



 industry
industrySimilar presentations:










Проектирование технологического процесса сборки изделия
1.
Проектирование технологического процессасборки изделия
2.
Технологическим процессом сборки называется совокупностьопераций по соединению, координированию, фиксации, закреплению
деталей и сборочных единиц для обеспечения их относительного
положения и движения, необходимого функциональным назначением
сборочной единицы и общей сборки прибора.
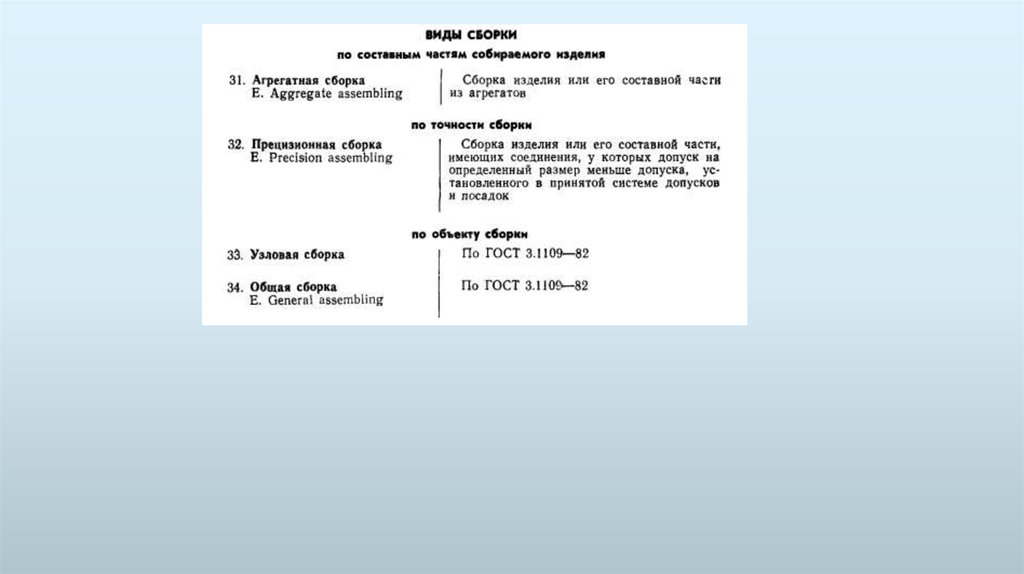
Сборка - это образование разъемных или неразъемных соединений составных
частей, узлов или других изделий. Узловая сборка - это оборка, объектом которой
является составная часть изделия. Общая сборка - это сборка, объектом которой
является изделие в целом.
Классификация видов соединений.
1. По целостности соединений: разъемное и неразъемное соединение.
2. По подвижности составных частей: подвижное и неподвижное соединение.
3. По форме сопрягаемых поверхностей: плоская, цилиндрическая ,коническая и т.п.
4. По методу образования соединений: резьбовое, шпоночное, штифтовое, прессовое и т.д.
3.
4.
5.
6.
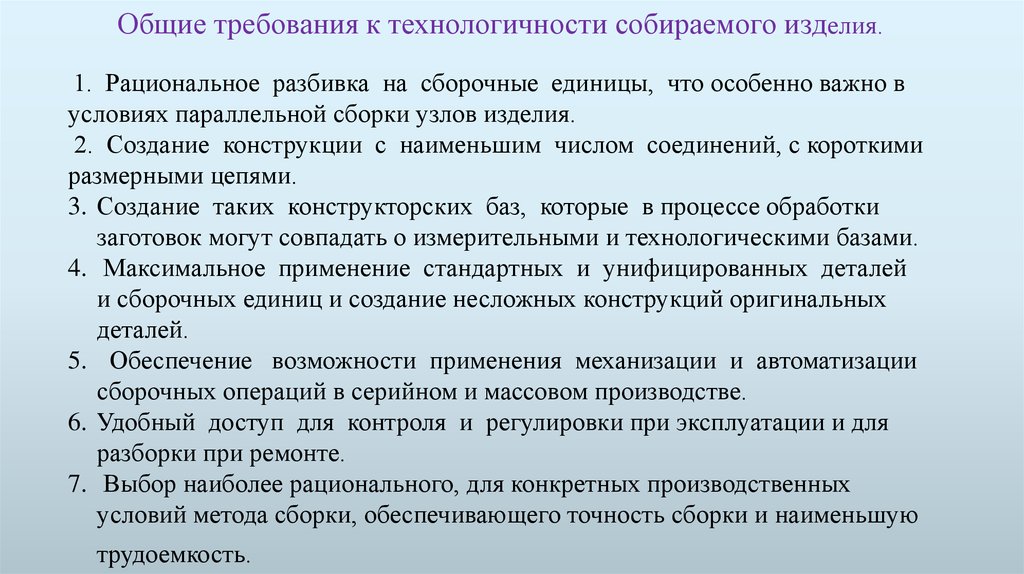
Общие требования к технологичности собираемого изделия.1. Рациональное разбивка на сборочные единицы, что особенно важно в
условиях параллельной сборки узлов изделия.
