















 management
managementSimilar presentations:







 бережливого производства с целью повышения производительности труда")

")
Оценка процесса производства с использованием инструментов менеджмента качества в ООО "ПКФ "Промтранскомплект"
1. ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА БАКАЛАВРА
Тема: Оценка процесса производства сиспользованием инструментов
менеджмента качества в ООО "ПКФ
"Промтранскомплект"
Выполнил:
Клепча Н.И.
Группа 1682
Рукводитель:
Майоров В.В.
Санкт-Петербург 2015г.
2. Цель ВКР
Разработкаметодики
оценки
производства
ООО
«Пкф
«Промтранскомплект»
с
применением
инструментов качества, с последующей его
оценкой и выявлением слабых мест.
3. Задачи:
Исследовать фактическую деятельность компании ООО «Пкф«Промтранскомплект» и результаты управления процессом
производства и его качеством;
Рассмотреть теоретические аспекты инструментов менеджмента
качества необходимых для анализа качества производственного
процесса;
Обосновать применение соответствующих инструментов
менеджмента качества для определения фактического состояния
процесса производства;
Разработать методику оценки процесса производства «Пкф
«Промтранскомплект» с применением инструментов менеджмента
качества;
Сформулировать предложения по улучшению качества процесса
производства «Пкф «Промтранскомплект».
4. ООО "Пкф "Промтранскомплект"
ООО "Пкф"Промтранскомплект"
Основан в 1995 году.
Производят следующие виды продукции:
Транспортные светильники с люминесцентными
лампами;
Транспортные светильники с энергосберегающими
люминесцентными лампами;
Транспортные светильники со светодиодами;
Светодиодные светильники в кабину машиниста с
плавной и ступенчатой регулировкой яркости;
5. Проблемы предприятия
• Не проводится анализ причинвозникновения дефектов, а так же
проведение корректирующих и
предупреждающих действий;
