 industry
industrySimilar presentations:






")



Проектирование технологических процессов
1.
Лекция №1Проектирование технологических процессов
2.
Разработка технологических процессов изготовленияПорядок разработки технологического процесса:
1. Анализ исходных данных
2. Анализ соответствия технических требований и норм точности служебному назначению
машины. Выбор методов достижения требуемой точности машины.
3. Анализ соответствия требований к точности детали ее служебному назначению
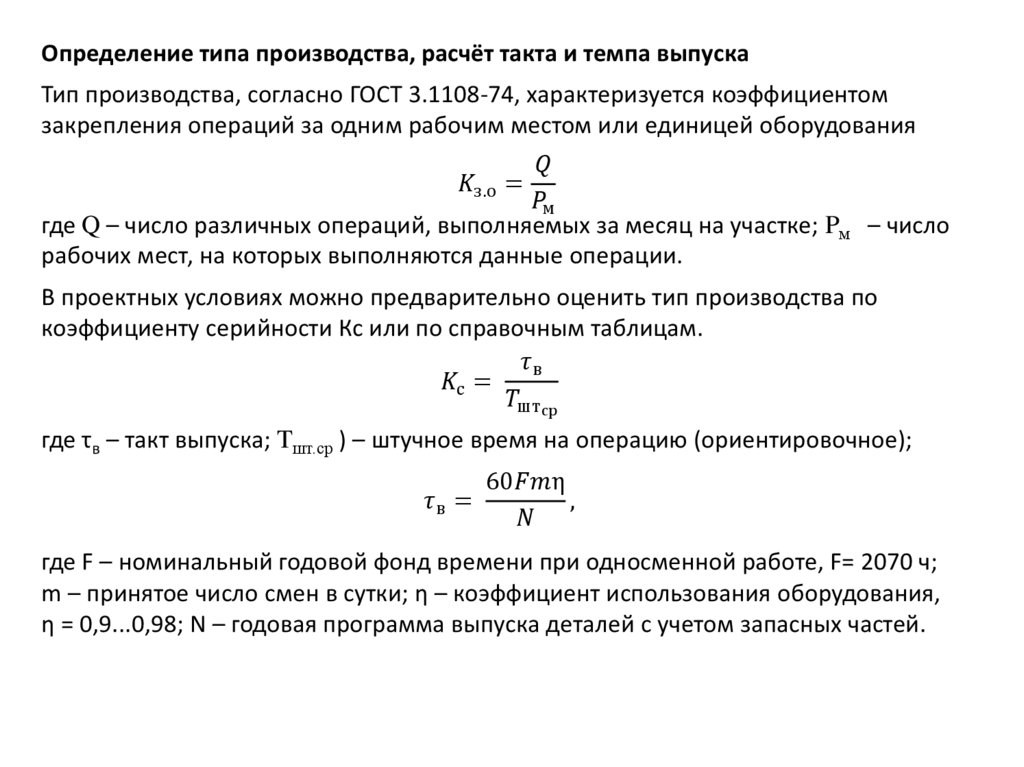
4. Определение типа производства, расчёт такта и темпа выпуска
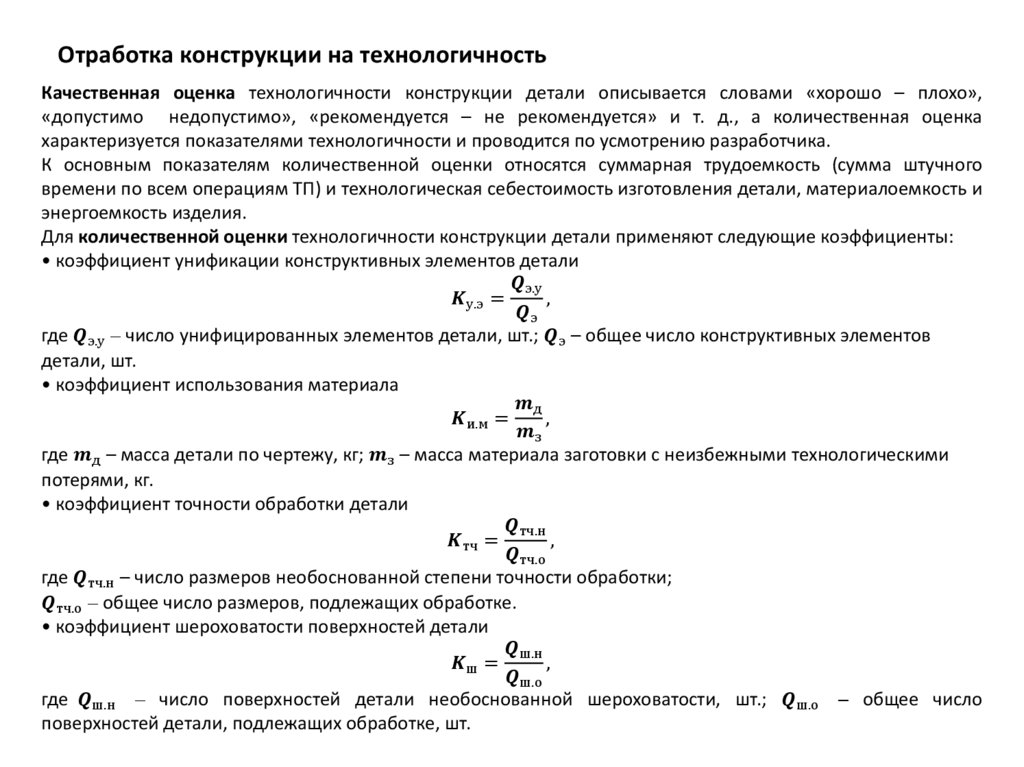
5. Отработка конструкции на технологичность
6. Размерный анализ, расчёт технологических размерных цепей
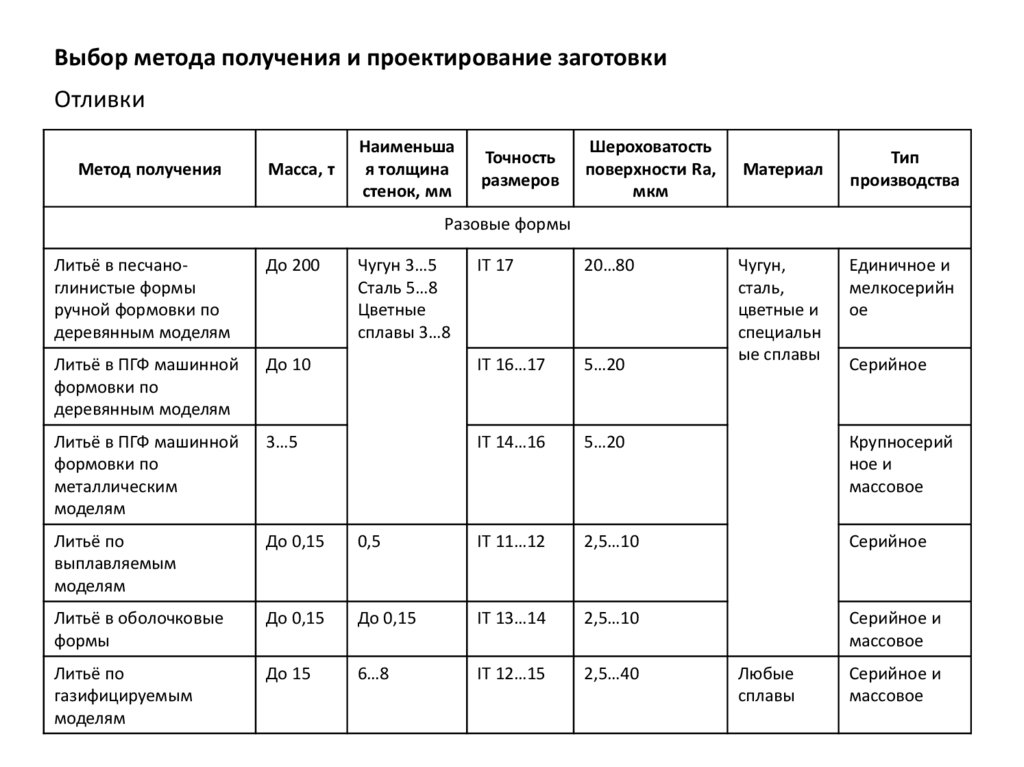
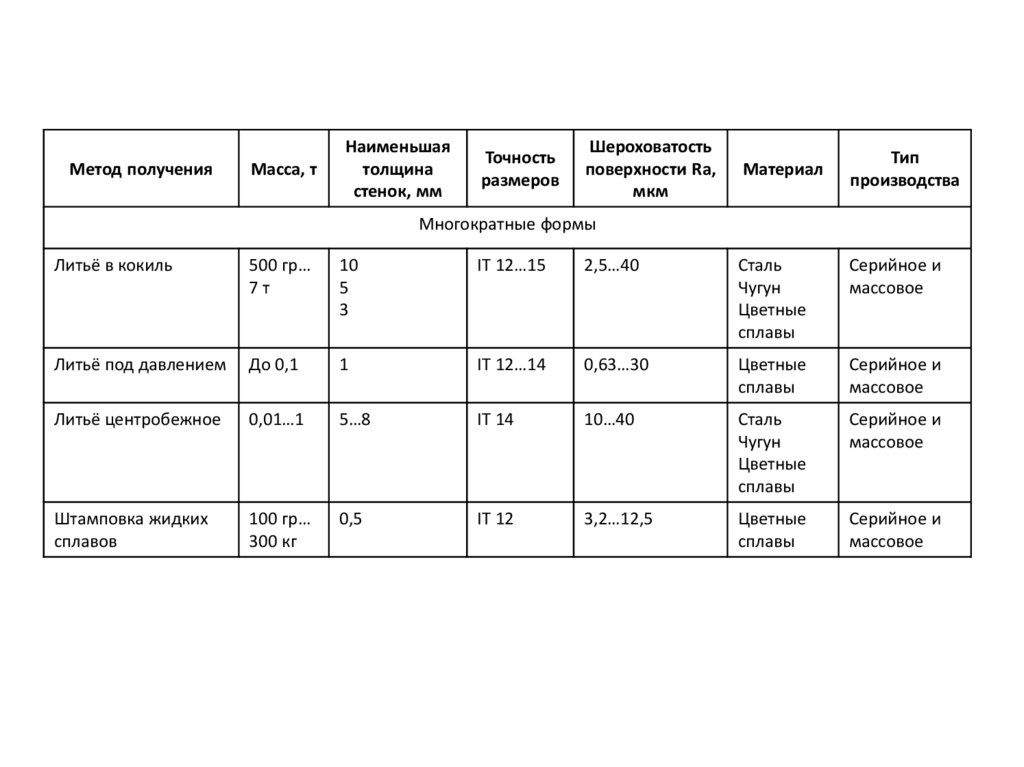
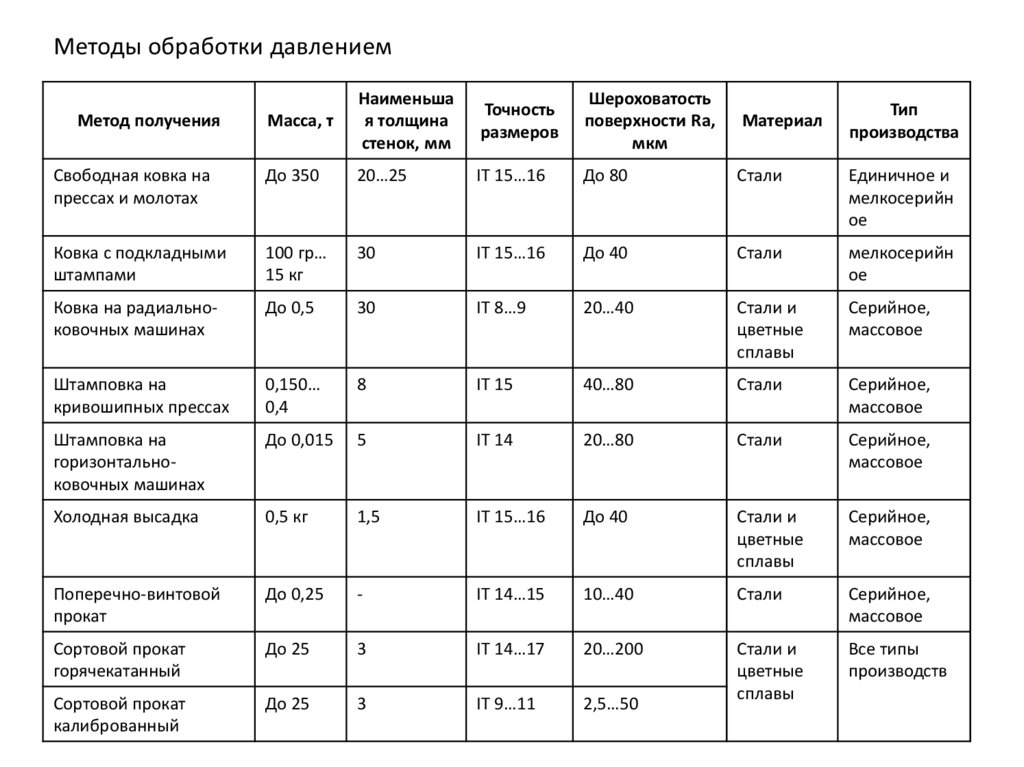
7. Выбор метода получения и проектирование заготовки
