






 industry
industrySimilar presentations:


")







Лекция 7.1. Базы и базирование заготовок при механической обработке. Часть 1
1.
Базы и базирование заготовокпри механической обработке
Часть 1
Мосполитех, кафедра ТиОМ
2.
В машиностроении базированием называется придание заготовке илиизделию требуемого положения относительно выбранной системы координат
(ГОСТ 21495—76). При механической обработке заготовок на станках базированием принято считать придание заготовке требуемого положения
относительно элементов станка, определяющих траектории движения
подачи обрабатывающего инструмента.
Для выполнения технологической операции требуется не только осуществить
базирование обрабатываемой заготовки, но также необходимо обеспечить ее
неподвижность относительно приспособления на весь период обработки,
гарантирующую сохранение неизменной ориентировки заготовки и нормальное
протекание процесса обработки. В связи с этим, при установке заготовок в
приспособлениях решаются две различные задачи: базирование и закрепление
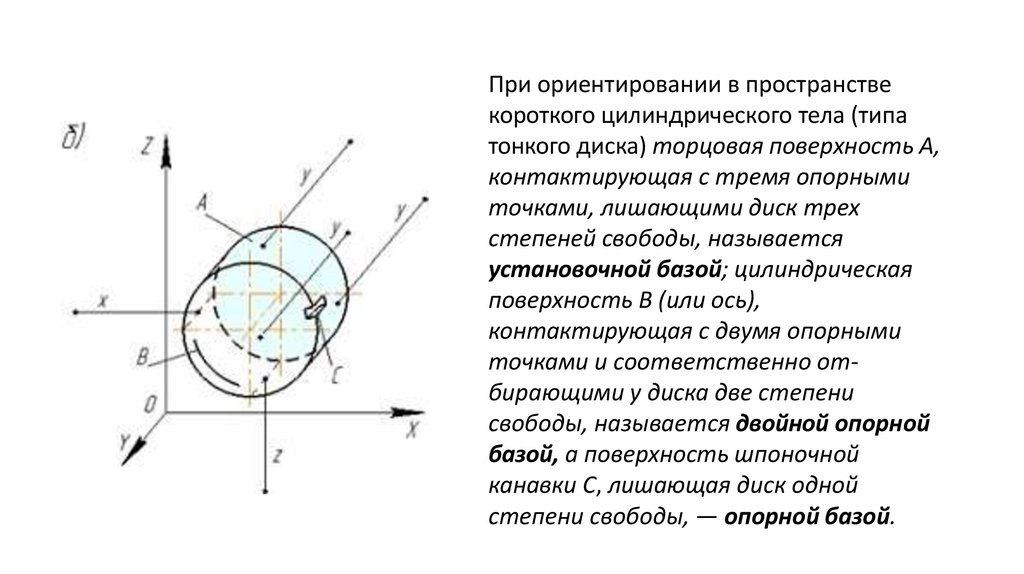
заготовок.
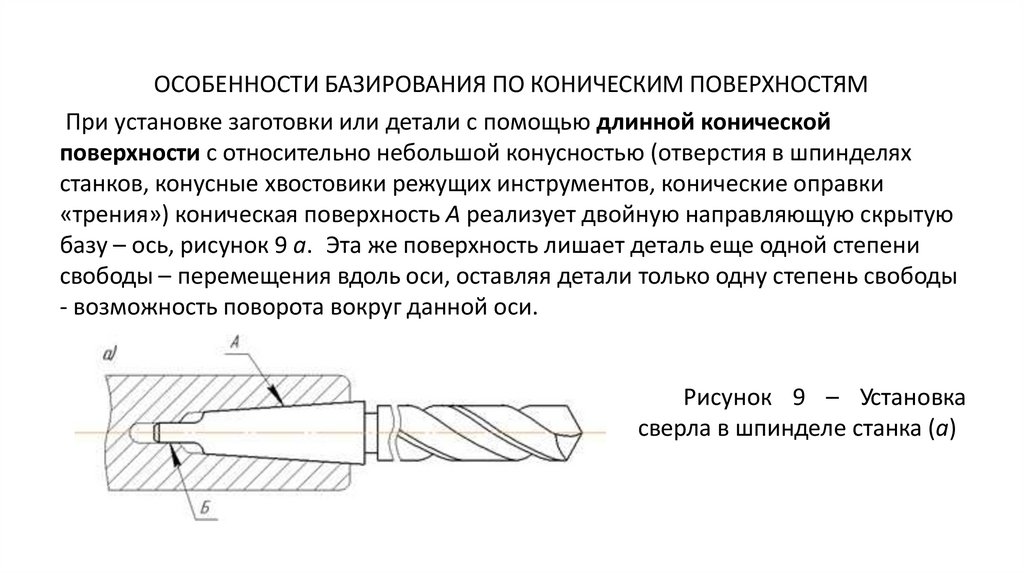
3.
