



 и направляющей части (юбка)")







 mechanics
mechanicsSimilar presentations:










Технологический процесс ремонта цилиндро-поршневой группы двигателя ЗМЗ-405
1. Технологический процесс ремонта цилиндро-поршневой группы двигателя ЗМЗ-405
Выполнил: студент группы АХ-21 Покляцкий Д. А.2. Двигатель ЗМЗ-405
ЗМЗ-405 — семейство бензиновых 4-цилиндровых инжекторныхдвигателей производства ОАО «Заволжский моторный завод».
3. Цилиндро - поршневая группа
В состав ЦПГ входит: гильза, поршень, поршневойпалец, поршневые кольца. Цилиндро - поршневая группа
играет важнейшую роль в работе двигателя, являясь
основным ресурсоопределяющим конструктивным
модулем. В процессе работы детали ЦПГ подвергаются
значительным циклическим, механическим и тепловым
нагрузкам, которые повторяются тысячи раз в минуту.
4. Поршень
Поршень — деталь цилиндрической формы, совершающаявозвратно поступательное движение внутри цилиндра и служащая
для превращения изменения давления газа, пара или жидкости в
механическую работу, или наоборот — возвратно-поступательного
движения в изменение давления.
Служит для восприятия давления газов при рабочем ходе и
осуществления вспомогательных тактов.
5. Поршень состоит из днища, головки (уплотняющей части) и направляющей части (юбка)
1.2.
3.
4.
5.
6.
Устройство поршня:
днище поршня
головка поршня (уплотняющая
часть)
направляющая часть (юбка)
выемка камеры сгорания
канавки для компрессионных и
маслосъемных колец
прилив (бобышка) с отверстием
6. Поршневой палец
Служит для шарнирного соединения поршня с верхнейголовкой шатуна. Изготавливают пустотелым из стали.
Наружная поверхность подвергается цементации и закаливается
токами высокой частоты.
7. Поршневые кольца
Уплотняют полость цилиндра, исключаяпрорыв газов в картер двигателя и
попадания масла в камеру сгорания.
По назначению подразделяют на:
компрессионные;
маслосъемные.
8. Компрессионные кольца изготавливают из легированного чугуна или стали. На поршень устанавливают 2-3 компрессионных кольца.
Расположение поршневых колецв канавках поршня:
1. поршень;
2. верхнее компрессионное
кольцо;
3. нижнее компрессионное
кольцо;
4. маслосъемное кольцо.
9. Маслосъемные кольца препятствуют проникновению масла из картера в камеру сгорания, снимая излишки масла со стенки цилиндра.
Маслосъемное кольцо сразжимной витой
пружиной :
1. щелевые прорези;
2. витая пружина.
10. Ремонт цилиндров
