






















 industry
industrySimilar presentations:










Дефекты. Основные дефекты поверхности основного металла
1. Дефекты
• Дефекты – Каждое отдельное несоответствиепродукции
требованиям,
установленным
нормативной документацией
• Дефекты возникают из-за несовершенства или
нарушения технологий при всех видах работ: при
обработке давлением, механической обработках, при
сварке, пайке и др.
• Некоторые дефекты металлов можно полностью
устранить на последующих стадиях производства –
корректированием технологических процессов или
дополнительной обработкой.
2. Основные дефекты поверхности основного металла
• Задиры – отрывы прихваток при сварке, отрывыприхваток при удалении выводных
планок/технологических креплений
Недопустимы. Зачистка+подварка
• Утонение металла/подрез при зачистке –
черезмерная зачистка металла, при
которой значительно уменьшается
толщина основного металла
Недопустимы. Подварка+зачистка заподлицо
3.
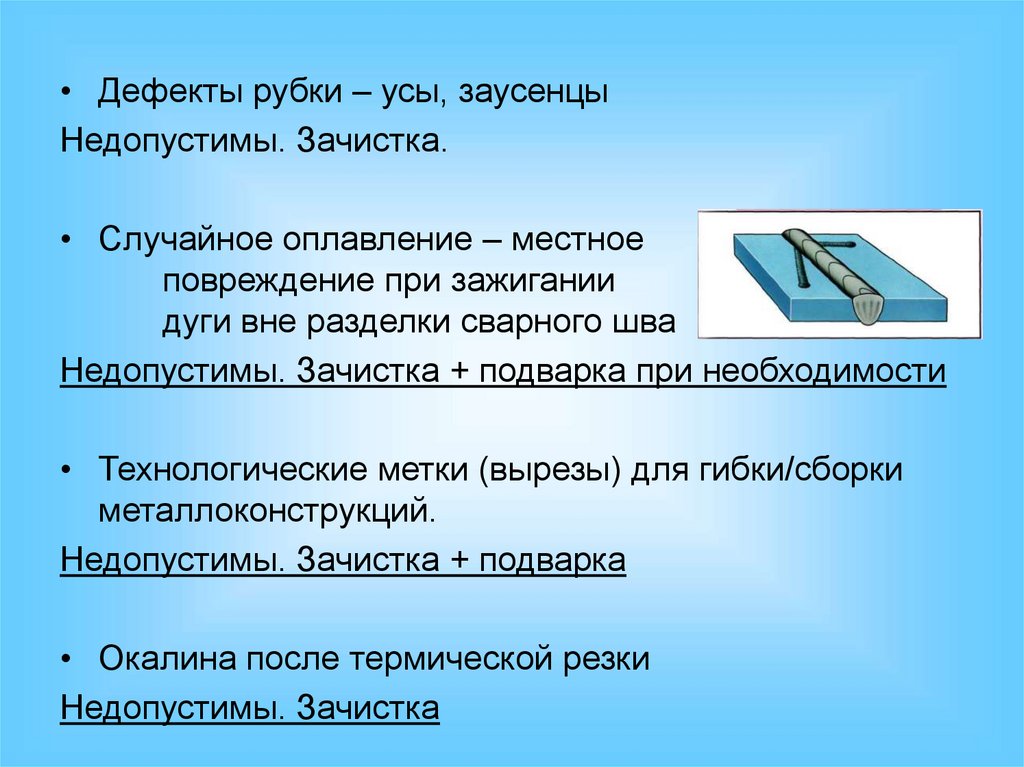
• Дефекты рубки – усы, заусенцыНедопустимы. Зачистка.
• Случайное оплавление – местное
повреждение при зажигании
дуги вне разделки сварного шва
Недопустимы. Зачистка + подварка при необходимости
• Технологические метки (вырезы) для гибки/сборки
металлоконструкций.