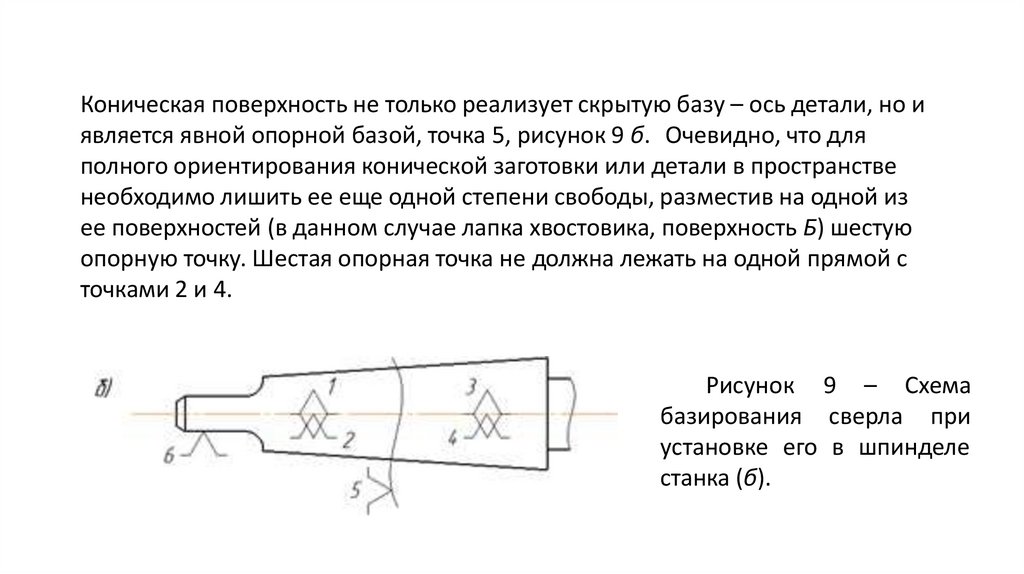
Первая задача решается технологом при создании теоретическойсхемы базирования заготовки. Технолог определяет необходимое для