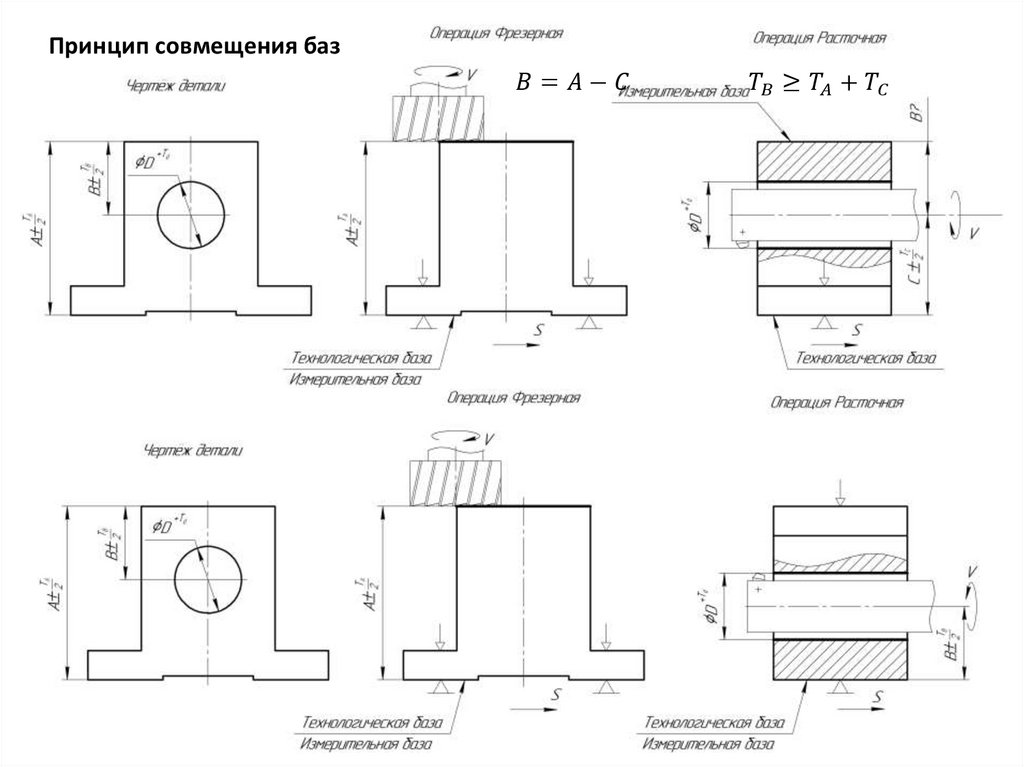
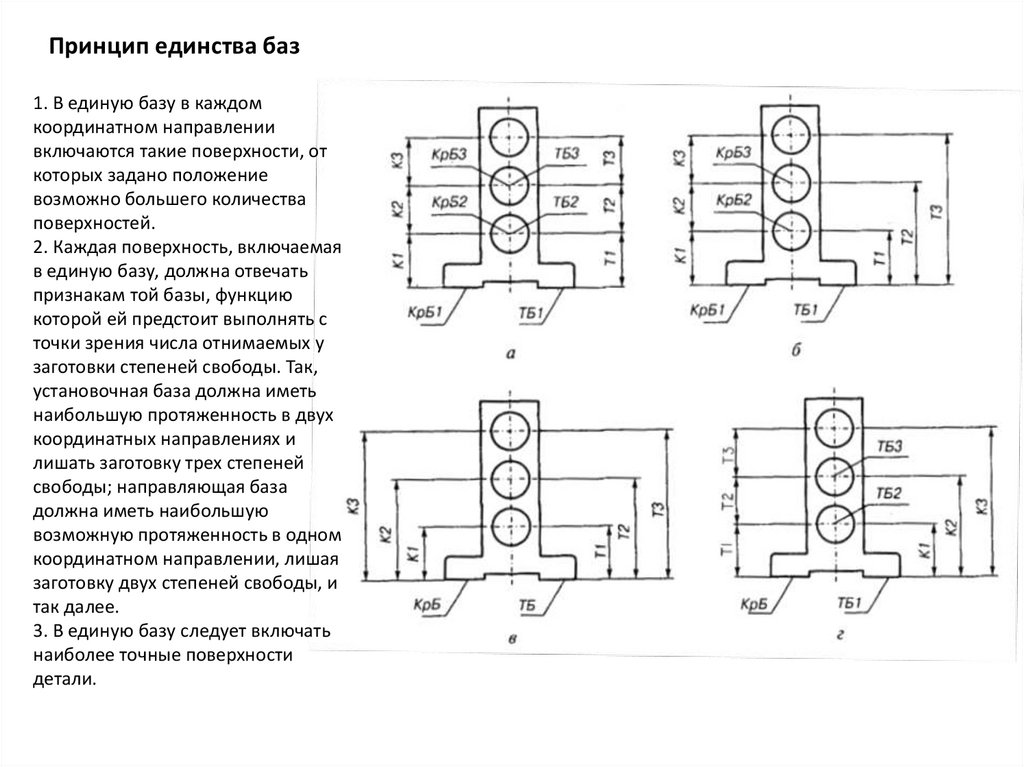
8. Выбор технологических баз
9. Назначение маршрутов обработки отдельных поверхностей
10. Назначение маршрута обработки детали
11. Расчёт припусков на обработку
12. Расчёт промежуточных размеров
13. Выбор инструмента, приспособлений и оборудования
14. Проектирование операций
15. Расчёт режимов резания
16. Расчёт норм времени
17. Оценка технологических вариантов изготовления детали
18. Оформление технологической документации
3.
Анализ исходных данныхК исходным данным относится:
1. Сборочный чертёж с кратким описанием служебного назначения и технических
условий приемки изделия.
2. Рабочие чертежи, определяющие материал, форму и размеры деталей,
точность и качество обработанных поверхностей, особые требования
(твёрдость и структура материала, покрытие, термообработка, балансировка и
т. п.)
3. Объём выпуска изделий, в состав которых входят изготавливаемые детали, с
учётом выпуска запасных частей.
4. Условия, в которых должны осуществляться ТП: вновь проектируемый или
действующий завод, состав оборудования – наличие и перспектива обновления
путем модернизации, получения нового, наличие производственных площадей,
перспективы расширения, наличие и перспективы получения кадров.
5. Стандарты и нормали на полуфабрикаты.