Недопустимы. Зачистка + подварка
• Окалина после термической резки
Недопустимы. Зачистка
4. Дефекты сборки:
• Несоответствие размеров собранной конструкцииНедопустимо. Сборка в соответствии с документацией.
• Отклонение от круглости (овальность, эллипс)
Недопустимо. При возможности – рихтовка/замена на
годную деталь
• Значительная разность диагоналей
Недопустимо. Сборка в соответствии с документацией.
• Сборка конструкции из непригодных деталей: грязь,
ржавчина, окалина, детали выполненные не по КМД
Недопустимо. Замена на годные детали.
5.
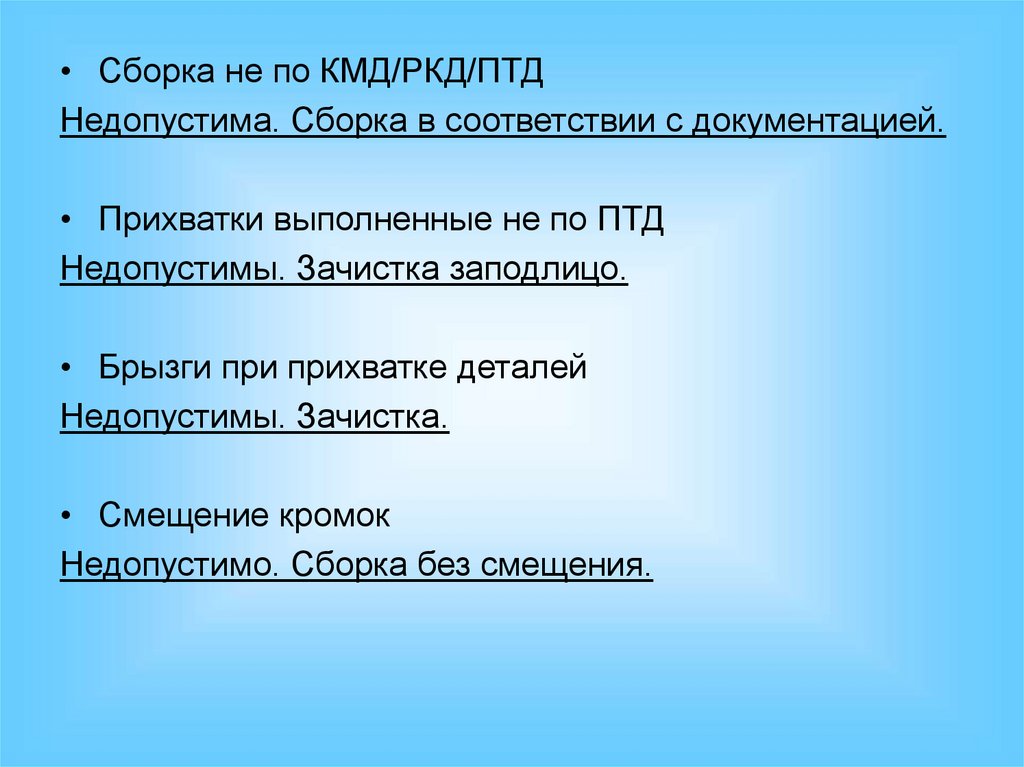
• Сборка не по КМД/РКД/ПТДНедопустима. Сборка в соответствии с документацией.
• Прихватки выполненные не по ПТД
Недопустимы. Зачистка заподлицо.
• Брызги при прихватке деталей
Недопустимы. Зачистка.
• Смещение кромок
Недопустимо. Сборка без смещения.
6. Дефекты транспортировки
• Деформации от падения: вмятины, измененияформы и размеров
Недопустимы. Рихтовка.
• Задиры
Недопустимы. Подварка.
• Царапины
Недопустимы. Шлифовка или подварка.
7. Дефекты транспортировки
8.
ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СВАРНОГО ШВАs - толщина, свариваемого
СТЫКОВОЙ
металла
е - ширина шва
g - высота шва
h - глубина провара
t - толщина шва (t=q+h)
b - зазор
k - катет углового шва
p - расчетная, высота
углового шва
a - толщина углового шва
Требования к геометрии сварного соединения
устанавливаются КД и ГОСТ 14771-76; ГОСТ
16037-80; ГОСТ 23518-79
УГЛОВОЙ
9.
КОРЕНЬ ШВА – часть шва, наиболее удаленная от его лицевой поверхностиПОДВАРОЧНЫЙ ШОВ – меньшая часть двустороннего шва, выполняемая
предварительно для предотвращения прожогов или укладываемая в
последнюю очередь в корень шва
СМЕЩЕНИЕ СВАРИВАЕМЫХ КРОМОК
Δ - смещение свариваемых кромок одна относительно другой
10.
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙУ4
С2
Т1
У1
У17
У16
Н1
У18
11.
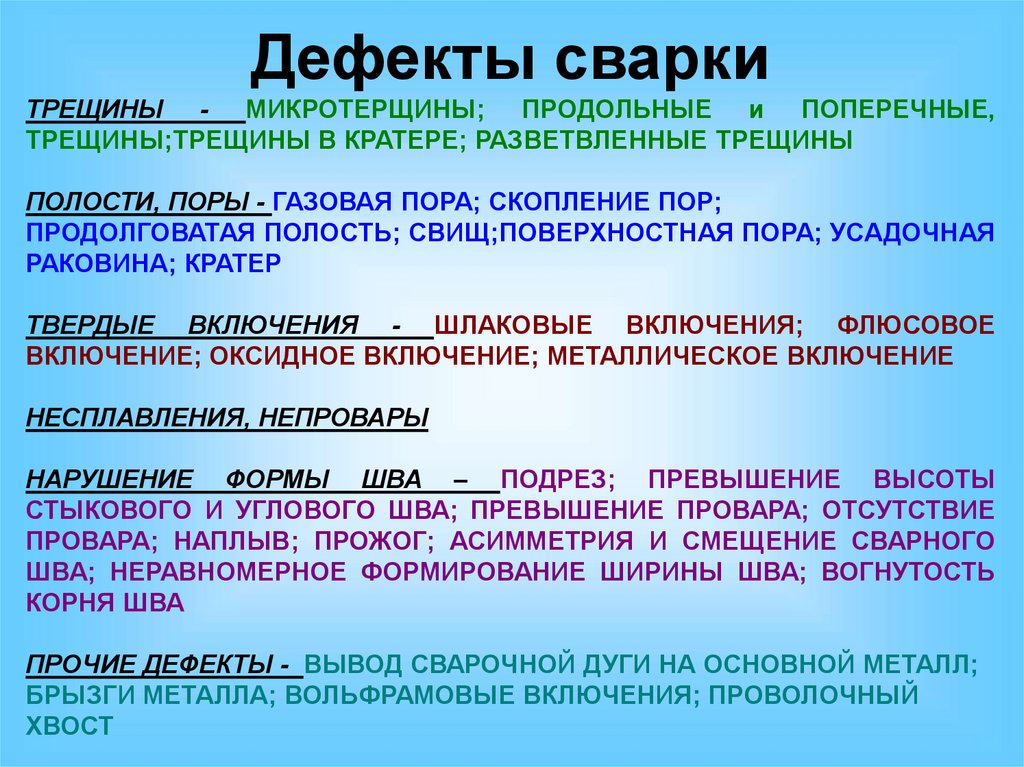
Дефекты сваркиТРЕЩИНЫ - МИКРОТЕРЩИНЫ; ПРОДОЛЬНЫЕ и ПОПЕРЕЧНЫЕ,
ТРЕЩИНЫ;ТРЕЩИНЫ В КРАТЕРЕ; РАЗВЕТВЛЕННЫЕ ТРЕЩИНЫ
ПОЛОСТИ, ПОРЫ - ГАЗОВАЯ ПОРА; СКОПЛЕНИЕ ПОР;
ПРОДОЛГОВАТАЯ ПОЛОСТЬ; СВИЩ;ПОВЕРХНОСТНАЯ ПОРА; УСАДОЧНАЯ
РАКОВИНА; КРАТЕР
ТВЕРДЫЕ ВКЛЮЧЕНИЯ - ШЛАКОВЫЕ ВКЛЮЧЕНИЯ; ФЛЮСОВОЕ
ВКЛЮЧЕНИЕ; ОКСИДНОЕ ВКЛЮЧЕНИЕ; МЕТАЛЛИЧЕСКОЕ ВКЛЮЧЕНИЕ
НЕСПЛАВЛЕНИЯ, НЕПРОВАРЫ
НАРУШЕНИЕ ФОРМЫ ШВА – ПОДРЕЗ; ПРЕВЫШЕНИЕ ВЫСОТЫ
СТЫКОВОГО И УГЛОВОГО ШВА; ПРЕВЫШЕНИЕ ПРОВАРА; ОТСУТСТВИЕ
ПРОВАРА; НАПЛЫВ; ПРОЖОГ; АСИММЕТРИЯ И СМЕЩЕНИЕ СВАРНОГО
ШВА; НЕРАВНОМЕРНОЕ ФОРМИРОВАНИЕ ШИРИНЫ ШВА; ВОГНУТОСТЬ
КОРНЯ ШВА
