










 drafting
drafting Construction
ConstructionSimilar presentations:





. Металлические конструкции")




Проектирование технологического процесса изготовление сварочной конструкции – Слесарный верстак
1. Тема "Проектирование технологического процесса изготовление сварочной конструкции – Слесарный верстак".
Тема "Проектированиетехнологического процесса
изготовление сварочной
конструкции – Слесарный верстак".
РАБОТУ ВЫПОЛНИЛ:
ДП000.04 ПЗ
Перв. примен.
2200
400
С Т У Д Е Н Т С П 121
ПРУСИКИН О.С.
40
880
40
40
1900
150
800
40
2200
Инв. № дубл.
920
40
Подп. и дата
800
150
150
800
Взам. инв. №
Подп. и дата
Инв. № подл.
КОМПАС- 3D v23 Учебная версия © 2024 ООО "АСКОН- Системы проектирования", Россия. Все права защищены.
Справ. №
150
ДП000.04 ПЗ
Лит.
Изм. Лист № докум.
Подп. Дата
Разраб. Прусикин О.С.
Пров.
Гузева Н.В.
Т.контр.
Н.контр.
Утв.
Не для коммерческого использования
Верстак слесарный
Лист
ст3пс5
Копировал
Масса
Масштаб
145
1:1
Листов
СП- 121
Формат
A4
1
2. Назначение сварной конструкции
Слесарный верстак нужен для обработки деталей изметаллов и сплавов. На нём выполняют широкий
круг операций: нанесение резьбы, гравировку,
подрезание деталей, клепку, сверление отверстий,
гибку и резку, сборку механизмов.
ДП000.04 ПЗ
Перв. примен.
2200
400
40
880
40
40
1900
150
40
800
Справ. №
150
2200
Инв. № дубл.
920
40
Подп. и дата
800
150
150
800
Взам. инв. №
Подп. и дата
Инв. № подл.
КОМПАС- 3D v23 Учебная версия © 2024 ООО "АСКОН- Системы проектирования", Россия. Все права защищены.
В качестве заготовок для изготовления
слесарного верстака я выбираю:
Лист металла 800х2200мм
Уголок стальной ровнополочный горячекатанный
150х150х3520мм
Уголок металлический 40х40х7600мм
Лист металла 500х400мм 2 шт.
Лист металла 1900х400мм 2 шт
ДП000.04 ПЗ
Лит.
Изм. Лист № докум.
Подп. Дата
Разраб. Прусикин О.С.
Пров.
Гузева Н.В.
Т.контр.
Н.контр.
Утв.
Не для коммерческого использования
Верстак слесарный
Лист
ст3пс5
Копировал
Масса
Масштаб
145
1:1
Листов
СП- 121
Формат
A4
1
3. Характеристика и обоснование основного металла, его свариваемость
Основной металл сварной конструкции выбирается с учётом обеспеченияпрочности и жесткости, гарантирования условий хорошей свариваемости при
минимальном разупрочнении и снижении пластичности в зонах сварных
соединений, обеспечения надежности эксплуатации конструкции при заданных
нагрузках, при переменных температурах в агрессивных средах.
Для изготовления слесарного верстака я использовал хорошо-свариваемую сталь
Ст3пс5
Сталь марки Ст3пс5
является углеродистой конструкционной сталью обыкновенного качества, это сталь
общего назначения
конструкционная углеродистая сталь обыкновенного качества. Относится к
полуспокойной стали, что означает частично удалённое кислородное содержание.
Ст- сталь обыкновенного качества
3- порядковый номер марки, которая относится к углеродистым
конструкционным сталям.
Пс- степень раскисления – полуспокойная.
5- высокая степень раскисления.
4. Выбор способа сварки и сварочных материалов
•3,0- диаметр электрода•У-для сварки углеродистых и низколегированных сталей.
Д-покрытие толстое
Выбор способа сварки производится с учетом толщины деталей в
месте их соединения, типа и конструктивного оформления,
протяженности и конфигурации, доступности и положения шва в
пространстве, особенностей свариваемости, программы выпуска и т.
д.
Я выбрал MMA сварку:
Сварка MMA (Manual Metal Arc) — ручная дуговая сварка штучными
электродами с покрытием.
Я производил сварку сварочными электродами :
Э50А-УОНИ-13/55-3,0 УД
•Э- электрод подходит для ручной дуговой сварки
•50- предел прочности на разрыв равный 50 кг силы
на 1 кв. мм сечения наплавки, что эквивалентно 490
МПа
•А- повышенные требования к пластичности и
ударной вязкости металла сварных швов. .