• Увеличена себестоимость;
• Высокий процент простоя оборудования;
6. Основные показатели производственного процесса
Доля брака
Цеховая себестоимость
Цикл производства единицы продукции
Коэффициент загрузки производственных
машин
7. В ходе оценки показателей производственного процесса будут применяться следующие группы инструментов менеджмента качества
• инструменты контроля качества: контрольныйлист, диаграмма Парето, гистограмма, диаграмма
Исикавы, контрольная карта Шухарта;
• инструменты управления качеством: диаграмма
сродства, диаграмма связей, древовидная
диаграмма;
• инструменты анализа качества (FMEA-анализ);
8. Выявленные дефекты продукции
Таблица 1. Дефекты№ дефекта
Дефекты
1
Наличие грязи внутри трубки
2
Наличие трещин на трубке
3
Неравномерное распределение люминофора внутри
трубки
4
Плохая проводимость тока катодом
5
Разгерметизация трубки
6
Наличие воздуха внутри трубки
7
Неправильная дозировка газа и ртути
8
Разгерметизация электронного компонента
9. Контрольный лист по дефектам
Контрольный лист
по
дефектам
Рис.1. Контрольный лист
10.
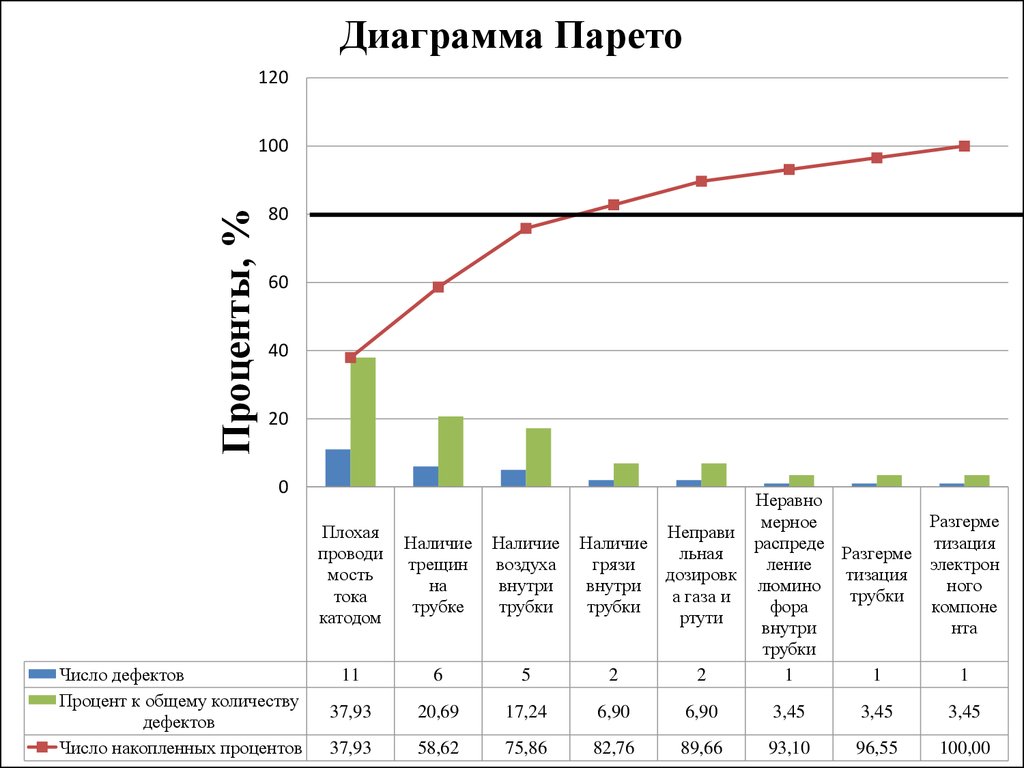
Диаграмма Парето120
Проценты, %
100
80
60
40
20
0
Число дефектов
Процент к общему количеству
дефектов
Число накопленных процентов
Неравно
Разгерме
мерное
Неправи
распреде
Наличие
тизация
Разгерме
льная
электрон
ление
грязи
дозировк
тизация
внутри
люмино
ного
трубки
а газа и
компоне
трубки
фора
ртути
внутри
нта
трубки
2
2
1
1
1
Плохая
проводи
мость
тока
катодом
Наличие
трещин
на
трубке
Наличие
воздуха
внутри
трубки
11
6
5
37,93
20,69
17,24
6,90
6,90
3,45
3,45
3,45
37,93
58,62
75,86
82,76
89,66
93,10
96,55
100,00
11.
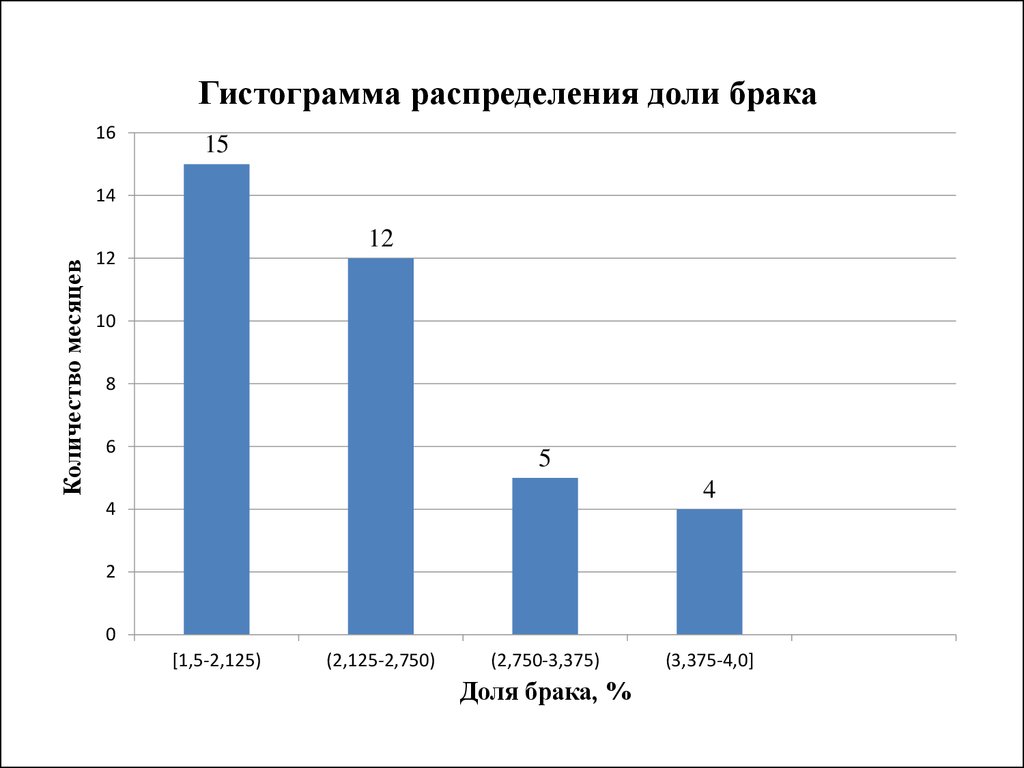
Гистограмма распределения доли брака16
15
Количество месяцев
14
12
12
10
8
6
5
4
4
2
0
[1,5-2,125)
(2,125-2,750)
(2,750-3,375)
Доля брака, %
(3,375-4,0]
12. Диаграмма Исикавы
13.
