






 industry
industrySimilar presentations:







")


Выбор оптимального технологического процесса сборки-сварки изделия «Сепарационная ёмкость»
1. ГБПОУ Нефтекамский машиностроительный колледж
Дипломный проектна тему: Выбор оптимального технологического
процесса сборки-сварки изделия
«Сепарационная ёмкость»
Выполнил студент гр. СП111 Аникин Д.С.
Руководитель Имамова Э.Ф.
2. Сварная конструкция «Сепарационная ёмкость»
Сварная конструкция «Сепарационная ёмкость» выполнены из стали 16ГС3. Выбор заготовительных операций и оборудования
1. РезкаРазьменый
труборез ISD-720
2. Зачисnка
Шлифовальная
машинка ИП-2014б
4. Выбор способа сварки
Автоматическая сварка подслоем флюса
преимущество:
1) Высокое качество шва;
2) Большая производительность
3) Возможность сварки толстых металлов
недостатки:
1) Трудоёмкость в подготовке и
хранении флюса
2) Ограничения по положению
сварки
Полуавтоматическая сварка в среде
защитных газов
преимущества:
1)высокая универсальность процесса;2)
хорошее перемешивание ванны, низкая
вероятность получения в металле швов
крупных оксидных включений и т.д
недостатки:
1) существенное разбрызгивание
электродного материала;
2) необходимость защиты от излучения
дуги и т.д
5. Выбор сварочных материалов
Полуавтоматическая и автоматическая под слоем флюсаСварочная проволока Св-08А
Сварочная проволока Св08Г2С
Ручная дуговая сварка
Защитный газ
Углекислый газ
