





 industry
industrySimilar presentations:






 с целью повышения износостойкости трибоузлов")



Перспективные технологии упрочнения шнеков кормовых экструдеров
1.
РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙУНИВЕРСИТЕТ-МСХА ИМЕНИ К.А. ТИМИРЯЗЕВА
ПРЕСПЕКТИВНЫЕ ТЕХНОЛОГИИ
УПРОЧНЕНИЯ ШНЕКОВ КОРМОВЫХ
ЭКСТРУДЕРОВ
Выполнили: Белоусов Дмитрий Валерьевич, Эртек Мария Андреевна
Студенты 1 курса магистратуры, института
РГАУ - МСХА Им. К.А. Тимирязева
2.
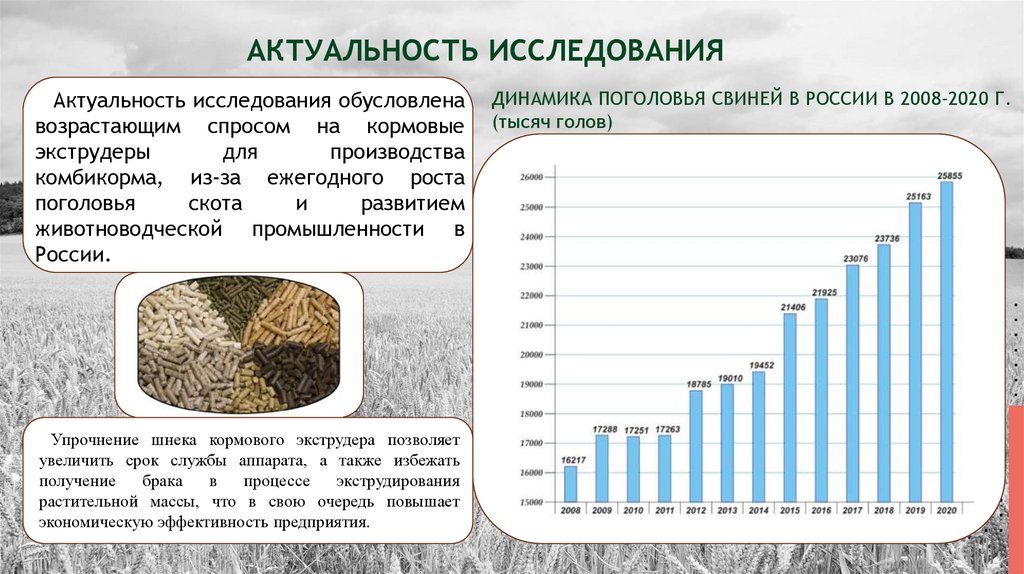
АКТУАЛЬНОСТЬ ИССЛЕДОВАНИЯАктуальность исследования обусловлена
возрастающим спросом на кормовые
экструдеры
для
производства
комбикорма, из-за ежегодного роста
поголовья
скота
и
развитием
животноводческой промышленности в
России.
Упрочнение шнека кормового экструдера позволяет
увеличить срок службы аппарата, а также избежать
получение
брака
в
процессе
экструдирования
растительной массы, что в свою очередь повышает
экономическую эффективность предприятия.
ДИНАМИКА ПОГОЛОВЬЯ СВИНЕЙ В РОССИИ В 2008-2020 Г.
(тысяч голов)
3.
ЦЕЛИ И ЗАДАЧИ ИССЛЕДОВАНИЯЦелью работы является проанализировать перспективные методы упрочения
шнека кормового экструдера для нахождения наиболее эффективного способа
упрочения поверхности детали. Необходимо сравнить методы упрочения, их
экономическую стоимость и получаемую эффективность упрочнения.
Для решения поставленной цели рассмотрим 4 перспективных метода упрочнения:
1.Наплавка карбидосодержащих материалов
2.Термическая закалка
3.Метод электрического упрочнения
4.Химико-термическая обработка
4.
Наплавка карбидосодержащих материаловНа
винтовую
поверхность
шнека
наплавляется
порошковая проволока Endotec°DO30 или Teromatec 4601 с
твердостью наплавленного слоя 60-65 HRC. Наплавленный
металл имеет мартенситную структуру с включенными
боридом железа, а так же карбидами хрома и железа.
Торцевая
часть
витков
на
стороне
проталкивания
поверхности шириной 30 мм наплавляется с помощью
шнурового припоя X`Abradur 7888T. Данная технология
позволяет увеличить износостойкость шнека в 4-5 раз и
более.
Однако необходимо провести дополнительные анализы получаемого упрочнённого слоя на
наличие в нём допускаемой нормы содержащихся токсичных веществ.
5.
Термическая закалкаТемпературное воздействие на различные материалы с целью
изменения
их
структуры
и
свойств
является
самым
распространенным способом упрочнения. При поверхностной
закалке закаливается только верхний слой, примерно на 1-2 мм.
Деталь нагревают до 800-1000°С, выдерживают некоторое время,
а затем быстро охлаждают в воде или масле. Прочность
получаемой поверхности увеличивается в 2 раза, но также
увеличивается
хрупкость
из-за
возникновения
внутренних
напряжений во время закалки.
Преимущество данного способа является низкая стоимость по
