






 industry
industrySimilar presentations:










Презентация к совещанию по АТП и КТД за 2024г
1.
Прессово-рамный заводСостояние технологической
дисциплины и АТП на ПРЗ
Декабрь 2024 г.
ПУБЛИЧНОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО «КАМАЗ»
2.
КЛЮЧЕВЫЕ ТЕМЫ СЕГОДНЯШНЕГО СОВЕЩАНИЯ1 Аттестация технологических
процессов
2
Контроль технологической
дисциплины
3.
АТТЕСТАЦИЯ ТЕХНОЛОГИЧЕСКИХПРОЦЕССОВ:
- Статус исполнения за 2024 г.
- График аттестации ТП на 2025 г.
- Наши предложения по АТП
4.
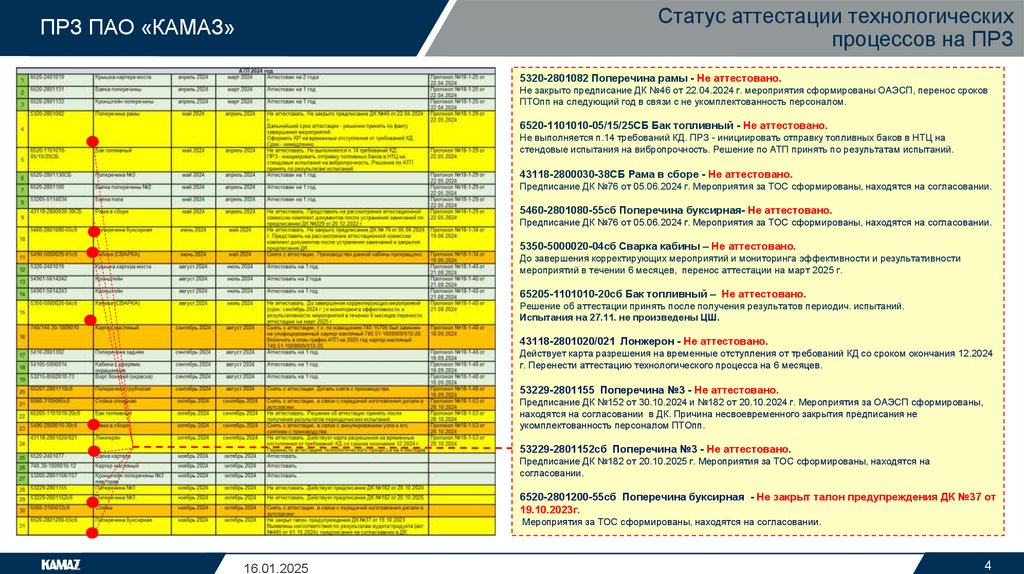
Статус аттестации технологическихпроцессов на ПРЗ
ПРЗ ПАО «КАМАЗ»
5320-2801082 Поперечина рамы - Не аттестовано.
Не закрыто предписание ДК №46 от 22.04.2024 г. мероприятия сформированы ОАЭСП, перенос сроков
ПТОпп на следующий год в связи с не укомплектованность персоналом.
6520-1101010-05/15/25СБ Бак топливный - Не аттестовано.
Не выполняется п.14 требований КД. ПРЗ - инициировать отправку топливных баков в НТЦ на
стендовые испытания на вибропрочность. Решение по АТП принять по результатам испытаний.
43118-2800030-38СБ Рама в сборе - Не аттестовано.
Предписание ДК №76 от 05.06.2024 г. Мероприятия за ТОС сформированы, находятся на согласовании.
5460-2801080-55сб Поперечина буксирная- Не аттестовано.
Предписание ДК №76 от 05.06.2024 г. Мероприятия за ТОС сформированы, находятся на согласовании.
5350-5000020-04сб Сварка кабины – Не аттестовано.
До завершения корректирующих мероприятий и мониторинга эффективности и результативности
мероприятий в течении 6 месяцев, перенос аттестации на март 2025 г.
65205-1101010-20сб Бак топливный – Не аттестовано.
Решение об аттестации принять после получения результатов периодич. испытаний.
Испытания на 27.11. не произведены ЦШ.
43118-2801020/021 Лонжерон - Не аттестовано.
Действует карта разрешения на временные отступления от требований КД со сроком окончания 12.2024
г. Перенести аттестацию технологического процесса на 6 месяцев.
53229-2801155 Поперечина №3 - Не аттестовано.
Предписание ДК №152 от 30.10.2024 и №182 от 20.10.2024 г. Мероприятия за ОАЭСП сформированы,
находятся на согласовании в ДК. Причина несвоевременного закрытия предписания не
укомплектованность персоналом ПТОпп.
53229-2801152сб Поперечина №3 - Не аттестовано.
Предписание ДК №182 от 20.10.2025 г. Мероприятия за ТОС сформированы, находятся на
согласовании.
6520-2801200-55сб Поперечина буксирная - Не закрыт талон предупреждения ДК №37 от
19.10.2023г.
Мероприятия за ТОС сформированы, находятся на согласовании.
16.01.2025
4
5.
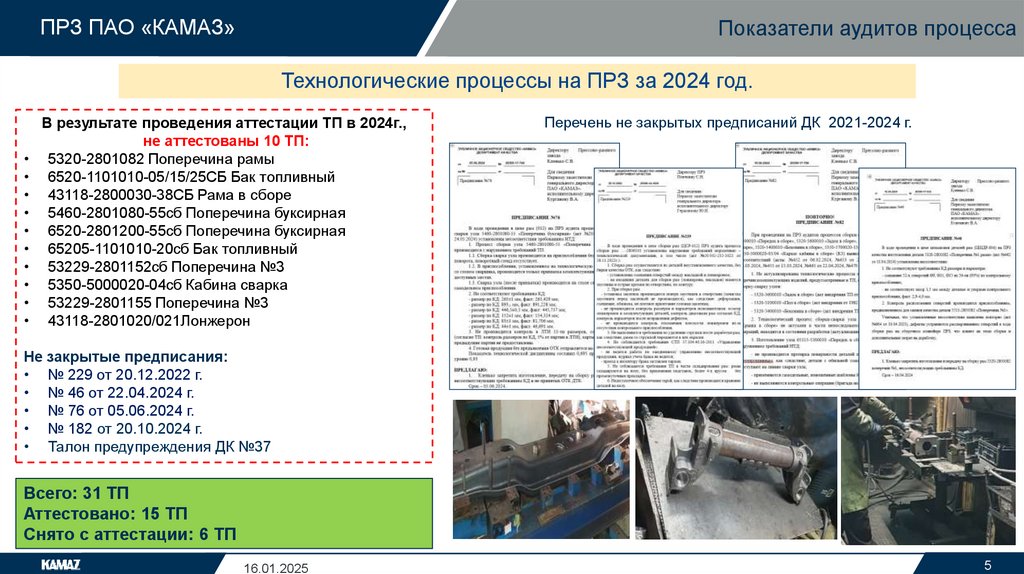
ПРЗ ПАО «КАМАЗ»Показатели аудитов процесса
Технологические процессы на ПРЗ за 2024 год.
В результате проведения аттестации ТП в 2024г.,
не аттестованы 10 ТП:
5320-2801082 Поперечина рамы
6520-1101010-05/15/25СБ Бак топливный
43118-2800030-38СБ Рама в сборе
5460-2801080-55сб Поперечина буксирная
6520-2801200-55сб Поперечина буксирная
65205-1101010-20сб Бак топливный
53229-2801152сб Поперечина №3
5350-5000020-04сб Кабина сварка
53229-2801155 Поперечина №3
43118-2801020/021Лонжерон
Перечень не закрытых предписаний ДК 2021-2024 г.
Не закрытые предписания:
• № 229 от 20.12.2022 г.
• № 46 от 22.04.2024 г.
• № 76 от 05.06.2024 г.
• № 182 от 20.10.2024 г.
• Талон предупреждения ДК №37
Всего: 31 ТП
Аттестовано: 15 ТП
Снято с аттестации: 6 ТП
16.01.2025
5
6.
Контроль аттестации технологических процессовПРЗ ПАО «КАМАЗ»
Статистика причины несоответствий за 2023-2024 г.:
ТП не аттестованы по причине нарушения технологий и низкой
исполнительской дисциплины
35%
39%
Ответственность за исполнение ТП несет
основное производство и служба качества
Ведение
SPC,
журналов
ТРМ, ПК-1,
наличие
СОК
30%
20% 19%
17%
11% 13%
12%
5% 4%
4% 3%
Неисправность
оборудования
Несоответствие по
вине др. подр.
