



 mechanics
mechanicsSimilar presentations:








 кривошипно шатунного механизма. Тема 2.5. Урок 9")

Цилиндро-поршневая группа
1.
Цилиндро - поршневая группаШабаев Максим
МА-23
2.
ПоршеньПоршень — деталь цилиндрической формы,
совершающая возвратно поступательное движение
внутри цилиндра и служащая для превращения
изменения давления газа, пара или жидкости в
механическую работу, или наоборот — возвратнопоступательного движения в изменение давления.
Служит для восприятия давления газов при рабочем
ходе и осуществления вспомогательных тактов.
3.
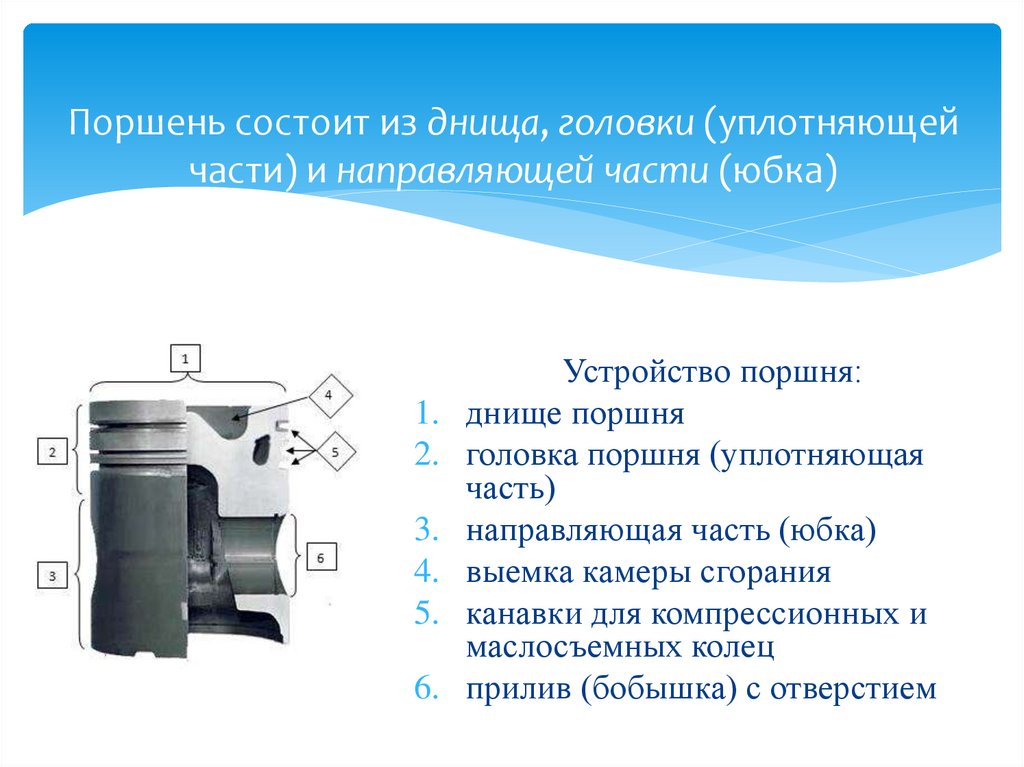
Поршень состоит из днища, головки (уплотняющейчасти) и направляющей части (юбка)
1.
2.
3.
4.
5.
6.
Устройство поршня:
днище поршня
головка поршня (уплотняющая
часть)
направляющая часть (юбка)
выемка камеры сгорания
канавки для компрессионных и
маслосъемных колец
прилив (бобышка) с отверстием
4.
Поршневой палецСлужит для шарнирного соединения поршня с верхней головкой
шатуна. Изготавливают пустотелым из стали. Наружная
поверхность подвергается цементации и закаливается токами
высокой частоты.
5.
Поршневые кольцаУплотняют полость цилиндра, исключая
прорыв газов в картер двигателя и
попадания масла в камеру сгорания.