сравнению с другими методами, также этот способ упрочнения
не несёт увеличение параметра износостойкости, что негативно
сказывается на сроке службы детали.
6.
Метод электрического упрочненияЭлектроискровое
поверхностей
износостойких
и
упрочнение
относится
покрытий.
к
Метод
металлических
методу
нанесения
электроискрового
упрочнения позволяет увеличить износостойкость в 2-4
раза при нанесении слоя 4-10 мкм с микротвёрдостью 7001200 МПа, и с шероховатостью Rа 1,25. Нанесение
износостойких покрытий методом КИБ основывается на
электродуговом распылении материала с последующей
концентрацией продуктов плазменной реакции на рабочей
поверхности.
К недостаткам метода электроискрового упрочнения
относят
локальность
применения,
малую производительность процесса, относительную
строгость в подборе режимов обработки, в связи с чем
возникает
необходимость
привлечения
высококвалифицированных операторов.
Слой электроискровой наплавки на углеродистой стали
7.
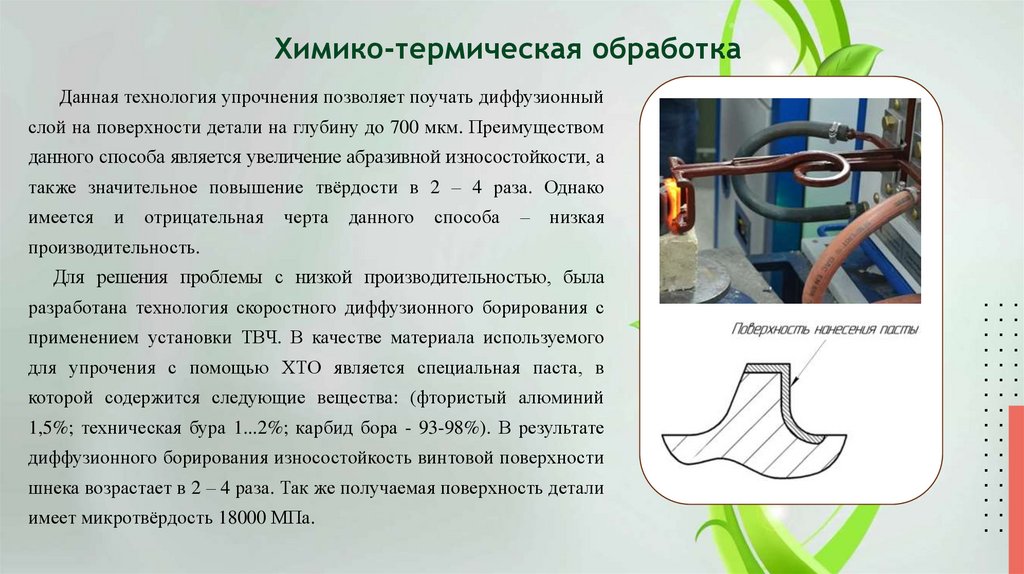
Химико-термическая обработкаДанная технология упрочнения позволяет поучать диффузионный
слой на поверхности детали на глубину до 700 мкм. Преимуществом
данного способа является увеличение абразивной износостойкости, а
также значительное повышение твёрдости в 2 – 4 раза. Однако
имеется
и
отрицательная
черта
данного
способа
–
низкая
производительность.
Для решения проблемы с низкой производительностью, была
разработана технология скоростного диффузионного борирования с
применением установки ТВЧ. В качестве материала используемого
для упрочения с помощью ХТО является специальная паста, в
которой содержится следующие вещества: (фтористый алюминий
1,5%; техническая бура 1...2%; карбид бора - 93-98%). В результате
диффузионного борирования износостойкость винтовой поверхности
шнека возрастает в 2 – 4 раза. Так же получаемая поверхность детали
имеет микротвёрдость 18000 МПа.
8.
ВыводыВ настоящее время ввоз в Россию карбидосодержащих наплавочных материалов из-за границы
затруднителен, что делает способ упрочнения наплавкой экономически не эффективным. Термическая
закалка увеличивает прочность поверхности всего в 2 раза, но имеет низкую стоимость. Для
электроискрового
упрочнения
необходимо
высокоточное
оборудование,
а
также высококвалифицированные работники, что делает данный метод дорогим в применение.
Проанализировав перспективные методы упрочнения, можно сделать вывод что использование ХТО
является наилучшим методом упрочнения шнека.
Диффузионное борирование при помощи химико-термической обработки имеет следующие
преимущества:
• Увеличение износостойкости в 2-4 раза
• Получаемая микротвёрдость упрочняемого слоя 18000 МПа
• Высокая скорость процесса борирования 60-120 с
• Себестоимость упрочнение шнека варьируется от 5000 до 15000 рублей
9.
СПАСИБО ЗАВНИМАНИЕ !