Технологическое
оснащение
Условия хранения
2023
8% 10%
Неуомплектованность
персонала
Нарушение тех.
процесса
2024
Технологическая служба несет ответственность:
За проведение еженедельных/внутренних проверок в срок, согласно графику;
За разработку мероприятий по устранению нарушений АТП.
Разработаны планы корректирующих действий по устранению несоответствий по предписаниям
Рабочее место (культура
производства) 7%
Исполнительская
дисциплина
Непоследовательность
выполнения операций
18%
Хранение
несоответствующий
продукции 2%
Небрежность
рабочего 18%
Несоответствие СИ
по вине цеха 9%
Состояние СИ: не
аттестовано, неисправно
16%
В связи с неисполнением основным
производством мероприятий по устранению
требований ДК
до ~70% технологов в службе главного
инженера вынуждены отвлекаться для анализа
дефектов исполнительского характера
*Технологическая служба не имеет инструментов
влияния на основное производство
16.01.2025
6
7.
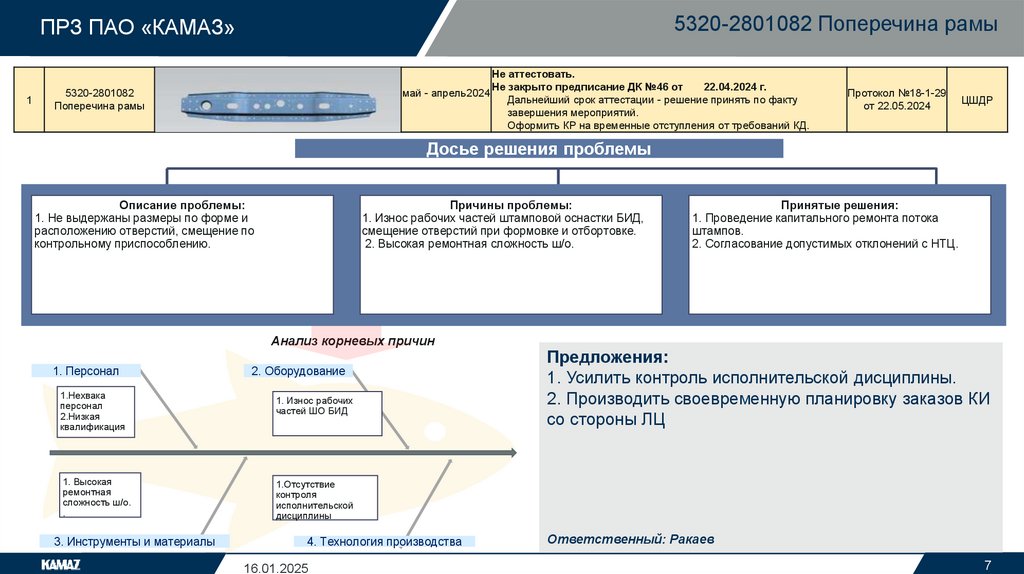
5320-2801082 Поперечина рамыПРЗ ПАО «КАМАЗ»
1
Не аттестовать.
Не закрыто предписание ДК №46 от
22.04.2024 г.
май - апрель2024
Дальнейший срок аттестации - решение принять по факту
завершения мероприятий.
Оформить КР на временные отступления от требований КД.
5320-2801082
Поперечина рамы
Протокол №18-1-29
от 22.05.2024
ЦШДР
Досье решения проблемы
Описание проблемы:
1. Не выдержаны размеры по форме и
расположению отверстий, смещение по
контрольному приспособлению.
Причины проблемы:
1. Износ рабочих частей штамповой оснастки БИД,
смещение отверстий при формовке и отбортовке.
2. Высокая ремонтная сложность ш/о.
Анализ корневых причин
1. Персонал
1.Нехвака
персонал
2.Низкая
квалификация
1. Высокая
ремонтная
сложность ш/о.
.
3. Инструменты и материалы
2. Оборудование
1. Износ рабочих
частей ШО БИД
Принятые решения:
1. Проведение капитального ремонта потока
штампов.
2. Согласование допустимых отклонений с НТЦ.
Предложения:
1. Усилить контроль исполнительской дисциплины.
2. Производить своевременную планировку заказов КИ
со стороны ЛЦ
1.Отсутствие
контроля
исполнительской
дисциплины
4. Технология производства
16.01.2025
Ответственный: Ракаев
7
8.
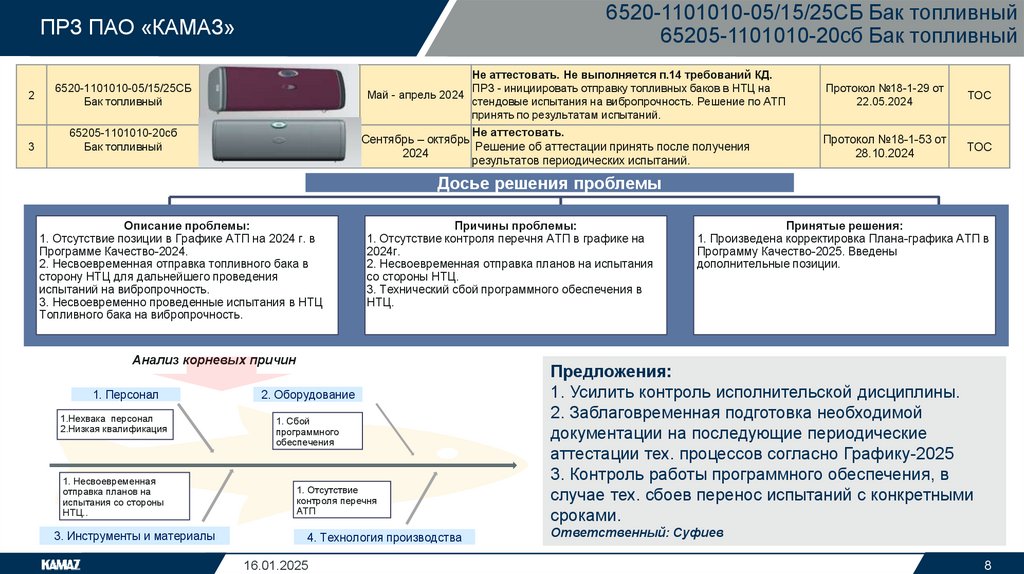
6520-1101010-05/15/25СБ Бак топливный65205-1101010-20сб Бак топливный
ПРЗ ПАО «КАМАЗ»
2
3
6520-1101010-05/15/25СБ
Бак топливный
65205-1101010-20сб
Бак топливный
Не аттестовать. Не выполняется п.14 требований КД.
ПРЗ - инициировать отправку топливных баков в НТЦ на
Май - апрель 2024
стендовые испытания на вибропрочность. Решение по АТП
принять по результатам испытаний.
Протокол №18-1-29 от
22.05.2024
ТОС
Не аттестовать.
Сентябрь – октябрь
Решение об аттестации принять после получения
2024
результатов периодических испытаний.
Протокол №18-1-53 от
28.10.2024
ТОС
Досье решения проблемы
Описание проблемы:
1. Отсутствие позиции в Графике АТП на 2024 г. в
Программе Качество-2024.
2. Несвоевременная отправка топливного бака в
сторону НТЦ для дальнейшего проведения
испытаний на вибропрочность.
3. Несвоевременно проведенные испытания в НТЦ
Топливного бака на вибропрочность.
Причины проблемы:
1. Отсутствие контроля перечня АТП в графике на
2024г.
2. Несвоевременная отправка планов на испытания
со стороны НТЦ.
3. Технический сбой программного обеспечения в
НТЦ.
Анализ корневых причин
1. Персонал
1.Нехвака персонал
2.Низкая квалификация
1. Несвоевременная
отправка планов на
испытания со стороны
НТЦ..
3. Инструменты и материалы
2. Оборудование
1. Сбой
программного
обеспечения
1. Отсутствие
контроля перечня
АТП
4. Технология производства
16.01.2025
Принятые решения:
1. Произведена корректировка Плана-графика АТП в
Программу Качество-2025. Введены
дополнительные позиции.
Предложения:
1. Усилить контроль исполнительской дисциплины.
2. Заблаговременная подготовка необходимой
документации на последующие периодические
аттестации тех. процессов согласно Графику-2025
3. Контроль работы программного обеспечения, в
случае тех. сбоев перенос испытаний с конкретными
сроками.
