















 industry
industrySimilar presentations:





")




Технологічний процес збирання і зварювання бака
1. Технологічний процес збирання і зварювання бака
2.
Комплексне кваліфікаційне завданняз професійно-теоретичної підготовки
з професії «Електрогазозварник»
2 розряду
здобувача освіти групи №36
Державного навчального закладу
«Бахмутський центр професійно-технічної освіти
Головні Івана
Завдання № 11
Варіант № 3
3. Креслення виробу - бак
4. Організація робочого місця
• - Оглянути, привести в порядок і надіти спецодяг іспецвзуття.
• - Перевірити справність і комплектність обладнання.
• - Оглянути робоче місце, прибрати з нього все, що може
заважати роботі, звільнити проходи і не захаращувати їх.
• - Приготувати мильний розчин для перевірки герметичності
з'єднань апаратури.
• - Перевірити справність рукавів, інструменту приєднань,
манометрів, редукторів, наявність інжекції в апаратурі.
• Несправну апаратуру замінити на справну, ретельно
прочистити мундштуки, перевірити кріплення балонів з
газом.
• - Перевірити стан водяного запобіжного затвора, у разі
необхідності долити воду в затвор до контрольного рівня.
• - Перевірити герметичність всіх роз'ємних та паяних
з'єднань апаратури.
• - Оглянути первинні засоби пожежогасіння і переконатися в
їх справності.
• - Перевірити роботу вентиляції.
• - Перевірити справність освітлення.
5. Матеріал для зварювання
• Для зварювального виробу корито я вибравсталь 09Г2С, низьколеговану, по вмісту
вуглецю-низьковуглецева 0.09% вуглецю.
Легована марганцем до 2%, кремнієм до 1%.
Відноситься до групи по зварюваності-добра.
Для зварювання вибираємо марку дроту Св.10 Г2С. Він містить вуглецю0,1%, марганцю
до 2%, а кремнію до 1%.
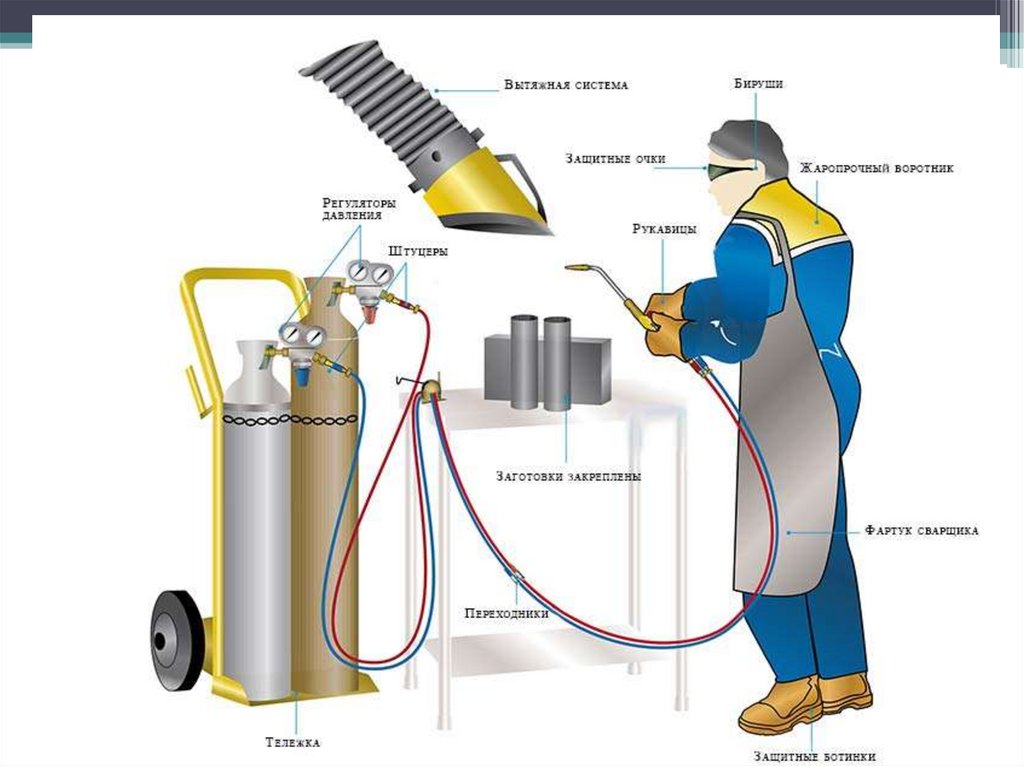
6. Обладнання поста для газового зварювання
7. Пальник, різак та газові рукави
8.
9. Вимоги до обладнання поста
• 1. Забороняється встановлюватиобладнання і виробляти зварювальні
роботи поблизу вогненебезпечних
матеріалів. Рухливі ацетиленові генератори
повинні встановлюватися не ближче 10 м
від джерел вогню. Під час роботи
забороняється залишати генератор без
нагляду
• 2. Зварювання всередині резервуарів, кіт
лов. цистерн повинна проводитися з
перервами при безперервної вентиляції і
низьковольтне освітлення в присутності
наглядача. Перед виробництвом робіт
необхідно переконатися у відсутності у
вказаних ємностях вибухонебезпечних
сумішей
10. Безпека праці при кисневому зварюванні та різанні
Дотримання безпечних відстанейдо газової апаратури
11. Спосіб зварювання
• Ліва зварка|зварювання| — є|з'являється| найбільшвживаним способом при газовій зварці|зварюванні|