2. Создание конструкции с наименьшим числом соединений, с короткими
размерными цепями.
3. Создание таких конструкторских баз, которые в процессе обработки
заготовок могут совпадать о измерительными и технологическими базами.
4. Максимальное применение стандартных и унифицированных деталей
и сборочных единиц и создание несложных конструкций оригинальных
деталей.
5. Обеспечение возможности применения механизации и автоматизации
сборочных операций в серийном и массовом производстве.
6. Удобный доступ для контроля и регулировки при эксплуатации и для
разборки при ремонте.
7. Выбор наиболее рационального, для конкретных производственных
условий метода сборки, обеспечивающего точность сборки и наименьшую
трудоемкость.
7.
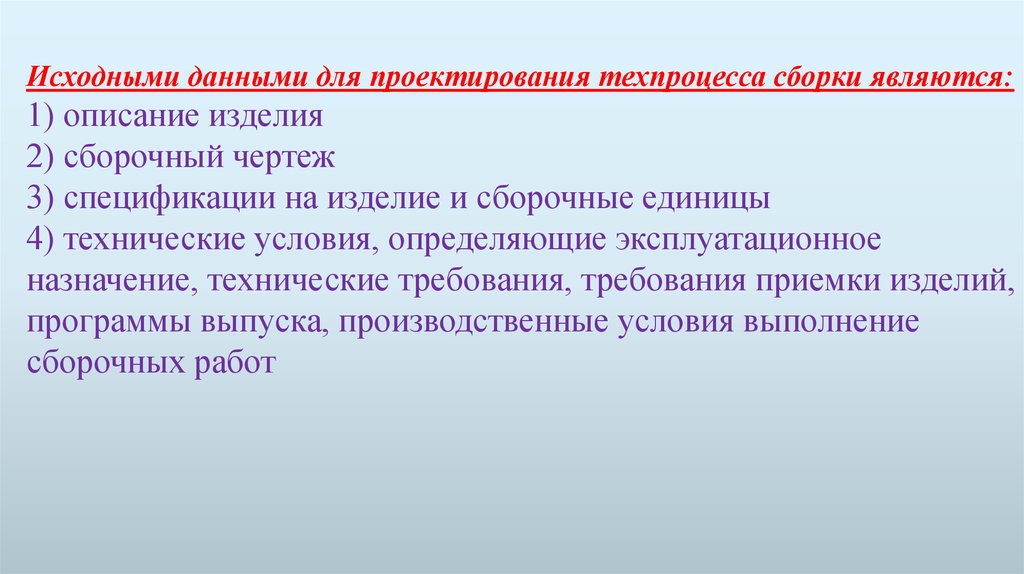
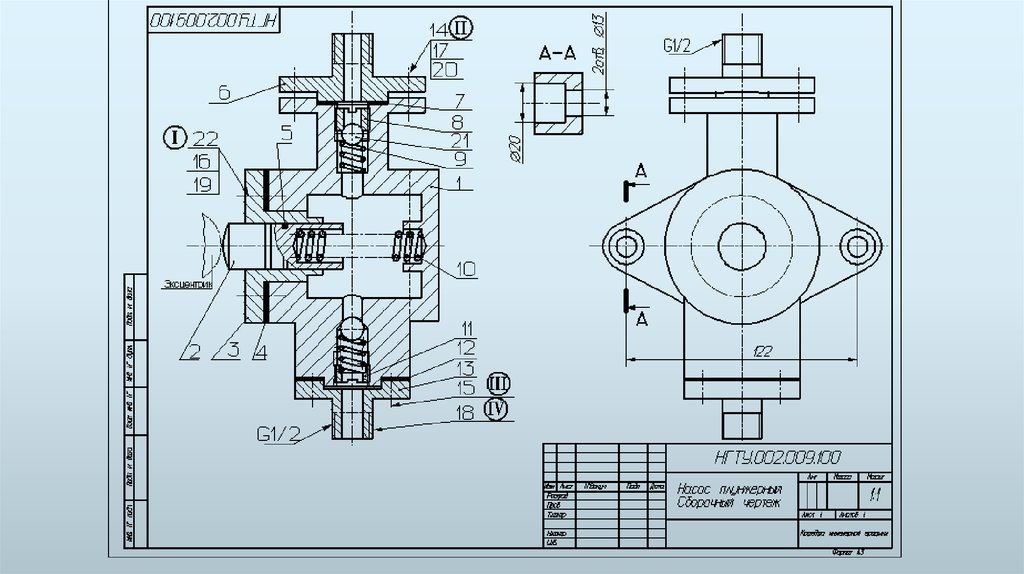
Исходными данными для проектирования техпроцесса сборки являются:1) описание изделия
2) сборочный чертеж
3) спецификации на изделие и сборочные единицы
4) технические условия, определяющие эксплуатационное
назначение, технические требования, требования приемки изделий,
программы выпуска, производственные условия выполнение
сборочных работ
8.
