

 industry
industrySimilar presentations:









")
Отчет о производственной практике в ПАО «КАМАЗ»
1.
А001ПАО «КАМАЗ»
с
по
А002
ПАО «КАМАЗ»
с
по
1) Механической обработки шаровой опоры
поворотного кулака.
1) Механической обработки детали
«Палец ушка».
2) Сборки кабины КАМАЗ.
2) Сборки кабины КАМАЗ.
8 кафедра технологии производства
1
2.
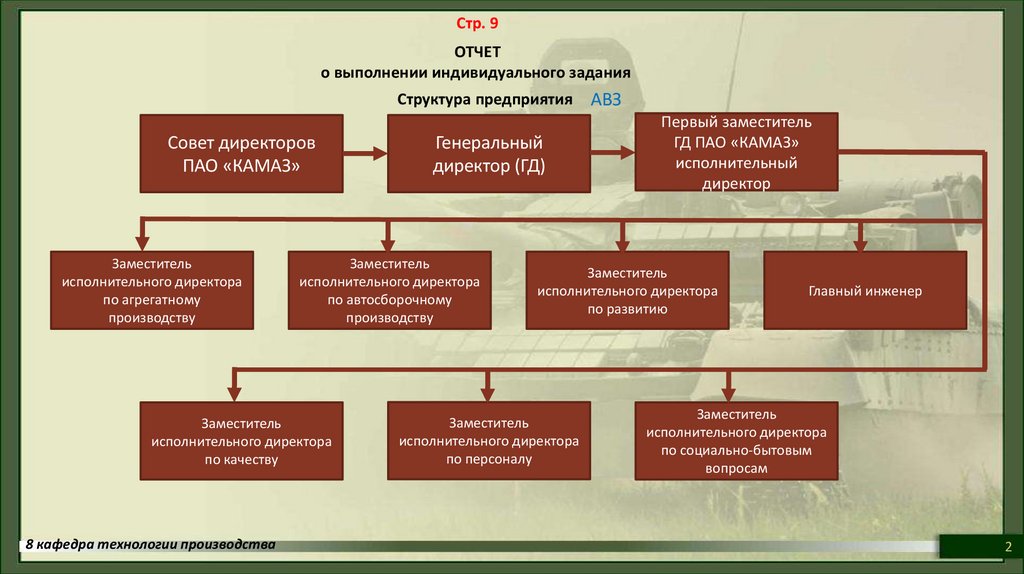
Стр. 9ОТЧЕТ
о выполнении индивидуального задания
Структура предприятия
Совет директоров
ПАО «КАМАЗ»
Заместитель
исполнительного директора
по агрегатному
производству
Заместитель
исполнительного директора
по автосборочному
производству
Заместитель
исполнительного директора
по качеству
8 кафедра технологии производства
Генеральный
директор (ГД)
АВЗ
Первый заместитель
ГД ПАО «КАМАЗ»
исполнительный
директор
Заместитель
исполнительного директора
по развитию
Заместитель
исполнительного директора
по персоналу
Главный инженер
Заместитель
исполнительного директора
по социально-бытовым
вопросам
2
3.
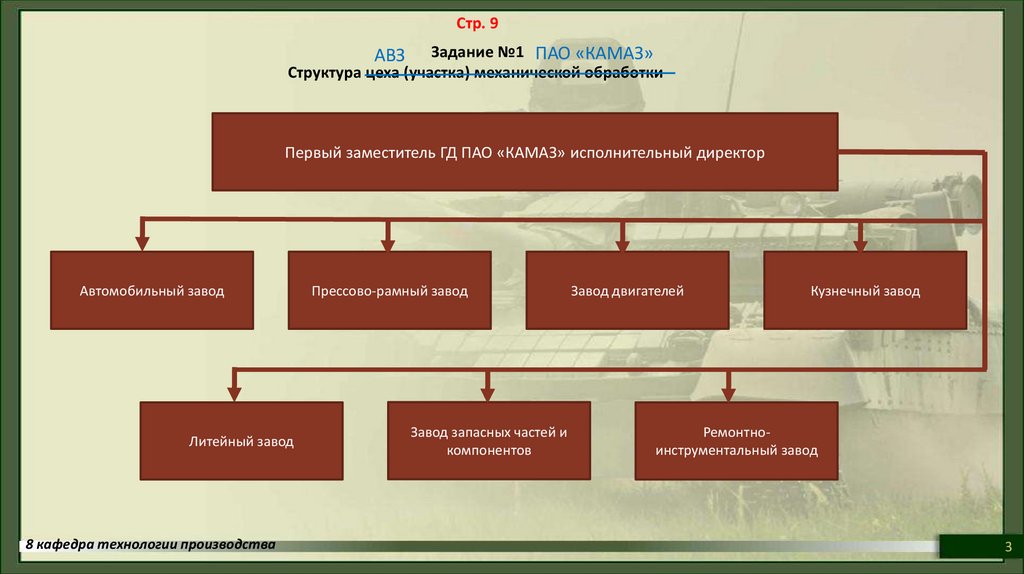
Стр. 9Задание №1 ПАО «КАМАЗ»
Структура цеха (участка) механической обработки
АВЗ
Первый заместитель ГД ПАО «КАМАЗ» исполнительный директор
Автомобильный завод
Литейный завод
8 кафедра технологии производства
Прессово-рамный завод
Завод запасных частей и
