






 industry
industrySimilar presentations:




")





Технология. Основы базирования. Режимы обработки металлов на станках с ПУ
1.
ТЕХНОЛОГИЯ. ОСНОВЫ БАЗИРОВАНИЯ.РЕЖИМЫ ОБРАБОТКИ МЕТАЛЛОВ НА СТАНКАХ С ПУ
КУРС ПОДГОТОВКИ ДЛЯ ОПЕРАТОРОВ СТАНКОВ С ПУ
Разработал: Шиляев О.Н.
2.
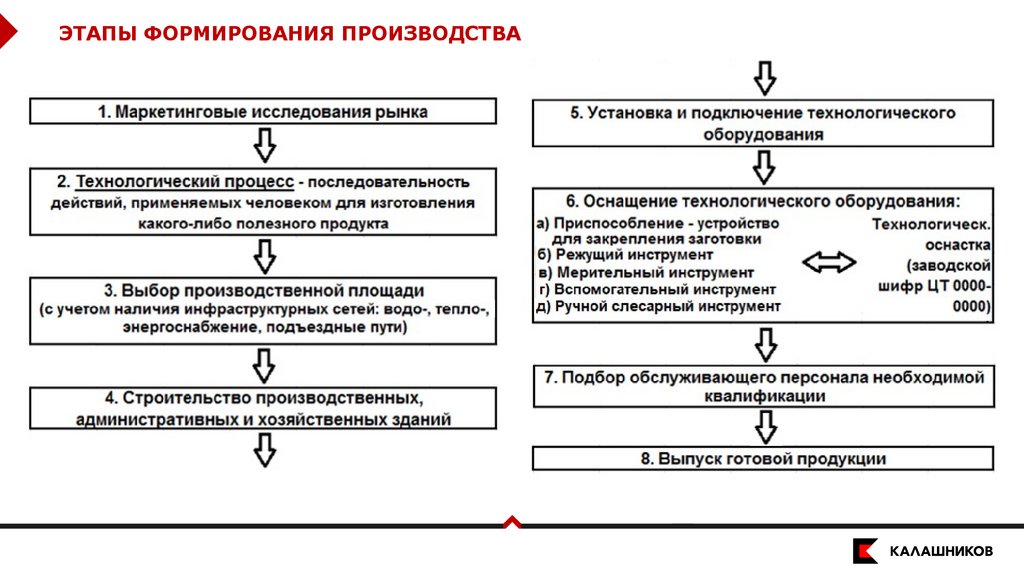
ЭТАПЫ ФОРМИРОВАНИЯ ПРОИЗВОДСТВА3.
СТЕПЕНИ СВОБОДЫ - минимальное количество координат, необходимое длязадания конфигурации.
• Для отдельной частицы в плоскости две координаты определяют ее местоположение,
поэтому она имеет две степени свободы;
• Для одной частицы в пространстве требуются три координаты, поэтому она имеет три
степени свободы;
• Две частицы в пространстве имеют в совокупности шесть степеней свободы;
• Если две частицы в пространстве вынуждены поддерживать постоянное расстояние друг от
друга, например, в случае двухатомной молекулы, то шесть координат должны
удовлетворять одному уравнению ограничения, определяемому формулой расстояния. Это
уменьшает степень свободы системы до пяти, потому что формула расстояния может быть
использована для решения для оставшейся координаты, как только заданы остальные пять.
4.