ПРОЧИЕ ДЕФЕКТЫ - ВЫВОД СВАРОЧНОЙ ДУГИ НА ОСНОВНОЙ МЕТАЛЛ;
БРЫЗГИ МЕТАЛЛА; ВОЛЬФРАМОВЫЕ ВКЛЮЧЕНИЯ; ПРОВОЛОЧНЫЙ
ХВОСТ
12.
НЕДОПУСТИМЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
ПРИЧИНА
НАИМЕНОВАНИЕ
ПРИЧИНА
КРАТЕРЫ
-Резкий обрыв дуги
-Неправильное
окончание сварки
ПОДРЕЗЫ
-Повышенное напряжение
да дуге
- Смещение дуги
- большая скорость
сварки
ПОРЫ
-Загрязнение кромок
маслом, ржавчиной и т.п.
-Влага на поверхности
-Грязный присадочный
материал
-Недостаточная защита
газом
НЕПРОВАР
-Малый зазор
-Загрязнение кромок
-Недостаточный
сварочный ток
-Завышенная скорость
сварки
ВКЛЮЧЕНИЯ
ШЛАКА
-Грязь на кромках
-Малый сварочный ток
ПРОЖОГ
-Большой ток при малой
скорости сварки
-Большой зазор между
кромками
-Некачественная сборка
детали под сварку
13.
НЕДОПУСТИМЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
Устранение
НАИМЕНОВАНИЕ
Устранение
КРАТЕРЫ
-Удалить усадочную
раковину абразивным
инструментом и вновь
заварить.
ПОДРЕЗЫ
-Место подреза зачищают
и подваривают шов
ПОВЕРХНОСТНАЯ
ПОРА
-Удалить поверхностный
слой абразивным
инструментом, не нарушая
требуемых размеров шва
-При необходимости
подварить
НЕПРОВАР
-Если непровар доступен
для повторной заварки ,
то корень шва в месте
дефекта вычищают и
заваривают повторно.
ПРОЖОГ
-Место прожога очистить
от окалины и натеков ,
подготовить с помощью
шлифовального
инструмента и подварить
повторно
ВКЛЮЧЕНИЯ
ШЛАКА
-Дефектный участок
удалить
шлифовальным
инструментом и
заварить .
14.
РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
ПРИЧИНА
Брызги
-Завышеный
сварочный ток
-Короткая дуга при
импульсном режиме
сварки
-Замыкание электрода
на жидкую ванну
НАИМЕНОВАНИЕ
ПРИЧИНА
НЕРАВНОМЕРНАЯ -Неустойчивый режим
сварки
ФОРМА ШВА
-Неправильное
расположение сварочной
горелки
-Загрязнение кромок
-Низкая квалификация
сварщика
НАПЛЫВ
-Большой сварочный
ток
-Неправильное
расположение
сварочной горелки
-Излишне длинная
дуга
ТРЕЩИНЫ
-Резкое охлаждение
конструкции
-Высокие
послесварочные
напряжения
СВИЩИ
-Напряжение от
неравномерного
нагрева
-Плохая зачистка
кромок
-Недостаточная
защита газом
ПЕРЕГРЕВ
МЕТАЛЛА
-Неправильный
сварочный режим в
следствии чего идет
перегрев свариваемого
металла
-Высокий сварочный ток
-Низкая скорость сварки
15.
РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
Устранение
Брызги
-Зачистить
шлифовальным
инструментом
поверхность сварного
соединения от брызг
металла.
-Применение спрея от
брызг
НАИМЕНОВАНИЕ
Устранение
НЕРАВНОМЕРНАЯ -Дефектный участок
удалить шлифовальным
ФОРМА ШВА
инструментом и заварить
повторно облицовочным
швом.
НАПЛЫВ
-Удалить излишек
металла
шлифовальным
инструментом, сделав
плавный переход от
металла шва к
основному металлу.
ТРЕЩИНЫ
Место образования
трещины удалить
шлифовальным
инструментом.
Образовавшуюся полость
заварить.
СВИЩИ
-Дефектный участок
вырубают или
вычищают и вновь
заваривают
ПЕРЕГРЕВ
МЕТАЛЛА
-Зачистка шлифовальным
инструментом
-Обработка
кислотосодержащими
реактивами
16.
РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
ПРИЧИНА
НАИМЕНОВАНИЕ
ПРИЧИНА
ПРЕВЫШЕНИЕ
ВЫПУКЛОСТИ
СТЫКОВОГО ШBA
-малая скорость сварки
- низкая квалификация
сварщика;
-сварка «углом назад»
конструкций с малой
толщиной стенки;
-неправильный выбор
параметров режима сварки
- однопроходная сварка в
узкую разделку.
НЕПРАВИЛЬНЫЙ
ПРОФИЛЬ СВАРНОГО
ШВА
• малая скорость сварки
• сварка «углом назад» металла
малой толщины ;
• высокое поверхностное
натяжение плохая
жидкотекучесть металла
сварочной ванны
ПРЕВЫШЕНИЕ
ВЫПУКЛОСТИ
УГЛОВОГО ШBA
-неправильный выбор
параметров режима сварки;
-низкая квалификация
сварщика;
- некачественная подготовка
и сборка деталей под
сварку.
ЧРЕЗМЕРНАЯ
АСИММЕТРИЯ
СВАРНОГО ШВА
неудобное пространственное
положение для формирования
шва
• низкая квалификация сварщика;
• высокая жидкотекучесть
металла сварочной ванны
• различная теплопроводность
металла свариваемых деталей.
ПРЕВЫШЕНИЕ
ПРОПЛАВА
-чрезмерная текучесть
расплавленного металла
сварочной ванны
- увеличенный зазор в стыке
-неправильный выбор
параметров режима сварки
- повышенное поверхностное
натяжение металла сварочной
ванны
- неодинаковая толщина
металла по длине шва.
ЗАМОК
(ВОЗОБНОВЛЕНИЕ
ШВА)
• низкая квалификация
сварщика
• низкая жидкотекучесть металла
сварочной ванны;
• некачественная зачистка конца
предыдущего шва.
17.
РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕ
Устранение
НАИМЕНОВАНИЕ
Устранение
ПРЕВЫШЕНИЕ
ВЫПУКЛОСТИ
СТЫКОВОГО ШBA
-Чрезмерную выпуклость
удалить шлифовальным
инструментом.
