
 industry
industrySimilar presentations:










Технология сборки и сварки изделия
1.
Министерство промышленности и торговли Тверской областигосударственное бюджетное профессиональное образовательное учреждение
«Калязинский колледж им. Н. М. Полежаева »
Выпускная квалифиционная работа
Тема: Технология сборки и сварки
изделия.
«Мангал (MIG)».
Работу выполнил:
Студент группы 3СВ
Эрбес Степан Евгеньевич
2.
1.Организационная часть1.1.Организация рабочего места сварщика
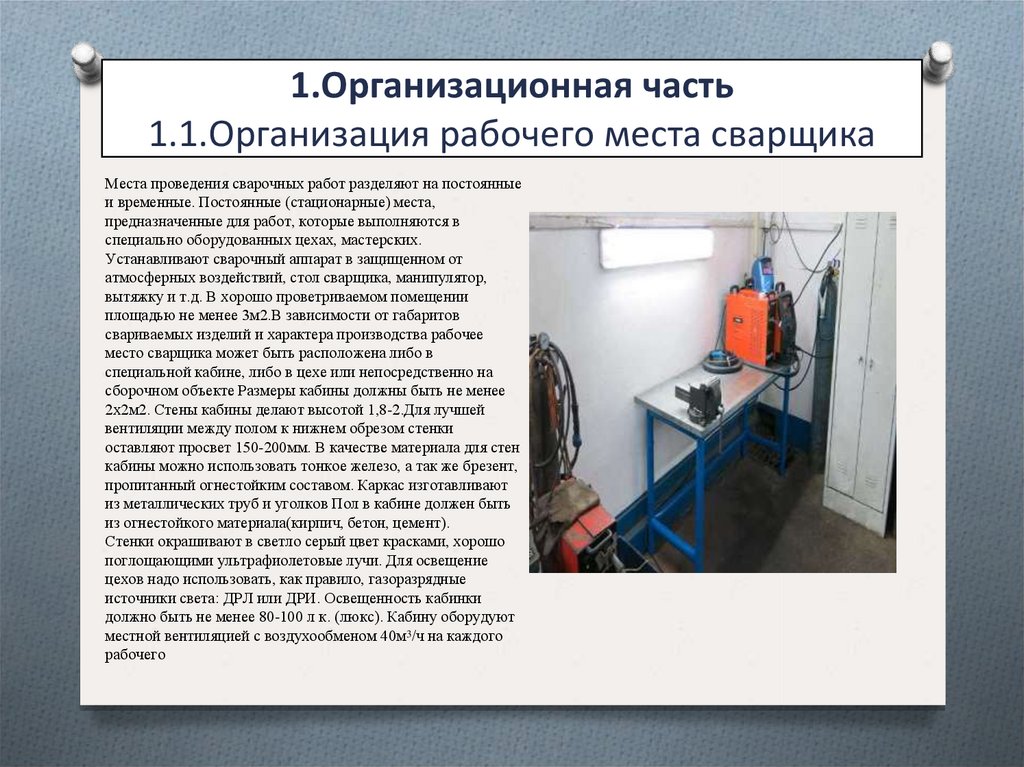
Места проведения сварочных работ разделяют на постоянные
и временные. Постоянные (стационарные) места,
предназначенные для работ, которые выполняются в
специально оборудованных цехах, мастерских.
Устанавливают сварочный аппарат в защищенном от
атмосферных воздействий, стол сварщика, манипулятор,
вытяжку и т.д. В хорошо проветриваемом помещении
площадью не менее 3м2.В зависимости от габаритов
свариваемых изделий и характера производства рабочее
место сварщика может быть расположена либо в
специальной кабине, либо в цехе или непосредственно на
сборочном объекте Размеры кабины должны быть не менее
2х2м2. Стены кабины делают высотой 1,8-2.Для лучшей
вентиляции между полом к нижнем обрезом стенки
оставляют просвет 150-200мм. В качестве материала для стен
кабины можно использовать тонкое железо, а так же брезент,
пропитанный огнестойким составом. Каркас изготавливают
из металлических труб и уголков Пол в кабине должен быть
из огнестойкого материала(кирпич, бетон, цемент).