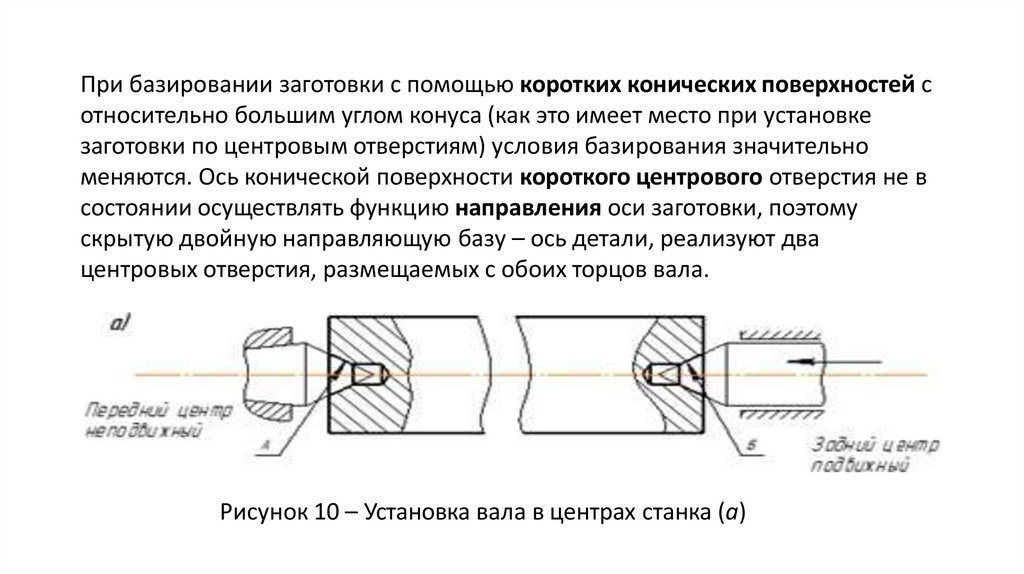
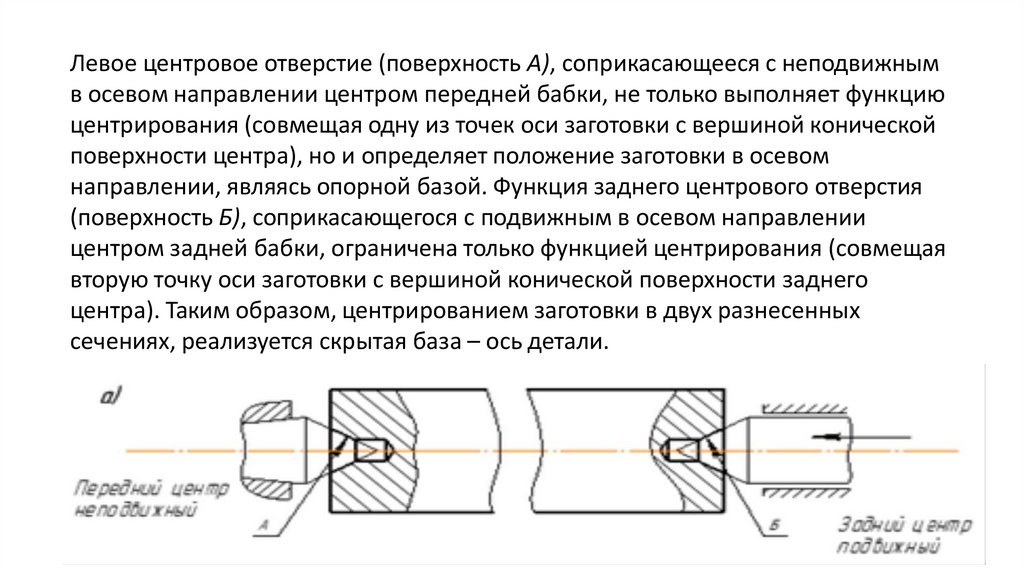
решения данной технологической задачи число и расположение опорных
точек, а также устанавливает технологические базы.