Ответственный: Суфиев
8
9.
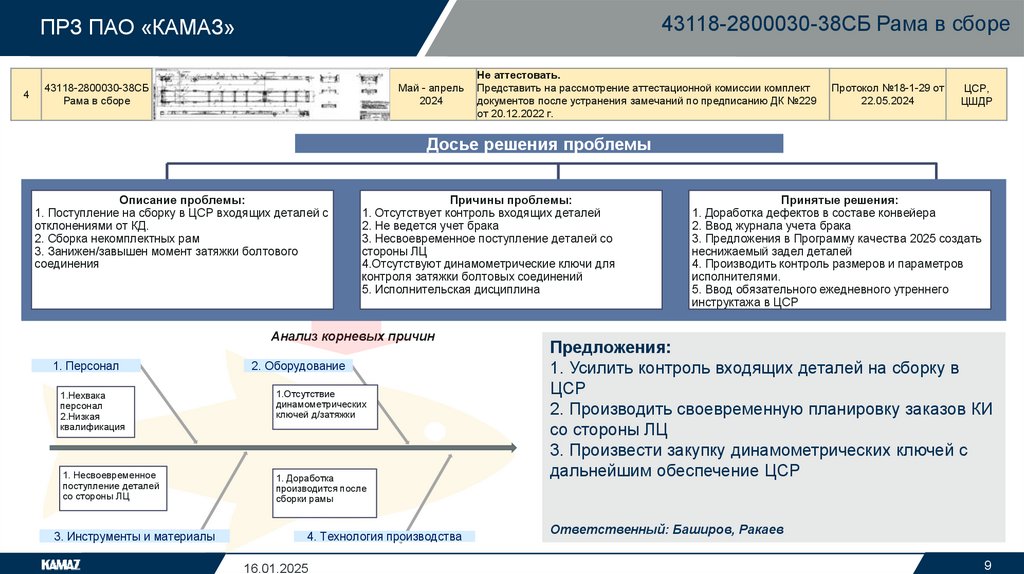
43118-2800030-38СБ Рама в сбореПРЗ ПАО «КАМАЗ»
4
Май - апрель
2024
43118-2800030-38СБ
Рама в сборе
Не аттестовать.
Представить на рассмотрение аттестационной комиссии комплект
документов после устранения замечаний по предписанию ДК №229
от 20.12.2022 г.
Протокол №18-1-29 от
22.05.2024
ЦСР,
ЦШДР
Досье решения проблемы
Описание проблемы:
1. Поступление на сборку в ЦСР входящих деталей с
отклонениями от КД.
2. Сборка некомплектных рам
3. Занижен/завышен момент затяжки болтового
соединения
Причины проблемы:
1. Отсутствует контроль входящих деталей
2. Не ведется учет брака
3. Несвоевременное поступление деталей со
стороны ЛЦ
4.Отсутствуют динамометрические ключи для
контроля затяжки болтовых соединений
5. Исполнительская дисциплина
Анализ корневых причин
1. Персонал
2. Оборудование
1.Нехвака
персонал
2.Низкая
квалификация
1.Отсутствие
динамометрических
ключей д/затяжки
1. Несвоевременное
поступление деталей
со стороны ЛЦ
1. Доработка
производится после
сборки рамы
3. Инструменты и материалы
4. Технология производства
16.01.2025
Принятые решения:
1. Доработка дефектов в составе конвейера
2. Ввод журнала учета брака
3. Предложения в Программу качества 2025 создать
неснижаемый задел деталей
4. Производить контроль размеров и параметров
исполнителями.
5. Ввод обязательного ежедневного утреннего
инструктажа в ЦСР
Предложения:
1. Усилить контроль входящих деталей на сборку в
ЦСР
2. Производить своевременную планировку заказов КИ
со стороны ЛЦ
3. Произвести закупку динамометрических ключей с
дальнейшим обеспечение ЦСР
Ответственный: Баширов, Ракаев
9
10.
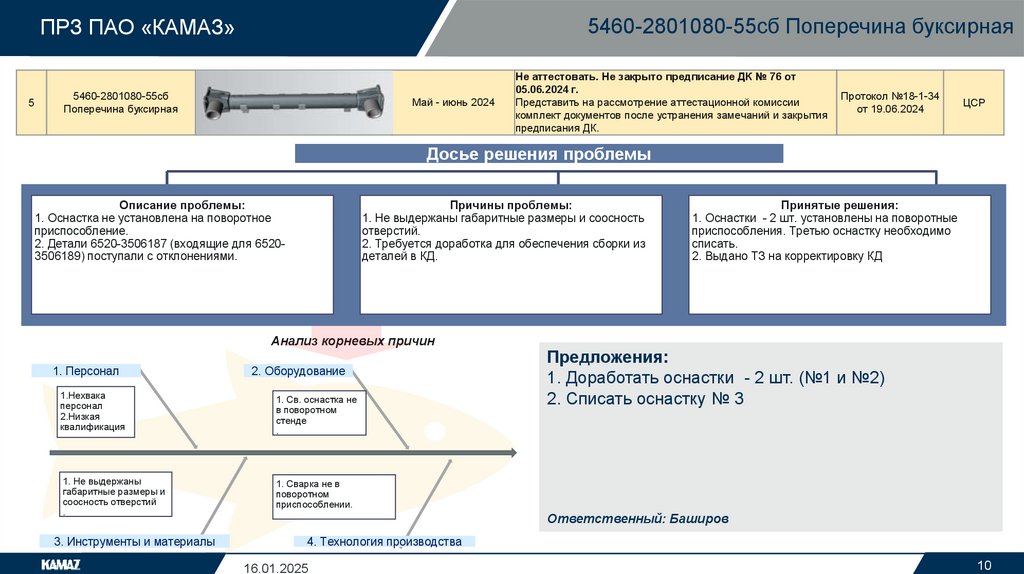
5460-2801080-55сб Поперечина буксирнаяПРЗ ПАО «КАМАЗ»
5
5460-2801080-55сб
Поперечина буксирная
Май - июнь 2024
Не аттестовать. Не закрыто предписание ДК № 76 от
05.06.2024 г.
Представить на рассмотрение аттестационной комиссии
комплект документов после устранения замечаний и закрытия
предписания ДК.
Протокол №18-1-34
от 19.06.2024
ЦСР
Досье решения проблемы
Описание проблемы:
1. Оснастка не установлена на поворотное
приспособление.
2. Детали 6520-3506187 (входящие для 65203506189) поступали с отклонениями.
Причины проблемы:
1. Не выдержаны габаритные размеры и соосность
отверстий.
2. Требуется доработка для обеспечения сборки из
деталей в КД.
Анализ корневых причин
1. Персонал
2. Оборудование
1.Нехвака
персонал
2.Низкая
квалификация
1. Св. оснастка не
в поворотном
стенде
.
1. Не выдержаны
габаритные размеры и
соосность отверстий
.
1. Сварка не в
поворотном
приспособлении.
3. Инструменты и материалы
Принятые решения:
1. Оснастки - 2 шт. установлены на поворотные
приспособления. Третью оснастку необходимо
списать.
2. Выдано ТЗ на корректировку КД
Предложения:
1. Доработать оснастки - 2 шт. (№1 и №2)
2. Списать оснастку № 3
Ответственный: Баширов
4. Технология производства
16.01.2025
10
11.
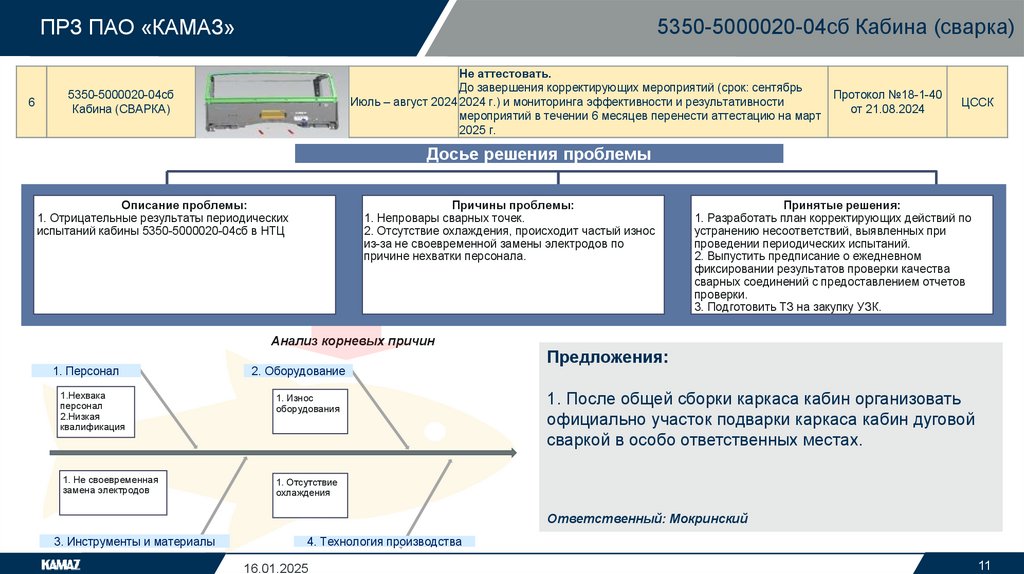
5350-5000020-04сб Кабина (сварка)ПРЗ ПАО «КАМАЗ»
6
Не аттестовать.