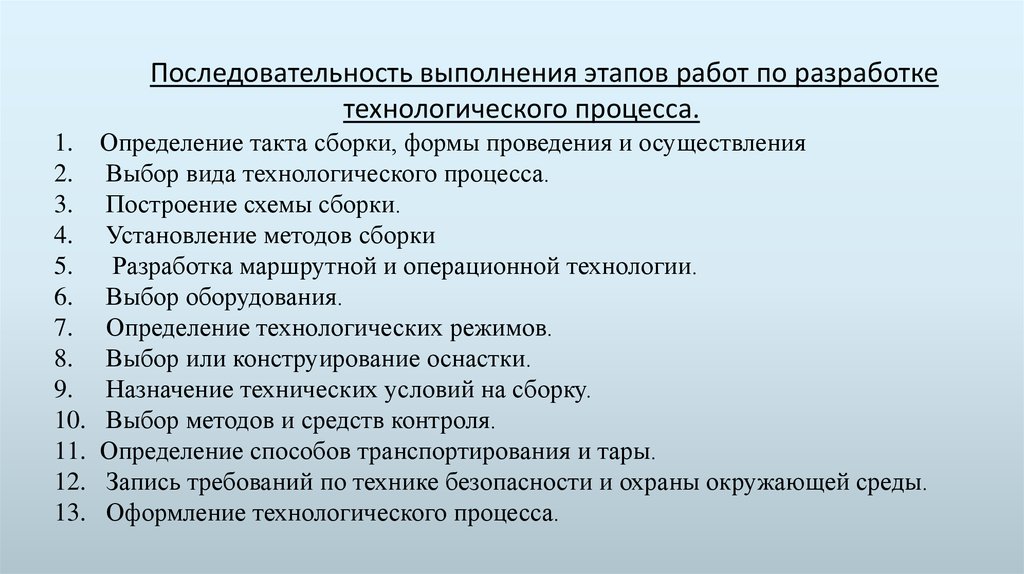
Последовательность выполнения этапов работ по разработкетехнологического процесса.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Определение такта сборки, формы проведения и осуществления
Выбор вида технологического процесса.
Построение схемы сборки.
Установление методов сборки
Разработка маршрутной и операционной технологии.
Выбор оборудования.
Определение технологических режимов.
Выбор или конструирование оснастки.
Назначение технических условий на сборку.
Выбор методов и средств контроля.
Определение способов транспортирования и тары.
Запись требований по технике безопасности и охраны окружающей среды.
Оформление технологического процесса.
9.