Стенки окрашивают в светло серый цвет красками, хорошо
поглощающими ультрафиолетовые лучи. Для освещение
цехов надо использовать, как правило, газоразрядные
источники света: ДРЛ или ДРИ. Освещенность кабинки
должно быть не менее 80-100 л к. (люкс). Кабину оборудуют
местной вентиляцией с воздухообменом 40м3/ч на каждого
рабочего
3.
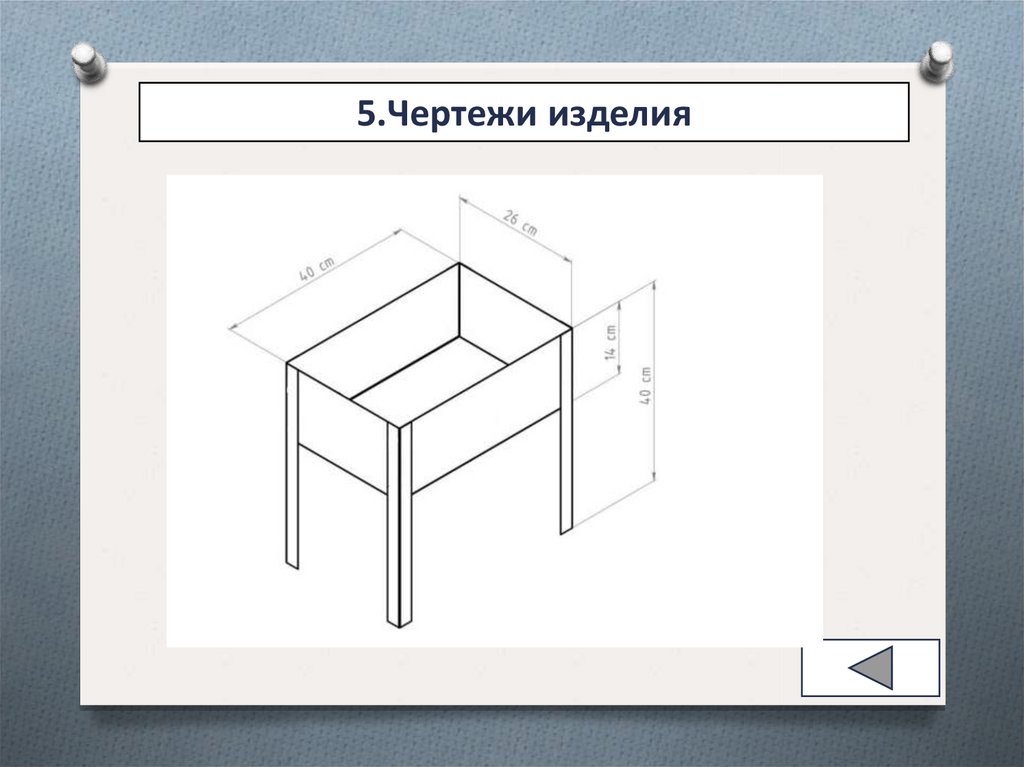
1.2.Назначение изделия и требованияпредъявляемые к ним
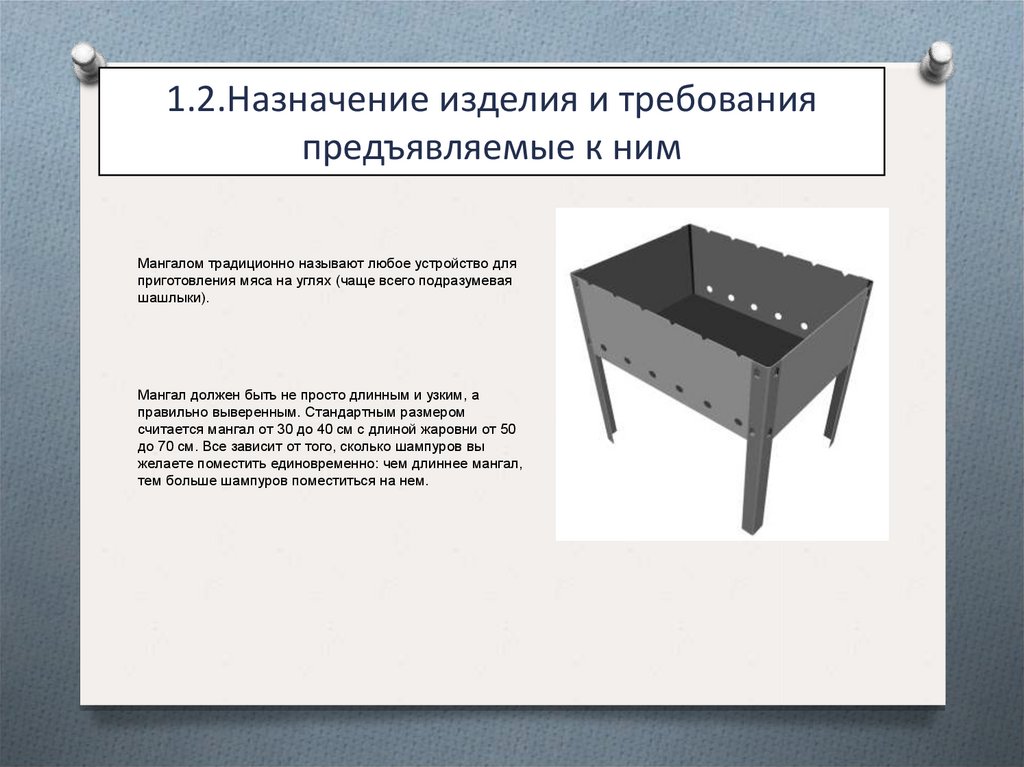
Мангалом традиционно называют любое устройство для
приготовления мяса на углях (чаще всего подразумевая
шашлыки).
Мангал должен быть не просто длинным и узким, а
правильно выверенным. Стандартным размером
считается мангал от 30 до 40 см с длиной жаровни от 50
до 70 см. Все зависит от того, сколько шампуров вы
желаете поместить единовременно: чем длиннее мангал,
тем больше шампуров поместиться на нем.
4.
1.3.Подбор материала для изготовленияизделия
При изготовлении двери использую следующие материалы:
марку стали 10Г2.
Первые две цифры указывают на среднее содержание углерода в сотых долях процента, цифры
10 обозначают содержание его около 0,1 процента. Буквы после содержания углерода
обозначают долю содержания элементов раскисления стали, в нашем случае Г2 - Марганец до
2%.
Эту сталь относят к группе конструкционных легированных. Она является
марганцовистой. Сплав содержит основные компоненты в таком количестве:
- от 0,07 до 0,15% углерода; до 1,6% марганца;
- от 0,17 до 0,37% кремния.
5.