До завершения корректирующих мероприятий (срок: сентябрь
Июль – август 2024 2024 г.) и мониторинга эффективности и результативности
мероприятий в течении 6 месяцев перенести аттестацию на март
2025 г.
5350-5000020-04сб
Кабина (СВАРКА)
Протокол №18-1-40
от 21.08.2024
ЦССК
Досье решения проблемы
Описание проблемы:
1. Отрицательные результаты периодических
испытаний кабины 5350-5000020-04сб в НТЦ
Причины проблемы:
1. Непровары сварных точек.
2. Отсутствие охлаждения, происходит частый износ
из-за не своевременной замены электродов по
причине нехватки персонала.
Анализ корневых причин
1. Персонал
2. Оборудование
1.Нехвака
персонал
2.Низкая
квалификация
1. Износ
оборудования
1. Не своевременная
замена электродов
1. Отсутствие
охлаждения
Принятые решения:
1. Разработать план корректирующих действий по
устранению несоответствий, выявленных при
проведении периодических испытаний.
2. Выпустить предписание о ежедневном
фиксировании результатов проверки качества
сварных соединений с предоставлением отчетов
проверки.
3. Подготовить ТЗ на закупку УЗК.
Предложения:
1. После общей сборки каркаса кабин организовать
официально участок подварки каркаса кабин дуговой
сваркой в особо ответственных местах.
Ответственный: Мокринский
3. Инструменты и материалы
4. Технология производства
16.01.2025
11
12.
ПРЗ ПАО «КАМАЗ»7
43118-2801020/021 Лонжерон
Не аттестовать.
сентябрь Действует карта разрешения на временные отступления от
октябрь
требований КД со сроком окончания 12.2024 г.
2024
Перенести аттестацию технологического процесса на 6 месяцев.
43118-2801020/021
Лонжерон
Протокол №18-1-53 от
28.10.2024
ЦШДР
Досье решения проблемы
Описание проблемы:
1. Заусенцы по контуру и по отверстиям детали,
отклонения по размерам.
2. Отклонения по размерам, перетяжка полок,
развал. Карта разрешения по размерам
профиля(рекламация Узбекистан).
Причины проблемы:
1. Износ штампа для вырубки-пробивки.
2. Износ штампов для формовки правый/левый.
3. Высокая ремонтная сложность ш/о.
Анализ корневых причин
1. Персонал
1.Нехвака
персонал
2.Низкая
квалификация
1. Высокая
ремонтная
сложность ш/о.
3. Инструменты и материалы
2. Оборудование
1.Износ
штампов.
Принятые решения:
1. Проведение капитального ремонта штампа для
вырубки-пробивки
№ 1741-6840.
2. Проведение капитального ремонта штампов для
формовки №07.02.4.06.06, №07.02.4.07.06.
Предложения:
1. Проведение капитального ремонта штампа для
вырубки-пробивки/ формовки
2. Усиление контроля при приёме входящих деталей
1. Отсутствие
контроля
исполнительской
дисциплины.
4. Технология производства
16.01.2025
Ответственный: Ракаев
12
13.
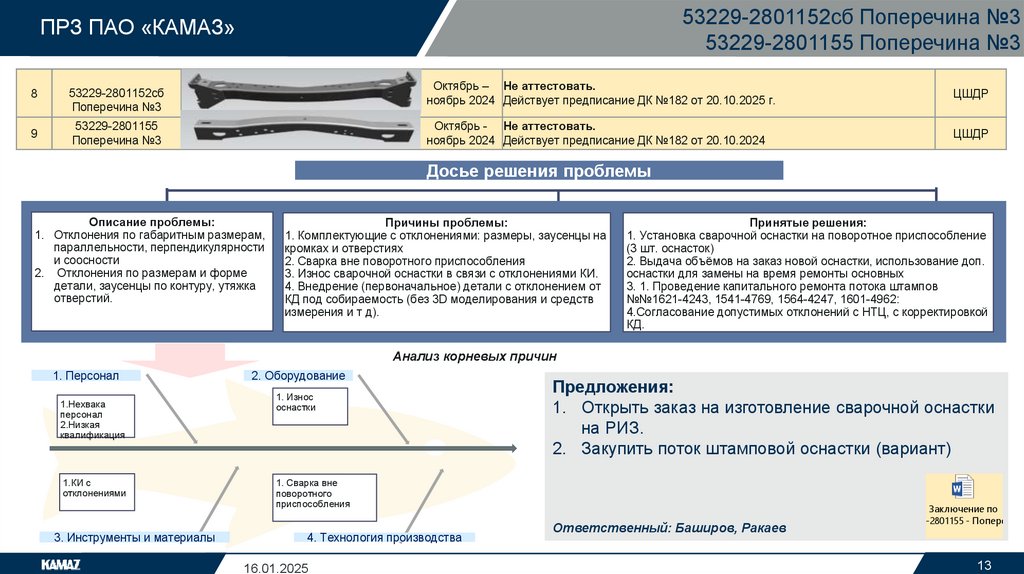
53229-2801152сб Поперечина №353229-2801155 Поперечина №3
ПРЗ ПАО «КАМАЗ»
8
9
53229-2801152сб
Поперечина №3
53229-2801155
Поперечина №3
Октябрь – Не аттестовать.
ноябрь 2024 Действует предписание ДК №182 от 20.10.2025 г.
ЦШДР
Октябрь - Не аттестовать.
ноябрь 2024 Действует предписание ДК №182 от 20.10.2024
ЦШДР
Досье решения проблемы
Описание проблемы:
1. Отклонения по габаритным размерам,
параллельности, перпендикулярности
и соосности
2. Отклонения по размерам и форме
детали, заусенцы по контуру, утяжка
отверстий.
Причины проблемы:
1. Комплектующие с отклонениями: размеры, заусенцы на
кромках и отверстиях
2. Сварка вне поворотного приспособления
3. Износ сварочной оснастки в связи с отклонениями КИ.
4. Внедрение (первоначальное) детали с отклонением от
КД под собираемость (без 3D моделирования и средств
измерения и т д).
Принятые решения:
1. Установка сварочной оснастки на поворотное приспособление
(3 шт. оснасток)
2. Выдача объёмов на заказ новой оснастки, использование доп.
оснастки для замены на время ремонты основных
3. 1. Проведение капитального ремонта потока штампов
№№1621-4243, 1541-4769, 1564-4247, 1601-4962:
4.Согласование допустимых отклонений с НТЦ, с корректировкой
КД.
Анализ корневых причин
1. Персонал
1.Нехвака
персонал
2.Низкая
квалификация
1.КИ с
отклонениями
3. Инструменты и материалы
2. Оборудование
1. Износ
оснастки
Предложения:
1. Открыть заказ на изготовление сварочной оснастки
на РИЗ.
2. Закупить поток штамповой оснастки (вариант)
1. Сварка вне
поворотного
приспособления
4. Технология производства
16.01.2025
Ответственный: Баширов, Ракаев
Заключение по
53229-2801155 - Поперечина
13
14.
6520-2801200-55сб Поперечина буксирнаяПРЗ ПАО «КАМАЗ»
10
6520-2801200-55сб
Поперечина буксирная
Октябрь - ноябрь 2024
Не закрыт талон предупреждения ДК №37 от 19.10.2023 г.
Выявлены несоответствия по результатам аудита продукта (акт
№485 от 01.10.2024), предписание на согласовании в ДК.
