




.")

 industry
industrySimilar presentations:




")





Лекция 7.2. Базы и базирование заготовок при механической обработке. Часть 2
1.
Базы и базирование заготовокпри механической обработке
Часть 2
Мосполитех, кафедра ТиОМ
2.
ТЕОРЕТИЧЕСКАЯ СХЕМА БАЗИРОВАНИЯПри проектировании технологических операций (после уточнения
технологической задачи и количества, необходимых для ее выполнения, баз
и опорных точек) на операционном эскизе изображается так называемая
«теоретическая схема базирования».
Теоретическая схема базирования представляет собой схему
расположения на технологических базах заготовки опорных точек,
символизирующих позиционные связи заготовки с принятой системой
координат (опорные поверхности приспособлений, координатные
плоскости станка и т. п.).
При этом на контурных линиях поверхностей заготовок, принятых в качестве
явных технологических баз, и осевых линиях, проставляются условные
обозначения опорных точек, которые лишают заготовку соответствующего
числа степеней свободы.
3.
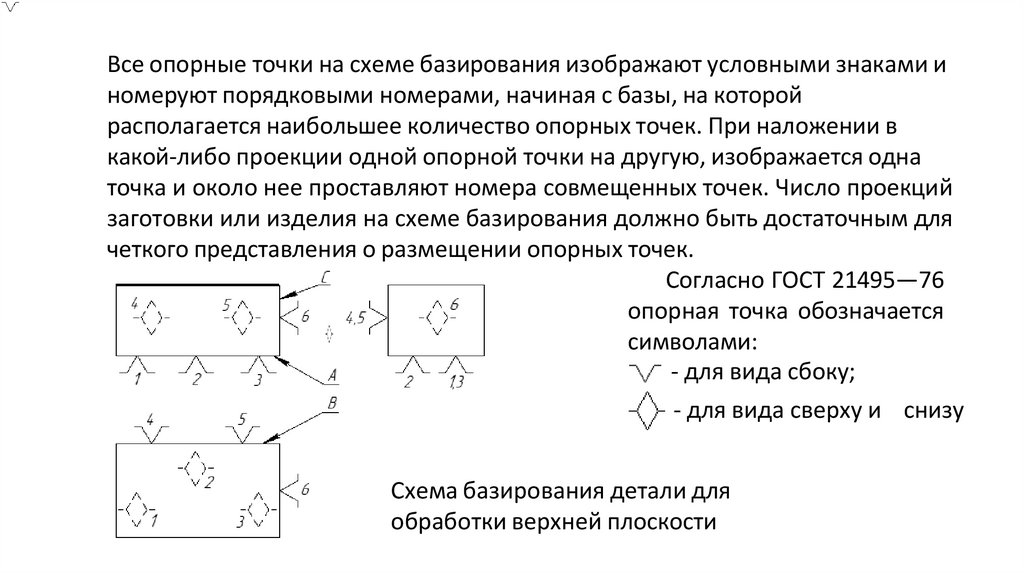
Все опорные точки на схеме базирования изображают условными знаками иномеруют порядковыми номерами, начиная с базы, на которой
располагается наибольшее количество опорных точек. При наложении в
какой-либо проекции одной опорной точки на другую, изображается одна
точка и около нее проставляют номера совмещенных точек. Число проекций
заготовки или изделия на схеме базирования должно быть достаточным для
четкого представления о размещении опорных точек.
Согласно ГОСТ 21495—76
опорная точка обозначается
символами:
- для вида сбоку;
- для вида сверху и снизу
Схема базирования детали для
обработки верхней плоскости
4. Теоретическая схема базирования может служить заданием для конструктора приспособления по созданию его целесообразной
конструкции.При проектировании специального приспособления конструктор
по оснастке обязан предусмотреть создание и расположение
установочных элементов для базирования заготовки в точном
соответствии с теоретической схемой базирования, созданной
технологом.