Диаграмма сродстваТехнологический процесс
Оборудование
Документация
Время промывания стеклянных трубок
Время нанесения люминофора
Время остывания люминафора
Время удаления излишков люминафора
Время создания электрических компонентов
Время высыхания катодов
Время установки электрических
компонентов
Время спаивания электрических
компонентов с трубкой
Время выкачки воздуха из трубки
Время смешивания газа и ртутными парами
Время установки крышки на трубку
Время спаивания крышки с трубкой
Время транспортировки изделия по цеху
Время пролёживания изделия на линии
Время затраченное на тестирование
продукции
Время на укладку продукции в станки
Качество
программного
обеспечения
Коэффициент
загрузки
производственн
ых машин
Состояние
оборудования
Ошибка в
проектной
документации
Наглядность и
доступность
документации
Человек:
Опыт рабочих
Техника
выполнения
работы
Условия работы:
Освещённость
рабочего места
Продолжительно
сть рабочей смены
Оперативность
связи с главным
инженером
Время перерывов
Безопасность
выполнения работ
14. Диаграмма связей
15. Древовидная диаграмма
16.
Контрольная карта Шухарта3060
Верхняя граница
Верхняя граница
3041
3040
3035
3027
3020
3015
3009
3007
3010
3021
3011
3001
3000
3002
2995
2998
2993
2982
2980
2977
2976
2970
2965
2964
2960
Нижняя граница
2940
2920
1
2
3
4
5
6
7
8
9
10
11
12
13
Температура свечения
14
15
16
17
18
19
20
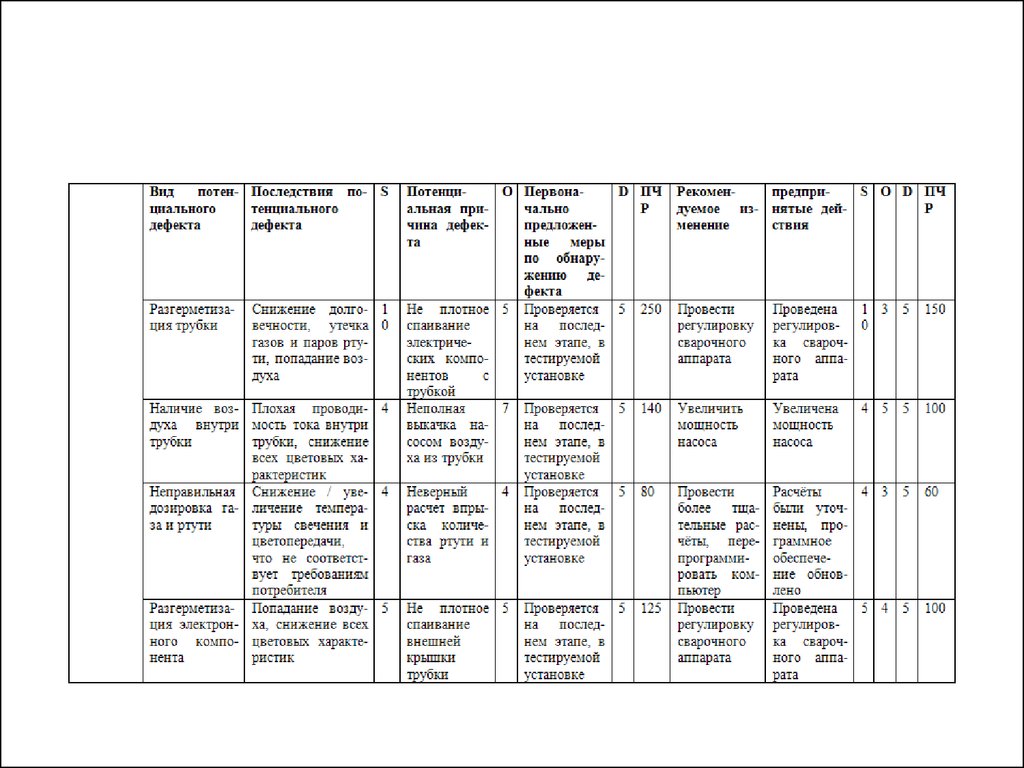
17. FMEA - анализ
18.
19. Вывод
В ходе работы была достигнута цель: разработана
методика
оценки
производства
ООО
«Пкф
«Промтранскомплект» с применением инструментов качества, с
последующей его оценкой и выявление слабых мест.
В ходе выполнения данной цели были решены следующие
задачи:
Изучена деятельность компании ООО «Пкф
«Промтранскомплект»;
Рассмотрены теоретические аспекты инструментов
менеджмента качества необходимых для анализа качества
производственного процесса;
Выявлены и применены наиболее подходящие инструменты
менеджмента качества необходимые для определения текущего
состояния процесса производства;
Предложены рекомендации, по улучшению процесса
производства основываясь на результаты проведенных
исследований.
20.
Спасибо завнимание!!!