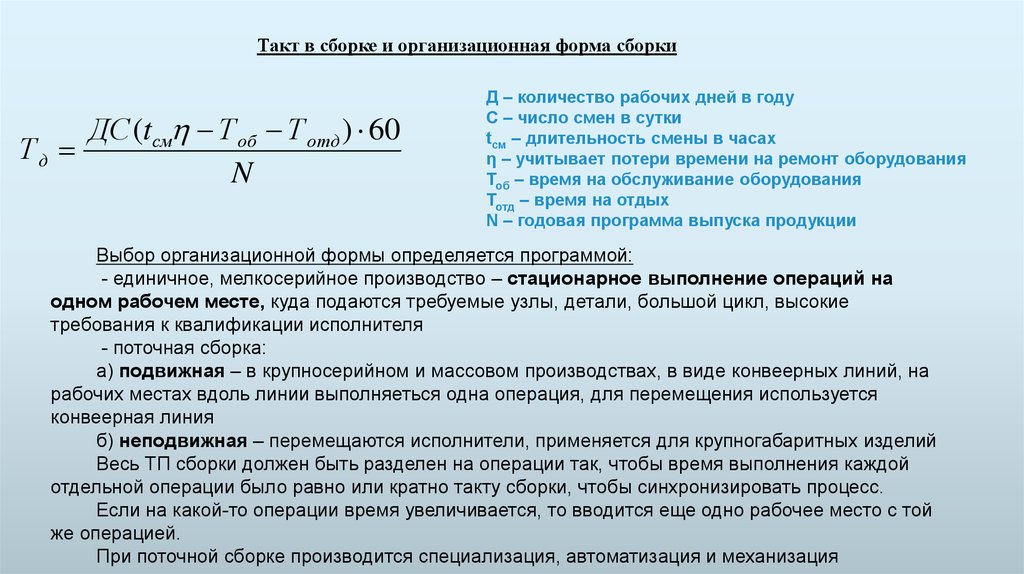
Такт в сборке и организационная форма сборкиДС (tсм Т об Т отд ) 60
Тд
N
Д – количество рабочих дней в году
С – число смен в сутки
tсм – длительность смены в часах
η – учитывает потери времени на ремонт оборудования
Тоб – время на обслуживание оборудования
Тотд – время на отдых
N – годовая программа выпуска продукции
Выбор организационной формы определяется программой:
- единичное, мелкосерийное производство – стационарное выполнение операций на
одном рабочем месте, куда подаются требуемые узлы, детали, большой цикл, высокие
требования к квалификации исполнителя
- поточная сборка:
а) подвижная – в крупносерийном и массовом производствах, в виде конвеерных линий, на
рабочих местах вдоль линии выполняеться одна операция, для перемещения используется
конвеерная линия
б) неподвижная – перемещаются исполнители, применяется для крупногабаритных изделий
Весь ТП сборки должен быть разделен на операции так, чтобы время выполнения каждой
отдельной операции было равно или кратно такту сборки, чтобы синхронизировать процесс.
Если на какой-то операции время увеличивается, то вводится еще одно рабочее место с той
же операцией.
При поточной сборке производится специализация, автоматизация и механизация
10.
Схемы сборки.Схема сборки - это графическое изображение всех деталей (Д) и сборочных единиц
(СЕ) входящих в собираемое изделие (ОС) в последовательности их вхождения,
т.е. в последовательности установки в изделие.
1) узловые – отражают входимость одних сборочных единиц в другие
2) общие – охватывают все элементы
3) развернутые – наиболее раскрытые
4) веерные – с точки зрения ТП носят вспомогательный характер
11.
12.
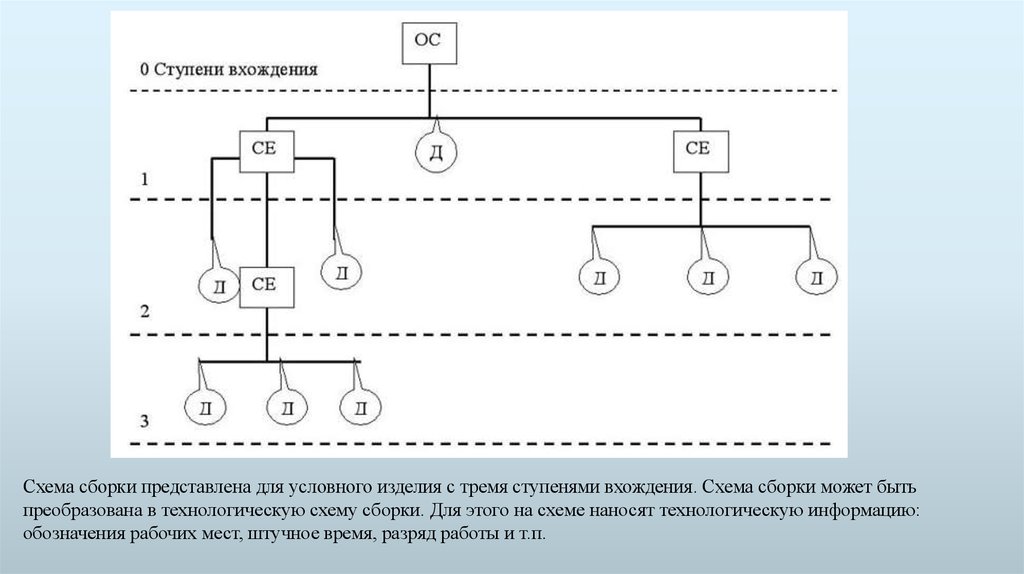
Схема сборки представлена для условного изделия с тремя ступенями вхождения. Схема сборки может бытьпреобразована в технологическую схему сборки. Для этого на схеме наносят технологическую информацию:
обозначения рабочих мест, штучное время, разряд работы и т.п.
