


















 business
business industry
industry advertising
advertisingSimilar presentations:










VABS GROUP. Автоматизация сварочных процессов
1.
«АВТОМАТИЗАЦИЯСВАРОЧНЫХ ПРОЦЕССОВ»
2.
О КОМПАНИИКомпания VABS GROUP - семейный бизнес, основанный
в ноябре 2006 года, на сегодняшний день входит в
число крупнейших производителей промышленного
оборудования в России и СНГ.
VABS
GROUP
производит
различные
виды
промышленного оборудования собственной разработки
и является комплексным интегратором систем ЧПУ и
сварочного оборудования.
НАШИ ДОСТИЖЕНИЯ
✔ 18 лет ОПЫТ ПРОИЗВОДСТВА И
✔
✔
✔
✔
✔
ПОСТАВКИ
1 000 реализованных решений
150+ компаний доверяют нам
50+ городов России
5 стран СНГ
150+ разработанного нового
оборудования для отраслей
ПРОИЗВОДСТВО
✔ 4500 м2 площадь производства
✔ 3 составляющих
проектирование/изготовление/запуск
✔ 9 производственных участков
Собственный
конструкторский
отдел
www.vabs.ru
Сайт компании
Отечественный
Производитель
Завод
полного
цикла
Реальные
сроки
изготовления
Когда нужно не
просто
оборудование, а
надежное решение
г. Волгоград
3.
Производим оборудованиедля оснащения заводов отраслей
Атомное
машиностроение
Производство
металлоконструк
ций
Судостроение
Тяжелое
машиностроение
Железнодорожный
подвижный состав
Модули для
трубопроводов
Резервуаростр
оение
Транспортное
машиностроение
Мостостроение
✔ VABS производит различные виды промышленного оборудования собственной
разработки и является комплексным интегратором систем ЧПУ и сварочного
оборудования.
4.
НАШИ КЛИЕНТЫVABS — когда надо, чтобы работало. ТОЧНО, МОЩНО, БЕЗОПАСНО
5.
Техническая спецификацияна установку
для сборки и двухсторонней
сварки листов 5х12
6.
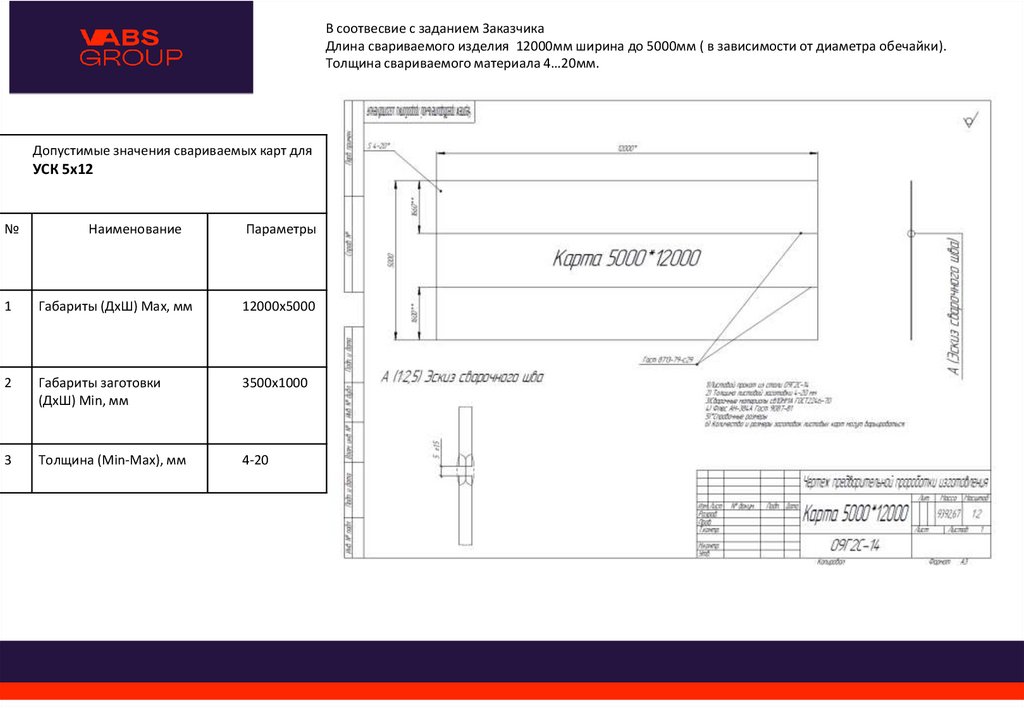
В соотвесвие с заданием ЗаказчикаДлина свариваемого изделия 12000мм ширина до 5000мм ( в зависимости от диаметра обечайки).
Толщина свариваемого материала 4…20мм.
Допустимые значения свариваемых карт для
УСК 5х12
№
Наименование
Параметры
1
Габариты (ДхШ) Max, мм
12000х5000
2
Габариты заготовки
(ДхШ) Min, мм
3500х1000
3
Толщина (Min-Max), мм
4-20
7.