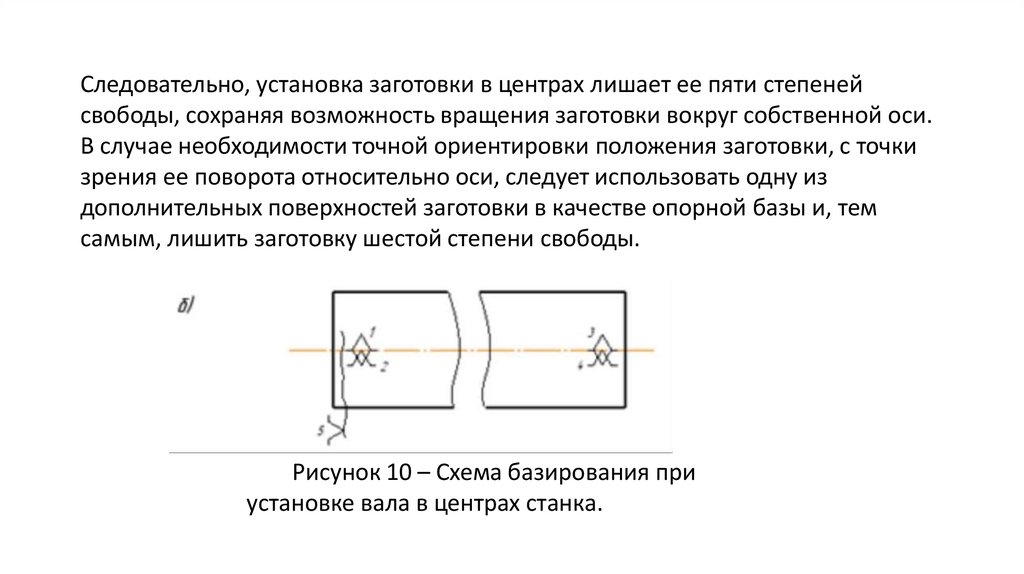
Вторая задача, т. е. обеспечение контакта поверхностей заготовки с
установочными элементами приспособления и фиксирование заданного
положения заготовки в пространстве, решается при конструировании
приспособления созданием необходимых зажимных или установочнозажимных устройств.
4.
Для полного исключения подвижности твердого тела в пространственеобходимо лишить его шести степеней свободы: трех поступательных
перемещений вдоль осей координат и трех вращений вокруг указанных осей.
Это достигается наложением связей.
Под связями подразумеваются ограничения позиционного
(геометрического) характера, накладываемые на движение точек
рассматриваемого тела (заготовки или детали).
5. Для удобства работы технолог заменяет позиционные связи, представляемые на рисунке 1а координатами х, у, z, их условным
обозначением - опорнымиточками (рисунок 1б).
Рисунок 1 – Ориентирование призматического тела в пространстве (а) и его базирование
в системе координат приспособления (б)
6.
Число опорных точек, обеспечивающих базирование заготовки, должнобыть равным числу заменяемых ими позиционных связей, при этом
положение заготовки относительно выбранной системы координат остается
полностью определенным.
Под «опорной точкой» подразумевается идеальная точка контакта
поверхности заготовки и приспособления, лишающая заготовку одной
степени свободы, делая невозможным ее перемещение в направлении,
перпендикулярном опорной поверхности.
Опорные точки располагают на базах заготовки при составлении схемы
базирования.
Правило шести точек. Для полного базирования заготовки (т.е.
лишения ее всех шести степеней свободы) в приспособлении необходимо и
достаточно создать шесть опорных точек, расположенных определенным
образом относительно базовых поверхностей заготовки.
7.
ПОНЯТИЕ О БАЗАХ, КЛАССИФИКАЦИЯ БАЗ
Все многообразие поверхностей деталей сводится к четырем видам:
исполнительные – поверхности, при помощи которых деталь выполняет свое
служебное назначение6;
основные – поверхности, при помощи которых определяется положение
данной детали в изделии;
вспомогательные – поверхности, при помощи которых определяется
положение присоединяемых деталей относительно данной;
свободные – поверхности, не соприкасающиеся с поверхностями других
деталей.
Выявление в конструкции изделия указанных видов поверхностей для
базирования имеет определяющее значение.
8. Виды поверхностей деталей по функциональному назначению
1 – вал; 2 – шестерня; 3 – корпус;О – основные поверхности;
В – вспомогательные поверхности;
С – свободные поверхности;
И – исполнительные поверхности.
9. База – поверхность или выполняющее ту же функцию сочетание
поверхностей, линия, точка, принадлежащая заготовке или изделию ииспользуемая для базирования (ГОСТ 21495—76). Комплект баз –
совокупность трех баз, обеспечивающих лишение тела всех степеней
свободы.