13.
Веерная схема сборки14.
Технологические схемы сборки – это графическоеизображение последовательности сборки сборочных
единиц (узлов) и изделий.
15.
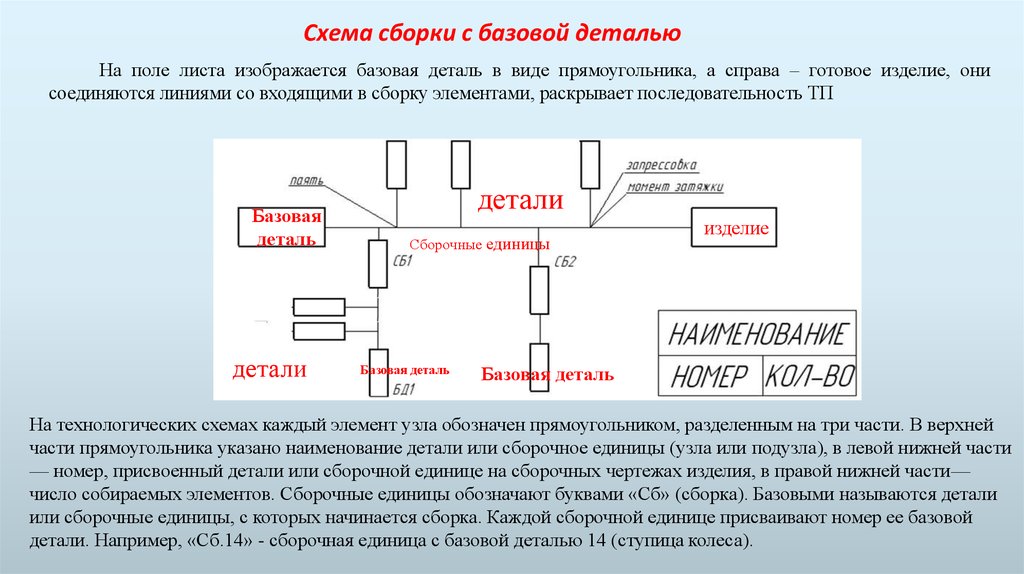
Схема сборки с базовой детальюНа поле листа изображается базовая деталь в виде прямоугольника, а справа – готовое изделие, они
соединяются линиями со входящими в сборку элементами, раскрывает последовательность ТП
Базовая
деталь
детали
детали
Сборочные единицы
Базовая деталь
изделие
Базовая деталь
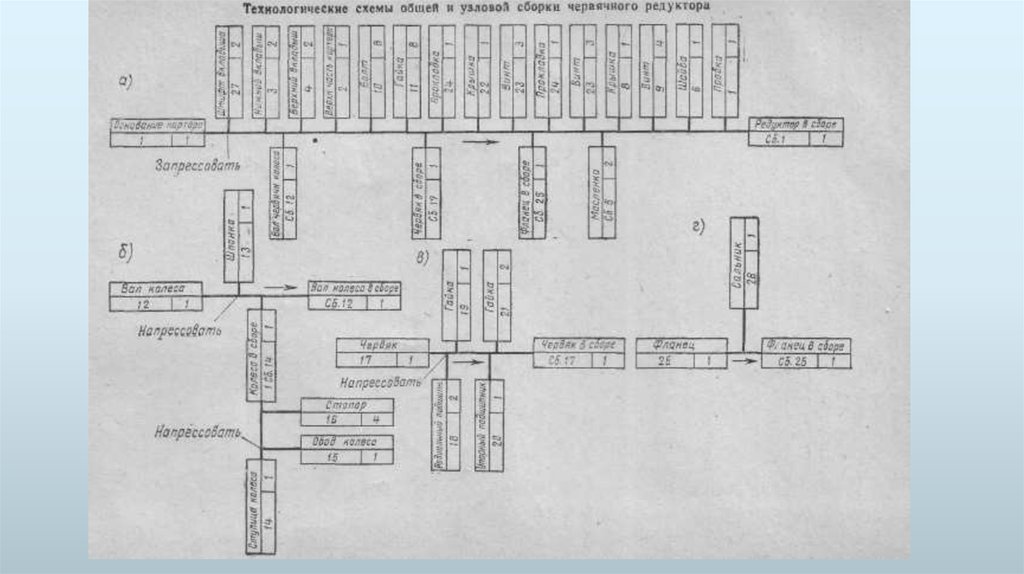
На технологических схемах каждый элемент узла обозначен прямоугольником, разделенным на три части. В верхней
части прямоугольника указано наименование детали или сборочное единицы (узла или подузла), в левой нижней части
— номер, присвоенный детали или сборочной единице на сборочных чертежах изделия, в правой нижней части—
число собираемых элементов. Сборочные единицы обозначают буквами «Сб» (сборка). Базовыми называются детали
или сборочные единицы, с которых начинается сборка. Каждой сборочной единице присваивают номер ее базовой
детали. Например, «Сб.14» - сборочная единица с базовой деталью 14 (ступица колеса).