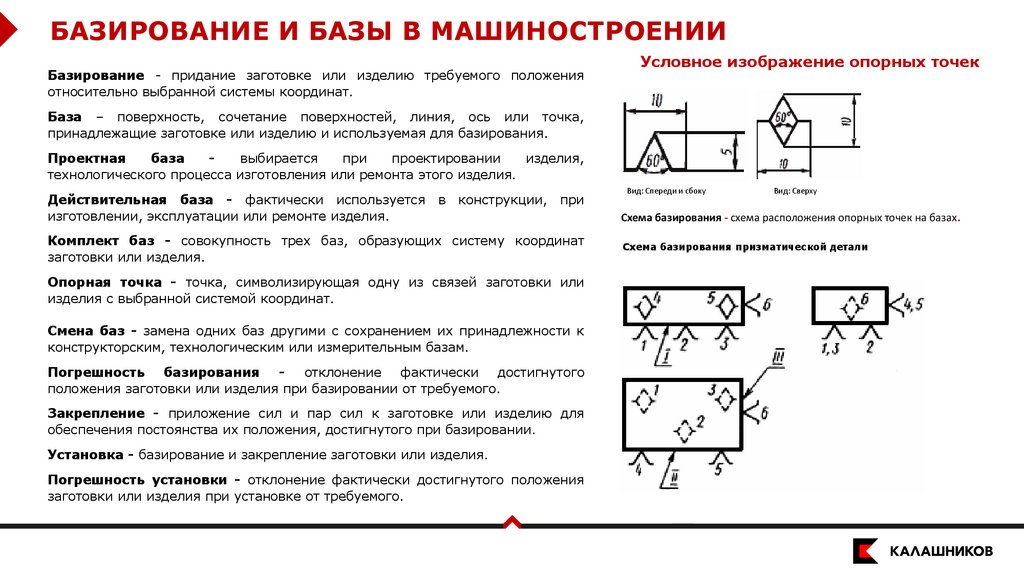
БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИБазирование - придание заготовке или изделию требуемого положения
относительно выбранной системы координат.
Условное изображение опорных точек
База – поверхность, сочетание поверхностей, линия, ось или точка,
принадлежащие заготовке или изделию и используемая для базирования.
Проектная
база
выбирается
при
проектировании
изделия,
технологического процесса изготовления или ремонта этого изделия.
Действительная база - фактически используется в конструкции,
изготовлении, эксплуатации или ремонте изделия.
при
Комплект баз - совокупность трех баз, образующих систему координат
заготовки или изделия.
Опорная точка - точка, символизирующая одну из связей заготовки или
изделия с выбранной системой координат.
Смена баз - замена одних баз другими с сохранением их принадлежности к
конструкторским, технологическим или измерительным базам.
Погрешность базирования отклонение фактически достигнутого
положения заготовки или изделия при базировании от требуемого.
Закрепление - приложение сил и пар сил к заготовке или изделию для
обеспечения постоянства их положения, достигнутого при базировании.
Установка - базирование и закрепление заготовки или изделия.
Погрешность установки - отклонение фактически достигнутого положения
заготовки или изделия при установке от требуемого.
Вид: Спереди и сбоку
Вид: Сверху
Схема базирования - схема расположения опорных точек на базах.
Схема базирования призматической детали
5.
Классификация баз1. По назначению
2. По лишаемым степеням свободы
3. По характеру проявления
6.
Классификация баз1. По назначению
7.
Классификация баз1. По назначению
8.
Классификация баз1. По назначению
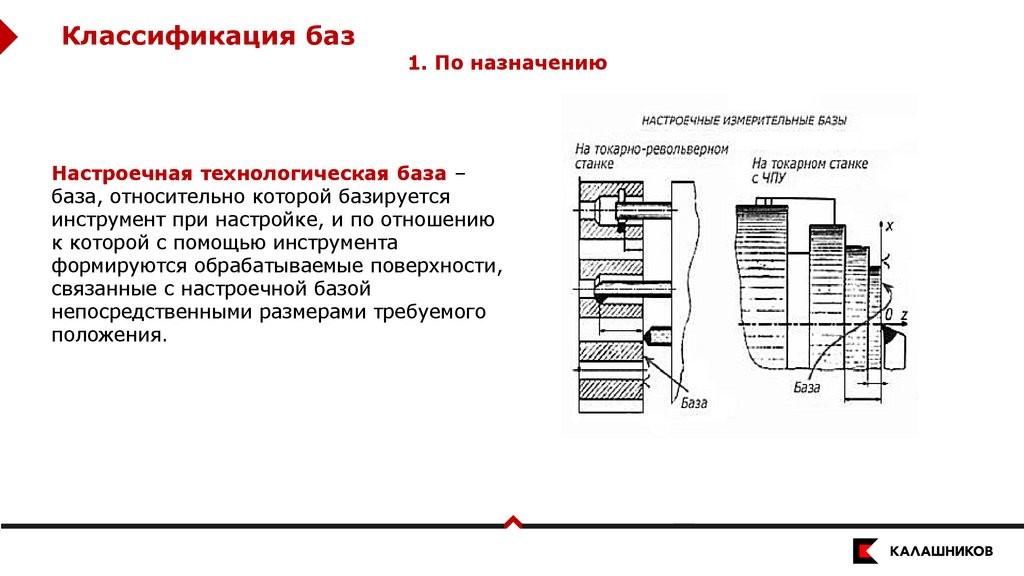
Настроечная технологическая база –
база, относительно которой базируется
инструмент при настройке, и по отношению
к которой с помощью инструмента
формируются обрабатываемые поверхности,
связанные с настроечной базой
непосредственными размерами требуемого
положения.