компонентов
Завод двигателей
Кузнечный завод
Ремонтноинструментальный завод
3
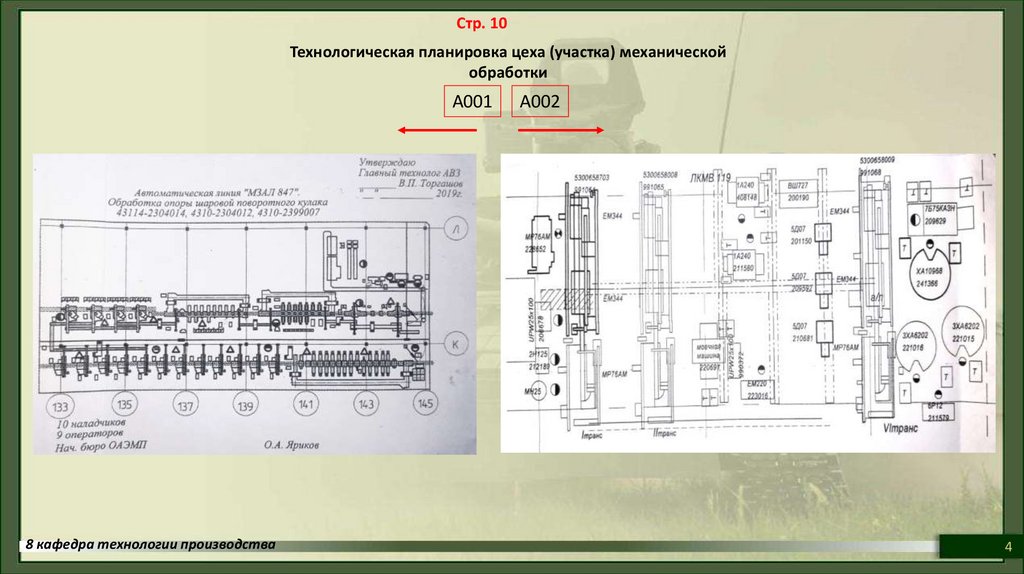
4.
Стр. 10Технологическая планировка цеха (участка) механической
обработки
А001
8 кафедра технологии производства
А002
4
5.
Стр. 10Организация и управление производством (цеха, участка)
Начальник цеха
Заместитель начальника
цеха по производству
Заместитель начальника
цеха по технической части
Сменный заместитель
начальника цеха по
производству
Мастера
Бригадиры
Слесари-рабочие
8 кафедра технологии производства
2
6.
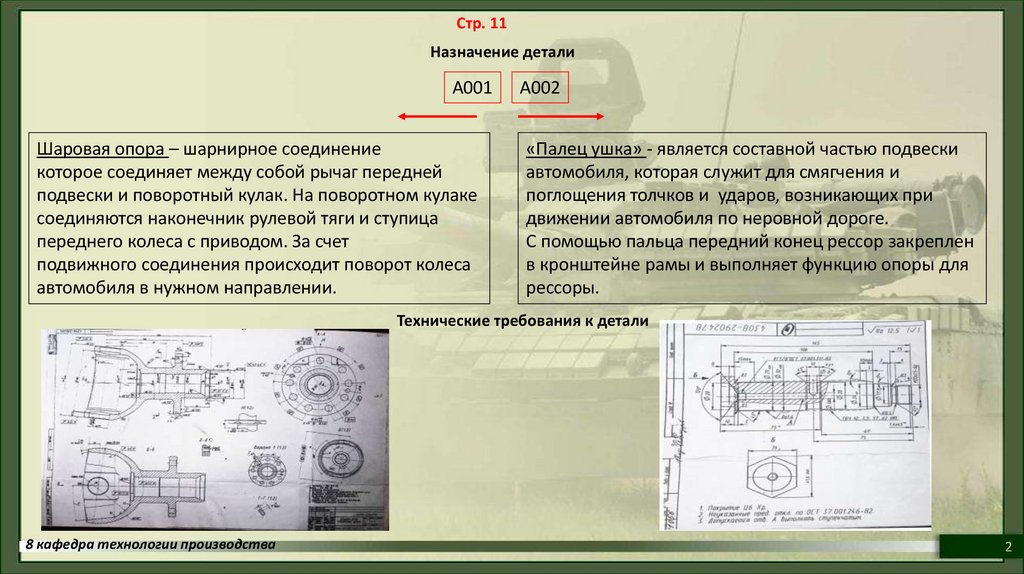
Стр. 11Назначение детали
А001
Шаровая опора – шарнирное соединение
которое соединяет между собой рычаг передней
подвески и поворотный кулак. На поворотном кулаке
соединяются наконечник рулевой тяги и ступица
переднего колеса с приводом. За счет
подвижного соединения происходит поворот колеса
автомобиля в нужном направлении.
А002
«Палец ушка» - является составной частью подвески
автомобиля, которая служит для смягчения и
поглощения толчков и ударов, возникающих при
движении автомобиля по неровной дороге.
С помощью пальца передний конец рессор закреплен
в кронштейне рамы и выполняет функцию опоры для
рессоры.
Технические требования к детали
8 кафедра технологии производства
2
7.