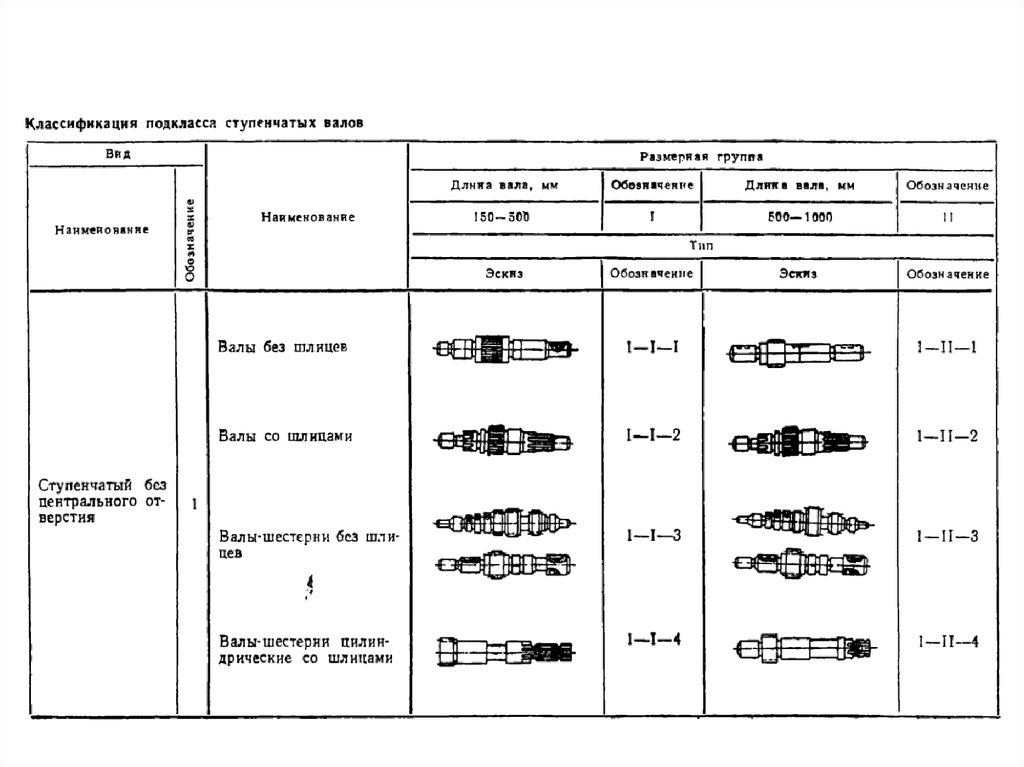
6. Типовые, групповые и рабочие ТП на основные виды деталей.
7. Технологические характеристики оборудования, рабочего и измерительного
инструмента.
8. Различного рода справочная литература, руководящие материалы, инструкции,
нормативы.
4.
Анализ служебного назначенияОписание служебного назначения машины должно отражать следующие данные:
1. Сведения о продукции, которую ей предстоит производить: вид, качество,
количество.
2. Перечень условий, в которых машине предстоит работать и производить
продукцию требуемого качества в необходимом количестве. Условия работы
машины берут из описания технологического процесса изготовления
продукции, они включают комплекс показателей с допустимыми
отклонениями, характеризующих качество исходного продукта, потребляемую
энергию, режимы работы машины и состояние окружающей среды.
3. Требования к экономической эффективности, надежности и
производительности машины. Требуемая производительность машины
определяется в результате разработки технологического процесса изготовления
продукции и проведения технико-экономических расчетов.
4. Требования к внешнему виду, безопасности работы, удобству и простоте
обслуживания и управления, уровню шума, коэффициенту полезного действия
и т. п.
5.
При проведении анализа служебного назначения детали необходимо изучить следующиеаспекты:
1. Описание узла, в который входит деталь. Для этого следует изучить чертежи общих видов
узлов и механизмов, сборочные чертежи.
2. Описание назначения основных её поверхностей и влияния их взаимного расположения,
точности и шероховатости поверхности на качество работы механизма, для которого
изготовляется деталь. Должно быть ясно, какие поверхности и размеры имеют основное,
решающее значение для служебного назначения детали и какие – второстепенное.