НЕПРАВИЛЬНЫЙ
ПРОФИЛЬ СВАРНОГО
ШВА
ПРЕВЫШЕНИЕ
ВЫПУКЛОСТИ
УГЛОВОГО ШBA
-Чрезмерную выпуклость
удалить шлифовальным
инструментом.
ЧРЕЗМЕРНАЯ
АСИММЕТРИЯ
СВАРНОГО ШВА
• Зачистить места сплавления
меньшего катета с основным
металлом и выполнить
подварку.
ПРЕВЫШЕНИЕ
ПРОПЛАВА
-Чрезмерную выпуклость
удалить шлифовальным
инструментом.
ЗАМОК
(ВОЗОБНОВЛЕНИЕ
ШВА)
• Зачистить наплывы
шлифовальным
инструментом. При
необходимости выполнить
подварку.
• Чрезмерную выпуклость
удалить шлифовальным
инструментом .
18.
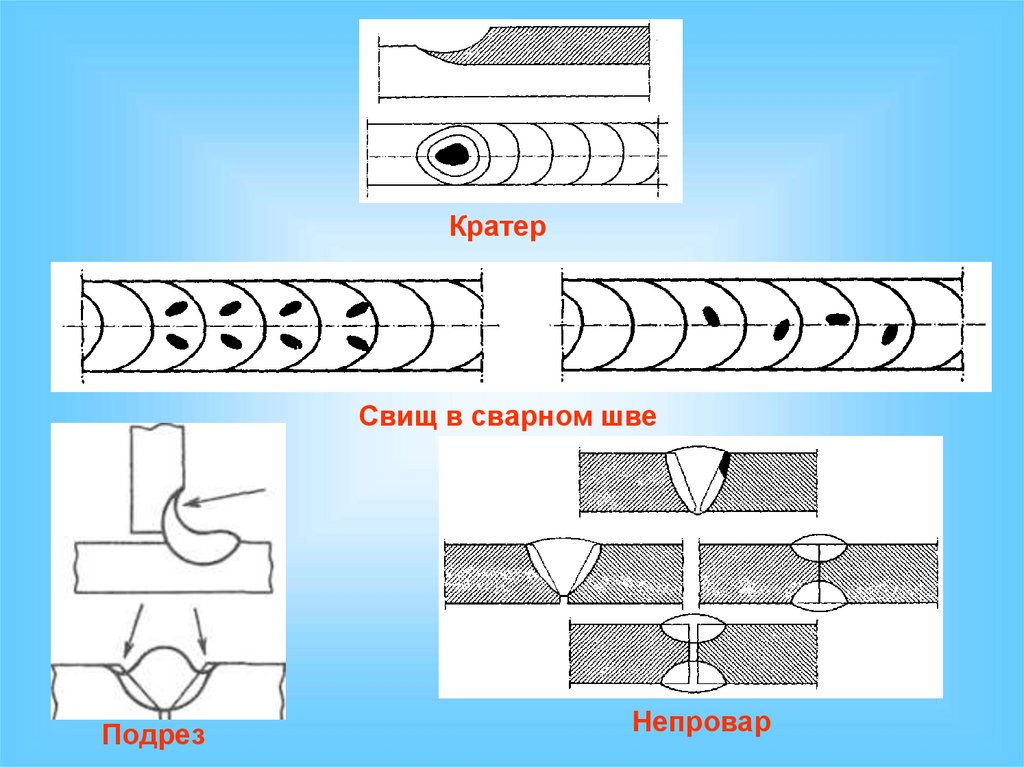
КратерСвищ в сварном шве
Подрез
Непровар
19.