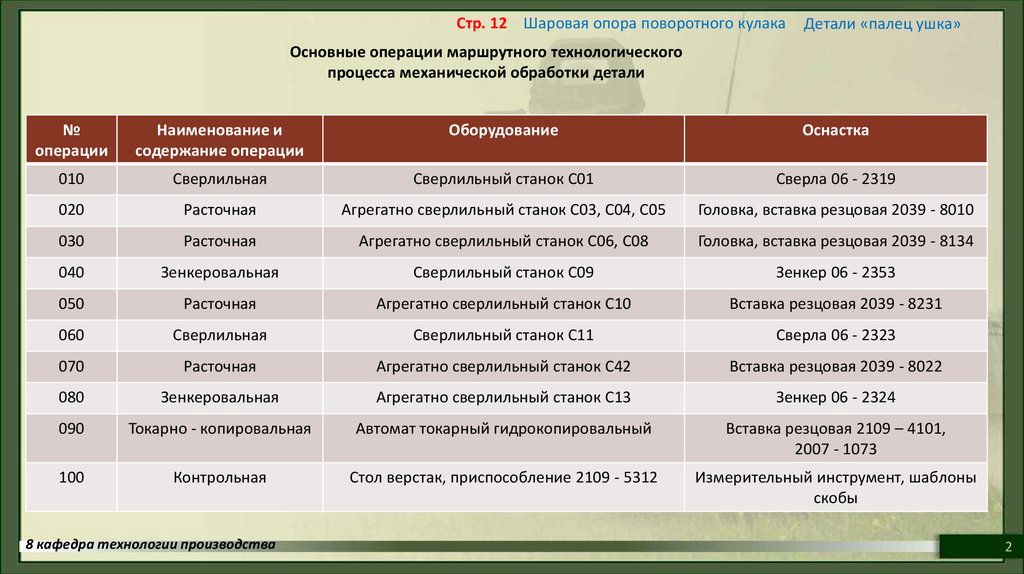
Стр. 12 Шаровая опора поворотного кулакаДетали «палец ушка»
Основные операции маршрутного технологического
процесса механической обработки детали
№
операции
Наименование и
содержание операции
Оборудование
Оснастка
010
Сверлильная
Сверлильный станок С01
Сверла 06 - 2319
020
Расточная
Агрегатно сверлильный станок С03, С04, С05
Головка, вставка резцовая 2039 - 8010
030
Расточная
Агрегатно сверлильный станок С06, С08
Головка, вставка резцовая 2039 - 8134
040
Зенкеровальная
Сверлильный станок С09
Зенкер 06 - 2353
050
Расточная
Агрегатно сверлильный станок С10
Вставка резцовая 2039 - 8231
060
Сверлильная
Сверлильный станок С11
Сверла 06 - 2323
070
Расточная
Агрегатно сверлильный станок С42
Вставка резцовая 2039 - 8022
080
Зенкеровальная
Агрегатно сверлильный станок С13
Зенкер 06 - 2324
090
Токарно - копировальная
Автомат токарный гидрокопировальный
Вставка резцовая 2109 – 4101,
2007 - 1073
100
Контрольная
Стол верстак, приспособление 2109 - 5312
Измерительный инструмент, шаблоны
скобы
8 кафедра технологии производства
2
8.
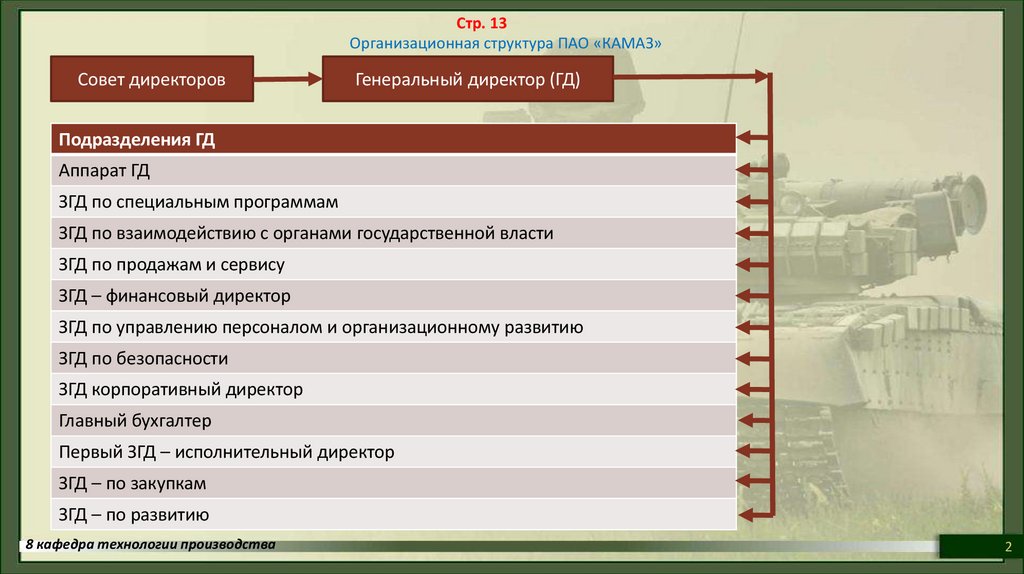
Стр. 13Организационная структура ПАО «КАМАЗ»
Совет директоров
Генеральный директор (ГД)
Подразделения ГД
Аппарат ГД
ЗГД по специальным программам
ЗГД по взаимодействию с органами государственной власти
ЗГД по продажам и сервису
ЗГД – финансовый директор
ЗГД по управлению персоналом и организационному развитию
ЗГД по безопасности
ЗГД корпоративный директор
Главный бухгалтер
Первый ЗГД – исполнительный директор
ЗГД – по закупкам
ЗГД – по развитию
8 кафедра технологии производства
2
9.