УОНИ-13/55-марка электрода
•У-для сварки углеродистых и низколегированных
сталей.
Д-покрытие толстое
•3,0- диаметр электрода
5.
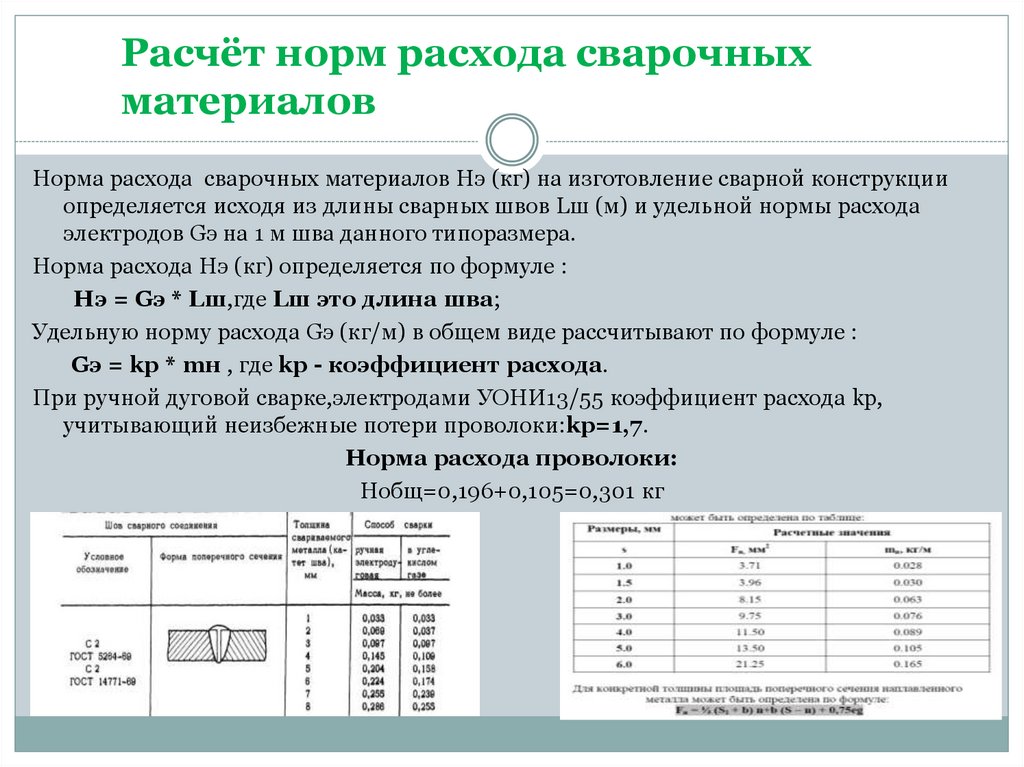
Расчёт норм расхода сварочныхматериалов
Норма расхода сварочных материалов Нэ (кг) на изготовление сварной конструкции
определяется исходя из длины сварных швов Lш (м) и удельной нормы расхода
электродов Gэ на 1 м шва данного типоразмера.
Норма расхода Нэ (кг) определяется по формуле :
Нэ = Gэ * Lш,где Lш это длина шва;
Удельную норму расхода Gэ (кг/м) в общем виде рассчитывают по формуле :
Gэ = kp * mн , где kp - коэффициент расхода.
При ручной дуговой сварке,электродами УОНИ13/55 коэффициент расхода kp,
учитывающий неизбежные потери проволоки:kp=1,7.
Норма расхода проволоки:
Hобщ=0,196+0,105=0,301 кг
6. Выбор параметров режима сварки
Параметры режима ручной дуговой сварки (ММА) выбирают с учётомтолщины металла, диаметра электрода, положения шва и полярности
тока. Неправильный подбор может привести к прожогам, несплавлению,
пористости или излишнему разбрызгиванию металла.
Я выбрал параметры:
Сварочные электроды ⌀3мм, в зависимости от толщины свариваемого
металла. Сила тока 90А, постоянный ток, обратная полярность
7. Характеристика оборудования, инструментов и приспособлений
Для сварки я использовал Сварочныйинвертор аврора Вектор 2300
Он используется для ручной дуговой
сварки покрытым электродом (MMA).