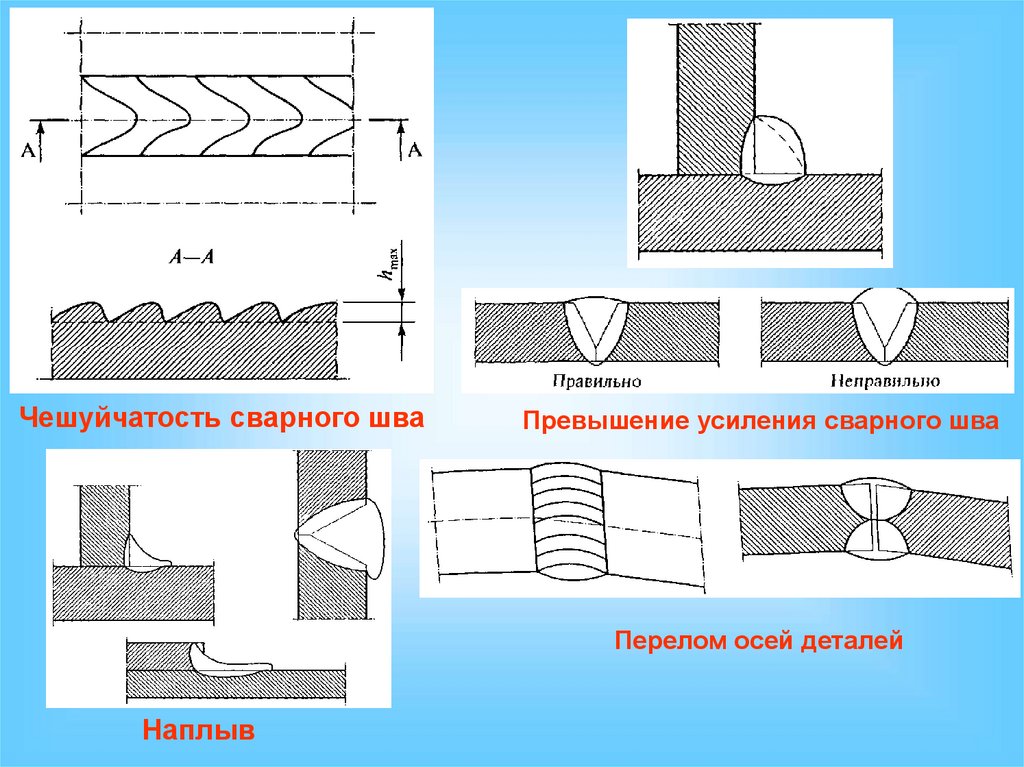
Чешуйчатость сварного шваПревышение усиления сварного шва
Перелом осей деталей
Наплыв
20.
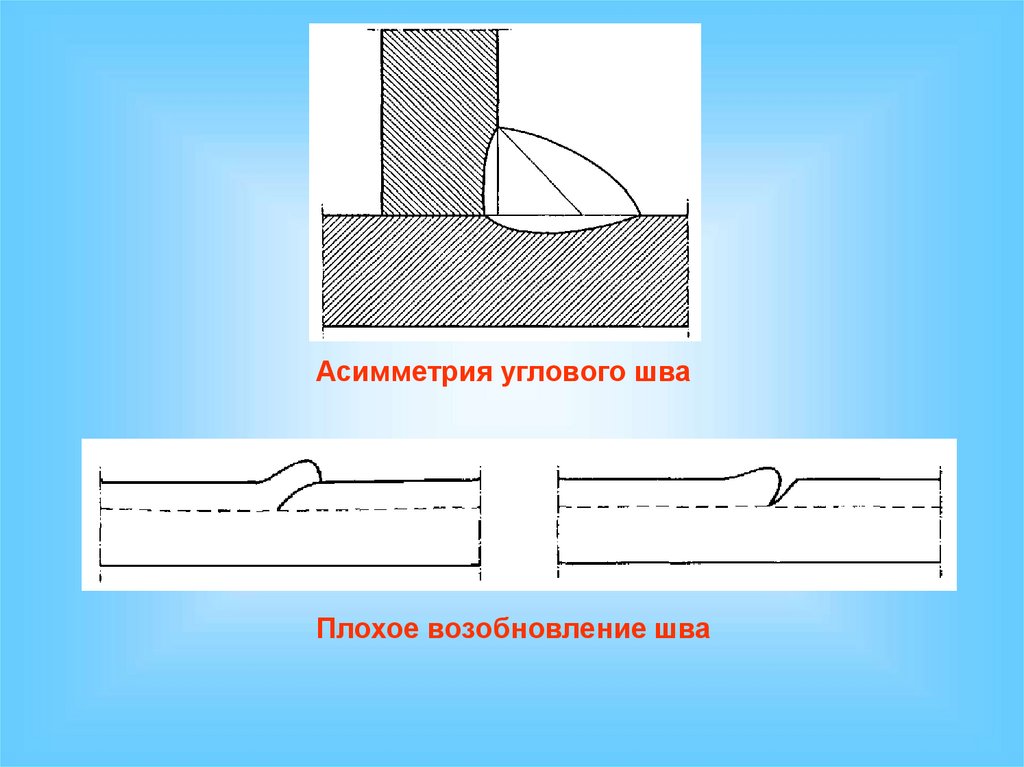
Асимметрия углового шваПлохое возобновление шва
21.