металів, завтовшки 4—5 мм. При цьому способі пальник
переміщають справа наліво, а присадний дріт
переміщають попереду пальника. Зварювальне полум'я,
направлене|спрямоване| від шва, добре прогріває
незварену ділянку і присадний дріт. При малій товщині
металу (менше 8 мм) пальник, переміщають тільки|лише|
уздовж|вздовж| шва, а при товщині металу більше 8 мм
виконують додаткові коливальні рухи упоперек|впоперек|
осі шва. Присадний дріт кінцем занурюють зварювальну
ванну, перемішуючи|перемішувати| її спирал| образними
рухами.
• Лівий спосіб хороший|добрий| тим, що
зварювач|зварювальник| добре бачить шов, що дає йому
можливість|спроможність| забезпечити рівномірність
зварювального валика. Шов отримує|одержує| рівний і
красивий. Потужність зварювального полум'я: при лівому
способі зварки|зварювання| приймають в межах 100 — 130
дм3| ацетилену в годину на один мм товщі металу.
12. Режим зварювання
• Згідно креслення зварювальної конструкції ,товщина металу якої 8 мм та марки сталі 09Г2С, я
вибираю т
• акі режими зварювання:
• потужність полум’я; 800 л/год потужність полум'я,
визначувана витратою ацетилену
• швидкість переміщення полум’я; Швидкість
зварювання є величиною, залежної від товщини
зварюваного металу і його властивостей
• діаметр присадкового металу; 5 мм
• кут нахилу полум’я; 60 градусів
• спосіб зварювання; лівий без коливальних рухів
• номер наконечника-5
13. Технологія зварювання конструкції
• За кресленням мені необхідно виконати зварювальний шов кутовийу кутовому з’єднанні в нижньому положенні з товщиною сталі 8 мм.
За стандартом я вибираю кутове з’єднання У9, Треба виконати
кутове з’єднання У9.
• Форма підготовки кромок : із скосом двох кромок.
• Характер зварного шва: однобічний.
• . Леговані сталі зварюються газовим полум’ям без особливих
труднощів. Зварювання ведуть нормальним полум'ям, наконечник
пальника при лівому способі зварювання вибирають із розрахунку
витрати ацетилену 100-130 дм3 \год на 1мм товщини, що зварюється
метала, і при правому способі – 120-150 дм3 \год на 1 мм товщини
метала. Діаметр присадочного дроту також підбирається залежно
від товщини металу. Зварювання пластин у нижньому положенні
шва виконується найбільш легко, тому що розплавлений
присадочный матеріал під дією сили ваги випливає в кратер і не
випливає зі зварювальної ванни. Для того щоб розплавлений метал
не стікав при лівому способі зварювання, виріб нахиляють на 10-15°
проти руху пальника
14. Контроль якості зварювання – контроль зовнішнім оглядом
• Зовнішнім оглядом перевіряють якістьпідготовки і складання заготовок під
зварювання, якість виконання швів у процесі
зварювання і якість зварних з'єднань.