ЦСР
Досье решения проблемы
Описание проблемы:
1. Отклонения по габаритным размерам,
параллельности, перпендикулярности и соосности
2. Сборка-сварка детали производится на сварочном
приспособлении без поворотного механизма
3. Размеры не соответствуют КД: габаритный размер
939 мм., размер 87,5 мм. параллельность,
перпендикулярность и соосность
Причины проблемы:
1. Сборочно-сварочное приспособление не
установлено на поворотный механизм
2. Комплектующие детали 6520-2801210-55 и 65202801211-55 поступают с отклонениями со стороны ЛЗ
3. Комплектующие детали 6560-1015220 поступают с
отклонениями со стороны ПЦ
4. Износ сварочной оснастки
Анализ корневых причин
1. Персонал
1.Нехвака
персонал
2.Низкая
квалификация
1. Размеры не
соответствуют
КД.
3. Инструменты и материалы
2. Оборудование
1. Износ
сварочной
оснастки
Принятые решения:
1. Установка сварочной оснастки на поворотное
приспособление (1 шт. оснасток)
2. Доработка сварочной оснастки, выдача заказа на
изготовление
3. Выдача объёмов на заказ новой оснастки,
использование доп. оснастки для замены на время
ремонты основных
Предложения:
1. Отбраковка дефектных кронштейнов.
2. Сварка поперечины буксирной в поворотном
приспособлении.
3. Усиление контроля при приёме входящих деталей в
ЦСР.
1. Сборочно-сварочное
приспособление не
установлен на поворотный
механизм .
4. Технология производства
16.01.2025
Ответственный: Баширов
14
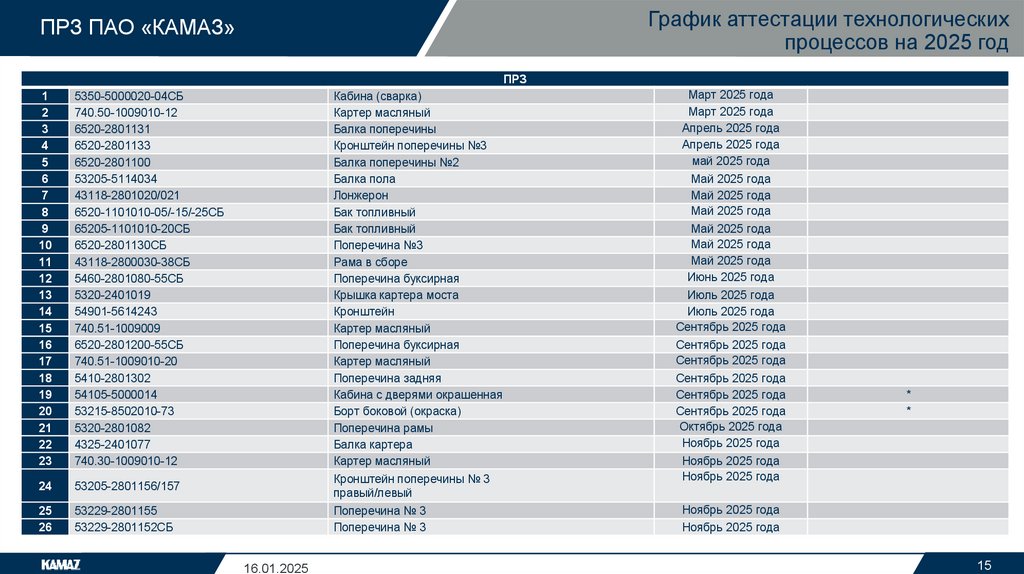
15.
График аттестации технологическихпроцессов на 2025 год
ПРЗ ПАО «КАМАЗ»
ПРЗ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
5350-5000020-04СБ
740.50-1009010-12
6520-2801131
6520-2801133
6520-2801100
53205-5114034
43118-2801020/021
6520-1101010-05/-15/-25СБ
65205-1101010-20СБ
6520-2801130СБ
43118-2800030-38СБ
5460-2801080-55СБ
5320-2401019
54901-5614243
740.51-1009009
6520-2801200-55СБ
740.51-1009010-20
5410-2801302
54105-5000014
53215-8502010-73
5320-2801082
4325-2401077
740.30-1009010-12
Кабина (сварка)
Картер масляный
Балка поперечины
Кронштейн поперечины №3
Балка поперечины №2
Балка пола
Лонжерон
Бак топливный
Бак топливный
Поперечина №3
Рама в сборе
Поперечина буксирная
Крышка картера моста
Кронштейн
Картер масляный
Поперечина буксирная
Картер масляный
Поперечина задняя
Кабина с дверями окрашенная
Борт боковой (окраска)
Поперечина рамы
Балка картера
Картер масляный
24
53205-2801156/157
Кронштейн поперечины № 3
правый/левый
25
26
53229-2801155
53229-2801152СБ
Поперечина № 3
Поперечина № 3
16.01.2025
Март 2025 года
Март 2025 года
Апрель 2025 года
Апрель 2025 года
май 2025 года
Май 2025 года
Май 2025 года
Май 2025 года
Май 2025 года
Май 2025 года
Май 2025 года
Июнь 2025 года
Июль 2025 года
Июль 2025 года
Сентябрь 2025 года
Сентябрь 2025 года
Сентябрь 2025 года
Сентябрь 2025 года
Сентябрь 2025 года
Сентябрь 2025 года
Октябрь 2025 года
Ноябрь 2025 года
*
*
Ноябрь 2025 года
Ноябрь 2025 года
Ноябрь 2025 года
Ноябрь 2025 года
15
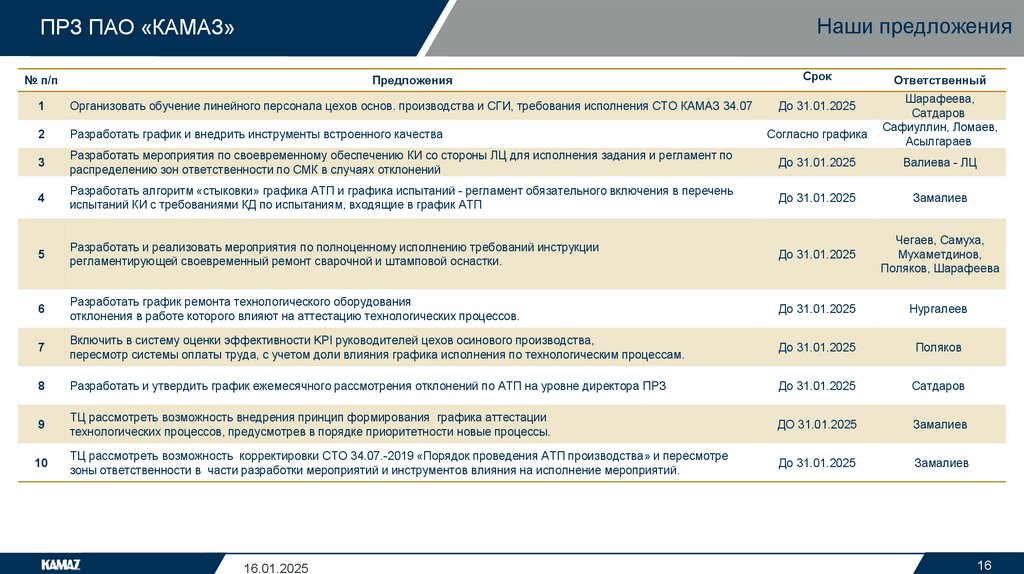
16.
Наши предложенияПРЗ ПАО «КАМАЗ»
№ п/п
Предложения
Срок
1
Организовать обучение линейного персонала цехов основ. производства и СГИ, требования исполнения СТО КАМАЗ 34.07
До 31.01.2025
2
Разработать график и внедрить инструменты встроенного качества
3
Разработать мероприятия по своевременному обеспечению КИ со стороны ЛЦ для исполнения задания и регламент по
распределению зон ответственности по СМК в случаях отклонений
До 31.01.2025
Валиева - ЛЦ
4
Разработать алгоритм «стыковки» графика АТП и графика испытаний - регламент обязательного включения в перечень
испытаний КИ с требованиями КД по испытаниям, входящие в график АТП
До 31.01.2025
Замалиев
5
Разработать и реализовать мероприятия по полноценному исполнению требований инструкции
регламентирующей своевременный ремонт сварочной и штамповой оснастки.
До 31.01.2025
Чегаев, Самуха,
Мухаметдинов,
Поляков, Шарафеева
6
Разработать график ремонта технологического оборудования
отклонения в работе которого влияют на аттестацию технологических процессов.