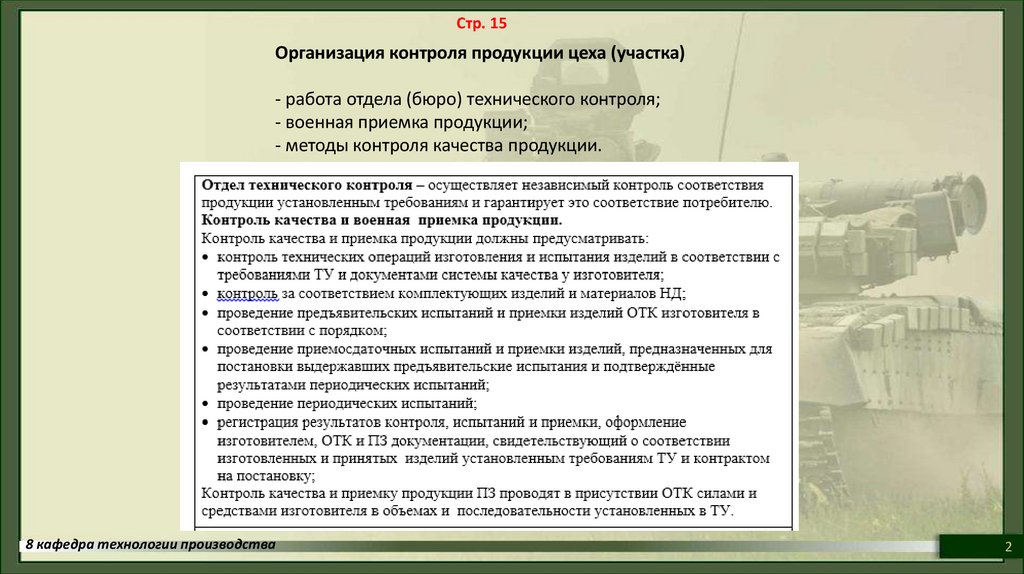
Стр. 15Организация контроля продукции цеха (участка)
- работа отдела (бюро) технического контроля;
- военная приемка продукции;
- методы контроля качества продукции.
8 кафедра технологии производства
2
10.
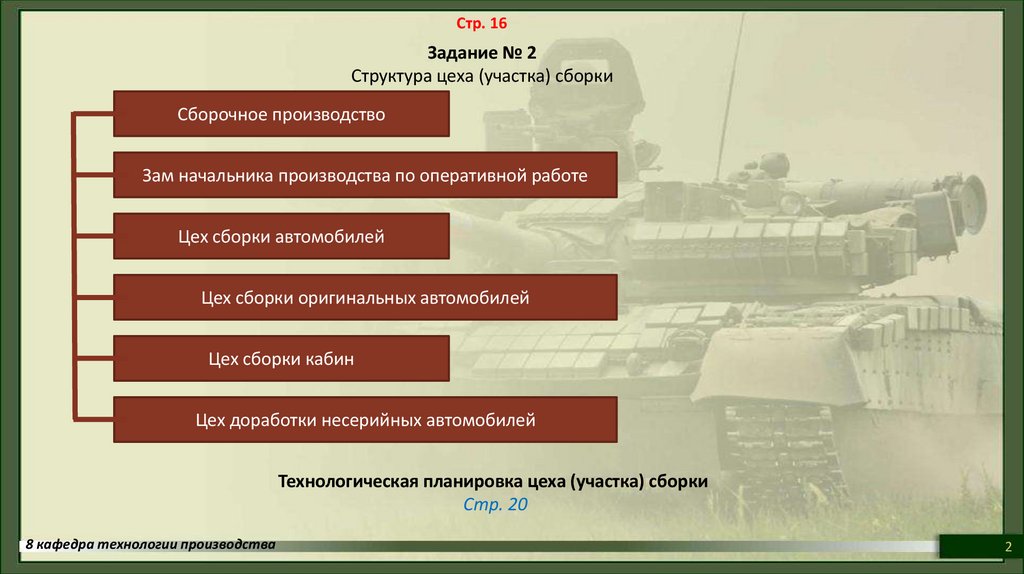
Стр. 16Задание № 2
Структура цеха (участка) сборки
Сборочное производство
Зам начальника производства по оперативной работе
Цех сборки автомобилей
Цех сборки оригинальных автомобилей
Цех сборки кабин
Цех доработки несерийных автомобилей
Технологическая планировка цеха (участка) сборки
Стр. 20
8 кафедра технологии производства
2
11.
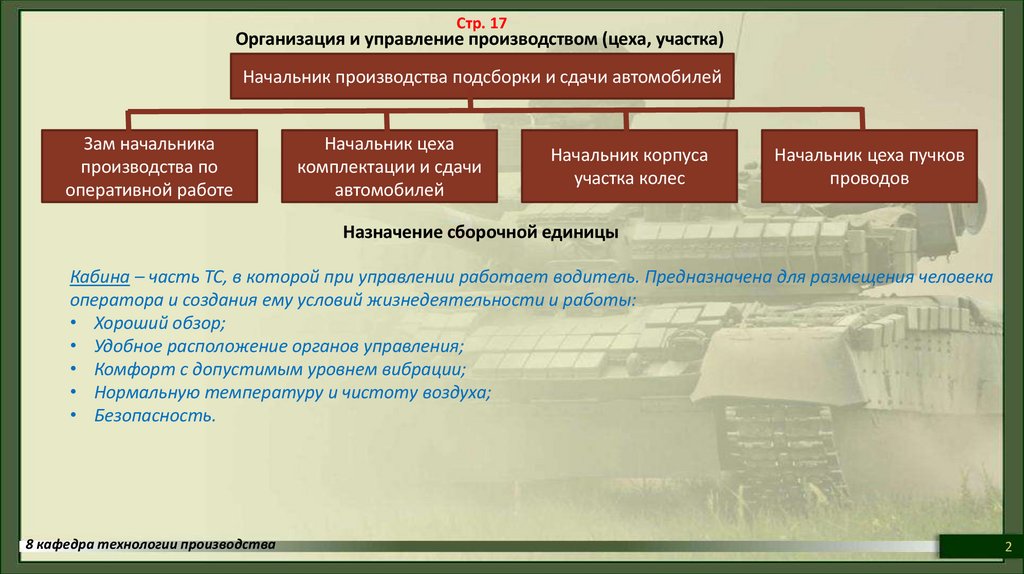
Стр. 17Организация и управление производством (цеха, участка)
Начальник производства подсборки и сдачи автомобилей
Зам начальника
производства по
оперативной работе
Начальник цеха
комплектации и сдачи
автомобилей
Начальник корпуса
участка колес
Начальник цеха пучков
проводов
Назначение сборочной единицы
Кабина – часть ТС, в которой при управлении работает водитель. Предназначена для размещения человека
оператора и создания ему условий жизнедеятельности и работы:
• Хороший обзор;
• Удобное расположение органов управления;
• Комфорт с допустимым уровнем вибрации;
• Нормальную температуру и чистоту воздуха;
• Безопасность.