ГОСТ 8050-85
Защитная среда
Плавленый флюс
ОСЦ-45
6.
Выбор сварочного оборудованияПолуавтоматическая и автоматическая сварка под слоем флюса
ВДУ 506 с ПДГО-510
Сварочный автомат А-1406
7.
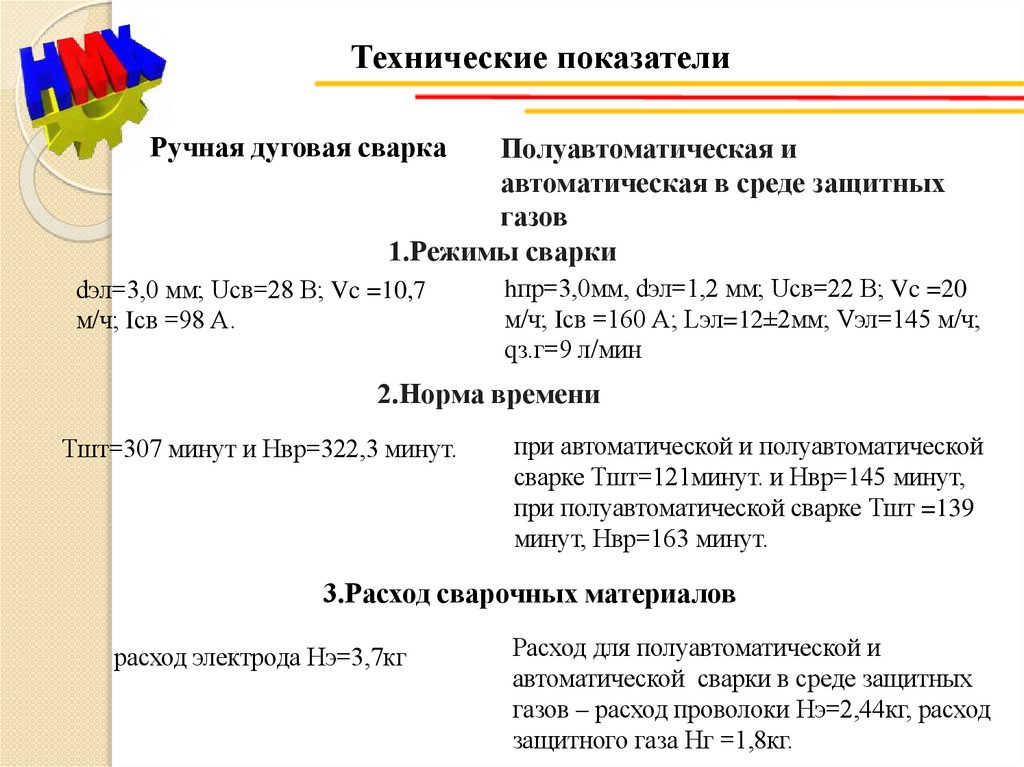
Технические показателиРучная дуговая сварка
Полуавтоматическая и
автоматическая в среде защитных
газов
1.Режимы сварки
dэл=3,0 мм; Uсв=28 В; Vc =10,7
м/ч; Iсв =98 А.
hпр=3,0мм, dэл=1,2 мм; Uсв=22 В; Vc =20
м/ч; Iсв =160 А; Lэл=12±2мм; Vэл=145 м/ч;
qз.г=9 л/мин
2.Норма времени
Тшт=307 минут и Нвр=322,3 минут.
при автоматической и полуавтоматической
сварке Тшт=121минут. и Нвр=145 минут,
при полуавтоматической сварке Тшт =139
минут, Нвр=163 минут.
3.Расход сварочных материалов
расход электрода Нэ=3,7кг
Расход для полуавтоматической и
автоматической сварки в среде защитных
газов – расход проволоки Нэ=2,44кг, расход
защитного газа Нг =1,8кг.
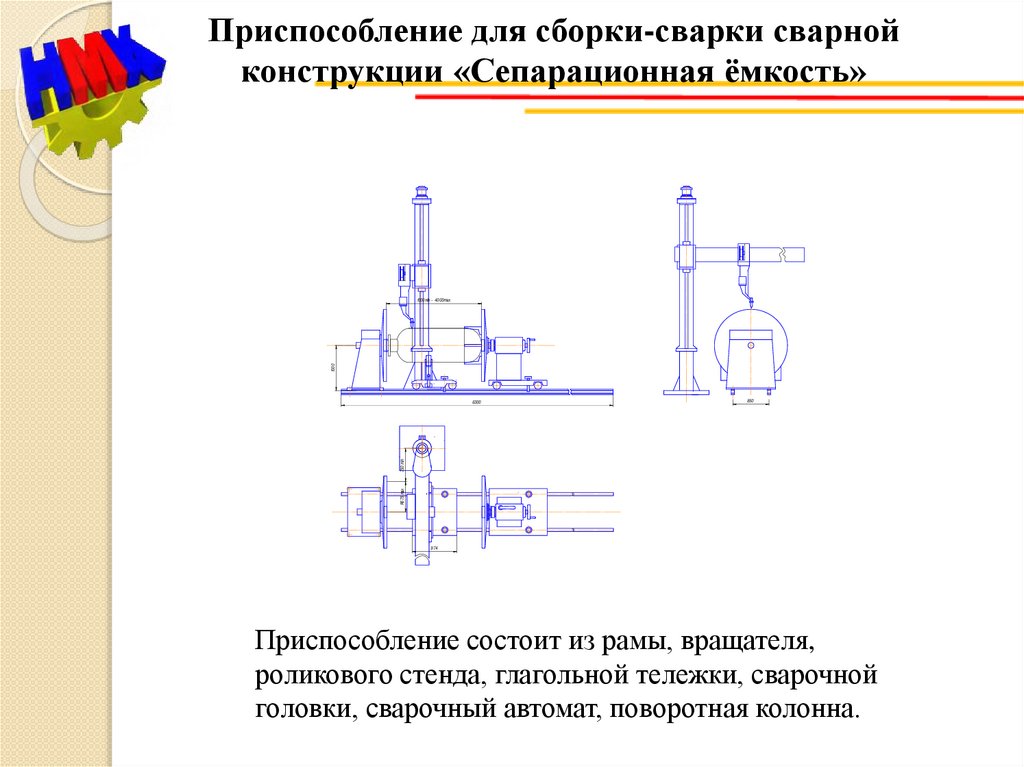
8.
Приспособление для сборки-сварки сварнойконструкции «Сепарационная ёмкость»
1000
1000min - 4000max
850
R675 max
750 min
6300
974
Приспособление состоит из рамы, вращателя,
роликового стенда, глагольной тележки, сварочной
головки, сварочный автомат, поворотная колонна.
9.
Разработка планировки рабочего местаУчтены вопросы по охране труда и по противопожарным мероприятиям при
изготовлении сварной конструкции «Сепарационная ёмкость»
10.
Доклад окончен.Спасибо за внимание!