До 31.01.2025
Нургалеев
7
Включить в систему оценки эффективности KPI руководителей цехов осинового производства,
пересмотр системы оплаты труда, с учетом доли влияния графика исполнения по технологическим процессам.
До 31.01.2025
Поляков
8
Разработать и утвердить график ежемесячного рассмотрения отклонений по АТП на уровне директора ПРЗ
До 31.01.2025
Сатдаров
9
ТЦ рассмотреть возможность внедрения принцип формирования графика аттестации
технологических процессов, предусмотрев в порядке приоритетности новые процессы.
ДО 31.01.2025
Замалиев
10
ТЦ рассмотреть возможность корректировки СТО 34.07.-2019 «Порядок проведения АТП производства» и пересмотре
зоны ответственности в части разработки мероприятий и инструментов влияния на исполнение мероприятий.
До 31.01.2025
Замалиев
16.01.2025
Согласно графика
Ответственный
Шарафеева,
Сатдаров
Сафиуллин, Ломаев,
Асылгараев
16
17.
КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОЙДИСЦИПЛИНЫ:
- Состояние технологической
дисциплины за 23/24 г.
- Последствия нарушений КТД
- Мероприятия по повышению уровня
КТД
18.
Контроль технологической дисциплиныТехнологическая дисциплина - это строгое соблюдение точного соответствия технологического процесса изготовления или
ремонта изделия требованиям технологической и конструкторской документации.
Соблюдение технологической дисциплины является законом производства и основой обеспечения качества изготовляемой
продукции.
Ответственность за соблюдение технологической дисциплины в подразделениях ПАО «КАМАЗ» несут непосредственные
исполнители технологического процесса, мастера и начальники цехов.
Цели контроля технологической дисциплины:
Нарушение ее приводит к снижению качества,
Предотвращение выпуска бракованной продукции;
а иногда к выпуску бракованной продукции, к
Предупреждение нарушений при исполнении работ;
вынужденным остановкам и простоям, а иногда к
Устранение или минимизация рисков, связанных с причинением вреда аварии и поломкам технологического оборудования.
здоровью;
Поддержание сроков эксплуатации технических средств в
установленных производителем оптимальных рамках;
Разработка мероприятий по устранению и предотвращению повторного
появления несоответствий, нарушений ТП, контрольных операций и
совершенствованию ТП.
Повышение культуры производства;
Снижение издержек производства;
Повышение организационной эффективности производства.
Последствия нарушений технологического процесса и технологической
дисциплины
19.
Организация работ по оценке контролятехнологической дисциплины
ПРЗ ПАО «КАМАЗ»
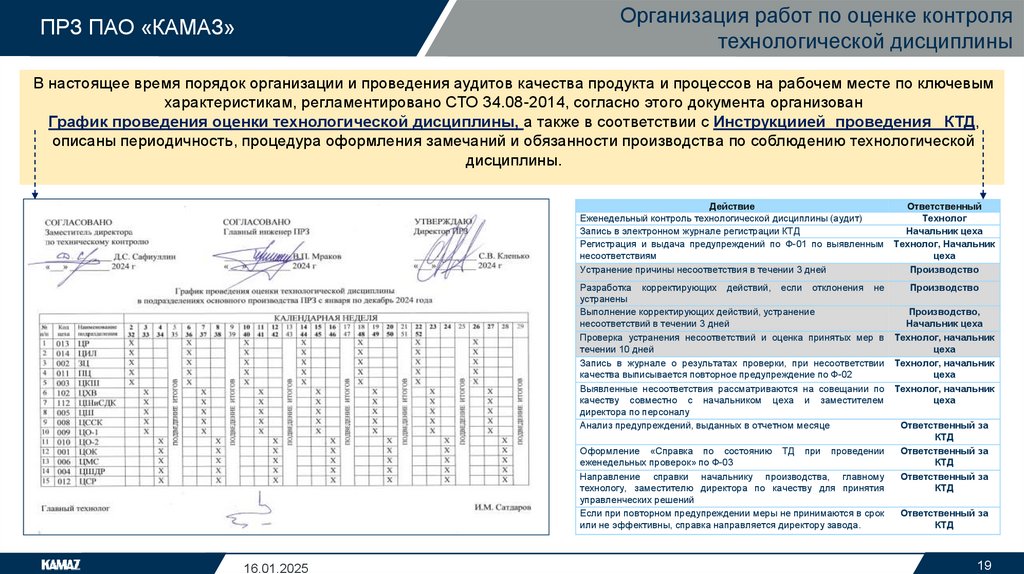
В настоящее время порядок организации и проведения аудитов качества продукта и процессов на рабочем месте по ключевым
характеристикам, регламентировано СТО 34.08-2014, согласно этого документа организован
График проведения оценки технологической дисциплины, а также в соответствии с Инструкциией проведения КТД,
описаны периодичность, процедура оформления замечаний и обязанности производства по соблюдению технологической
дисциплины.
Действие
Ответственный
Еженедельный контроль технологической дисциплины (аудит)
Технолог
Запись в электронном журнале регистрации КТД
Начальник цеха
Регистрация и выдача предупреждений по Ф-01 по выявленным Технолог, Начальник
несоответствиям
цеха
Устранение причины несоответствия в течении 3 дней
Производство
Разработка корректирующих действий, если отклонения не
устранены
Выполнение корректирующих действий, устранение
несоответствий в течении 3 дней
Проверка устранения несоответствий и оценка принятых мер в
течении 10 дней
Запись в журнале о результатах проверки, при несоответствии
качества выписывается повторное предупреждение по Ф-02
Выявленные несоответствия рассматриваются на совещании по
качеству совместно с начальником цеха и заместителем
директора по персоналу
Анализ предупреждений, выданных в отчетном месяце
Оформление «Справка по состоянию ТД при проведении
еженедельных проверок» по Ф-03
Направление справки начальнику производства, главному
технологу, заместителю директора по качеству для принятия
управленческих решений
Если при повторном предупреждении меры не принимаются в срок
или не эффективны, справка направляется директору завода.
16.01.2025
Производство
Производство,
Начальник цеха
Технолог, начальник
цеха
Технолог, начальник
цеха
Технолог, начальник
цеха
Ответственный за
КТД
Ответственный за
КТД
Ответственный за
КТД
Ответственный за
КТД
19
20.
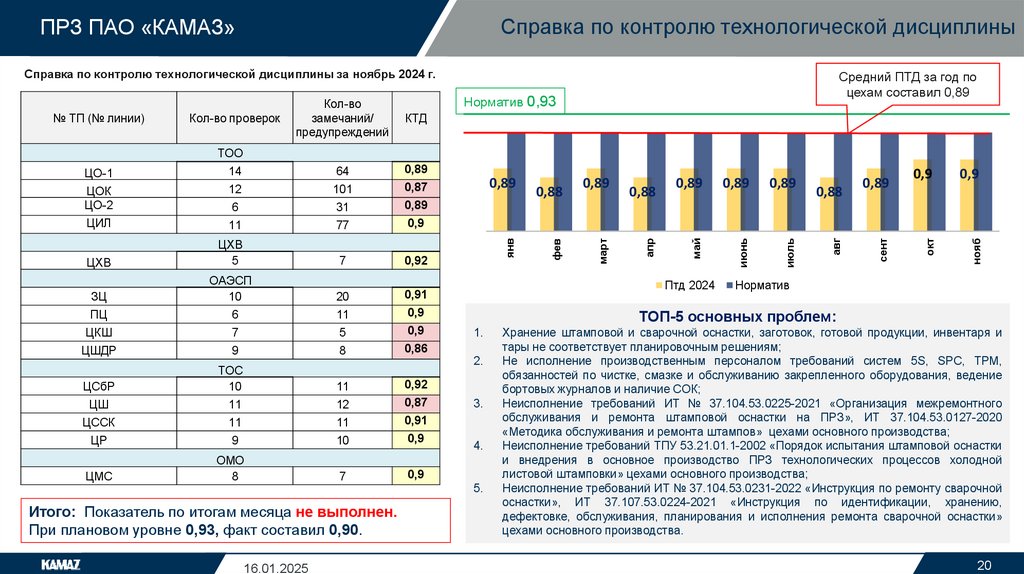
Справка по контролю технологической дисциплиныПРЗ ПАО «КАМАЗ»
Справка по контролю технологической дисциплины за ноябрь 2024 г.