Рисунок 2 – Базы деталей. а) - реальные поверхности, б) - ось цилиндрической
поверхности, в) - точка пересечения плоской поверхности и оси отверстия
10. Таблица 1 – Классификация баз
Признак классификацииПо этапу использования (ГОСТ)
По назначению (ГОСТ)
По лишаемым степеням свободы (ГОСТ)
По характеру проявления (ГОСТ)
По особенностям применения ТБ
По отношению к конструкции изделия
Классификационная категория
– проектная,
– действительная.
– конструкторская,
– технологическая,
– измерительная.
– установочная,
– направляющая,
– опорная,
– двойная направляющая,
– двойная опорная.
– явная,
– скрытая.
– настроечная,
– проверочная.
– естественная,
– искусственная.
11.
Проектная база – база, выбранная при проектировании изделия,технологического процесса изготовления или ремонта этого изделия.
Действительная база – база, фактически используемая в конструкции, при
изготовлении, эксплуатации или ремонте.
Конструкторской базой называется поверхность, линия или точка
детали, по отношению к которым задается положение других
поверхностей детали размерами или условиями взаимного расположения.
Измерительной базой называется база, используемая для определения
относительного положения заготовки или изделия и средств измерения в
процессе измерения (ГОСТ 21495—76).
Технологической базой, используемой при обработке заготовок на станках,
называется поверхность, линия или точка заготовки, относительно
которых ориентируются обрабатываемые на данном переходе
поверхности. По особенностям применения технологические базы, используемые при механической обработке, подразделяются на настроечные и
проверочные.
12. Скрытая база – база в виде воображаемой плоскости, оси или точки. В случае использования скрытых баз опорные точки на схемах
базированияизображают на этих базах (осях, плоскостях симметрии).
Рисунок 4 – Базирование втулки по явной (а) и скрытой (б) базам
13.
В большинстве случаев применения скрытых баз базирование заготовкиосуществляется посредством её реальных поверхностей, геометрически
формируемых относительно этих баз и с помощью центрирующих
устройств и приспособлений.
Явная база – база в виде реальной поверхности заготовки, разметочной
риски или точки пересечения рисок.
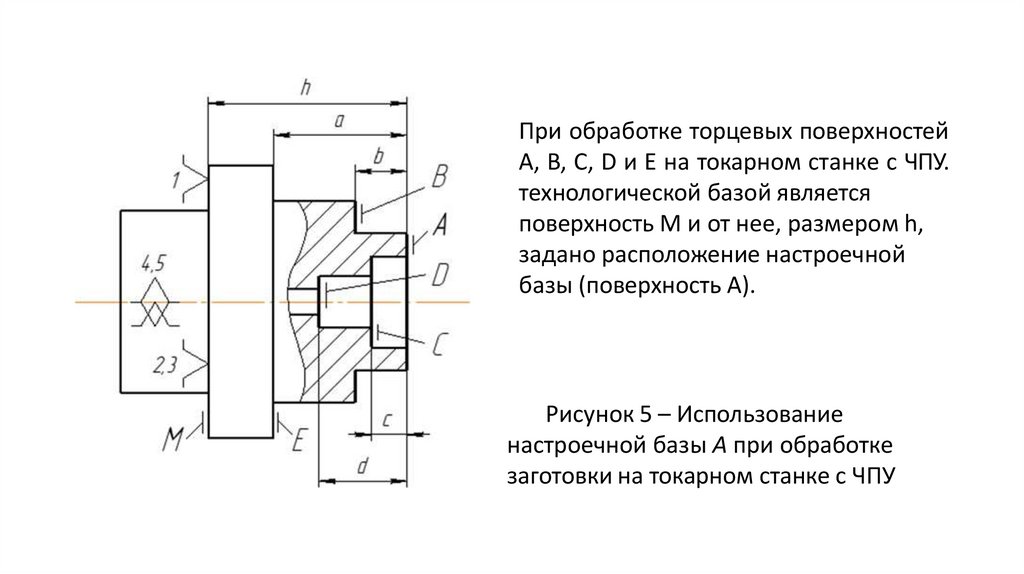
Настроечной технологической базой называется обрабатываемая
поверхность заготовки, образуемая при данном установе, и связанная с
другими обрабатываемыми поверхностями непосредственными
размерами.