Данная модель подойдет для работы с
углеродистой и нержавеющей сталью, для
работы с различными сплавами, для
проведения небольших строительных,
ремонтныхи монтажных работ. Отличается
высокой мобильностью за счет очень
компактных размеров. Поэтому Вектор
2300 удобно применять в условиях
ограниченного пространства. Несмотря на
небольшие габариты, обладает высокими
рабочими характеристиками и
обеспечивает сильную и стабильную дугу.
8. Чтение чертежа
Изделие состоит из: столешницы , боковых стенок ,окантовки стола ,ножекстола.
1)Сварка окантовки стола и столешницы с ножками стола выполнена угловым
соединением У2,без скоса кромок.
ГОСТ 5264-80-У22) Сварка боковых стенок выполнена стыковым соединением С2, с внешней стороны
,без скоса кромок.
ГОСТ 5264-80-С2ДП000.04 ПЗ
Перв. примен.
2200
400
40
880
40
40
1900
150
800
40
2200
Подп. и дата
Взам. инв. № Инв. № дубл.
920
40
Подп. и дата
800
Инв. № подл.
КОМПАС- 3D v23 Учебная версия © 2024 ООО "АСКОН- Системы проектирования", Россия. Все права защищены.
Справ. №
150
150
150
800
ДП000.04 ПЗ
Лит.
Изм. Лист
№ докум.
Разраб. Прусикин О.С.
Пров.
Гузева Н.В.
Т.контр.
Подп.
Н.контр.
Утв.
Не для коммерческого использования
Масса
Масштаб
145
1:1
Дата
Верстак слесарный
Лист
ст3пс5
Копировал
Листов
СП- 121
Формат
A4
1
9. Технологический процесс
№Операции
Содержание операций и переходов
1
Выбор заготовок .
В качестве основного материала для
слесарного верстака выбирается:
Листовая холоднокатаная сталь толщиной
800х2200
Уголок стальной ровнополочный
горячекатаный 150х150х3520мм
Уголок металлический 40х40х7600мм
Оборудование, инструменты и
приспособления
10.
23
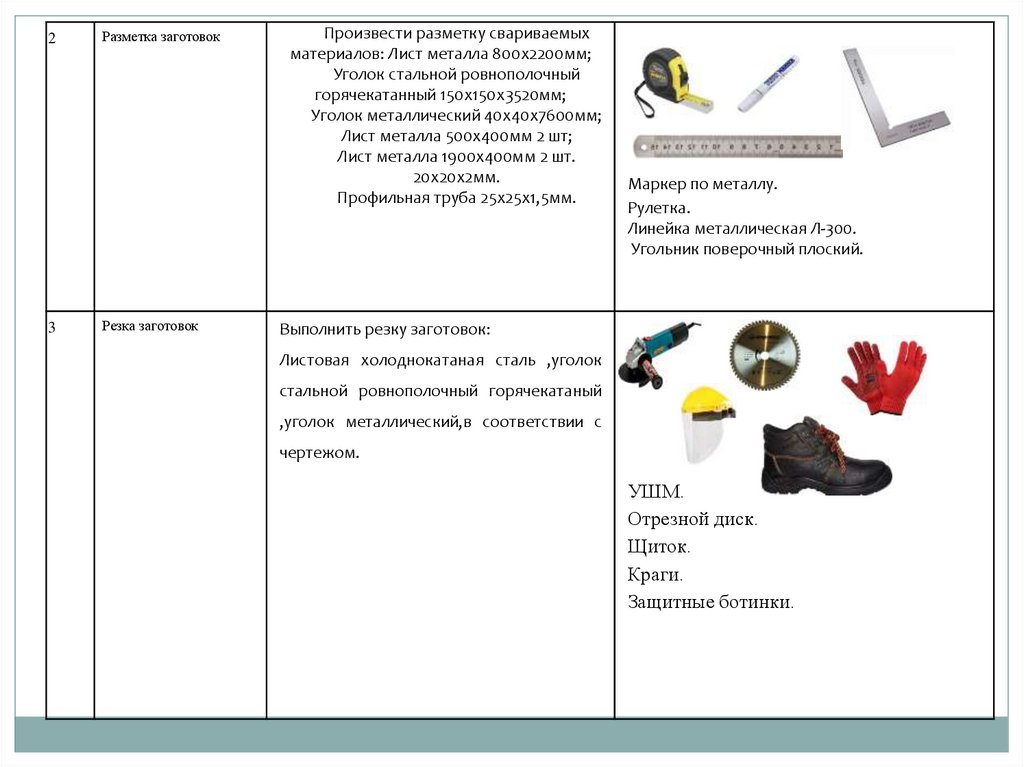
Разметка заготовок
Резка заготовок
Произвести разметку свариваемых
материалов: Лист металла 800х2200мм;
Уголок стальной ровнополочный
горячекатанный 150х150х3520мм;
Уголок металлический 40х40х7600мм;
Лист металла 500х400мм 2 шт;
Лист металла 1900х400мм 2 шт.