5.
ДОПОЛНИТЕЛЬНЫЕ ОПОРНЫЕ ПОВЕРХНОСТИ И ИСКУССТВЕННЫЕТЕХНОЛОГИЧЕСКИЕ БАЗЫ
Если конфигурация заготовок не дает возможности выбрать технологическую
базу, позволяющую удобно, устойчиво и надежно ориентировать и закрепить
заготовку в приспособлении или на станке, то прибегают к созданию
искусственных технологических баз.
К категории искусственных технологических баз относятся также такие
технологические базы, которые в целях повышения точности базирования
обрабатываемой
заготовки
в
приспособлении
предварительно
обрабатываются с более высокой точностью, чем это требуется для
готового изделия по чертежу.
6. При установке корпусной детали на плоскость и два отверстия точность ориентации детали зависит от величины зазоров между
установочнымипальцами и отверстиями. Следовательно, два установочных отверстия
стремятся обработать с более высокой точностью, чем это требуется по
чертежу корпусной детали.
7. Схема базирования при установке корпусной детали на плоскость и два отверстия
8.
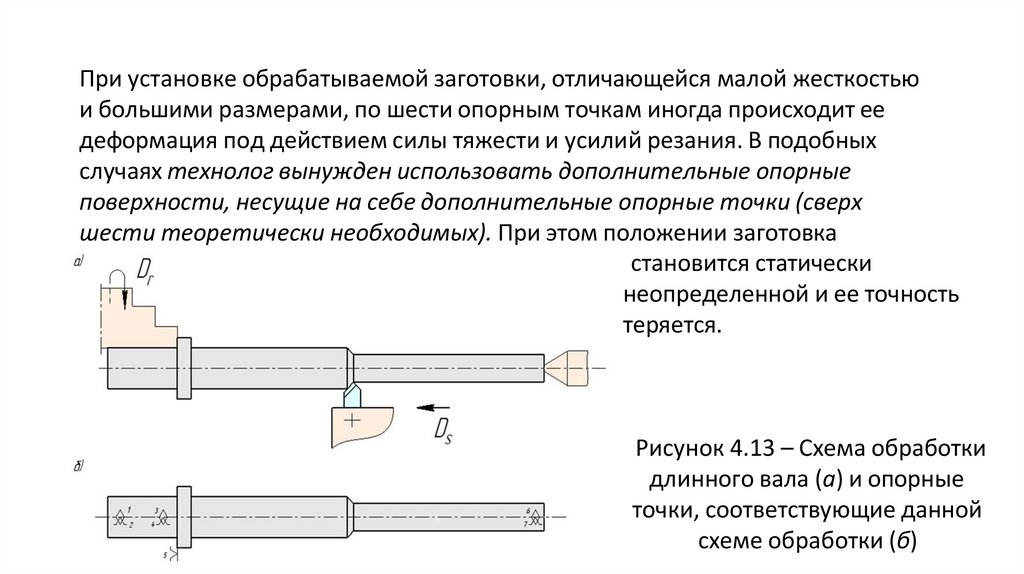
При установке обрабатываемой заготовки, отличающейся малой жесткостьюи большими размерами, по шести опорным точкам иногда происходит ее
деформация под действием силы тяжести и усилий резания. В подобных
случаях технолог вынужден использовать дополнительные опорные
поверхности, несущие на себе дополнительные опорные точки (сверх
шести теоретически необходимых). При этом положении заготовка
становится статически
неопределенной и ее точность
теряется.
Рисунок 4.13 – Схема обработки
длинного вала (а) и опорные
точки, соответствующие данной
схеме обработки (б)
9. Для того чтобы в процессе фрезерования избежать деформаций заготовки и вибраций, приводящих к неудовлетворительному качеству
обработаннойповерхности, в конструкцию кронштейна добавлены два прилива
(искусственные технологические базы).