14.
При обработке торцевых поверхностейА, B, C, D и E на токарном станке с ЧПУ.
технологической базой является
поверхность М и от нее, размером h,
задано расположение настроечной
базы (поверхность А).
Рисунок 5 – Использование
настроечной базы А при обработке
заготовки на токарном станке с ЧПУ
15.
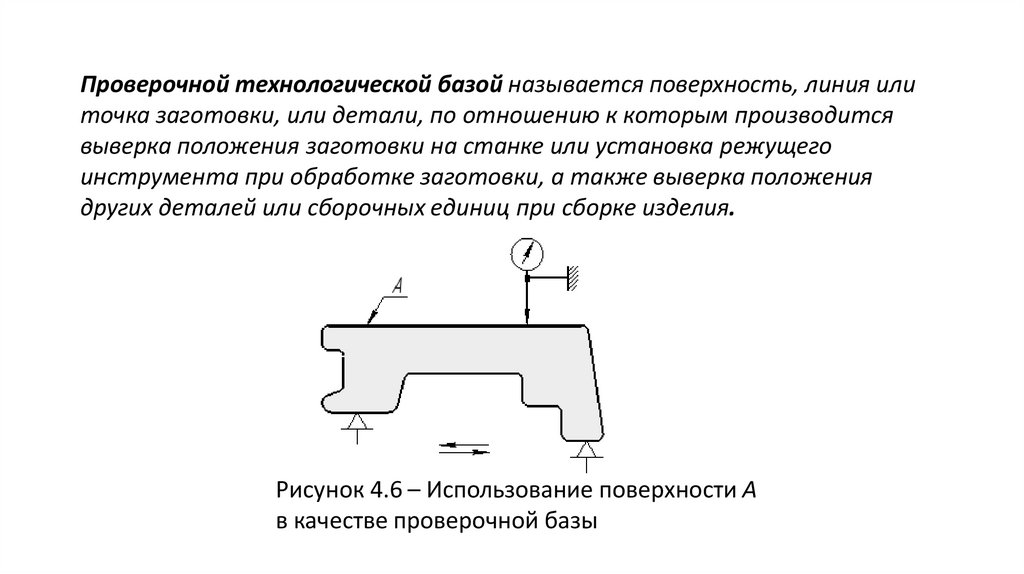
Проверочной технологической базой называется поверхность, линия илиточка заготовки, или детали, по отношению к которым производится
выверка положения заготовки на станке или установка режущего
инструмента при обработке заготовки, а также выверка положения
других деталей или сборочных единиц при сборке изделия.
Рисунок 4.6 – Использование поверхности А
в качестве проверочной базы
16. В качестве технологических проверочных баз могут использоваться и скрытые базы. Например, при фрезеровании сквозного паза на
торце цилиндрическойзаготовки необходимо выдержать размер в, которым задано расположение
середины паза от оси цилиндрической поверхности
Рисунок 7 – Настройка
станка с помощью
проверочной базы Д
17.