По назначению подразделяют на:
компрессионные;
маслосъемные.
6.
Компрессионные кольца изготавливают из легированногочугуна или стали. На поршень устанавливают 2-3
компрессионных кольца.
Расположение поршневых колец
в канавках поршня:
1. поршень;
2. верхнее компрессионное
кольцо;
3. нижнее компрессионное
кольцо;
4. маслосъемное кольцо.
7.
Маслосъемные кольца препятствуютпроникновению масла из картера в камеру сгорания,
снимая излишки масла со стенки цилиндра.
Маслосъемное кольцо с
разжимной витой
пружиной :
1. щелевые прорези;
2. витая пружина.
8.
Ремонт цилиндровИзношенные цилиндры принято ремонтировать по системе ремонтных размеров.
При восстановлении системы цилиндр-поршень производится механическая
обработка отверстия цилиндра под больший ремонтный размер и соответственно
подбирается новый поршень, диаметр которого больше диаметра прежнего.
Ремонтные размеры цилиндров, как правило, устанавливаются заводамиизготовителями. Эти размеры для цилиндров двигателей идут с градацией 0,5-1,0
мм в зависимости от диаметра цилиндра.
Последний ремонтный размер должен быть таким, чтобы цилиндр был
достаточно прочным.
Цилиндры, износ которых вышел за пределы последнего ремонтного размера, в
отдельных случаях можно восстановить растачиванием и последующей
запрессовкой гильзы. Гильзу запрессовывают в расточенный корпус с натягом,
затем обрабатывают ее отверстие до номинального размера отверстия цилиндра.
Если в цилиндре уже имеется гильза, и она изношена, то ее растачивают до
ближайшего ремонтного размера на расточном или токарном станке.
После расточки производят хонингование цилиндров. Припуски на хонингование
должны быть в пределах 0,06-0,09 мм.
При отсутствии на предприятии хонинговального станка отделочную операцию
отверстия цилиндра можно выполнить на токарном или сверлильном станке,
применяя шлифовальную головку.
После окончательной обработки внутренняя поверхность цилиндра должна иметь
9-й класс шероховатости.
9.
Ремонт поршнейУ поршней в результате эксплуатации изнашиваются канавки и
отверстия под поршневой палец, а также образуются трещины на
донышке и риски на поверхности поршня.
Отверстия для поршневого пальца развёртывают вручную
специальной развёрткой в небольших поршнях и растачивают на
расточном станке у поршней больших размеров.
Выбор посадки поршневого пальца в отверстие поршня - с натягом
или зазором - зависит от конструкции поршня и условий, в которых
он работает.
Места на цилиндрической поверхности поршня, где имеются
задиры или наплывы. А также днище запиливают личным
напильником, потом зачищают и полируют мелкозернистой
наждачной бумагой.
Поршни с трещинами обычно выбраковывают. Значительному
износу подвержены поршневые канавки, которые восстанавливают
проточкой на токарном станке до ремонтного размера.
10.
Дефектовка двигателя:блок цилиндров
Блок цилиндров — самая важная часть
автомобильного двигателя. Именно он служит
"базой", основой всего мотора. Если блок выйдет из
строя, автовладельца ждут немалые проблемы — не
столько технические, сколько юридические, поскольку
блок цилиндров — номерная деталь, и этот номер
указан в регистрационных документах на автомобиль.
Грамотная дефектовка блока цилиндров позволит
определить не только причины выхода мотора из
строя, но и его пригодность для дальнейшей
эксплуатации.
11.
Дефект 1. Глубокие задиры наповерхности цилиндра
Причины:
Ослаблена посадка поршневого пальца в верхней головке
шатуна или нарушена его фиксация в бобышках поршня.
Перегрев двигателя, в результате которого разрушаются
поршни.
Попадание в цилиндры двигателя посторонних предметов.
Действия:
Замените шатуны или поршни. Проверьте систему
охлаждения и при необходимости отремонтируйте ее. При
наличии подобных повреждений блок цилиндров
ремонтируется гильзовкой.