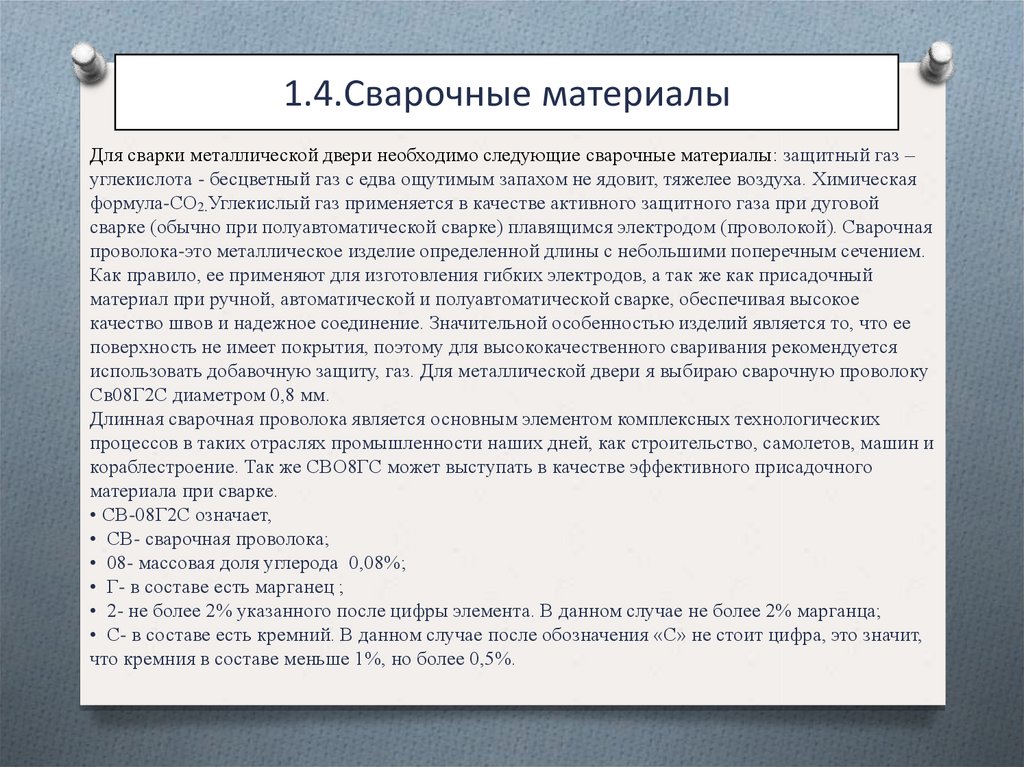
1.4.Сварочные материалыДля сварки металлической двери необходимо следующие сварочные материалы: защитный газ –
углекислота - бесцветный газ с едва ощутимым запахом не ядовит, тяжелее воздуха. Химическая
формула-СО2.Углекислый газ применяется в качестве активного защитного газа при дуговой
сварке (обычно при полуавтоматической сварке) плавящимся электродом (проволокой). Сварочная
проволока-это металлическое изделие определенной длины с небольшими поперечным сечением.
Как правило, ее применяют для изготовления гибких электродов, а так же как присадочный
материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое
качество швов и надежное соединение. Значительной особенностью изделий является то, что ее
поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется
использовать добавочную защиту, газ. Для металлической двери я выбираю сварочную проволоку
Св08Г2С диаметром 0,8 мм.
Длинная сварочная проволока является основным элементом комплексных технологических
процессов в таких отраслях промышленности наших дней, как строительство, самолетов, машин и
кораблестроение. Так же СВО8ГС может выступать в качестве эффективного присадочного
материала при сварке.
• СВ-08Г2С означает,
• СВ- сварочная проволока;
• 08- массовая доля углерода 0,08%;
• Г- в составе есть марганец ;
• 2- не более 2% указанного после цифры элемента. В данном случае не более 2% марганца;
• С- в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит,
что кремния в составе меньше 1%, но более 0,5%.
6.
1.5.Выбор оборудованияСварочные провода
Сварочный полуавтомат
TECH
УШМ МАКИТА 230
Газовый
шланг
7.