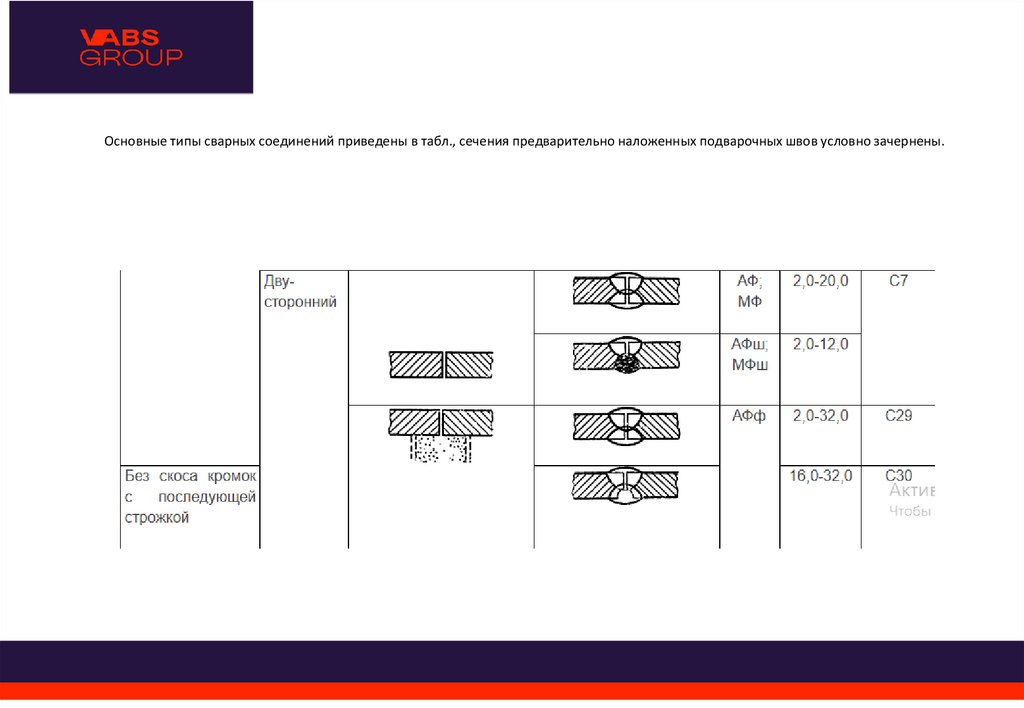
Основные типы сварных соединений приведены в табл., сечения предварительно наложенных подварочных швов условно зачернены.8.
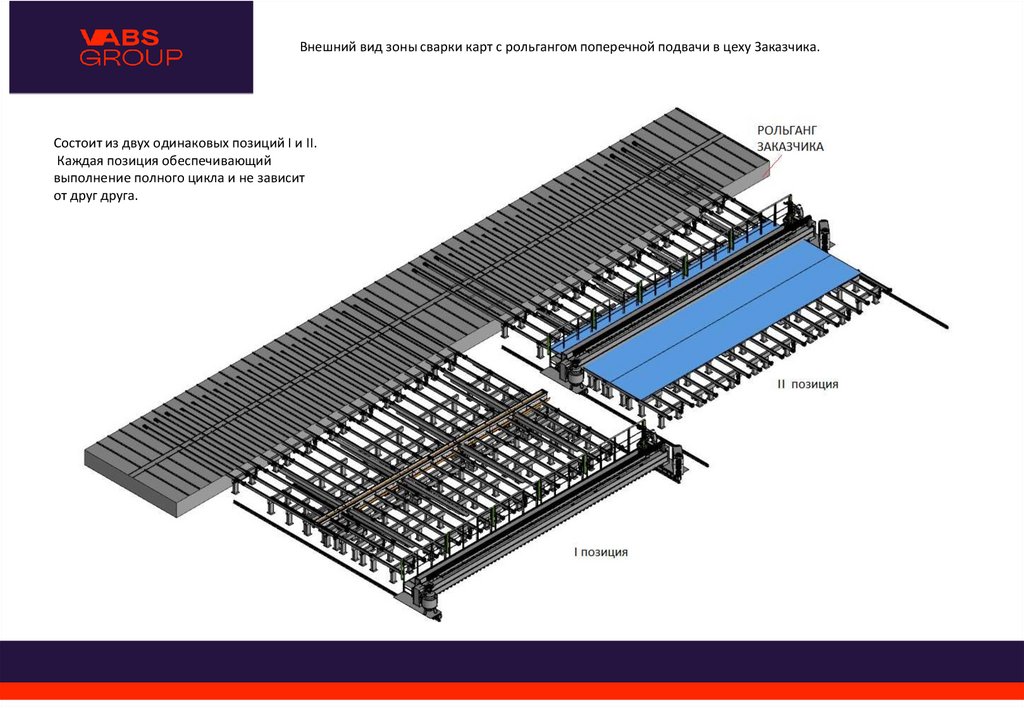
Внешний вид зоны сварки карт с рольгангом поперечной подвачи в цеху Заказчика.Состоит из двух одинаковых позиций I и II.
Каждая позиция обеспечивающий
выполнение полного цикла и не зависит
от друг друга.
9.