3. Выявление основных и вспомогательных конструкторских баз и их размерное описание.
Основные конструкторские базы определяют положение рассматриваемой детали в
сборочной единице, вспомогательные базы определяют положение сопрягаемых
деталей.
4. Формулировка служебного назначения, раскрывающая назначение детали, должна иметь
заключение о принадлежности детали к группе кинематических звеньев (шестерни,
червяки, звёздочки, ходовые винты и пр.) или к группе опорных (базовых) деталей
(корпуса, опоры, фланцы и пр.).
5. Описание функций, которые эта деталь выполняет при работе сборочной единицы. Если
деталь представляет собой кинематическое звено, то нужно указать, какое движение она
передает, от какой детали к какой, какова динамическая нагруженность детали, характер
этой нагрузки, указать конструктивные элементы, воспринимающие и передающие
движение и нагрузку. Если деталь относится к группе опорных, нужно указать, положение
каких деталей в сборочной единице она обеспечивает, выделить среди них те, взаимное
положение которых особенно важно для работы сборочной единицы (прибора,
механизма), уточнить и описать причины, вызывающие особые требования к взаимному
положению этих деталей.
6.
Анализ соответствия технических требований и норм точности служебномуназначению машины
Для перехода от требований служебного назначения к размерным параметрам
машины следует:
1. Выявить исполнительные поверхности машины;
2. Определить виды связей исполнительных поверхностей, посредством которых
машина должна осуществлять технологический процесс и производить
продукцию;
3. Осуществить переход от номинальных значений и допусков параметров
продукции и процесса к параметрам связей исполнительных поверхностей
машины;
4. Преобразовать в номиналах и допусках параметры различного рода связей
исполнительных поверхностей в параметры размерных связей и установить
нормы точности формы, размеров, относительного положения и направления
движения исполнительных поверхностей машины.
7.
Выбор методов достижения требуемой точности машиныПоследовательность выбора метода:
1. Изучение сборочных чертежей и рабочих чертежей деталей.
2. Формулировка решаемых задач, которые требуется решить в процессе
достижения ее точности.
3. Выявление размерных цепей, определяющих параметр качества.
4. Проверка заданных конструктором методов достижения точности. Решение
прямой и обратной задач.
5. Выявление технологических размерных цепей.
6. Расчёт технологических размерных цепей, определение оптимального метода
обеспечения заданной точности.
7. Возможные предложения по корректировке чертежей.
8.
Анализ соответствия требований к точности детали ее служебному назначениюАнализ соответствия требований точности детали её служебному назначению
рекомендуется выполнять в такой последовательности:
1. Рассмотреть предъявляемые требования к заготовке, термической обработке её,
к твёрдости рабочих поверхностей с учётом назначения и условий работы детали
в сборочной единице.
2. Выявить размеры детали, имеющие наиболее жёсткие допуски, и установить
соответствие их служебному назначению исходя из условий эксплуатации
детали.
3. Проверить, какие имеются в технических требованиях ограничения по
отклонениям формы и взаимного расположения поверхностей, суммарные
допуски формы и расположения. Дать обоснования необходимости их
выполнения на основе анализа чертежа сборочной единицы и условий работы
детали.
4. Проверить, соответствует ли заданная конструктором шероховатость
поверхностей требуемой точности обработки или служебному назначению
поверхности детали в сборочной единице. Завышенные требования к точности и
шероховатости приводят к усложнению технологического процесса и повышению
трудоёмкости обработки. Резкое повышение трудоемкости обработки детали
происходит при точности наружных поверхностей выше 5-го квалитета и
значений шероховатости меньше Rа 0,63 мкм, а отверстий — выше 6-го
квалитета и значений шероховатости меньше Ra 2,5 мкм.
9.
Определение типа производства, расчёт такта и темпа выпускаТип производства, согласно ГОСТ 3.1108-74, характеризуется коэффициентом
закрепления операций за одним рабочим местом или единицей оборудования