16.
17.
18.
19.
20.
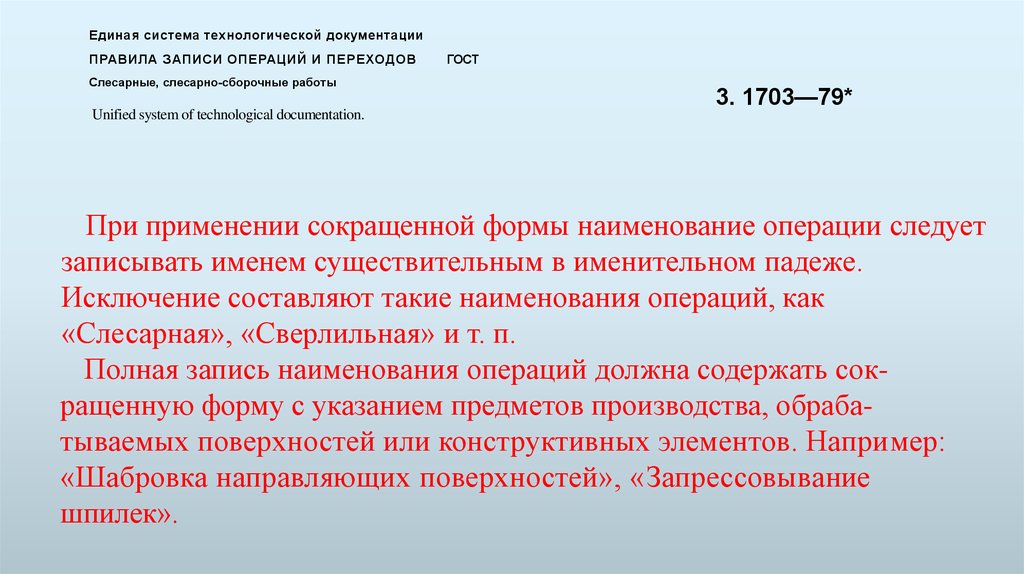
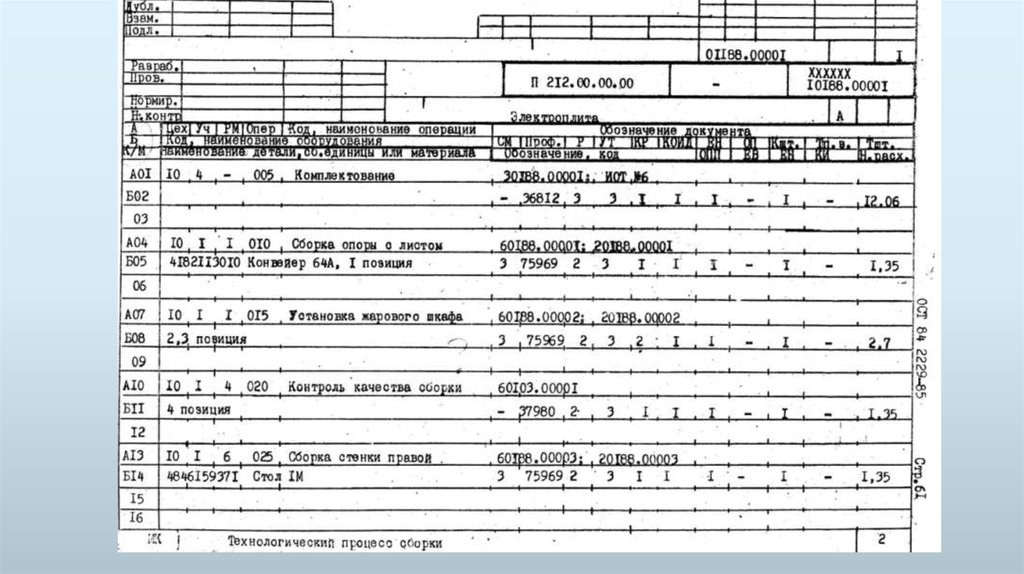
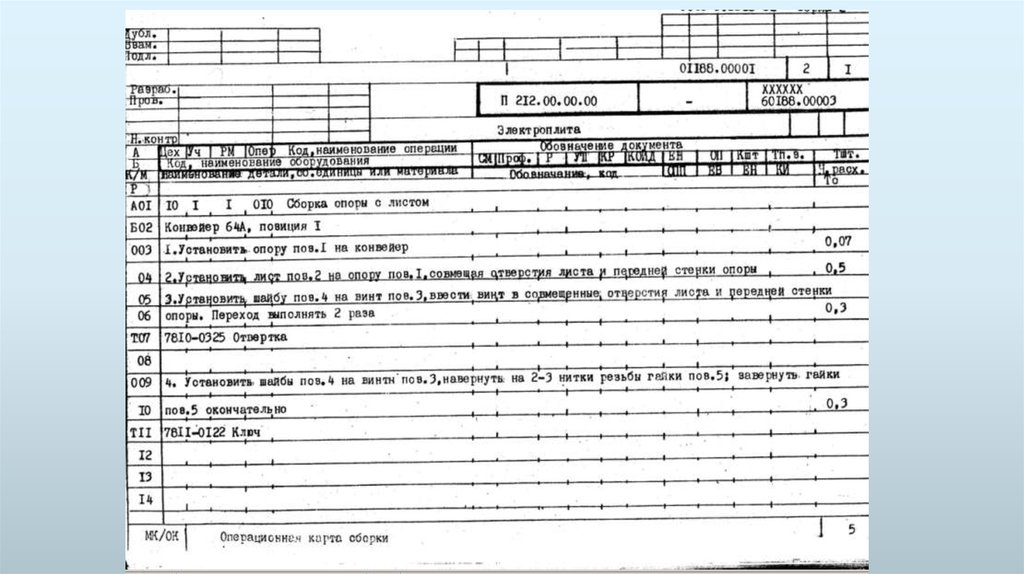
Единая система технологической документацииПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Слесарные, слесарно-сборочные работы