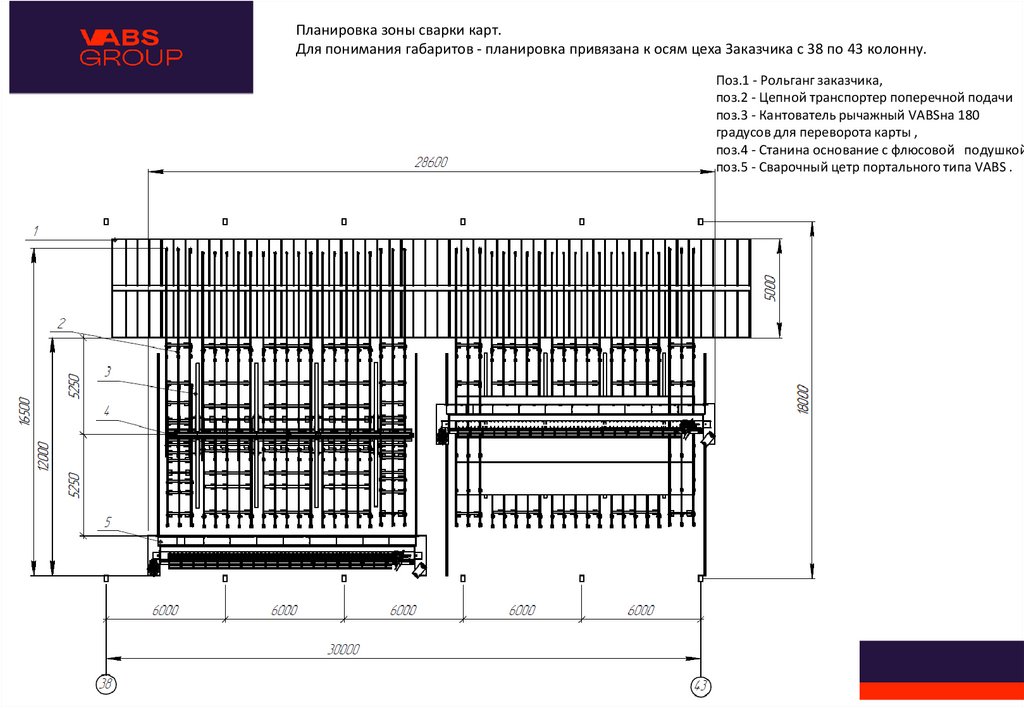
Планировка зоны сварки карт.Для понимания габаритов - планировка привязана к осям цеха Заказчика с 38 по 43 колонну.
Поз.1 - Рольганг заказчика,
поз.2 - Цепной транспортер поперечной подачи
поз.3 - Кантователь рычажный VABSна 180
градусов для переворота карты ,
поз.4 - Станина основание с флюсовой подушкой
поз.5 - Сварочный цетр портального типа VABS .
10.
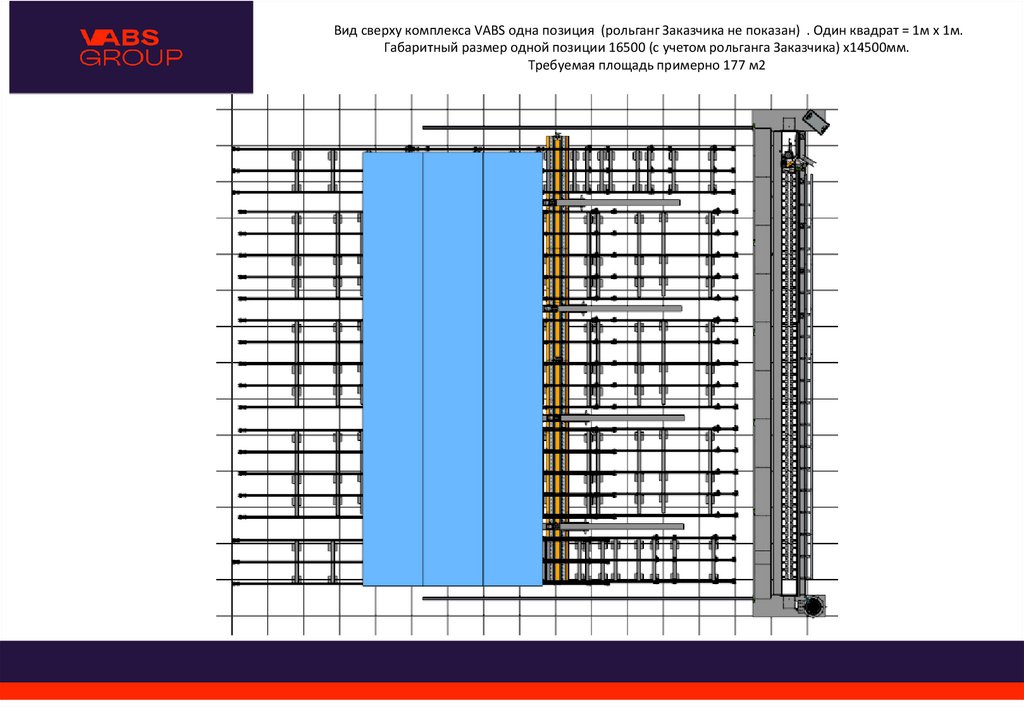
Вид сверху комплекса VABS одна позиция (рольганг Заказчика не показан) . Один квадрат = 1м x 1м.Габаритный размер одной позиции 16500 (с учетом рольганга Заказчика) х14500мм.