9.
Классификация баз1. По назначению
Проверочная технологическая база
Искусственная технологическая база
10.
Классификация баз1. По назначению
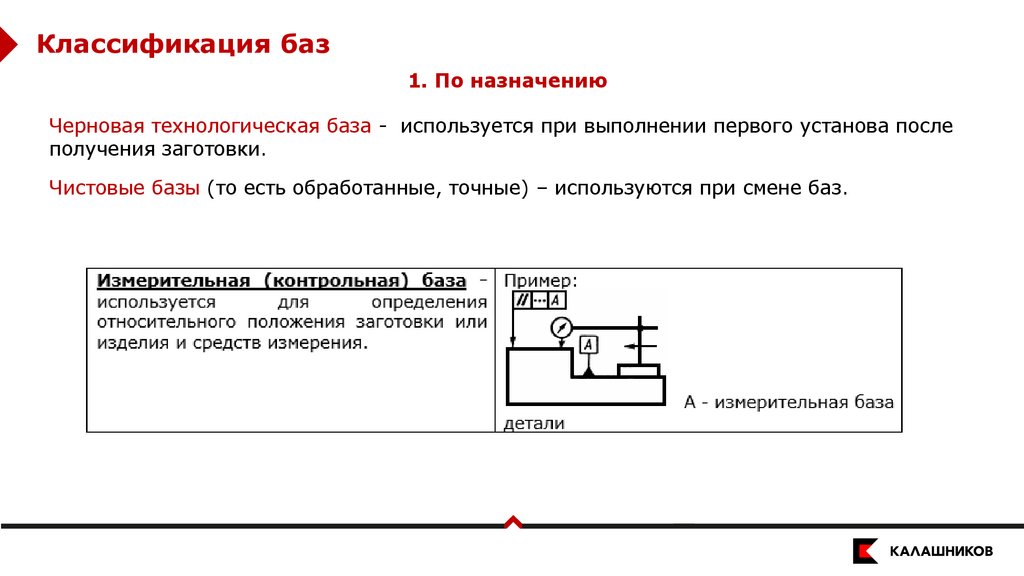
Черновая технологическая база - используется при выполнении первого установа после
получения заготовки.
Чистовые базы (то есть обработанные, точные) – используются при смене баз.
11.
Классификация баз2. По лишаемым степеням свободы
Расположение технологических баз в упрощенном виде:
12.
Классификация баз2. По лишаемым степеням свободы
Установочная база - используется для
наложения на заготовку или изделие связей,
лишающих их трех степеней свободы перемещения вдоль одной координатной оси и
поворотов вокруг двух других осей.
Направляющая база - используется для
наложения на заготовку или изделие связей,
лишающих их: двух степеней свободы перемещения вдоль одной координатной оси и
поворота вокруг другой оси.
13.
Классификация баз2. По лишаемым степеням свободы
Опорная база - используется для наложения
на заготовку или изделие связей, лишающих их
одной степени свободы - перемещения вдоль
одной координатной оси или поворота вокруг
оси.
Двойная направляющая база - используется
для наложения на заготовку или изделие
связей,
лишающих
их
четырех
степеней
свободы
перемещений
вдоль
двух
координатных осей и поворотов вокруг этих
осей.
14.
Классификация баз2. По лишаемым степеням свободы
Двойная опорная база - используется для
наложения на заготовку или изделие связей,
лишающих их двух степеней свободы перемещений вдоль двух координатных осей.
15.
