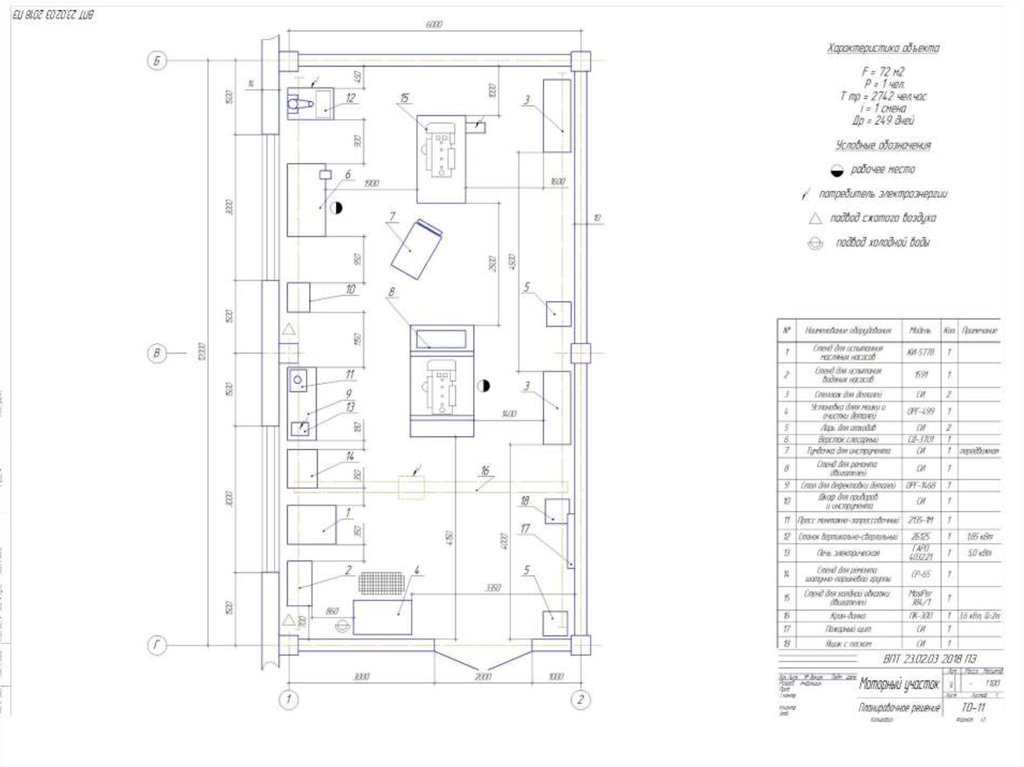
24. Организация технологического процесса зоны технического обслуживания и ремонта
• Основой организации работ на СТО являетсяПоложение о техническом обслуживании и ремонте
легковых автомобилей. Данное положение
обязательно для всех СТО производящих ТО и
ремонт этих автомобилей.
• Техническое обслуживание автомобилей
представляет собой комплекс работ, направленных
на предупреждение отказов и неисправностей., поддержание автомобилей в исправном состоянии и
обеспечение надежной, безопасной и экологичной их
эксплуатации. Техническое обслуживание включает
следующие виды работ: контрольнодиагностические, крепежные, регулировочные,
электротехнические, работы по системе питания,
заправочные, смазочные и другие.
25.
• Техника безопасности на моторном участкеДля обеспечения безопасности работы слесаря-моториста необходимо
соблюдать следующие требования:
- Все станки должны быть обязательно заземлены, во избежание
вероятности поражения током.
- При работе с кран-балкой запрещается находиться непосредственно
под грузом и балкой.
- При работе на стендах для ремонта двигателей необходимо надежно
закреплять двигатель в нужном положении.
- Установку детали на станок для притирки клапанов осуществлять
только в выключенном положении.
- Запрещается загромождать проходы между оборудованием и
выходом из помещения.
- Использованные обтирочные материалы должны немедленно
убираться.
- Разлитое масло или топливо необходимо удалить при помощи песка
или опилок, которые после следует ссыпать в металлические ящики с
крышкой, установленные вне помещения.
Помещение, где проводятся ремонтные работы, должно хорошо
проветриваться, дверь – легко открываться как изнутри, так и снаружи.
Проход к двери всегда держите свободным.
26. Заключение
• Главными задачами выпускной квалификационной работыявляется систематизирование и расширение теоретических и
практических знаний по специальности и применение этих
знаний при решении научных, технических и производственных
задач.
• В процессе выполнения работы были развиты навыки ведения
самостоятельной работы, методики исследования и
экспериментирования при решении проблем и вопросов.
• Таким образом, в процессе изучения данной темы, я
рассмотрел ТО и ремонт дизельных двигателей в общем виде и
методы диагностирования. Установил, что задачи
диагностирования непосредственно зависят от области его
применения и назначения. Технологический процесс ремонта
гильзы цилиндра. Расчет основных показателей СТО.
Организация деятельности коллектива исполнителей. Охрана
труда и техника безопасности на автомобильном транспорте.