Требуемая площадь примерно 177 м2
11.
Технологический процесс УСК 5х12: Стыковка и сварка металлических листов12.
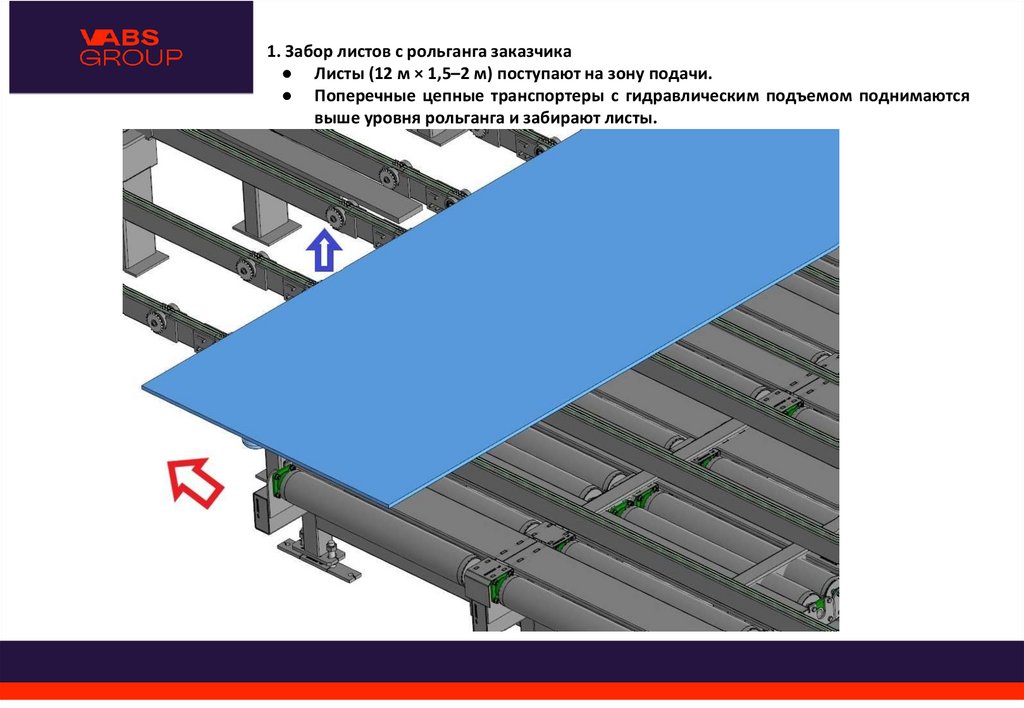
1. Забор листов с рольганга заказчика● Листы (12 м × 1,5–2 м) поступают на зону подачи.
● Поперечные цепные транспортеры с гидравлическим подъемом поднимаются
выше уровня рольганга и забирают листы.
13.
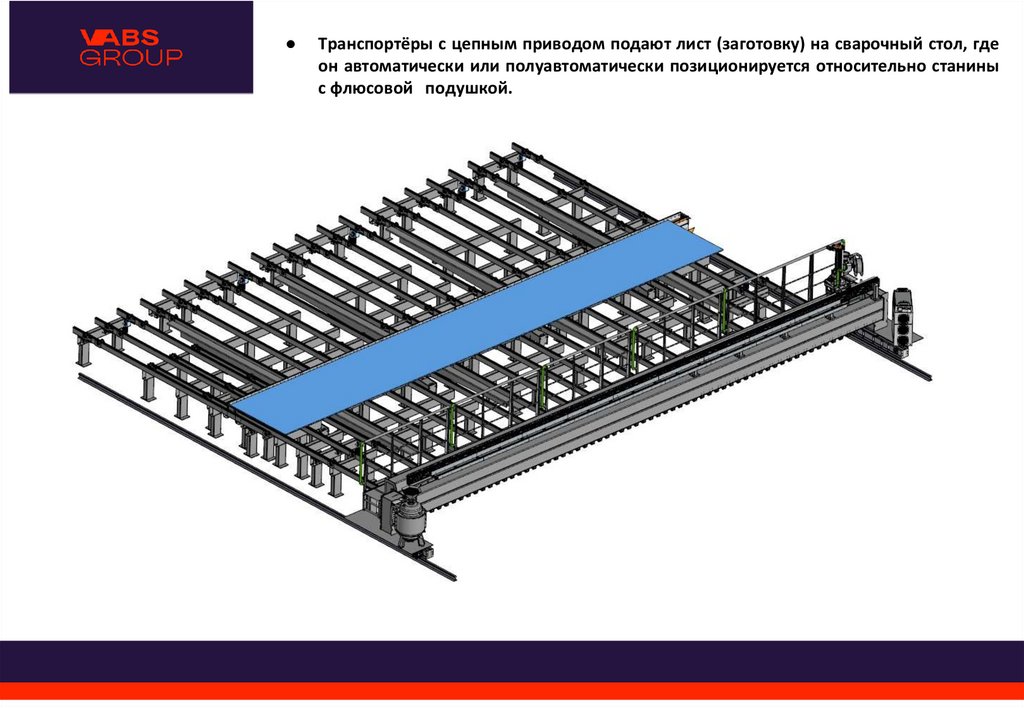
Транспортёры с цепным приводом подают лист (заготовку) на сварочный стол, где
он автоматически или полуавтоматически позиционируется относительно станины
с флюсовой подушкой.