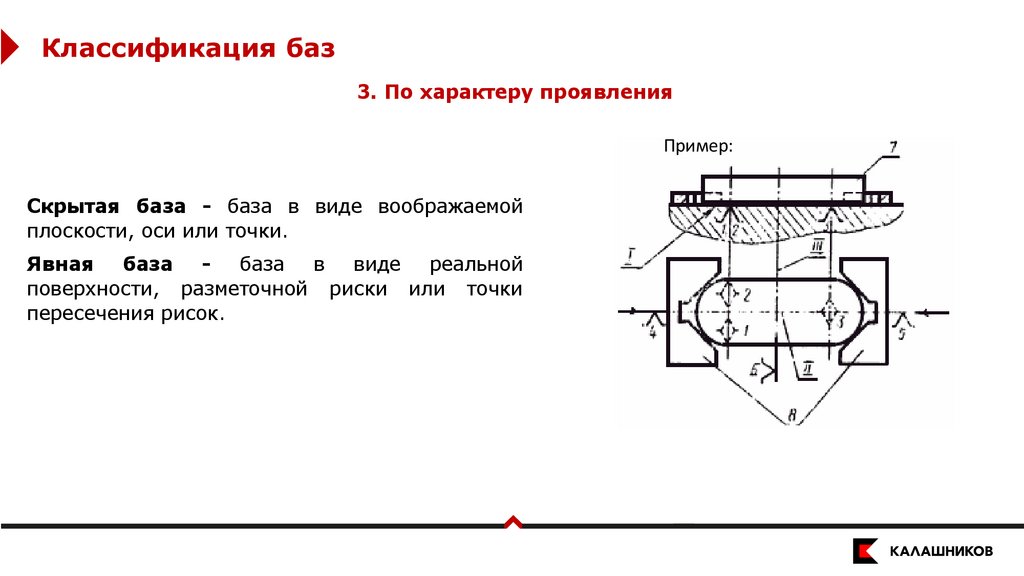
Классификация баз3. По характеру проявления
Пример:
Скрытая база - база в виде воображаемой
плоскости, оси или точки.
Явная база база в виде реальной
поверхности, разметочной риски или точки
пересечения рисок.
16.
Принцип совмещения (единства) баз –совмещение баз в единую базу
Суть принципа совмещения состоит в том, что в качестве технологических баз следует
назначать
поверхности,
которые
одновременно
являются
конструкторскими
и
измерительными базами.
Нарушение принципа совмещения баз приводит к удорожанию процесса обработки и снижению
производительности.
17.
Принцип постоянства базПри разработке и реализации технологического процесса необходимо стремиться к
использованию одного и того же комплекта технологических баз на всех операциях
изготовления изделия (детали).
Смена технологических баз по ходу технологического процесса приводит к увеличению
длины технологических размерных цепей, увеличивая тем самым погрешности обработки.
Также точность и удобство базирования зависят от формы базовых элементов.
18.
Принцип постоянства базТехнологические базы бывают черновые и чистовые. Черновые базы являются
необработанными и используются на первой операции технологического процесса. Отсюда
следуют особые требования к этим базам:
· черновые базы в связи со своей низкой точностью, должны использоваться только один раз
на первой установке;
· для обеспечения правильного взаимного положения обработанных и необработанных
поверхностей в готовом изделии, черновыми базами необходимо назначать поверхности,
которые в готовом изделии остаются черновыми.
19.
Правила выбора баз1. Поверхность, принимаемая за технологическую базу, должна по возможности являться
одновременно и конструкторской (основной или вспомогательной) базой, т.е.
технологическая база должна совпадать с конструкторской (правило совмещения баз).
2. Для определения точности взаиморасположения поверхностей детали, подлежащих
обработке в разных операциях технологического процесса, желательно сохранять в них
постоянство установочной технологической базы (правило постоянства баз).
3. В качестве установочной технологической базы применять по возможности наиболее
протяженные и наиболее точно и чисто обработанные поверхности.
4. Необработанные поверхности применять в качестве технологических установочных
(черновых) баз только для первых операций технологического процесса.
20.
Правила выбора баз5. С целью обеспечения правильного взаимного расположения обрабатываемых поверхностей
по отношению к необработанным базам для первой операции выбирают те поверхности,
которые в готовой детали должны оставаться необработанными.
6. Базы должны обладать достаточной протяженностью.
7. Заготовка должна занимать в приспособлении надлежащее ей положение под действием
собственного веса, а не в результате приложения зажимных усилий.
8. Базовые поверхности должны быть чистыми для обеспечения однозначности базирования.
Не допускается использовать поверхности со следами разъема штампов, литейных форм,
остатками литниковой системы и другими дефектами.
21.