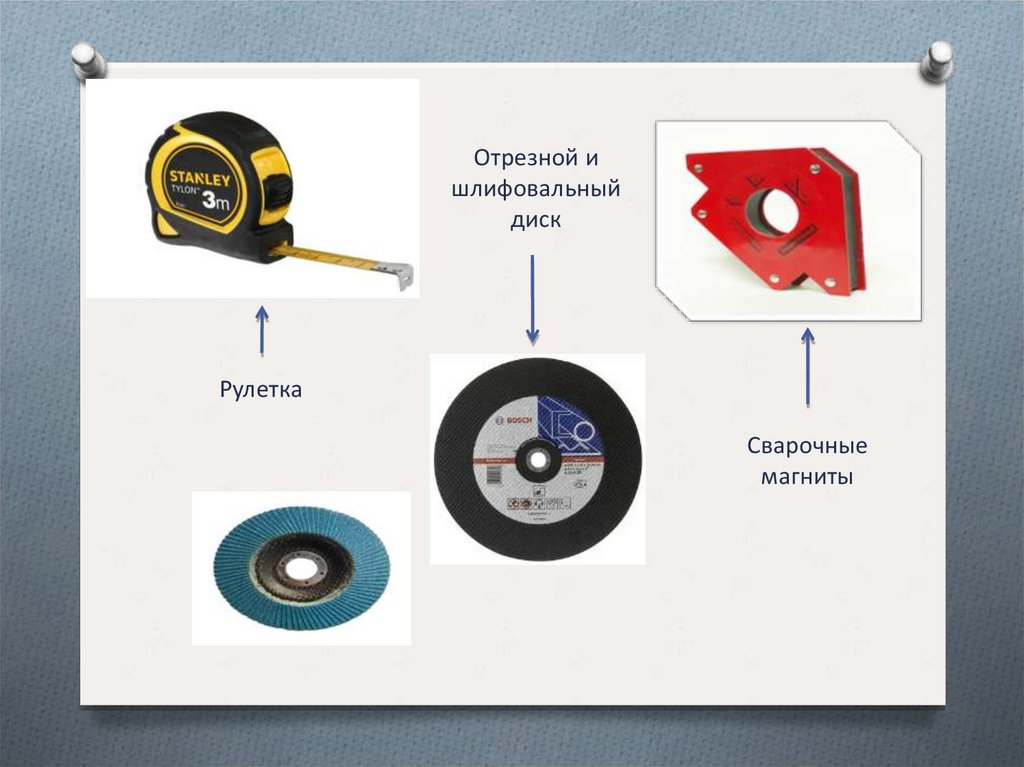
Отрезной ишлифовальный
диск
Рулетка
Сварочные
магниты
8.
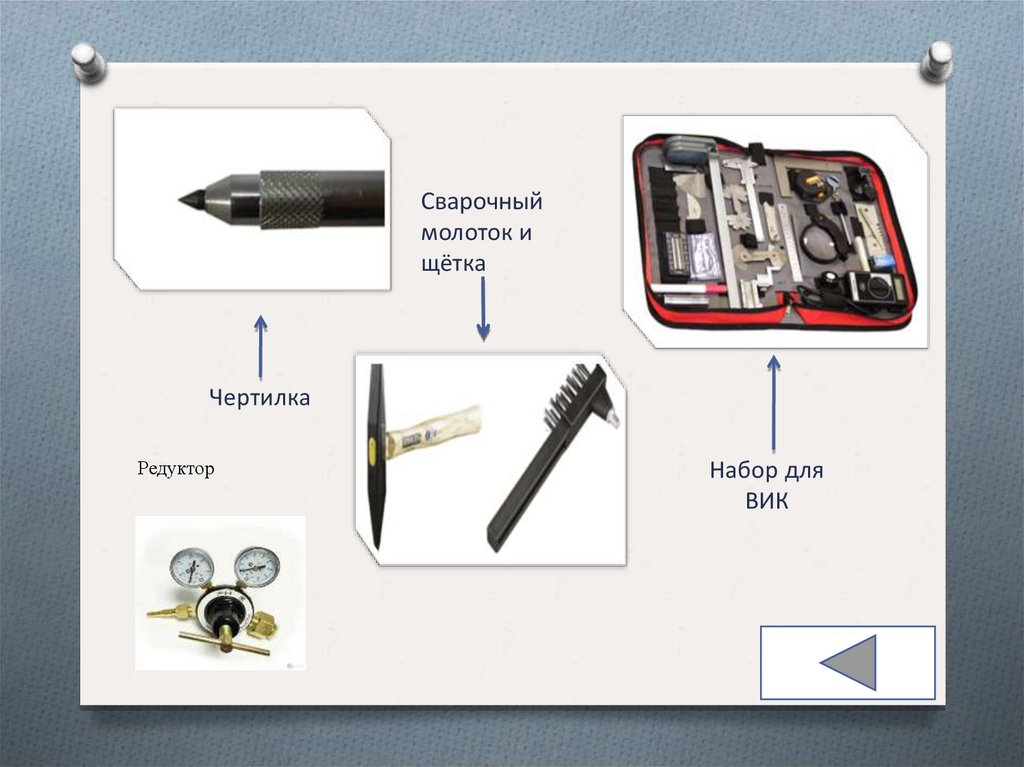
Сварочныймолоток и
щётка
Чертилка
Редуктор
Набор для
ВИК
9.