8 кафедра технологии производства
2
12.
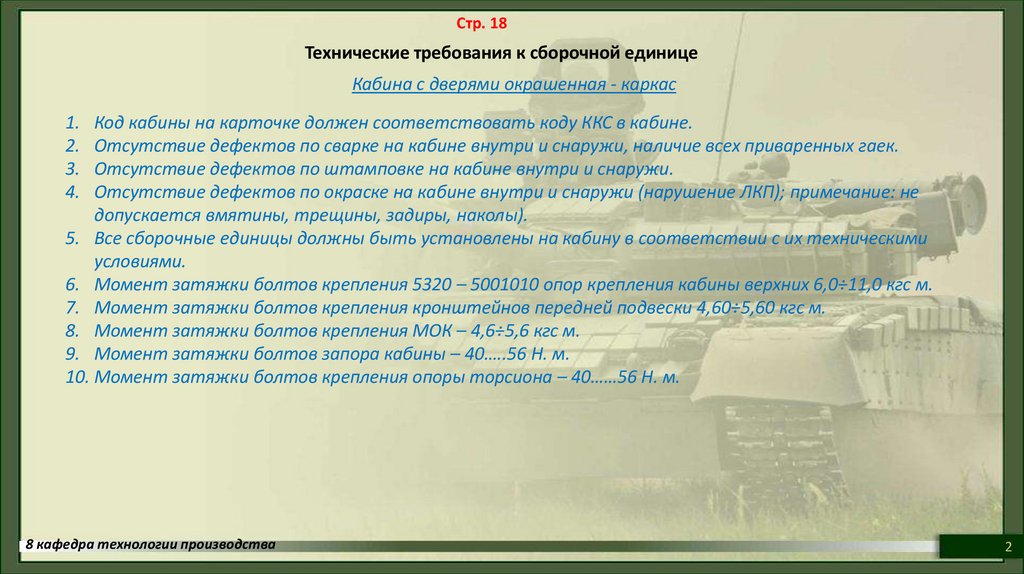
Стр. 18Технические требования к сборочной единице
Кабина с дверями окрашенная - каркас
1.
2.
3.
4.
Код кабины на карточке должен соответствовать коду ККС в кабине.
Отсутствие дефектов по сварке на кабине внутри и снаружи, наличие всех приваренных гаек.
Отсутствие дефектов по штамповке на кабине внутри и снаружи.
Отсутствие дефектов по окраске на кабине внутри и снаружи (нарушение ЛКП); примечание: не
допускается вмятины, трещины, задиры, наколы).
5. Все сборочные единицы должны быть установлены на кабину в соответствии с их техническими
условиями.
6. Момент затяжки болтов крепления 5320 – 5001010 опор крепления кабины верхних 6,0÷11,0 кгс м.
7. Момент затяжки болтов крепления кронштейнов передней подвески 4,60÷5,60 кгс м.
8. Момент затяжки болтов крепления МОК – 4,6÷5,6 кгс м.
9. Момент затяжки болтов запора кабины – 40…..56 Н. м.
10. Момент затяжки болтов крепления опоры торсиона – 40……56 Н. м.
8 кафедра технологии производства
2
13.
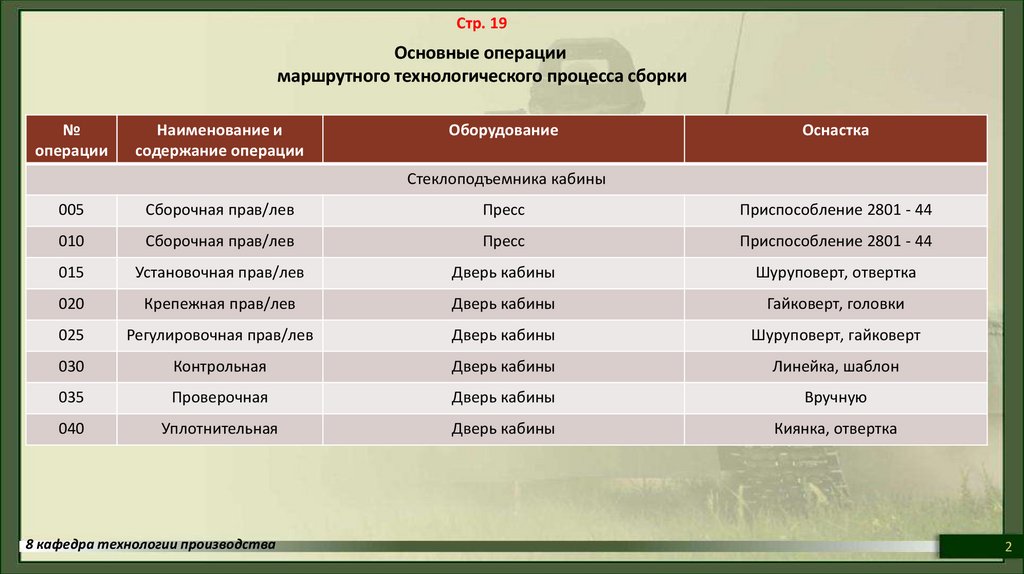
Стр. 19Основные операции
маршрутного технологического процесса сборки
№
операции
Наименование и
содержание операции
Оборудование
Оснастка
Стеклоподъемника кабины
005
Сборочная прав/лев
Пресс
Приспособление 2801 - 44
010
Сборочная прав/лев
Пресс
Приспособление 2801 - 44
015
Установочная прав/лев
Дверь кабины
Шуруповерт, отвертка
020
Крепежная прав/лев
Дверь кабины
Гайковерт, головки
025
Регулировочная прав/лев
Дверь кабины
Шуруповерт, гайковерт
030
Контрольная
Дверь кабины
Линейка, шаблон
035
Проверочная
Дверь кабины
Вручную
040
Уплотнительная
Дверь кабины
Киянка, отвертка
8 кафедра технологии производства
2
14.