Правила выбора баз9. С точки зрения эксплуатации детали базовые поверхности должны быть наиболее
ответственными. В этом случае при их обработке на последующих операциях обеспечивается
равномерность припусков и однородная поверхность.
10. Базы должны обеспечивать возможность обработки с одной установки максимального
количества поверхностей. Это требование особенно важно при обработке деталей на станках с
ЧПУ.
11. После первой операции технологические базы должны быть заменены, т.е. дважды
использовать одни и те же черновые базы крайне нежелательно, а в большинстве случаев
недопустимо.
22.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССТехнологический процесс в машиностроении делится на операционные карты.
Операционные карты подразделяются на:
- карты механической обработки,
- сборки,
- штамповки (горячей объемной или холодной листовой),
- контроля.
23.
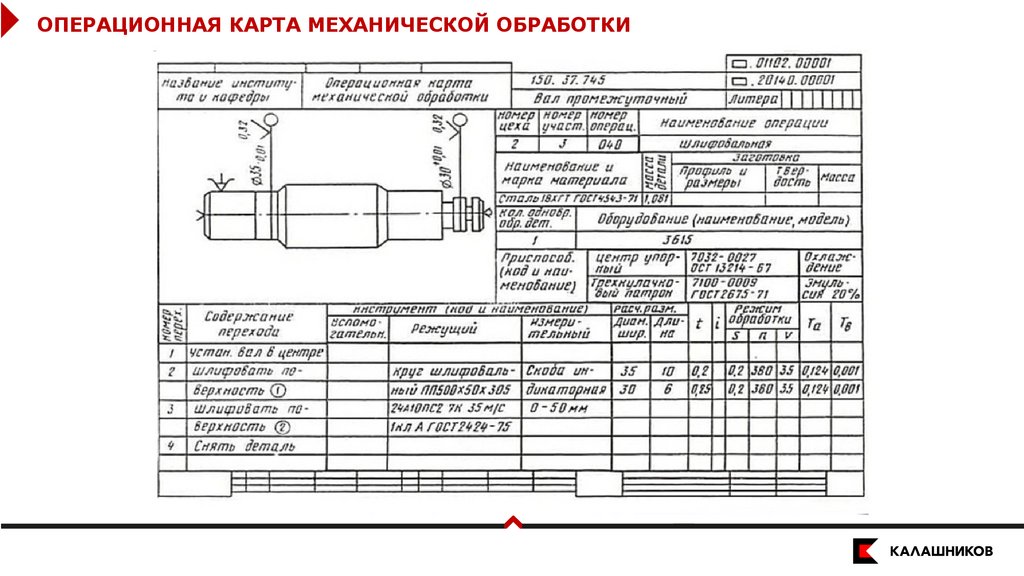
ОПЕРАЦИОННАЯ КАРТА МЕХАНИЧЕСКОЙ ОБРАБОТКИ24.
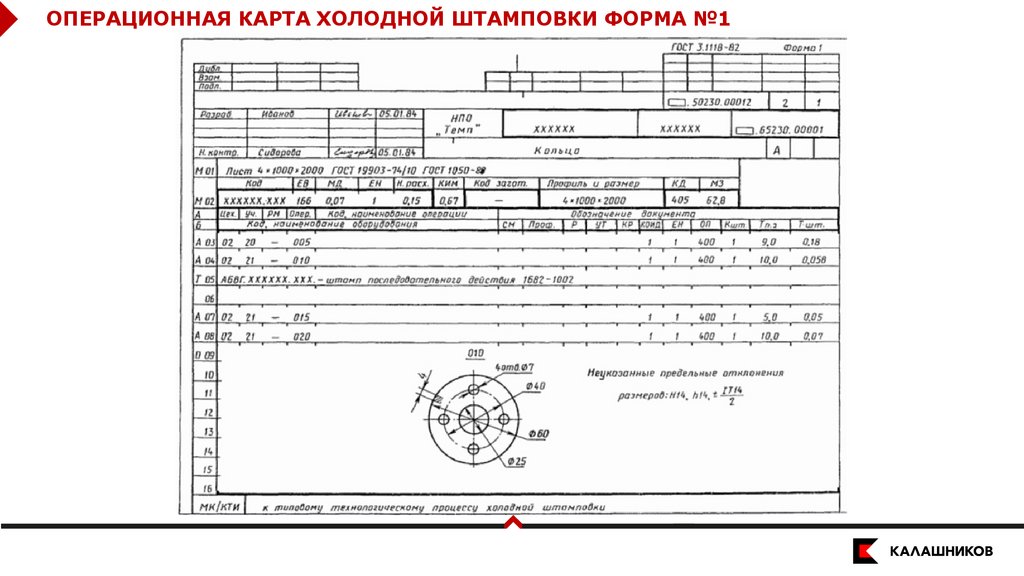
ОПЕРАЦИОННАЯ КАРТА ХОЛОДНОЙ ШТАМПОВКИ ФОРМА №125.