Unified system of technological documentation.
ГОСТ
3. 1703—79*
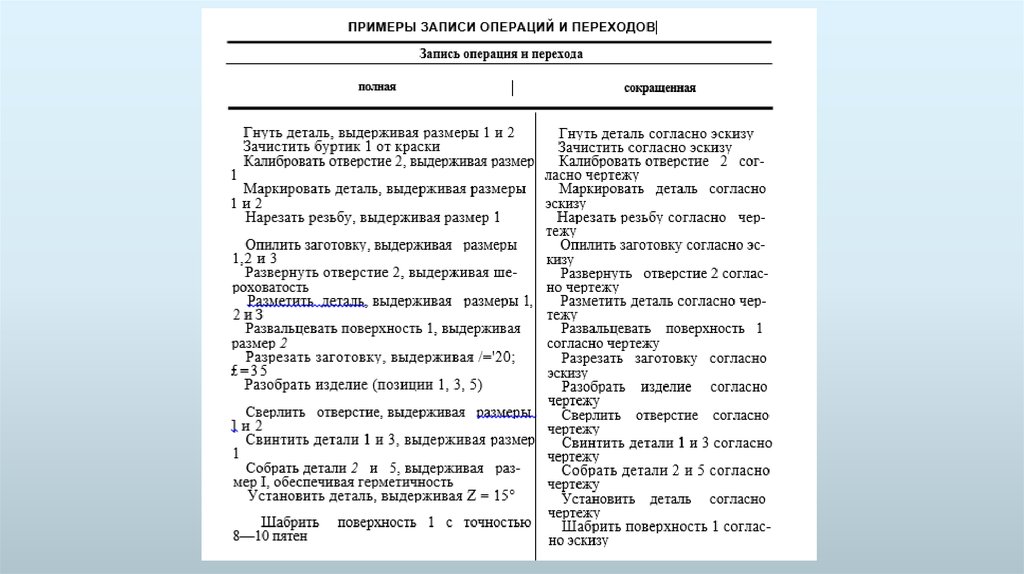
При применении сокращенной формы наименование операции следует
записывать именем существительным в именительном падеже.