Стр. 20Технологическая планировка цеха (участка) сборки кабин
8 кафедра технологии производства
2
15.
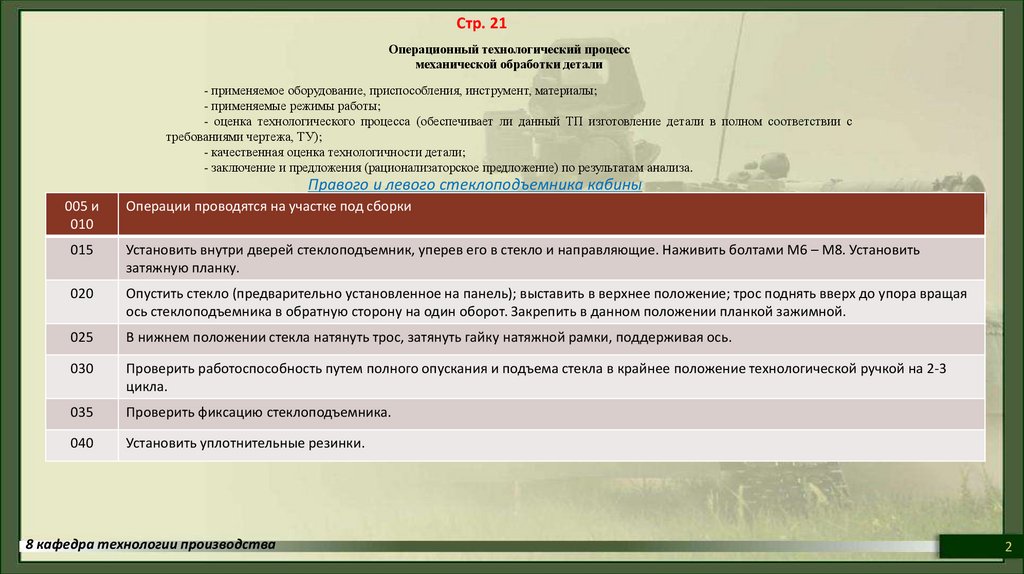
Стр. 21Операционный технологический процесс
механической обработки детали
- применяемое оборудование, приспособления, инструмент, материалы;
- применяемые режимы работы;
- оценка технологического процесса (обеспечивает ли данный ТП изготовление детали в полном соответствии с
требованиями чертежа, ТУ);
- качественная оценка технологичности детали;
- заключение и предложения (рационализаторское предложение) по результатам анализа.
Правого и левого стеклоподъемника кабины
005 и
010
Операции проводятся на участке под сборки
015
Установить внутри дверей стеклоподъемник, уперев его в стекло и направляющие. Наживить болтами М6 – М8. Установить
затяжную планку.
020
Опустить стекло (предварительно установленное на панель); выставить в верхнее положение; трос поднять вверх до упора вращая
ось стеклоподъемника в обратную сторону на один оборот. Закрепить в данном положении планкой зажимной.
025
В нижнем положении стекла натянуть трос, затянуть гайку натяжной рамки, поддерживая ось.
030
Проверить работоспособность путем полного опускания и подъема стекла в крайнее положение технологической ручкой на 2-3
цикла.
035
Проверить фиксацию стеклоподъемника.
040
Установить уплотнительные резинки.
8 кафедра технологии производства
2
16.
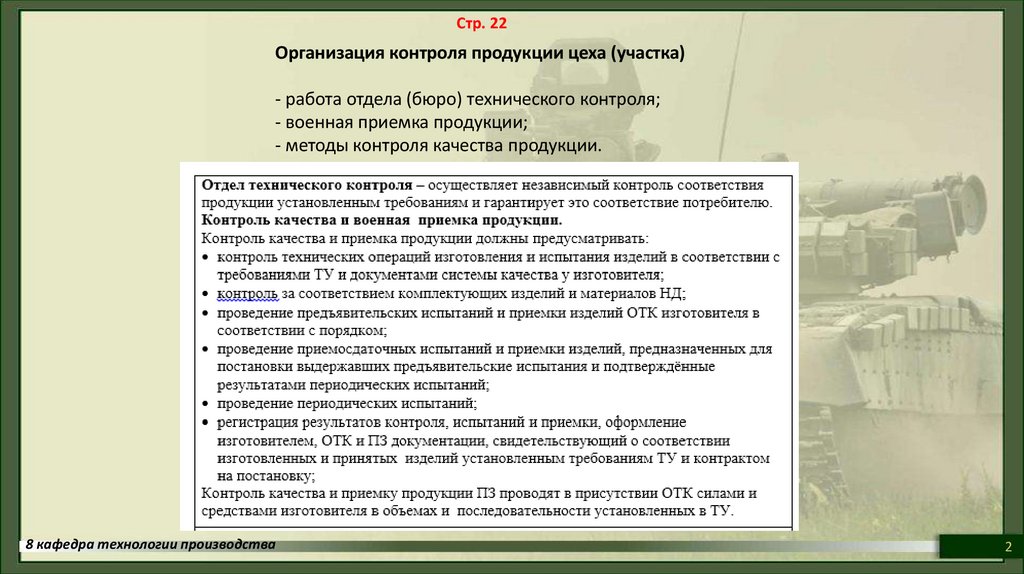
Стр. 22Организация контроля продукции цеха (участка)
- работа отдела (бюро) технического контроля;
- военная приемка продукции;
- методы контроля качества продукции.