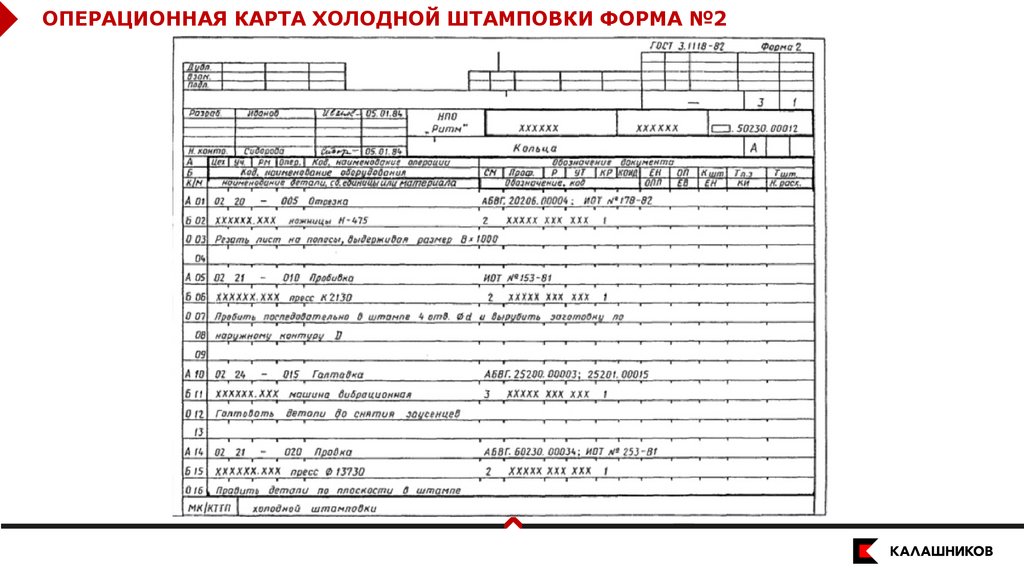
ОПЕРАЦИОННАЯ КАРТА ХОЛОДНОЙ ШТАМПОВКИ ФОРМА №226.
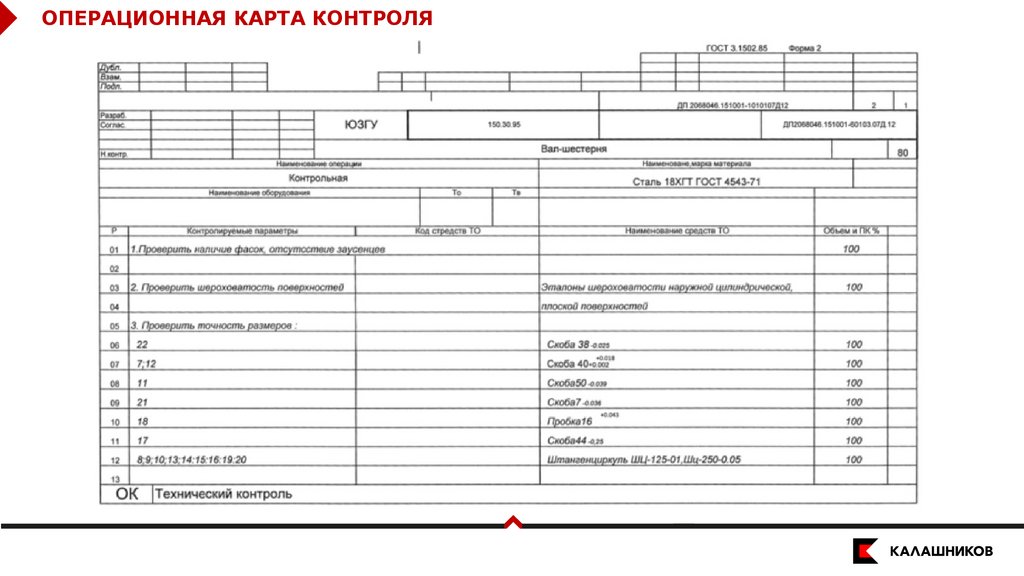
ОПЕРАЦИОННАЯ КАРТА КОНТРОЛЯ27. ОПРЕДЕЛЕНИЯ, ВХОДЯЩИЕ В СОСТАВ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Установ – это часть технологической операции, выполняемая при неизменномзакреплении обрабатываемых заготовок или собираемой сборочной единицы.