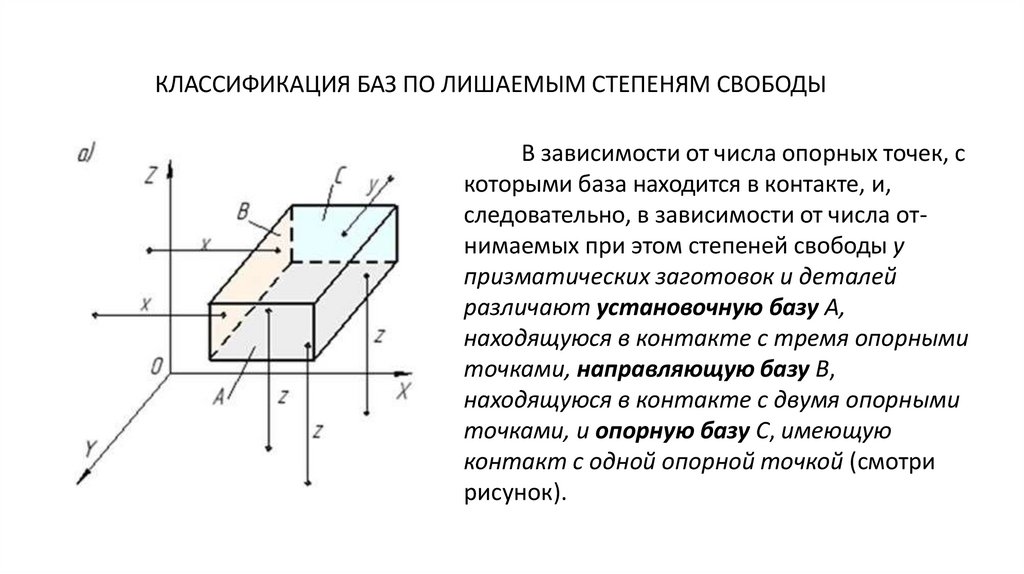
КЛАССИФИКАЦИЯ БАЗ ПО ЛИШАЕМЫМ СТЕПЕНЯМ СВОБОДЫВ зависимости от числа опорных точек, с
которыми база находится в контакте, и,
следовательно, в зависимости от числа отнимаемых при этом степеней свободы у
призматических заготовок и деталей
различают установочную базу А,
находящуюся в контакте с тремя опорными
точками, направляющую базу В,
находящуюся в контакте с двумя опорными
точками, и опорную базу С, имеющую
контакт с одной опорной точкой (смотри
рисунок).
18.
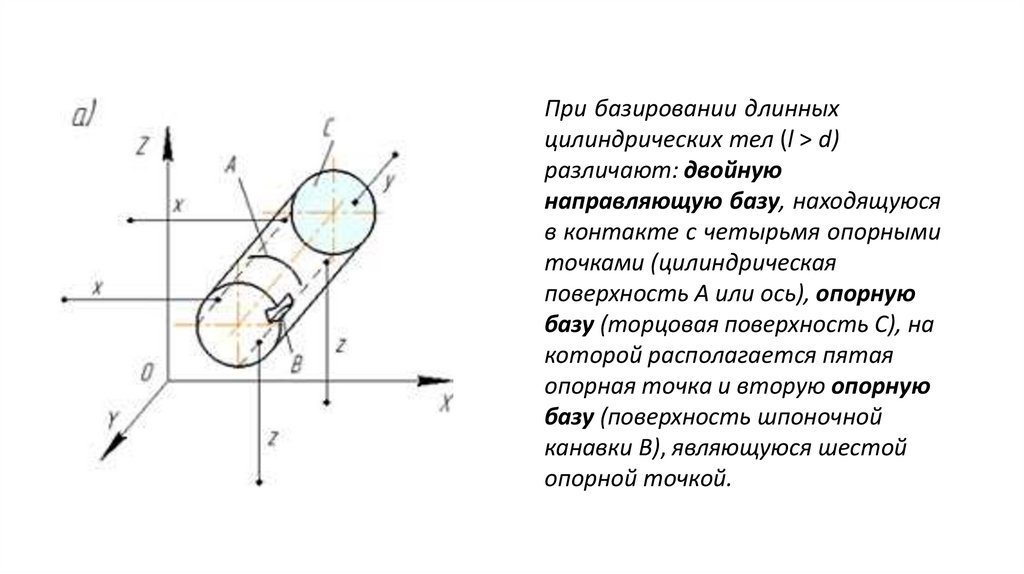
При базировании длинныхцилиндрических тел (l > d)
различают: двойную
направляющую базу, находящуюся
в контакте с четырьмя опорными
точками (цилиндрическая
поверхность А или ось), опорную
базу (торцовая поверхность С), на
которой располагается пятая
опорная точка и вторую опорную
базу (поверхность шпоночной
канавки В), являющуюся шестой
опорной точкой.