8 кафедра технологии производства
2
17.
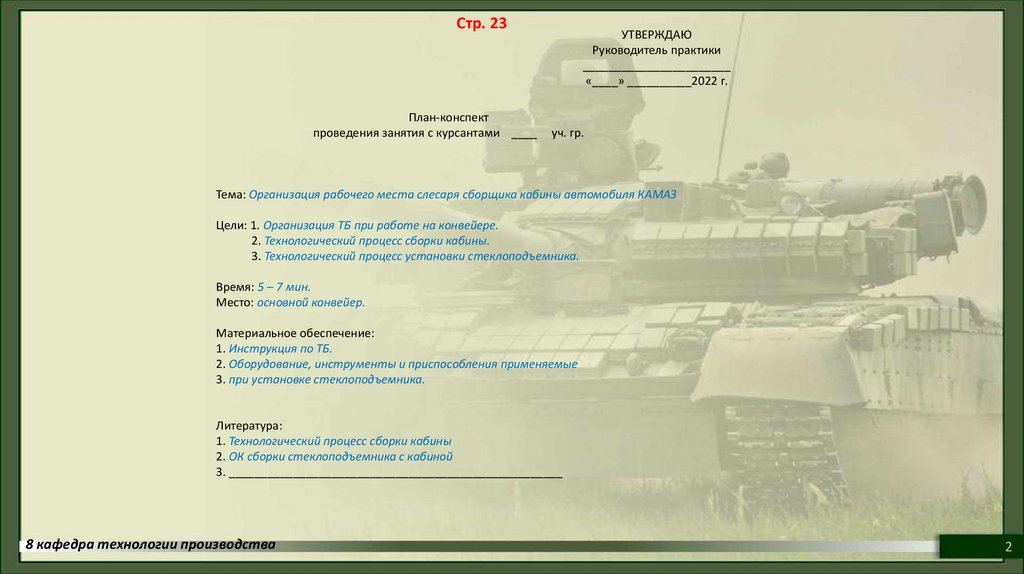
Стр. 23План-конспект
проведения занятия с курсантами ____
УТВЕРЖДАЮ
Руководитель практики
_______________________
«____» __________2022 г.
уч. гр.
Тема: Организация рабочего места слесаря сборщика кабины автомобиля КАМАЗ
Цели: 1. Организация ТБ при работе на конвейере.
2. Технологический процесс сборки кабины.
3. Технологический процесс установки стеклоподъемника.
Время: 5 – 7 мин.
Место: основной конвейер.
Материальное обеспечение:
1. Инструкция по ТБ.
2. Оборудование, инструменты и приспособления применяемые
3. при установке стеклоподъемника.
Литература:
1. Технологический процесс сборки кабины
2. ОК сборки стеклоподъемника с кабиной
3. ____________________________________________________
8 кафедра технологии производства
2
18.
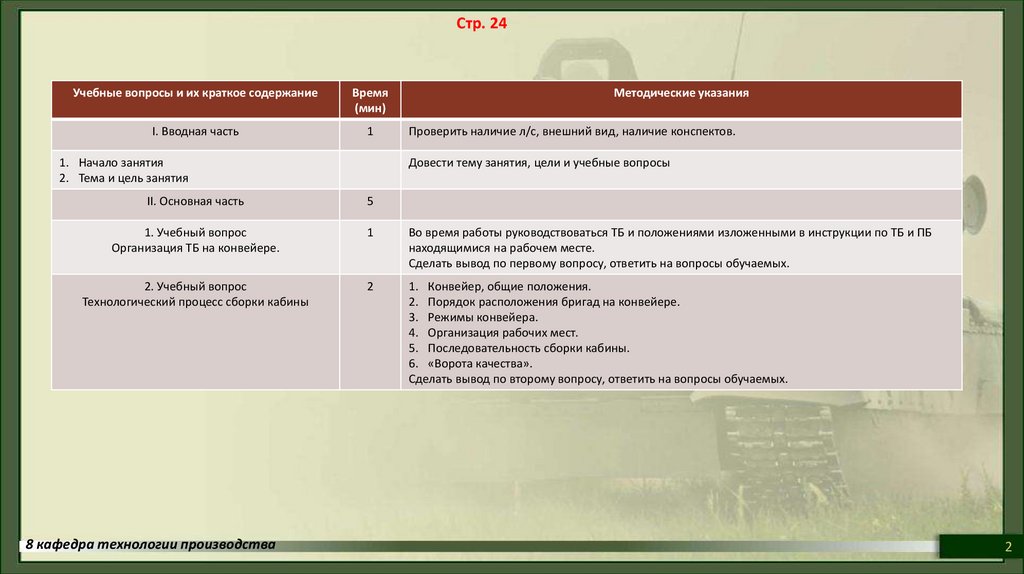
Стр. 24Учебные вопросы и их краткое содержание
Время
(мин)
I. Вводная часть
1
1. Начало занятия
2. Тема и цель занятия
Методические указания
Проверить наличие л/с, внешний вид, наличие конспектов.