14.
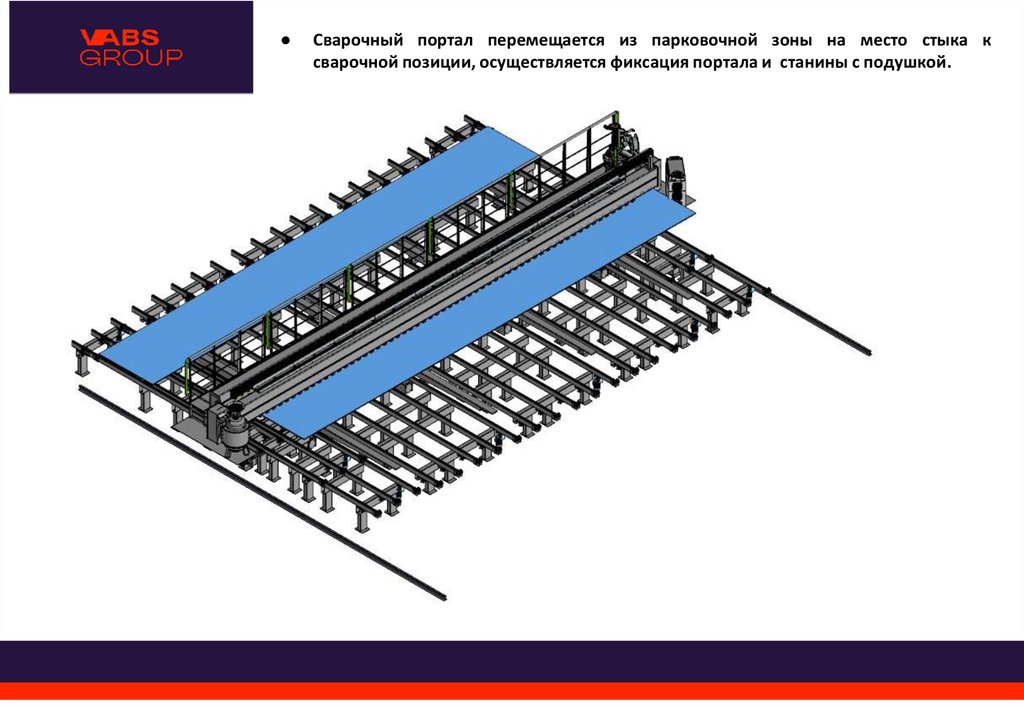
Сварочный портал перемещается из парковочной зоны на место стыка к
сварочной позиции, осуществляется фиксация портала и станины с подушкой.
15.
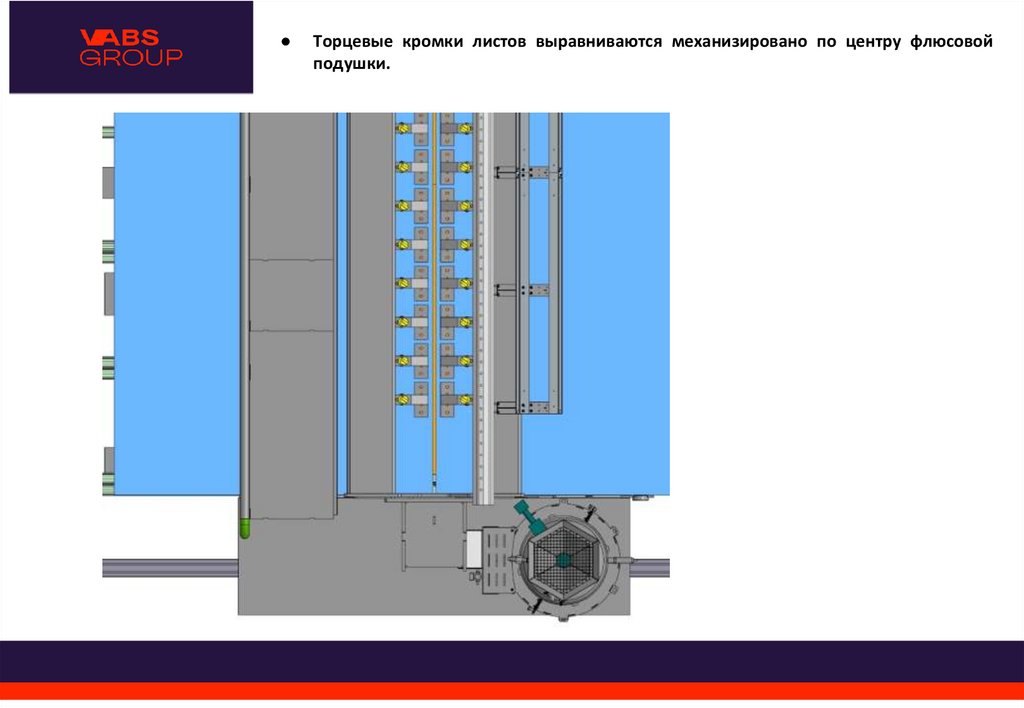
Торцевые кромки листов выравниваются механизировано по центру флюсовой
подушки.