12.
Дефект 2. Царапины наповерхности цилиндра
Причины:
Поломка поршневых колец.
Поломка перемычек на поршнях между канавками под поршневые кольца.
Перегрев двигателя.
Длительная эксплуатация мотора с повреждённым воздушным фильтром
или вовсе без него.
Действия:
Проверьте правильность установки системы зажигания и при
необходимости отрегулируйте её. Применяйте бензин с предписанным
октановым числом.
Проверьте систему охлаждения и при необходимости отремонтируйте её.
При наличии подобных повреждений блок цилиндров, как правило,
ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
13.
Дефект 3. Выработка поверхностицилиндра
Причины:
Неисправность системы питания.
Неисправность системы зажигания.
Действия:
Проверьте систему питания, отремонтируйте и отрегулируйте её.
Проверьте и отрегулируйте систему зажигания. При сильном износе
поверхности цилиндров блок ремонтируется расточкой в следующий
ремонтный размер или гильзовкой.
Примечание. Косвенным признаком сильного износа является отсутствие
на поверхности цилиндров сетки хона. Проверку выработки, эллипсности
и конусности каждого цилиндра следует выполнять так: с помощью
индикаторного нутромера, настроенного на требуемый размер, промеряем
каждый цилиндр в двух взаимно перпендикулярных плоскостях в
верхней, средней и нижней частях цилиндра. Особенно сильный износ
наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где
"останавливается" верхнее компрессионное кольцо. Если выработка в
цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм,
блок ремонтируется расточкой и последующей хонинговкой в следующий
ремонтный размер или гильзовкой.
14.
Дефект 4. Трещины вцилиндрах
Причины:
Перегрев двигателя.
Разрушение поршня и шатуна в результате гидроудара или
попадания посторонних предметов в цилиндр.
Действия:
Как правило, при наличии трещин в цилиндрах блок не
ремонтируется, а списывается. В исключительных случаях
повреждённый цилиндр можно загильзовать. Проверьте и
отремонтируйте систему охлаждения. Проверьте целостность
впускного и выпускного трактов. Замените повреждённые
детали.
Примечание. Определить наличие трещин в блоке цилиндров
и их размеры можно с помощью опрессовки.
15.
Дефект 5. Трещины на верхнейплоскости блока, в районе отверстий
под болты головки
Причины:
Блок перед сборкой был плохо промыт и не продут, в
результате чего осталась жидкость или грязь в резьбовых
от верстиях для болтов, крепящих головку блока.
Неправильная затяжка болтов головки блока.
Перегрев двигателя.
Действия:
Требуется замена блока цилиндров.
В исключительных случаях возможна заварка трещин и
последующая механообработка блока.
16.
Дефект 6. Трещины, пробоины иобломы приливов на других
поверхностях блока цилиндров
Причины:
Обрыв шатуна.
Разрушение поршня.
Последствия аварии, в которой произошла деформация
моторного отсека.
Общий перегрев двигателя.
Неправильная затяжка крепёжных болтов.
Действия:
Требуется замена блока цилиндров. В некоторых
случаях возможна заварка
трещин и последующая механообработка блока.
17.
Дефект 7. Разрушение резьбы вкрепёжных отверстиях
Причины:
Неправильная затяжка крепёжных болтов.
Действия:
Рассверлите отверстия и нарежьте резьбу
большего диаметра. Возможна установка
футорок.
18.
Дефект 8. Износ постелей коренныхвкладышей и дополнительных
валиков
В обязательном порядке проверьте состояние посадочных мест под коренные
вкладыши и втулки распредвала и вспомогательных валов. Особенно важна эта
процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от
загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты
затягиваются предписанным моментом с помощью динамометрического ключа.
Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр
постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях.
Отличия полученных размеров от номинального не должны быть более 0,02 мм. В
противном случае необходимо произвести операцию по ремонту постели
коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные
втулки. Их можно отремонтировать путём установки новых втулок с увеличенным
наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей
эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок
цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления
загрязнений.