Исключение составляют такие наименования операций, как
«Слесарная», «Сверлильная» и т. п.
Полная запись наименования операций должна содержать сокращенную форму с указанием предметов производства, обрабатываемых поверхностей или конструктивных элементов. Например:
«Шабровка направляющих поверхностей», «Запрессовывание
шпилек».
21.
22.
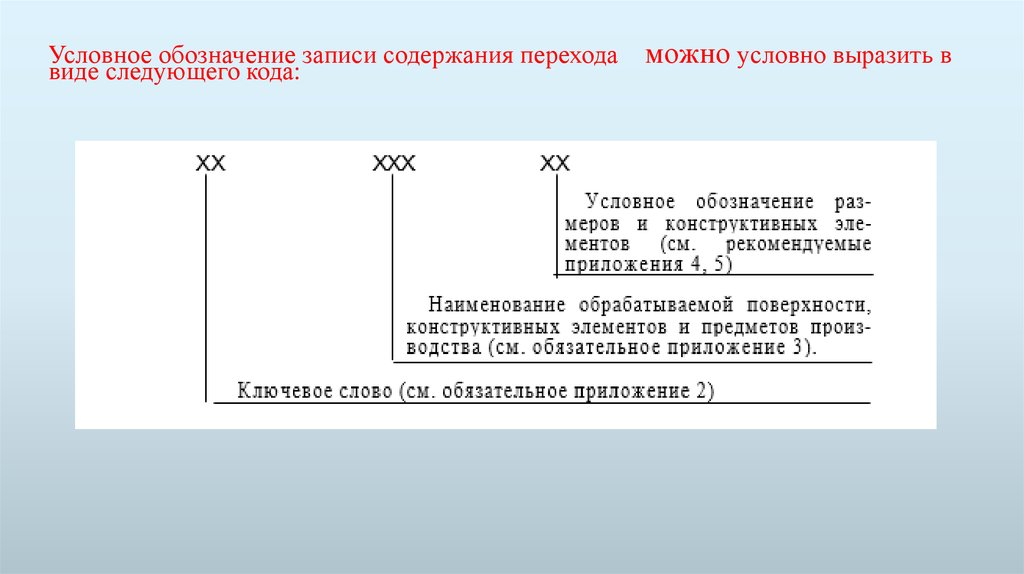
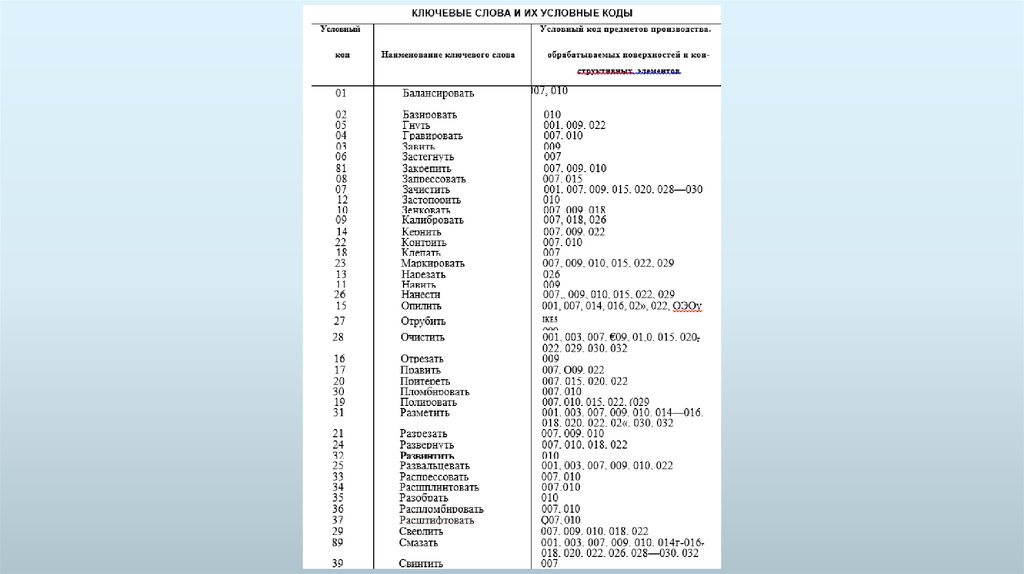
Условное обозначение записи содержания переходавиде следующего кода:
можно условно выразить в