20х20х2мм.
Профильная труба 25х25х1,5мм.
Маркер по металлу.
Рулетка.
Линейка металлическая Л-300.
Угольник поверочный плоский.
Выполнить резку заготовок:
Листовая холоднокатаная сталь ,уголок
стальной ровнополочный горячекатаный
,уголок металлический,в соответствии с
чертежом.
УШМ.
Отрезной диск.
Щиток.
Краги.
Защитные ботинки.
11.
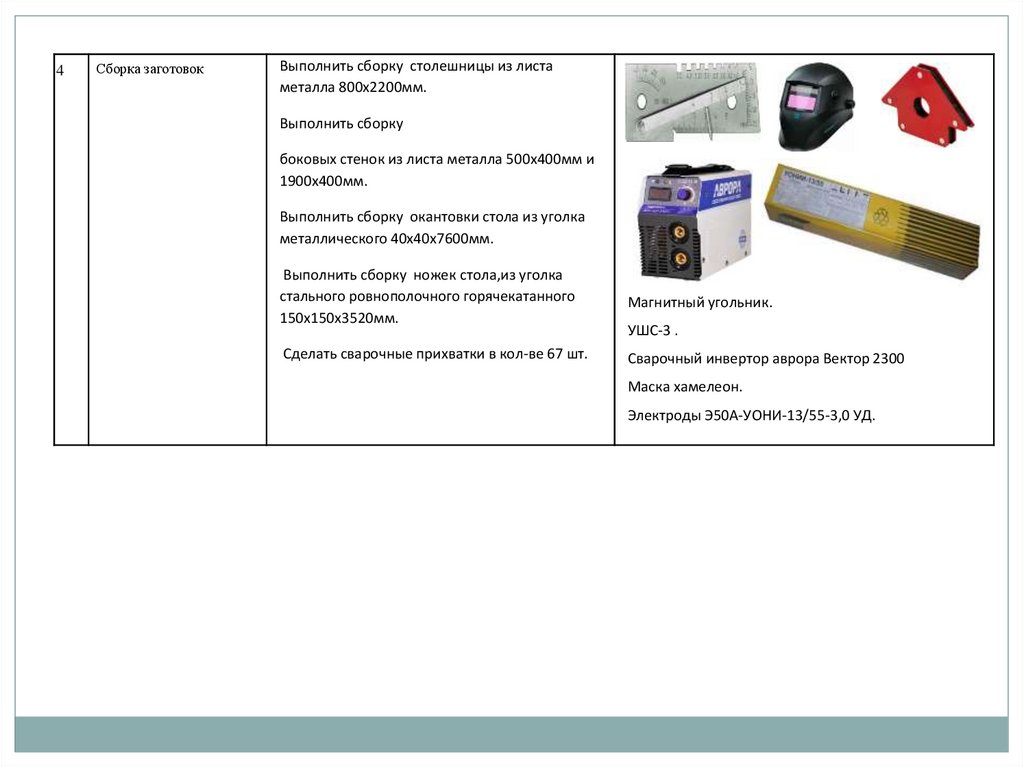
4Сборка заготовок
Выполнить сборку столешницы из листа
металла 800х2200мм.
Выполнить сборку
боковых стенок из листа металла 500х400мм и
1900х400мм.
Выполнить сборку окантовки стола из уголка
металлического 40х40х7600мм.
Выполнить сборку ножек стола,из уголка
стального ровнополочного горячекатанного
150х150х3520мм.
Магнитный угольник.
Сделать сварочные прихватки в кол-ве 67 шт.
Сварочный инвертор аврора Вектор 2300
УШС-3 .
Маска хамелеон.
Электроды Э50А-УОНИ-13/55-3,0 УД.
12.