№ ТП (№ линии)
Кол-во проверок
Средний ПТД за год по
цехам составил 0,89
Норматив 0,93
Кол-во
замечаний/
предупреждений
КТД
ЦИЛ
11
77
0,9
ЦХВ
ЦХВ
5
7
0,92
ЗЦ
ОАЭСП
10
20
0,91
ПЦ
6
11
0,9
5
0,9
ЦКШ
7
ЦШДР
9
8
0,86
ЦСбР
ТОС
10
11
0,92
ЦШ
11
12
0,87
ЦССК
11
11
0,91
ЦР
9
10
0,9
ЦМС
ОМО
8
7
0,9
16.01.2025
0,88
Птд 2024
0,89
0,88
0,89
0,9
0,9
Норматив
ТОП-5 основных проблем:
1.
2.
3.
4.
5.
Итого: Показатель по итогам месяца не выполнен.
При плановом уровне 0,93, факт составил 0,90.
0,88
0,89
нояб
0,89
0,89
окт
31
0,89
сент
6
0,89
авг
0,87
июль
101
май
ЦОК
ЦО-2
12
апр
0,89
март
64
фев
14
янв
ЦО-1
июнь
ТОО
Хранение штамповой и сварочной оснастки, заготовок, готовой продукции, инвентаря и
тары не соответствует планировочным решениям;
Не исполнение производственным персоналом требований систем 5S, SPC, ТРМ,
обязанностей по чистке, смазке и обслуживанию закрепленного оборудования, ведение
бортовых журналов и наличие СОК;
Неисполнение требований ИТ № 37.104.53.0225-2021 «Организация межремонтного
обслуживания и ремонта штамповой оснастки на ПРЗ», ИТ 37.104.53.0127-2020
«Методика обслуживания и ремонта штампов» цехами основного производства;
Неисполнение требований ТПУ 53.21.01.1-2002 «Порядок испытания штамповой оснастки
и внедрения в основное производство ПРЗ технологических процессов холодной
листовой штамповки» цехами основного производства;
Неисполнение требований ИТ № 37.104.53.0231-2022 «Инструкция по ремонту сварочной
оснастки», ИТ 37.107.53.0224-2021 «Инструкция по идентификации, хранению,
дефектовке, обслуживания, планирования и исполнения ремонта сварочной оснастки»
цехами основного производства.
20
21.
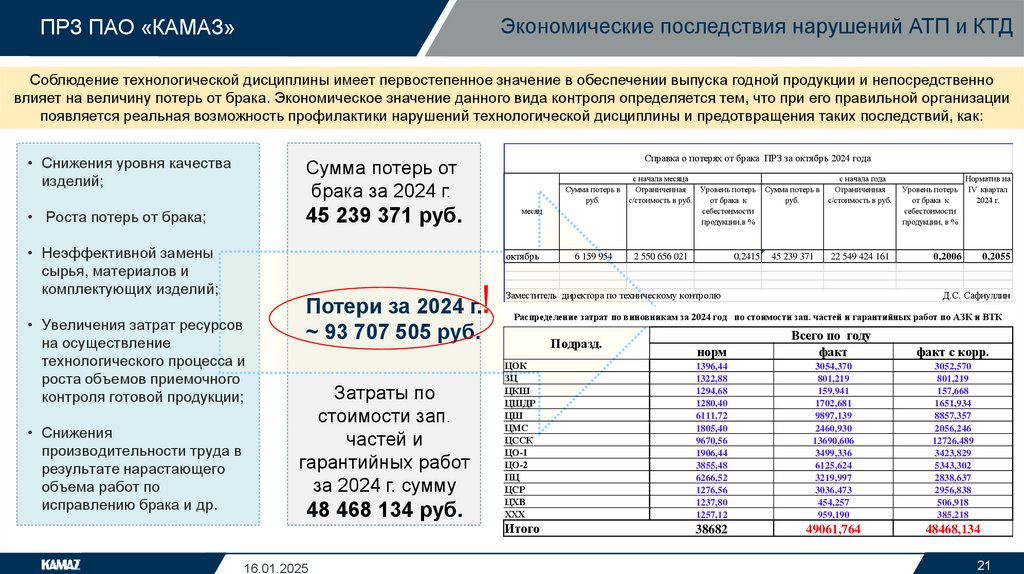
Экономические последствия нарушений АТП и КТДПРЗ ПАО «КАМАЗ»
Соблюдение технологической дисциплины имеет первостепенное значение в обеспечении выпуска годной продукции и непосредственно
влияет на величину потерь от брака. Экономическое значение данного вида контроля определяется тем, что при его правильной организации
появляется реальная возможность профилактики нарушений технологической дисциплины и предотвращения таких последствий, как:
• Снижения уровня качества
изделий;
Сумма потерь от
брака за 2024 г.
• Роста потерь от брака;
45 239 371 руб.
• Неэффективной замены
сырья, материалов и
комплектующих изделий;
Сумма потерь в
руб.
месяц
октябрь
• Увеличения затрат ресурсов
на осуществление
технологического процесса и
роста объемов приемочного
контроля готовой продукции;
• Снижения
производительности труда в
результате нарастающего
объема работ по
исправлению брака и др.
Справка о потерях от брака ПРЗ за октябрь 2024 года
!
Потери за 2024 г.
~ 93 707 505 руб.
Затраты по
стоимости зап.
частей и
гарантийных работ
за 2024 г. сумму
48 468 134 руб.
16.01.2025
6 159 954
с начала месяца
Ограниченная
Уровень потерь
с/стоимость в руб.
от брака к
себестоимости
продукции,в %
2 550 656 021
0,2415
Сумма потерь в
руб.
с начала года
Ограниченная
с/стоимость в руб.
45 239 371
22 549 424 161
Заместитель директора по техническому контролю
Уровень потерь
от брака к
себестоимости
продукции, в %
Норматив на
IV квартал
2024 г.
0,2006
0,2055
Д.С. Сафиуллин
Распределение затрат по виновникам за 2024 год по стоимости зап. частей и гарантийных работ по АЗК и ВТК
норм
Всего по году
факт
ЦОК
ЗЦ
ЦКШ
ЦШДР
ЦШ
ЦМС
ЦССК
ЦО-1
ЦО-2
ПЦ
ЦСР
ЦХВ
ХХХ
1396,44
1322,88
1294,68
1280,40
6111,72
1805,40
9670,56
1906,44
3855,48
6266,52
1276,56
1237,80
1257,12
3054,370
801,219
159,941
1702,681
9897,139
2460,930
13690,606
3499,336
6125,624
3219,997
3036,473
454,257
959,190
3052,570
801,219
157,668
1651,934
8857,357
2056,246
12726,489
3423,829
5343,302
2838,637
2956,838
506,918
385,218
Итого
38682
49061,764
48468,134
Подразд.
факт с корр.
21
22.
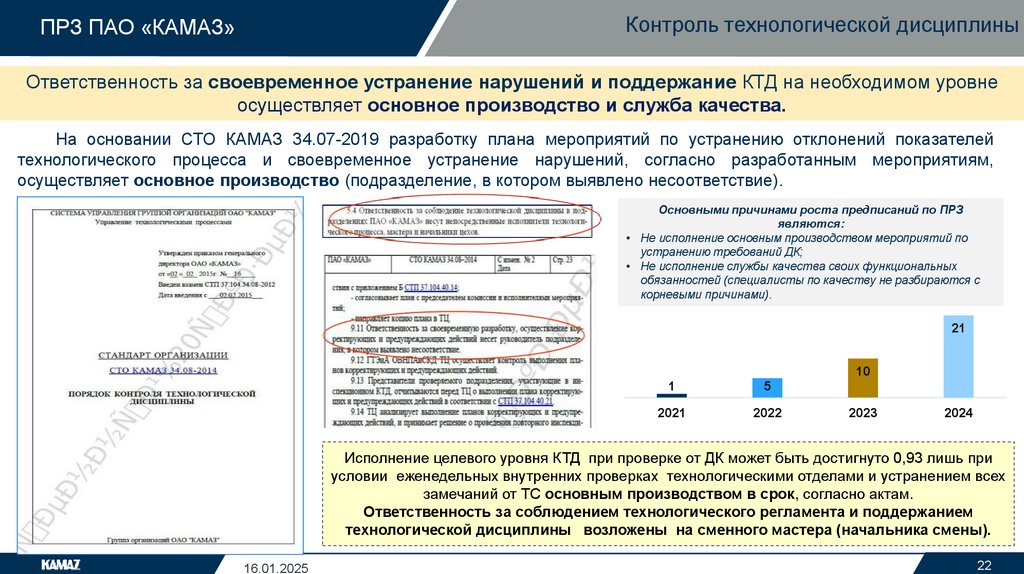
Контроль технологической дисциплиныПРЗ ПАО «КАМАЗ»
Ответственность за своевременное устранение нарушений и поддержание КТД на необходимом уровне
осуществляет основное производство и служба качества.