Довести тему занятия, цели и учебные вопросы
II. Основная часть
5
1. Учебный вопрос
Организация ТБ на конвейере.
1
Во время работы руководствоваться ТБ и положениями изложенными в инструкции по ТБ и ПБ
находящимися на рабочем месте.
Сделать вывод по первому вопросу, ответить на вопросы обучаемых.
2. Учебный вопрос
Технологический процесс сборки кабины
2
1. Конвейер, общие положения.
2. Порядок расположения бригад на конвейере.
3. Режимы конвейера.
4. Организация рабочих мест.
5. Последовательность сборки кабины.
6. «Ворота качества».
Сделать вывод по второму вопросу, ответить на вопросы обучаемых.
8 кафедра технологии производства
2
19.
Стр. 25Учебные вопросы и их краткое содержание
Время
(мин)
3. Учебный вопрос
Технологический процесс сборки и установки
стеклоподъемника
3
III. Заключительная
часть
1
1. Итог занятия
2. Задание на самоподготовку
3. Тема и место следующего занятия
Методические указания
1. Сборка пр/лев стеклоподъемника производится на участке сборки. (показать участок и
оборудование)
2. Объяснить и показать все операции установки стеклоподъемника.
2.1 Установочная.
2.2 Крепежная.
2.3 Регулировочная.
2.4 Контрольная.
2.5 Проверочная.
2.6 Уплотнительная.
Сделать вывод по третьему вопросу, ответить на вопросы обучаемых.
Подвести итог занятия. Ответить на вопросы обучаемых. Дать задание на самоподготовку.
Объявить тему и место следующего занятия.
Руководитель занятия курсант____________________________
«____» ___________ 2022 г.
8 кафедра технологии производства
2
20.
Стр. 26КАРТОЧКА УЧЕТА ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
на курсанта ___ курса ___ группы ____ факультета
________________________________________________________________
(воинское звание, фамилия, имя, отчество)
Дата
Время
Предмет и тема, по которым проведены занятия (мероприятия), наименования
выполненных работ
Оценка
проведённого занятия
(мероприятия)
Должность и подпись
проверявшего
Раздел I. Основная последовательность выполнения индивидуальных заданий
Изучение требований ТБ, ПБ на рабочем месте
Работа с технологами изучение ТД по индивидуальному заданию №1
Работа с технической документацией по индивидуальному заданию №1
Работа с технической документацией по индивидуальному заданию №1
Оформление отчета по индивидуальному заданию №1
Работа с технологами изучение ТД по индивидуальному заданию №2
Работа с технической документацией по индивидуальному заданию №2
Работа с технической документацией по индивидуальному заданию №2
Оформление отчета по индивидуальному заданию №2
Подготовка к проведению занятия
Проведение занятия по теме индивидуального задания
8 кафедра технологии производства
2
21.
Стр. 26Дата
Время
Предмет и тема, по которым проведены занятия (мероприятия), наименования
выполненных работ
Оценка
проведённого занятия
(мероприятия)
Должность и подпись
проверявшего
Раздел II. Лекции специалистов предприятия
Инструктаж по ТБ, ПБ на рабочем месте
Лекция по организационной структуре ПАО КАМАЗ и проведению испытаний
автомобилей
8 кафедра технологии производства
2
22.
Стр. 27Дата
Время
Предмет и тема, по которым проведены занятия (мероприятия), наименования
выполненных работ
Оценка
проведённого занятия
(мероприятия)
Должность и подпись
проверявшего
Раздел III. Лекции специалистов предприятия
Экскурсия на участок ВП сборочного цеха АВЗ
Экскурсия на механическое производство по сборке мостов
Экскурсия на завод двигателей
Экскурсия на завод специальных машин
Общий вывод о степени и качестве отработки программы производственной практики
Программа производственной практики выполнена полностью
Руководитель производственной практики от вуза (кафедры)
______________________________________________________
Руководитель практики от предприятия __________________________
Командир подразделения курсантов _____________________________
Примечание: заполняется курсантом ежедневно.
8 кафедра технологии производства
2
23.
Стр. 28ОТЧЕТ
о проведении производственной практики
курсанта _____ группы _____ факультета
______________________________________________________________
(воинское звание, фамилия, имя, отчество)
1.
Производственную практику проходил на (предприятии)
______________________________________________________________
АВЗ ПАО «КАМАЗ»
с_______________ по ___________________ 2021 года
2. Индивидуальное задание на производственную практику вы
полнил полностью: (указать в каком объеме: полностью; не в полном объе
В полном объеме
ме)_____________________________________________________________________
________________________________________________________________________
3. Провел технические занятия
________________________________________________________________________
На тему организация рабочего места слесаря
________________________________________________________________________
сборщика кабины автомобиля КАМАЗ
__________________
4. Принял участие в контроле качества (деталей, узлов, операций),
«Ворота качества сборки кабин»
совместно с ОТК (БТК) и ПЗ:_____________________________________
5. В период производственной практики принимал участие (указать
мероприятия воспитательной работы,____________
спортивные и другие мероприя
Футбол
с
командой
взвода
тия)__________________________________________________________
6. Получил навыки, умения и знания в ходе практики:
Изучение и использование нормативно –
____________________________________________________________________
технической документации
____________________________________________________________________
__________________________
8 кафедра технологии производства
2