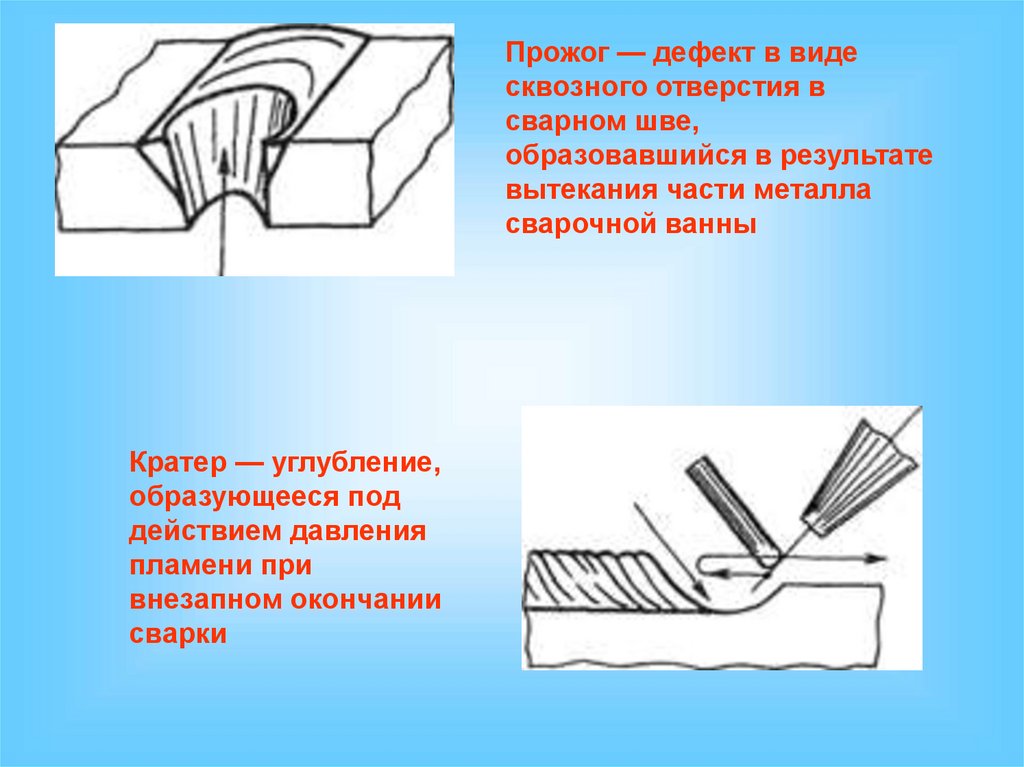
Прожог — дефект в видесквозного отверстия в
сварном шве,
образовавшийся в результате
вытекания части металла
сварочной ванны
Кратер — углубление,
образующееся под
действием давления
пламени при
внезапном окончании
сварки