16.
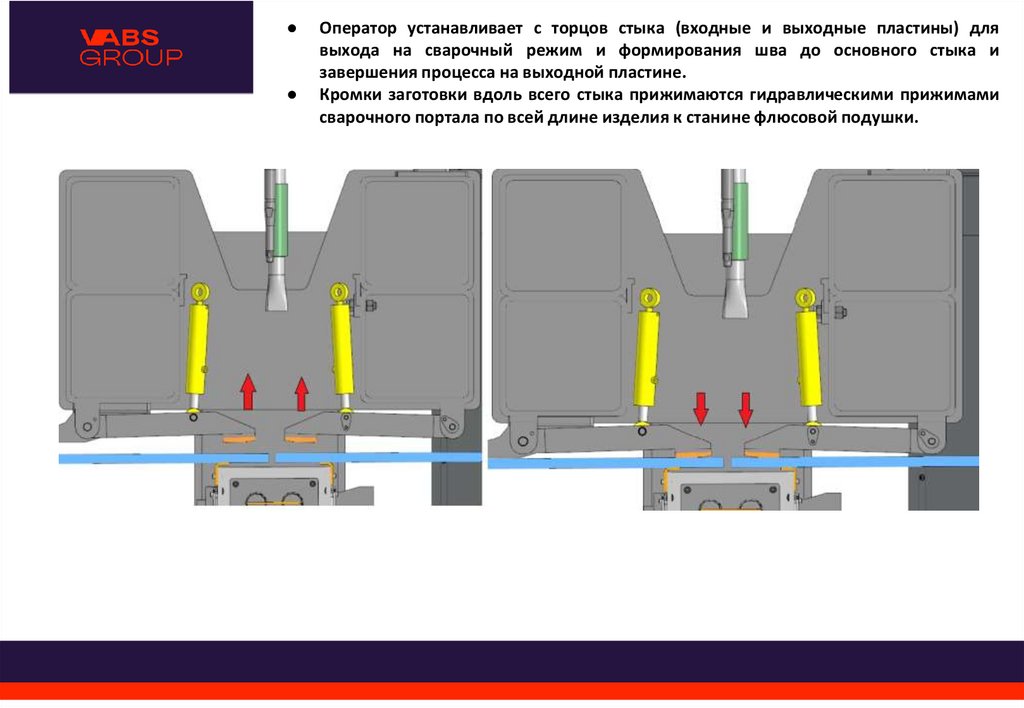
Оператор устанавливает с торцов стыка (входные и выходные пластины) для
выхода на сварочный режим и формирования шва до основного стыка и
завершения процесса на выходной пластине.
Кромки заготовки вдоль всего стыка прижимаются гидравлическими прижимами
сварочного портала по всей длине изделия к станине флюсовой подушки.
17.
2. Поджатие встроенной флюсовой подушки.● В теле станины установлена флюсовая подушка, расположенная под линией сварки.
● Подушка прижимается снизу к стыку пневматическим приводом с регулируемым
усилием.
18.
3. Автоматическая сварка первой стороны● Выполняет автоматическая продольная сварка по всей длине шва.
19.
4. КантовкаПортал уходит в зону парковки,как показано на (рис.5), освобождая зону для
выполнения переворота изделия и выполнения сварки с обратной стороны.
Кантовка процесс полностью механизирован управление процессом осуществляется с пульта оператора.
20.
5. Автоматическая сварка второй стороны● Портал возвращается, производится сварка второй стороны тем же способом.
6. Выгрузка
● Готовая карта подается обратно на сторону рольганга поперечными цепными транспортерами.
21.
В состав для одной установки УСК 5х12 входит:Поз.1 - Рольганг заказчика * (не входит в поставку предоставляется Заказчиком),
поз.2 - Цепной транспортер поперечной подачи VABS - 5 секций,
поз.3 - Кантователь рычажный VABSна 180 градусов для переворота карты - 5 ,
поз.4 - Станина основание с флюсовой подушкой VABS -1 кт
поз.5 - Сварочный цетр VABS портального типа с прижимными силовыми балками - 1 кт .
22.
Поз.2 - Цепной транспортер поперечной подачи VABSВетви цепного транспортера проходят между валками рольганга. Транспортер имеет
два положения, первое нулевое когда он ниже валков рольганга и второе выше
валков рольганга. В нижнем положении транспортера заготовка лежит на рольгангах
при подъеме транспортера гидравлическим цилиндром заготовка (лист) поднимается
над рольгангом и может без препятствий перемещаться приводными цепями в
поперечном направлении по отношению к рольгангу.
В состав цепного транспортера входит: гидравлическая станция, шкаф управления,
коммутация, сами транспортеры с гидравлическим приводом подъема и движения
цепи.
Рис.8 изображение цепного транспортера поперечной подачи и рольгангом
23.