19.
При ориентировании в пространствекороткого цилиндрического тела (типа
тонкого диска) торцовая поверхность А,
контактирующая с тремя опорными
точками, лишающими диск трех
степеней свободы, называется
установочной базой; цилиндрическая
поверхность В (или ось),
контактирующая с двумя опорными
точками и соответственно отбирающими у диска две степени
свободы, называется двойной опорной
базой, а поверхность шпоночной
канавки С, лишающая диск одной
степени свободы, — опорной базой.
20.
ОСОБЕННОСТИ БАЗИРОВАНИЯ ПО КОНИЧЕСКИМ ПОВЕРХНОСТЯМПри установке заготовки или детали с помощью длинной конической
поверхности с относительно небольшой конусностью (отверстия в шпинделях
станков, конусные хвостовики режущих инструментов, конические оправки
«трения») коническая поверхность А реализует двойную направляющую скрытую
базу – ось, рисунок 9 а. Эта же поверхность лишает деталь еще одной степени
свободы – перемещения вдоль оси, оставляя детали только одну степень свободы
- возможность поворота вокруг данной оси.
Рисунок 9 – Установка
сверла в шпинделе станка (а)
21.
Коническая поверхность не только реализует скрытую базу – ось детали, но иявляется явной опорной базой, точка 5, рисунок 9 б. Очевидно, что для
полного ориентирования конической заготовки или детали в пространстве
необходимо лишить ее еще одной степени свободы, разместив на одной из
ее поверхностей (в данном случае лапка хвостовика, поверхность Б) шестую
опорную точку. Шестая опорная точка не должна лежать на одной прямой с
точками 2 и 4.
Рисунок 9 – Схема
базирования сверла при
установке его в шпинделе
станка (б).
22.
При базировании заготовки с помощью коротких конических поверхностей сотносительно большим углом конуса (как это имеет место при установке
заготовки по центровым отверстиям) условия базирования значительно
меняются. Ось конической поверхности короткого центрового отверстия не в
состоянии осуществлять функцию направления оси заготовки, поэтому
скрытую двойную направляющую базу – ось детали, реализуют два
центровых отверстия, размещаемых с обоих торцов вала.
Рисунок 10 – Установка вала в центрах станка (а)
23.
Левое центровое отверстие (поверхность А), соприкасающееся с неподвижнымв осевом направлении центром передней бабки, не только выполняет функцию
центрирования (совмещая одну из точек оси заготовки с вершиной конической
поверхности центра), но и определяет положение заготовки в осевом
направлении, являясь опорной базой. Функция заднего центрового отверстия
(поверхность Б), соприкасающегося с подвижным в осевом направлении
центром задней бабки, ограничена только функцией центрирования (совмещая
вторую точку оси заготовки с вершиной конической поверхности заднего
центра). Таким образом, центрированием заготовки в двух разнесенных
сечениях, реализуется скрытая база – ось детали.
24.
Следовательно, установка заготовки в центрах лишает ее пяти степенейсвободы, сохраняя возможность вращения заготовки вокруг собственной оси.
В случае необходимости точной ориентировки положения заготовки, с точки
зрения ее поворота относительно оси, следует использовать одну из
дополнительных поверхностей заготовки в качестве опорной базы и, тем
самым, лишить заготовку шестой степени свободы.
Рисунок 10 – Схема базирования при
установке вала в центрах станка.
25.
КОЛИЧЕСТВО БАЗ, НЕОБХОДИМЫХ ДЛЯ БАЗИРОВАНИЯПри обработке заготовок на станках и их установке в приспособлениях во
многих случаях нет необходимости в полной ориентации заготовок с
использованием всего комплекта из трех баз, контактирующих с шестью
опорными точками приспособления или станка.
26.
27.
Таким образом, в зависимости от технологической задачи,решаемой при обработке заготовки, при ее базировании в
приспособлении или на станке могут быть использованы одна,
две или три базы, несущие на себе в общей сложности три,
четыре, пять или шесть опорных точек.