Изношенные цилиндры принято ремонтировать по системе ремонтныхразмеров. При восстановлении системы цилиндр-поршень производится
механическая обработка отверстия цилиндра под больший ремонтный
размер и соответственно подбирается новый поршень, диаметр которого
больше диаметра прежнего.
Ремонтные размеры цилиндров, как правило, устанавливаются заводамиизготовителями. Эти размеры для цилиндров двигателей идут с градацией
0,5-1,0 мм в зависимости от диаметра цилиндра.
Последний ремонтный размер должен быть таким, чтобы цилиндр был
достаточно прочным.
11. Ремонт поршней
У поршней в результате эксплуатации изнашиваются канавкии отверстия под поршневой палец, а также образуются
трещины на донышке и риски на поверхности поршня.
Отверстия для поршневого пальца развёртывают вручную
специальной развёрткой в небольших поршнях и растачивают
на расточном станке у поршней больших размеров.
12.
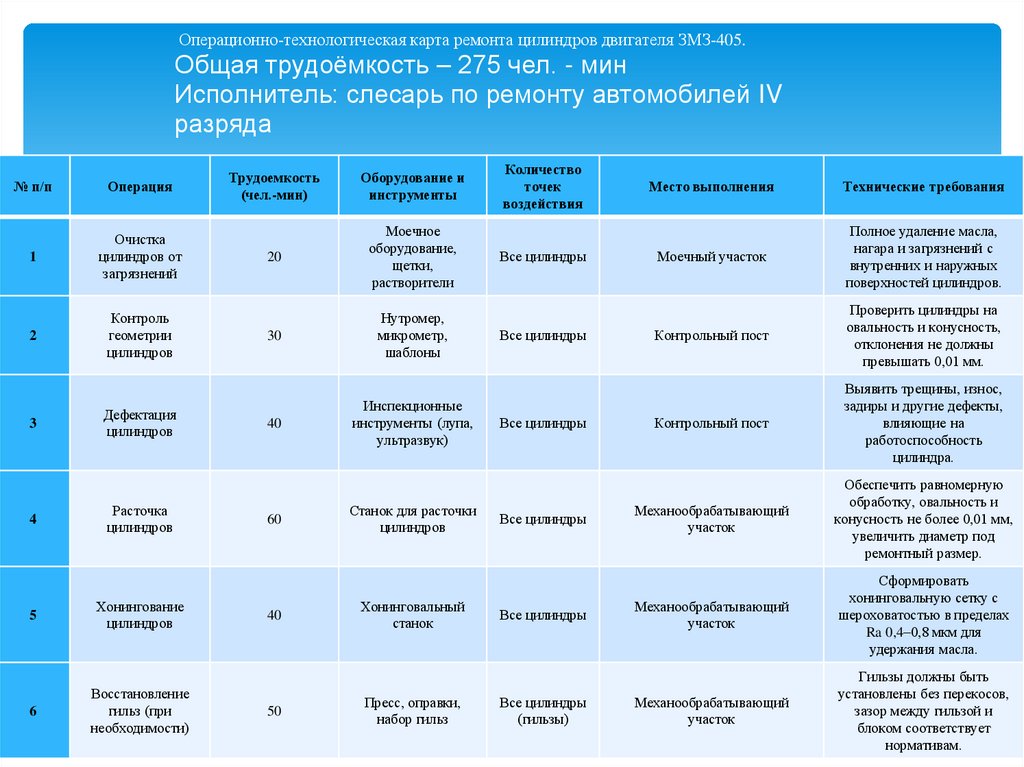
Операционно-технологическая карта ремонта цилиндров двигателя ЗМЗ-405.Общая трудоёмкость – 275 чел. - мин
Исполнитель: слесарь по ремонту автомобилей IV
разряда
№ п/п
Операция
1
Очистка
цилиндров от
загрязнений
2
Контроль
геометрии
цилиндров
3
4
Дефектация
цилиндров
Расточка
цилиндров
5
Хонингование
цилиндров
6
Восстановление
гильз (при
необходимости)
Трудоемкость
(чел.-мин)
Оборудование и
инструменты
20
Моечное
оборудование,
щетки,
растворители
30
Нутромер,
микрометр,
шаблоны
40
Инспекционные
инструменты (лупа,
ультразвук)
60
40
50
Станок для расточки
цилиндров
Хонинговальный
станок
Пресс, оправки,
набор гильз
Количество
точек
воздействия
Все цилиндры
Все цилиндры
Все цилиндры
Все цилиндры
Все цилиндры
Все цилиндры
(гильзы)
Место выполнения
Технические требования
Моечный участок
Полное удаление масла,
нагара и загрязнений с
внутренних и наружных
поверхностей цилиндров.
Контрольный пост
Проверить цилиндры на
овальность и конусность,
отклонения не должны
превышать 0,01 мм.
Контрольный пост
Выявить трещины, износ,
задиры и другие дефекты,
влияющие на
работоспособность
цилиндра.
Механообрабатывающий
участок
Обеспечить равномерную
обработку, овальность и
конусность не более 0,01 мм,
увеличить диаметр под
ремонтный размер.
Механообрабатывающий
участок
Сформировать
хонинговальную сетку с
шероховатостью в пределах
Ra 0,4–0,8 мкм для
удержания масла.
Механообрабатывающий
участок
Гильзы должны быть
установлены без перекосов,
зазор между гильзой и
блоком соответствует
нормативам.