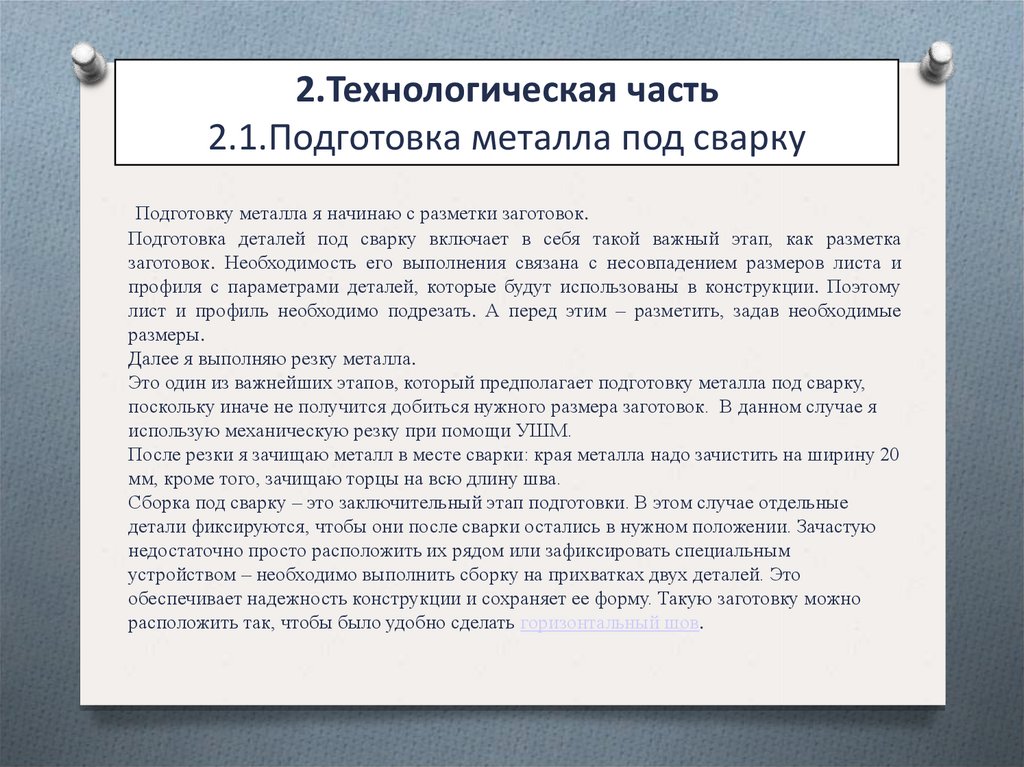
2.Технологическая часть2.1.Подготовка металла под сварку
Подготовку металла я начинаю с разметки заготовок.
Подготовка деталей под сварку включает в себя такой важный этап, как разметка
заготовок. Необходимость его выполнения связана с несовпадением размеров листа и
профиля с параметрами деталей, которые будут использованы в конструкции. Поэтому
лист и профиль необходимо подрезать. А перед этим – разметить, задав необходимые
размеры.
Далее я выполняю резку металла.
Это один из важнейших этапов, который предполагает подготовку металла под сварку,
поскольку иначе не получится добиться нужного размера заготовок. В данном случае я
использую механическую резку при помощи УШМ.
После резки я зачищаю металл в месте сварки: края металла надо зачистить на ширину 20
мм, кроме того, зачищаю торцы на всю длину шва.