Переход – это часть операции, для которой характерны постоянство обрабатываемой
поверхности, режущего инструмента и режима работы станка. Одновременную обработку
нескольких поверхностей детали несколькими инструментами принято считать за один
переход.
Переходы подразделяются на проходы:
Проход – это часть перехода, осуществляемая при одном рабочем перемещении
инструмента в направлении подачи. За один проход снимают один слой металла.
Для изготовления одного изделия может существовать несколько тех. процессов.
Оптимальным будет являться тот технологический процесс, при котором будут меньше
всего затрачено ресурсов.
28.
В операционной карте механической обработки указывается:1. Номер и наименование операции
2. Операционный эскиз обработки
3. Наименование и модель оборудования
4. Технологическая оснастка
5. Режимы резания
6. Норма времени
7. Рабочее время
8. Номер инструкции по технике безопасности
29.
ПОДБОР РЕЖИМОВ РЕЗАНИЯ:1. Скорость резания
2. Скорость вращения
3. Глубина резания
3. Подача
4. Стойкость режущего инструмента.
30.
КАРТА СТАНДАРТНЫХ ОПЕРАЦИЙ (КСО)Представляет из себя подробное руководство с описанием производимых работником
действий в нужной последовательности, а также с приложением подробных фото или
рисунков, где в виде стрелок или иных обозначений указано, на что необходимо обратить
внимание.
Картами КСО должны оснащаться все рабочие места на производстве.
31.
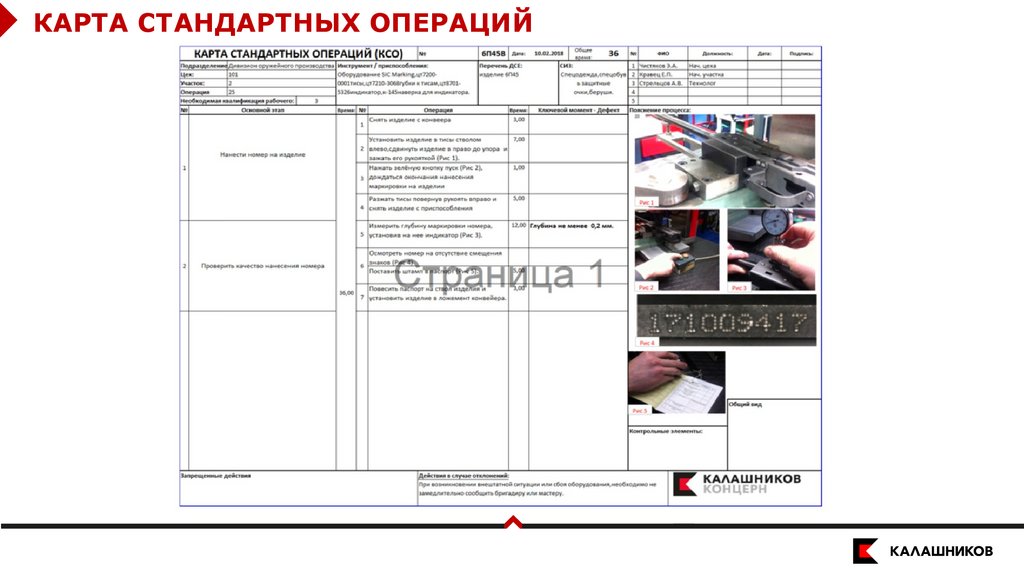
КАРТА СТАНДАРТНЫХ ОПЕРАЦИЙ32.
ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНАТехнологическая дисциплина - строгое выполнение установленного технологического
процесса, оформленного в виде технологических карт.