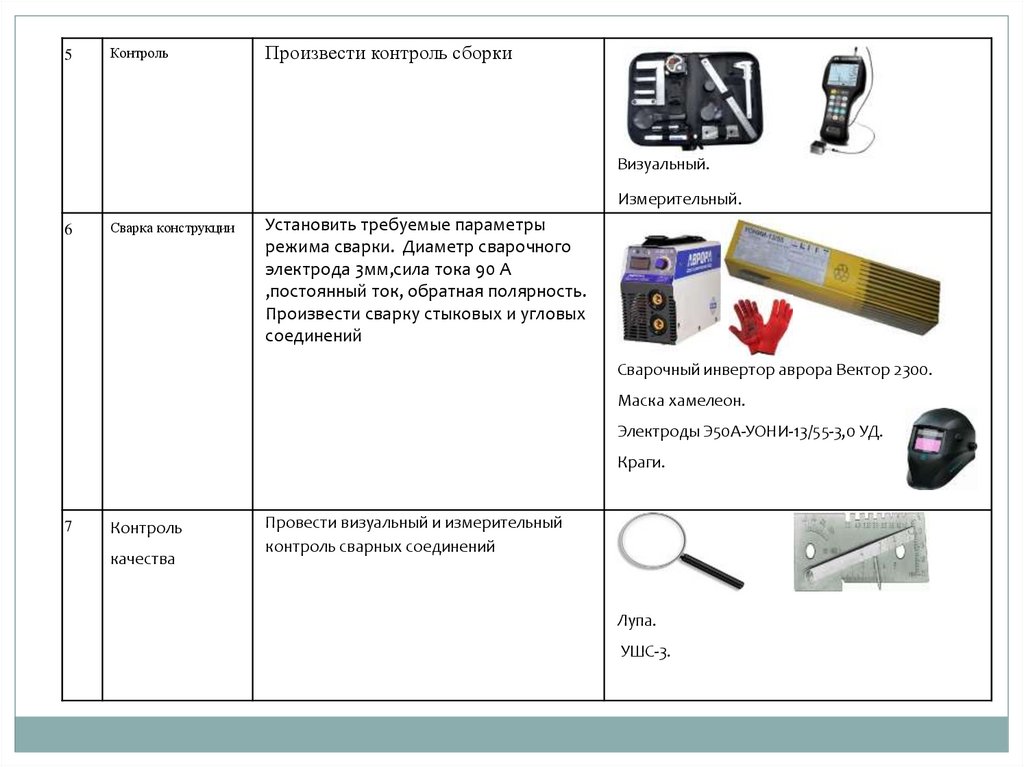
5Контроль
Произвести контроль сборки
Визуальный.
Измерительный.
6
Сварка конструкции
Установить требуемые параметры
режима сварки. Диаметр сварочного
электрода 3мм,сила тока 90 А
,постоянный ток, обратная полярность.
Произвести сварку стыковых и угловых
соединений
Сварочный инвертор аврора Вектор 2300.
Маска хамелеон.
Электроды Э50А-УОНИ-13/55-3,0 УД.
Краги.
7
Контроль
качества
Провести визуальный и измерительный
контроль сварных соединений
Лупа.
УШС-3.
13. Техника сварки
Алгоритм сварки MMA-способом:Выбрать удобное положение рук и электрода.
Область сварки должна быть хорошо видна.
Розжиг дуги. Выполняется двумя способами:
постукиванием электрода о металл или резким
«чирканьем» по его поверхности.
Вести электрод, образуя шов, следует медленно,
буквально по паре миллиметров за одно движение..
Самый простой способ выполнения надёжного
шва — вести электрод по прямой; зигзагообразная или
другая «фигурная» траектория только усложняет процесс.
Резко обрывать шов нельзя: нужно плавно довести
электрод до конца и подождать, пока финальный кратер
(углубление в поверхности) целиком заполнится
расплавленным.
Если в ходе работы образовался прожог — не стоит
сразу же пытаться заварить его. Лучше сделать это после
завершения основного шва, предварительно удалив с
поверхности шлак и окалину
14. Техника безопасности при сварке
Использовать средства индивидуальной защиты.Организовать проветриваемость рабочего места.
Изолировать рабочую зону.
Использовать заземление.
Проверять кабели.
Избегать сварки во влажных условиях
Держать рядом огнетушитель.
Перед началом работы нужно пройти инструктаж по охране
труда и технике безопасности, а также ознакомиться с
инструкциями к сварочному оборудованию.
15. Заключение
Данная экзаменационная работа выполнена в соответствиис заданной темой "Проектирование технологического
процесса изготовление сварочной конструкции – Слесарный
верстак".
Поставленная цель достигнута, выполнено описание
технологии изготовления.
Представлен анализ сварной конструкции, подлежащей к
изготовлению ; разработаны требования, предъявляемые к
сварной конструкции: материал, его обработка, виды
сварочных материалов, способы контроля изделия, его
сварных швов и испытание конструкции ; представлен
расчет расхода материалов и расчета норм времени на
сварочные работы.