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные
детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую
недостаточно просто расположить их рядом или зафиксировать специальным
устройством – необходимо выполнить сборку на прихватках двух деталей. Это
обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно
расположить так, чтобы было удобно сделать горизонтальный шов.
10.
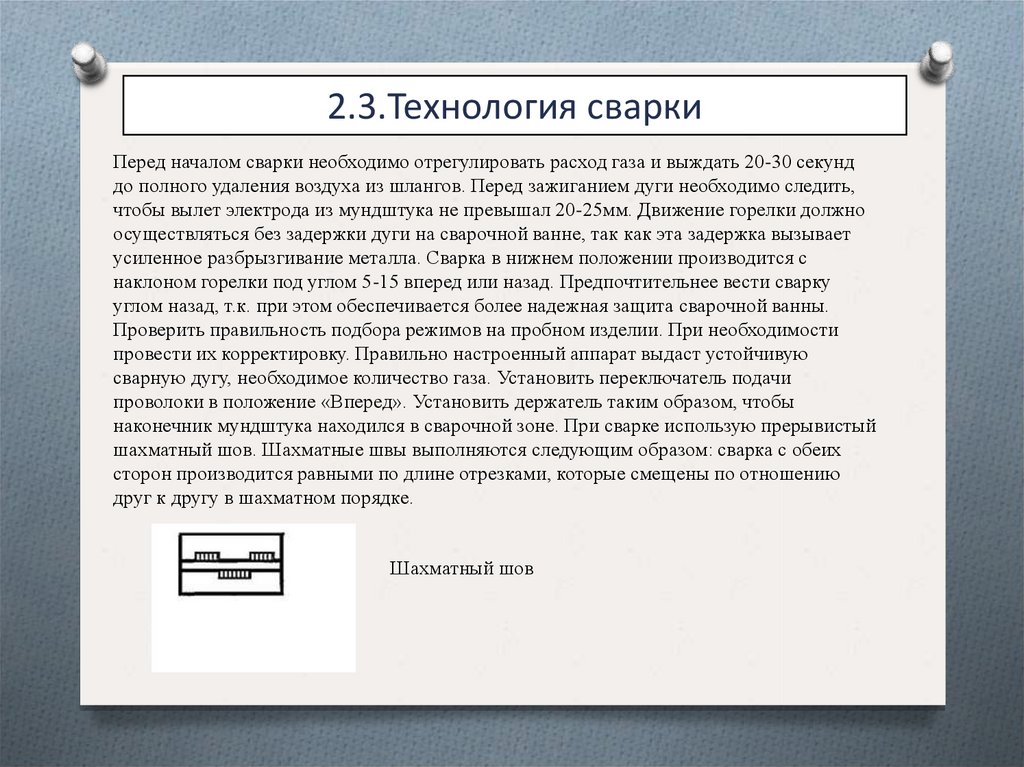
2.3.Технология сваркиПеред началом сварки необходимо отрегулировать расход газа и выждать 20-30 секунд
до полного удаления воздуха из шлангов. Перед зажиганием дуги необходимо следить,
чтобы вылет электрода из мундштука не превышал 20-25мм. Движение горелки должно
осуществляться без задержки дуги на сварочной ванне, так как эта задержка вызывает
усиленное разбрызгивание металла. Сварка в нижнем положении производится с
наклоном горелки под углом 5-15 вперед или назад. Предпочтительнее вести сварку
углом назад, т.к. при этом обеспечивается более надежная защита сварочной ванны.
Проверить правильность подбора режимов на пробном изделии. При необходимости
провести их корректировку. Правильно настроенный аппарат выдаст устойчивую
сварную дугу, необходимое количество газа. Установить переключатель подачи
проволоки в положение «Вперед». Установить держатель таким образом, чтобы
наконечник мундштука находился в сварочной зоне. При сварке использую прерывистый
шахматный шов. Шахматные швы выполняются следующим образом: сварка с обеих
сторон производится равными по длине отрезками, которые смещены по отношению
друг к другу в шахматном порядке.
