
 industry
industrySimilar presentations:










Характерные дефекты непрерывнолитой заготовки и способы их устранения
1.
Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное
учреждение высшего образования
Магнитогорский государственный технический университет им. Г.И. Носова
Многопрофильный колледж
О.22.02.01.КП.25
«Характерные дефекты непрерывнолитой
заготовки и способы их устранения»
Выполнила: Гитанская В.И.
Руководитель: Кунакбаева Альбина
Талгатовна
2. Цель курсовой работы:
Задача этой курсовой работы заключается в том что бы провестианализ основных типов дефектов, характерных для непрерывнолитых
заготовок, а также рассмотреть методы их диагностики и устранения.
Особое внимание будет уделено современным технологиям и подходам,
направленным на минимизацию дефектов в процессе производства, что
позволит повысить надежность и долговечность изделий, изготовленных
из таких заготовок. В заключение будут предложены рекомендации по
улучшению технологических процессов, что может способствовать
повышению качества и конкурентоспособности продукции на рынке.
3.
Основные характеристики непрерывнолитых заготовок:• Геометрические характеристики (форма, размеры, структура);
• Механические свойства (прочность, текучесть, удлинение, твердость);
• Структурные характеристики (гомогенность, пористость, ковкость);
• Химический состав (легирующие элементы);
4.
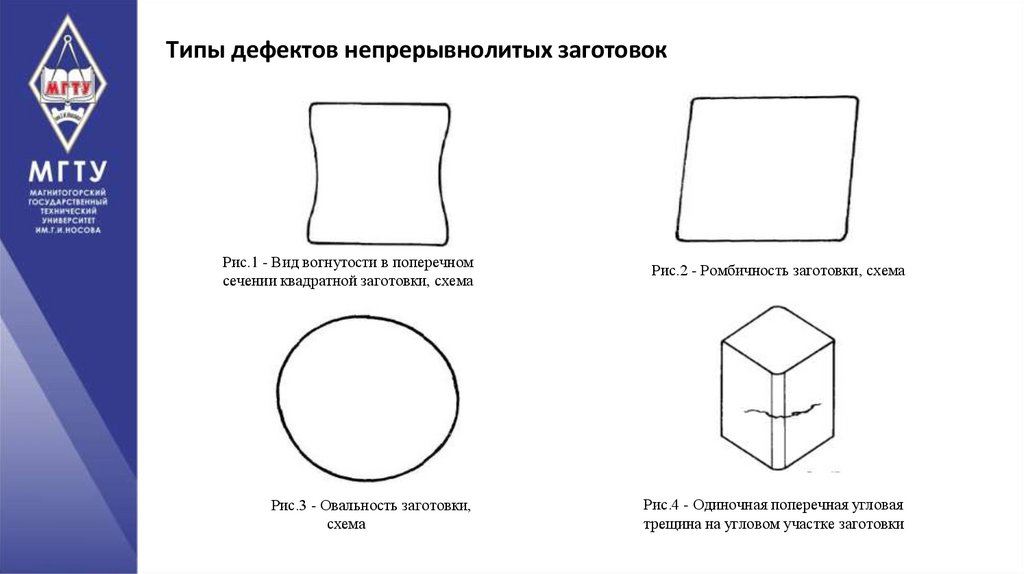
Типы дефектов непрерывнолитых заготовокРис.1 - Вид вогнутости в поперечном
сечении квадратной заготовки, схема
Рис.2 - Ромбичность заготовки, схема
Рис.3 - Овальность заготовки,
схема
Рис.4 - Одиночная поперечная угловая
трещина на угловом участке заготовки
5.
Причины возникновения дефектов в процессе непрерывного литья•Неправильные параметры процесса (температура металла, скорость литья);
•Качество сырья (загрязнение металла, неправильный состав сплава)
•Неправильная работа оборудования (износ форм, проблемы с
охлаждением)
•Воздушные включения (загрязненный воздух)
•Технологические ошибки (неправильная установка оборудования,
нарушение технологии литья)
•Физико-химические реакции (окисление)
6.
Методы диагностики и контроля качества заготовокНеправильные параметры литья:
•Температура расплава должна быть строго определенной в зависимости
от типа металла и сплава.
•Скорость литья должна быть подобрана так, чтобы обеспечить
равномерное заполнение формы без образования турбулентности.
•Давление заливки должно быть достаточным для обеспечения полного
заполнения формы, но не настолько высоким, чтобы вызвать повреждение
формы и образование дефектов.
•Время охлаждения должно быть достаточным для достижения
необходимой прочности и твердости заготовки без образования
внутренних напряжений.
7.
Способы устранения внутренних дефектов•Контроль температуры расплава и охлаждения
•Управление составом сплава
•Оптимизация процесса литья
•Мониторинг и управление процессом
•Контроль качества
•Доработка и обработка заготовок
•Механическая обработка
8.
Способы устранения поверхностных дефектов•Механическая обработка (один из основных методов устранения
поверхностных дефектов, который включает в себя различные операции,
направленные на улучшения качества поверхности изделия)
•Шлифовка (процесс удаления материала с поверхности изделия с
помощью абразивных материалов)
•Полировка (Улучшает внешний вид и гладкость поерхности изделия)
•Фрезирование (применяется для получения сложных форм и геометрии
деталей)
9.
Примеры успешного устранения дефектов на практике•Порозность в отливках (Провели анализ температуры расплава и скорости
заливки. Выяснили, что температура расплава была слишком низкой, а скорость
заливки — слишком высокой. Корректировка параметров: Увеличили
температуру расплава и уменьшили скорость заливки, что позволило улучшить
заполнение формы и снизить количество воздушных включений.
•Недоливы и неравномерное заполнение формы (Часто возникали недоливы изза неправильного проектирования литниковой системы. Решение:
Перепроектирование литников)
•Трещины в отливках (Проблема: Обнаружены трещины в готовых заготовках
из стали, что вызывало отказ продукции на этапе контроля качества. Решение:
Анализ термического цикла: Провели анализ температурного распределения в
процессе охлаждения.
10.
Заключение и перспективы развития технологий непрерывного литьяНепрерывное литье — это одна из самых эффективных технологий производства
металлических заготовок, которая позволяет получать изделия с высокой точностью и
минимальными отходами. Тем не менее, как и любая другая технология, оно подвержено
возникновению различных дефектов, таких как порозность, недоливы, трещины, окисление
поверхности и несоответствие химического состава. Устранение этих дефектов требует
комплексного подхода, включающего анализ процессов, оптимизацию параметров литья,
применение современных технологий контроля и обучения персонала.
Успешное решение проблем, связанных с дефектами, не только повышает качество
конечной продукции, но и снижает затраты на переработку и брак, что в итоге приводит к
улучшению экономической эффективности всего производственного процесса. Важно
отметить, что постоянное совершенствование технологий и методов контроля качества
является ключевым фактором для достижения устойчивого успеха в этой области. Перспективы
развития технологий непрерывного литья.