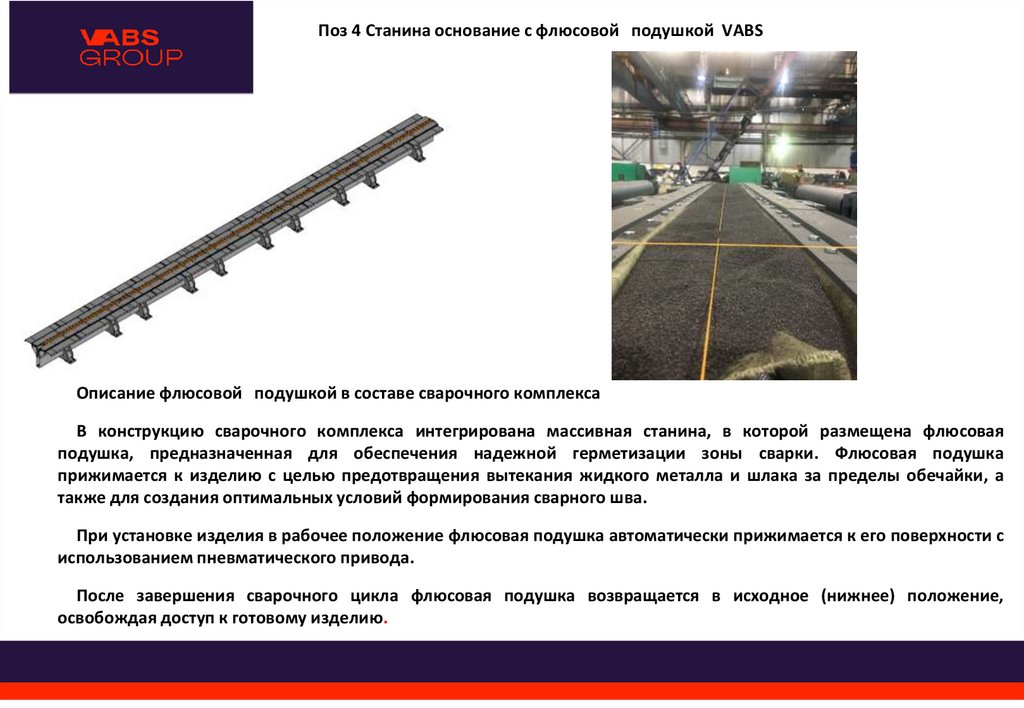
Поз 4 Станина основание с флюсовой подушкой VABSОписание флюсовой подушкой в составе сварочного комплекса
В конструкцию сварочного комплекса интегрирована массивная станина, в которой размещена флюсовая
подушка, предназначенная для обеспечения надежной герметизации зоны сварки. Флюсовая подушка
прижимается к изделию с целью предотвращения вытекания жидкого металла и шлака за пределы обечайки, а
также для создания оптимальных условий формирования сварного шва.
При установке изделия в рабочее положение флюсовая подушка автоматически прижимается к его поверхности с
использованием пневматического привода.
После завершения сварочного цикла флюсовая подушка возвращается в исходное (нижнее) положение,
освобождая доступ к готовому изделию.
24.
Поз 5 Сварочный цетр VABS портального типа для автоматической сварки под слоемфлюса с прижимными силовыми балками
Сварочный портал предназначен для
автоматической
сварки
кромок
листовых заготовок под слоем флюса.
Оборудование
разработано
для
обеспечения
высокой
точности,
стабильного качества сварного шва и
повышения
производительности
процесса.
Сварочный портал перемещается по
рельсовым
направляющим
вдоль
свариваемого
изделия,с
помощью
моторизированных
тележек
для
возможности кантовки изделия.
25.
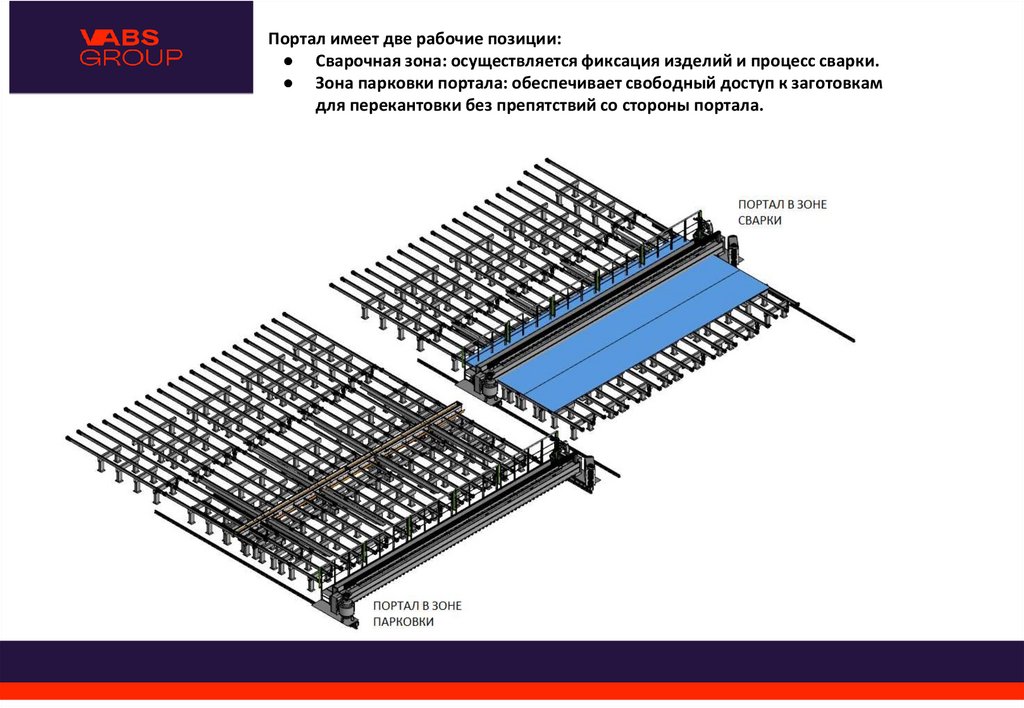
Портал имеет две рабочие позиции:● Сварочная зона: осуществляется фиксация изделий и процесс сварки.