Шахматный шов
11.
2.4.Контроль качества швовЛюбая проверка качества сварных швов начинается с визуального контроля. Осматривают все
100% сварных соединений. Сначала проверяют геометрию и форму шва. Визуальный и
измерительный контроль (ВИК) это один из методов неразрушающего контроля. Данный метод
является базовым и проводиться перед всеми остальными методами контроля. Внешним
осмотром проверяют качество подготовки и сборки заготовок под сварку, качество выполнения
швов в процессе сварки и качество готовых сварных соединений. Основная задача визуального
контроля – выявить вмятины, заусенцы, ржавчину, прожоги, наплывы, и прочих видимые
дефекты. Как правило, внешним осмотром контролируют все сварные изделия независимо от
применения других видов контроля. Визуальный контроль относиться к числу наиболее
дешевых, быстрых и в тоже время информативных методов неразрушающего контроля.
Визуальный контроль может проводиться невооруженным глазом или с применением
простейших измерительных средств. В условиях, когда для проведения контроля не достаточно
обычных средств, можно использовать для диагностирования лупы с 20-кратным увеличением.
Перед проведением визуального контроля поверхность в зоне контроля должна быть очищена
от ржавчины, окалины, грязи, краски, масла, брызг металла, и других загрязнений.
Обнаруженные несоответствия нормам и стандартам при проведения визуального и
измерительного контроля должны быть устранены.
12.
4. ОХРАНА ТРУДА1.1. К выполнению работы по профессии электросварщик ручной сварки допускается работник не моложе 18 лет,
имеющий необходимую теоретическую и практическую подготовку, прошедший медицинский осмотр и не имеющий
противопоказаний по состоянию здоровья, прошедший вводный и первичный на рабочем месте инструктажи по охране
труда и обучение по специальной программе, аттестованный квалификационной комиссией и получивший допуск к
самостоятельной работе.
1.2. Электросварщик ручной сварки должен периодически, не реже одного раза в год, проходить обучение и проверку
знаний требований охраны труда и получать допуск к работам повышенной опасности.
1.3. Электросварщик ручной сварки, независимо от квалификации и стажа работы, не реже одного раза в три месяца
должен проходить повторный инструктаж по охране труда; в случае нарушения им требований охраны труда, а также
при перерыве в работе более чем на 30 календарных дней, он должен пройти внеплановый инструктаж.
1.4. Электросварщик ручной сварки должен пройти обучение и проверку знаний норм и правил работы в
электроустановках и получить (подтвердить) группу по электробезопасности не ниже Iiгруппы.
1.5. Электросварщик ручной сварки, допущенный к самостоятельной работе, должен знать: устройство и принцип
действия применяемых электросварочных машин. Правила обслуживания электросварочных аппаратов. Виды сварных
соединений и швов. Порядок подготовки кромок изделий для сварки. Свойства применяемых электродов и
свариваемого металла и сплавов. Требования безопасности при ручной дуговой и плазменной сварке деталей, узлов,
конструкций, трубопроводов. Способы обеспечения электробезопасности. Правила, нормы и инструкции по охране
труда и пожарной безопасности. Правила пользования первичными средствами пожаротушения. Способы оказания
первой помощи при несчастных случаях, в том числе, при электротравмах. Правила внутреннего трудового распорядка
организации.
1.6. Электросварщик ручной сварки, показавший неудовлетворительные навыки и знания требований охраны труда при
выполнении электросварочных работ, к самостоятельной работе не допускается.
1.7. Для того чтобы электросварщик ручной сварки был допущен к самостоятельной работе, он должен пройти
стажировку под руководством опытного электросварщика.
1.8. Электросварщик ручной сварки, направленный для участия в несвойственных его профессии работах, должен
пройти целевой инструктаж по безопасному выполнению предстоящих работ.
1.9. Электросварщику ручной сварки запрещается пользоваться инструментом, приспособлениями и оборудованием,
безопасному обращению с которым он не обучен.