Рисунок 14 – Использование
дополнительных опорных
поверхностей при обработке
кронштейна на фрезерном
станке.
10.
Применение дополнительных опорных поверхностей может внестинеопределенность в положение заготовки при обработке и тем самым
снизить точность расположения обрабатываемых поверхностей. Вследствие
этого, в единичном и мелкосерийном производстве рекомендуется
использовать в качестве дополнительных опор всевозможные подвижные и
регулируемые опоры (механические и автоматические подпоры).
В массовом и крупно-серийном производстве необходимо обеспечивать
высокую точность расположения дополнительной опорной поверхности
заготовки по отношению к ее технологическим базам, на которых
располагается шесть теоретически необходимых опорных точек.
Погрешность расположения всех базирующих и дополнительных
опорных поверхностей входит в погрешность базирования заготовки и
переносится на погрешность взаимного расположения обработанных
поверхностей.
11.
НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗОт правильности выбора баз в значительной степени зависят:
• фактическая точность выполнения линейных размеров, заданных
конструктором;
• точность взаимного расположения обрабатываемых поверхностей;
• степень сложности и конструкция необходимых приспособлений, режущих
и мерительных инструментов;
• себестоимость обработки заготовок.
12.
НАЗНАЧЕНИЕ БАЗ ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИТехнологическая база, используемая при первом установе заготовки,
называется черновой технологической базой.
Черновая технологическая база может быть явной, находящейся в контакте
с установочными элементами приспособлений, или скрытой, однако ее
назначение имеет некоторые особенности.
1 В качестве явной черновой технологической базы следует выбирать
поверхность, относительно которой на первой операции могут быть
обработаны поверхности, используемые при дальнейших операциях как
технологические базы (т.е. черновая база – это база для обработки чистовых
баз).
2 Черновые базы должны иметь достаточные размеры, возможно более
высокую точность формы и взаимного расположения баз и наименьшую
шероховатость поверхностей.
13.
3 В качестве черновых баз не следует использовать поверхности, на которыхрасположены прибыли и литники, а также швы, возникающие в местах
разъемов форм и штампов.
4 Черновая база должна использоваться при обработке заготовки только
один раз - при выполнении первой операции. Все последующие операции и
установы заготовки необходимо осуществлять на обработанных базовых
поверхностях.
5 В качестве черновой базы целесообразно выбирать поверхности
остающиеся не обработанными.
6 Если с одной из поверхностей нужно удалить минимальный припуск (или
снять равномерный слой металла), то эту поверхность следует использовать
в качестве черновой базы на первой операции.
14. Обеспечение равномерности припуска при обработке отверстий
15.
ПОГРЕШНОСТЬ БАЗИРОВАНИЯВ общем случае погрешность базирования представляет собой отклонение
фактически достигнутого положения детали от требуемого. Погрешность
базирования возникает при несовпадении технологической базы с
конструкторской и измерительной базами.
Величина погрешности базирования определяется суммой полей допусков
на размеры, входящие в размерную цепь, связывающую конструкторскую
(или измерительную) и технологическую базы, в направлении заданного
конструктором размера.
Погрешность базирования определяется для каждого заданного размера
детали и для каждой схемы базирования в отдельности.
Погрешность базирования является составной частью погрешности
установки и, как следствие, частью суммарной погрешности обработки,
которая не должна превышать поле допуска на заданный размер.
16.
ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗПри назначении технологических баз для точной обработки заготовок в
качестве технологических баз следует принимать поверхности, которые
одновременно являются конструкторскими и измерительными базами
детали, а также используются в качестве баз при сборке изделий.
Если технологическая база не совпадает с конструкторской или
измерительной базой, технолог вынужден производить замену размеров,
проставленных в рабочих чертежах от конструкторских и измерительных баз
более удобными для обработки технологическими размерами, это приводит
к ужесточению допусков на размеры при предшествующей обработке
заготовок, к удорожанию процесса обработки и понижению его
производительности.