● Зона парковки портала: обеспечивает свободный доступ к заготовкам
для перекантовки без препятствий со стороны портала.
26.
Конструкция и особенности● Фиксация изделий:
На корпусе портала установлены специальные прижимные балки. Они обеспечивают
надежную фиксацию кромок заготовок во время сварки.
Гидравлические прижимы предназначены для жесткой фиксации кромок заготовок в
процессе сварки.
27.
Замки фиксации портала:
В рабочем положении портал жестко замыкается с станиной которая находится
под изделием. Это необходимо для того, чтобы при активной работе прижимов
и при фиксации кромок портал оставался стабильно зафиксированным и не
поднимался.
28.
Автоматизация сварки:
После фиксации заготовки осуществляется автоматический процесс сварки под
флюсом.
Сварочная головка для
автоматической сварки
Система линейного перемещения
сварочной головки:
Высокоточные линейные
направляющие обеспечивают
стабильное перемещение сварочной
головки вдоль всей длины стыка
12000мм.
Система позиционирования:
Встроенная система управления и
точного позиционирования сварочной
головки для соблюдения траектории
сварки.
29.
Источники сварки:
Подключение к промышленному источнику сварочного тока (предусмотрено
интеграцией источников сварки под слоем флюса).
3.1 Сварочное оборудование для автоматической сварки ALLOY
Характеристики сварочного источника
№
Параметры
1
Методы сварки
SAW / ММА
2
Напряжение питающей сети, В
~3x400 ±10%
3
Частота питающей сети, Гц
50-60
4
Потребляемый ток, А
100
5
Потребляемая мощность, кВт
80
6
Диапазон регулировки сварочного тока, А
7
Масса, не более, кг
Сварочный источник МС-1251А1 для
автоматической сварки под слоем
флюса изделий из стали толщиной
более 4мм, в том числе
легированной (SAW);
Наименование
50-1000
104
30.
Флюсовое оборудование система для подачи и рециркуляции флюсаПреимущества применения систем подачи и рециркуляции флюса являются
повышение качества сварных соединений, снижение трудоемкости
процесса,снижение расхода/потерь флюса, снижение запыленности воздушного
пространства производственного помещения.
Схема работы системы оборота флюса.
1)Флюс из бункера-питателя ФРП-100
сжатым
воздухом
(осушенным
и
подготовленным) подается в бункерпитатель на сварочной голове.
2)Сварочный флюс под действием силы
тяжести подается в зону сварки
из
пневматического
бункера-питателя
(емкостью 10 л), расположенного над
сварочной головкой, к изделию
3)После
выполнения
сварки
неиспользованные остатки возвращаются
обратно в бункера-питателя
(по малому
кругу).
31.
Система Рециркуляция флюса пневматическаяВ Основе работы системы лежит принцип разряжения с использованием сжатого
воздуха. Избыток Флюса, неиспользованный в процессе сварки, поступает в бак.
Циклон Сепаратор, размещенный на баке с флюсом, эффективно очищает флюсом
пыли. Пыль скапливается в фильтре. Перед попаданием в бункер подобранный
флюс проходит очистку через сито, для отделения от частиц шлака.
Рис.13 Система Рециркуляция флюса
32.
Оборудование для подогрева и подачи флюсаФлюсовый бункер питатель ФРП-100 применяется для
подачи флюса в систему рециркуляции флюса .
Флюсовый бункер питатель ФРП-100
– это емкость
вместимостью 100 л с конусообразной воронкой,
пневматическим клапаном для открытия/закрытия отверстия
подачи давления в бак, электрическими нагревательными
элементами для нагрева потока до температуры 100 °C,
пультом управления.
Характеристики флюсового бункера
№
Параметр
Значение
1
Объем , Л
100
2
Напряжение сети, В
220
3
Температура флюса на выходе, С°
40-50
4
Рабочая температура ,мин/макс, С°
80-90
5
Вес, Кг
65
33.
Поз 3 Кантователь рычажный VABSна 180 градусов для переворота картыРычажный гидравлический кантователь — это специализированный механизм, предназначенный для подъёма,
удержания и переворота крупных плоских заготовок, таких как металлические листы, панели или секции
конструкций.
Кантователь обеспечивает поворот заготовки на угол 180°, что упрощает выполнение сварочных, операций.