На основании СТО КАМАЗ 34.07-2019 разработку плана мероприятий по устранению отклонений показателей
технологического процесса и своевременное устранение нарушений, согласно разработанным мероприятиям,
осуществляет основное производство (подразделение, в котором выявлено несоответствие).
Основными причинами роста предписаний по ПРЗ
являются:
• Не исполнение основным производством мероприятий по
устранению требований ДК;
• Не исполнение службы качества своих функциональных
обязанностей (специалисты по качеству не разбираются с
корневыми причинами).
21
10
1
5
2021
2022
2023
2024
Исполнение целевого уровня КТД при проверке от ДК может быть достигнуто 0,93 лишь при
условии еженедельных внутренних проверках технологическими отделами и устранением всех
замечаний от ТС основным производством в срок, согласно актам.
Ответственность за соблюдением технологического регламента и поддержанием
технологической дисциплины возложены на сменного мастера (начальника смены).
16.01.2025
22
23.
Анализ основных проблемПРЗ ПАО «КАМАЗ»
Системные проблемы
1
2
3
Качество не является
приоритетом №1 –
Доминируют
показатели объемов,
себестоимости и сроки
вывода продуктов.
Описание
Отсутствие общего понимания Качества и процессов качества;
Нечеткое распределение ответственности за качество между функциями;
Меры воздействия на качество не определены по подразделениям;
Нет культуры бездефектной работы (дефекты не считаются неприемлемыми и
передаются);
Фокус на «Переделать/исправить», а не «Не принять дефект!» – большая доля
дефектов скрыта.
Ограниченное
СМК не исполняется (тех. процессы и инструкции, матрица ответственности);
соблюдение процессов
(процессы игнорируются Процессы/закрепленный функционал основных цехов не выполняется;
Регламентные работы по ремонту оборудования не выполняются.
в повседневной работе)
«Тушение пожаров»
во всех функциях
(закрытие проблем
вместо устранения
причин)
До ~70% технологов в службе главного инженера вынуждены отвлекаться для
анализа дефектов исполнительского характера;
Устранение дефектов вместо решения проблем (недостаточный анализ первопричин);
Недостаточная обеспеченность запчастей;
Слабая IT-поддержка в сопровождении производства и технологической проработки.
16.01.2025
23
24.
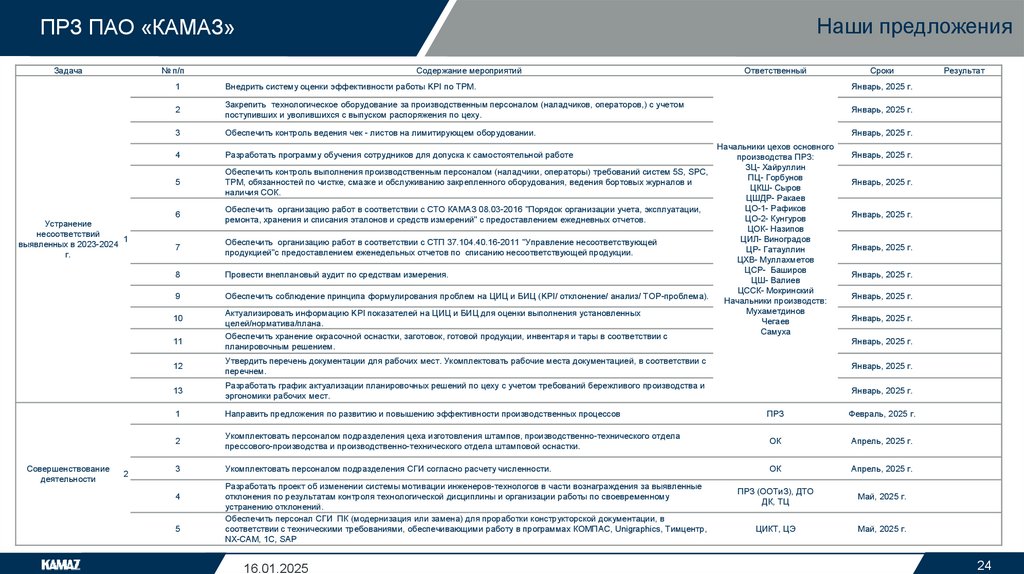
Наши предложенияПРЗ ПАО «КАМАЗ»
Задача
№ п/п
Январь, 2025 г.
2
Закрепить технологическое оборудование за производственным персоналом (наладчиков, операторов,) с учетом
поступивших и уволившихся с выпуском распоряжения по цеху.
Январь, 2025 г.
3
Обеспечить контроль ведения чек - листов на лимитирующем оборудовании.
Январь, 2025 г.
6
7
8
9
10
11
2
Сроки
Внедрить систему оценки эффективности работы KPI по ТРМ.
5
Совершенствование
деятельности
Ответственный
1
4
Устранение
несоответствий
1
выявленных в 2023-2024
г.
Содержание мероприятий
Начальники цехов основного
Разработать программу обучения сотрудников для допуска к самостоятельной работе
производства ПРЗ:
ЗЦ- Хайруллин
Обеспечить контроль выполнения производственным персоналом (наладчики, операторы) требований систем 5S, SPC,
ПЦ- Горбунов
ТРМ, обязанностей по чистке, смазке и обслуживанию закрепленного оборудования, ведения бортовых журналов и
ЦКШ- Сыров
наличия СОК.
ЦШДР- Ракаев
ЦО-1- Рафиков
Обеспечить организацию работ в соответствии с СТО КАМАЗ 08.03-2016 "Порядок организации учета, эксплуатации,
ЦО-2- Кунгуров
ремонта, хранения и списания эталонов и средств измерений" с предоставлением ежедневных отчетов.
ЦОК- Назипов
ЦИЛ- Виноградов
Обеспечить организацию работ в соответствии с СТП 37.104.40.16-2011 "Управление несоответствующей
ЦР- Гатауллин
продукцией"с предоставлением еженедельных отчетов по списанию несоответствующей продукции.
ЦХВ- Муллахметов
ЦСР- Баширов
Провести внеплановый аудит по средствам измерения.
ЦШ- Валиев
ЦССК- Мокринский
Обеспечить соблюдение принципа формулирования проблем на ЦИЦ и БИЦ (KPI/ отклонение/ анализ/ ТОР-проблема).
Начальники производств:
Мухаметдинов
Актуализировать информацию KPI показателей на ЦИЦ и БИЦ для оценки выполнения установленных
Чегаев
целей/норматива/плана.
Самуха
Обеспечить хранение окрасочной оснастки, заготовок, готовой продукции, инвентаря и тары в соответствии с
планировочным решением.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
Январь, 2025 г.
12
Утвердить перечень документации для рабочих мест. Укомплектовать рабочие места документацией, в соответствии с
перечнем.
Январь, 2025 г.
13
Разработать график актуализации планировочных решений по цеху с учетом требований бережливого производства и
эргономики рабочих мест.
Январь, 2025 г.
1
Направить предложения по развитию и повышению эффективности производственных процессов
ПРЗ
Февраль, 2025 г.
2
Укомплектовать персоналом подразделения цеха изготовления штампов, производственно-технического отдела
прессового-производства и производственно-технического отдела штамповой оснастки.
ОК
Апрель, 2025 г.
3
Укомплектовать персоналом подразделения СГИ согласно расчету численности.
ОК
Апрель, 2025 г.
ПРЗ (ООТиЗ), ДТО
ДК, ТЦ
Май, 2025 г.
ЦИКТ, ЦЭ
Май, 2025 г.
4
5
Разработать проект об изменении системы мотивации инженеров-технологов в части вознаграждения за выявленные
отклонения по результатам контроля технологической дисциплины и организации работы по своевременному
устранению отклонений.
Обеспечить персонал СГИ ПК (модернизация или замена) для проработки конструкторской документации, в
соответствии с техническими требованиями, обеспечивающими работу в программах КОМПАС, Unigraphics, Тимцентр,
NX-CAM, 1С, SAP
16.01.2025
Результат
24