







 industry
industrySimilar presentations:







")


Час качества на производстве
1.
ЧАС КАЧЕСТВА НА ПРОИЗВОДСТВЕ 17.01.24Директор по качеству Хуснутдинов А.Т.
2.
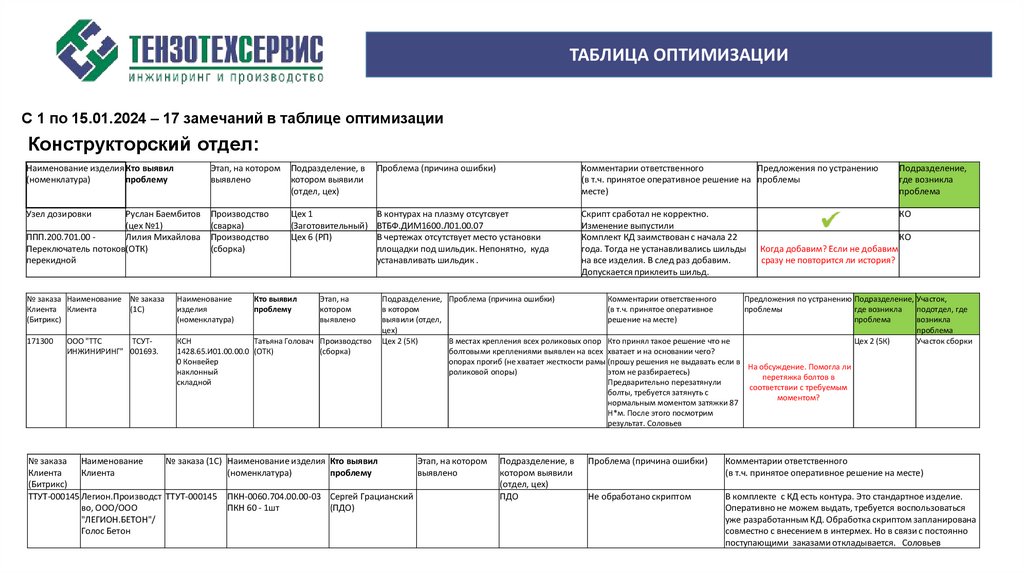
ТАБЛИЦА ОПТИМИЗАЦИИС 1 по 15.01.2024 – 17 замечаний в таблице оптимизации
Конструкторский отдел:
Наименование изделия Кто выявил
(номенклатура)
проблему
Этап, на котором
выявлено
Подразделение, в
котором выявили
(отдел, цех)
Узел дозировки
Производство
(сварка)
Производство
(сборка)
Цех 1
В контурах на плазму отсутсвует
(Заготовительный) ВТБФ.ДИМ1600.Л01.00.07
Цех 6 (РП)
В чертежах отсутствует место установки
площадки под шильдик. Непонятно, куда
устанавливать шильдик .
Руслан Баембитов
(цех №1)
ППП.200.701.00 Лилия Михайлова
Переключатель потоков(ОТК)
перекидной
№ заказа Наименование № заказа
Клиента Клиента
(1C)
(Битрикс)
Наименование
изделия
(номенклатура)
171300
КСН
Татьяна Головач Производство
1428.65.И01.00.00.0 (ОТК)
(сборка)
0 Конвейер
наклонный
складной
ООО "ТТС
ТСУТИНЖИНИРИНГ" 001693.
Кто выявил
проблему
Этап, на
котором
выявлено
Проблема (причина ошибки)
Комментарии ответственного
Предложения по устранению
(в т.ч. принятое оперативное решение на проблемы
месте)
Подразделение,
где возникла
проблема
Скрипт сработал не корректно.
Изменение выпустили
Комплект КД заимствован с начала 22
года. Тогда не устанавливались шильды
на все изделия. В след раз добавим.
Допускается приклеить шильд.
КО
КО
Когда добавим? Если не добавим
сразу не повторится ли история?
Подразделение, Проблема (причина ошибки)
Комментарии ответственного
Предложения по устранению Подразделение, Участок,
в котором
(в т.ч. принятое оперативное
проблемы
где возникла
подотдел, где
выявили (отдел,
решение на месте)
проблема
возникла
цех)
проблема
Цех 2 (5К)
В местах крепления всех роликовых опор Кто принял такое решение что не
Цех 2 (5К)
Участок сборки
болтовыми креплениями выявлен на всех хватает и на основании чего?
опорах прогиб (не хватает жесткости рамы (прошу решения не выдавать если в
На обсуждение. Помогла ли
роликовой опоры)
этом не разбираетесь)
перетяжка болтов в
Предварительно перезатянули
соответствии с требуемым
болты, требуется затянуть с
моментом?
нормальным моментом затяжки 87
Н*м. После этого посмотрим
результат. Соловьев
№ заказа Наименование
№ заказа (1C) Наименование изделия Кто выявил
Этап, на котором
Клиента
Клиента
(номенклатура)
проблему
выявлено
(Битрикс)
ТТУТ-000145 Легион.Производст ТТУТ-000145 ПКН-0060.704.00.00-03 Сергей Грацианский
во, ООО/ООО
ПКН 60 - 1шт
(ПДО)
"ЛЕГИОН.БЕТОН"/
Голос Бетон
Подразделение, в
котором выявили
(отдел, цех)
ПДО
Проблема (причина ошибки)
Комментарии ответственного
(в т.ч. принятое оперативное решение на месте)
Не обработано скриптом
В комплекте с КД есть контура. Это стандартное изделие.
Оперативно не можем выдать, требуется воспользоваться
уже разработанным КД. Обработка скриптом запланирована
совместно с внесением в интермех. Но в связи с постоянно
поступающими заказами откладывается. Соловьев
3.
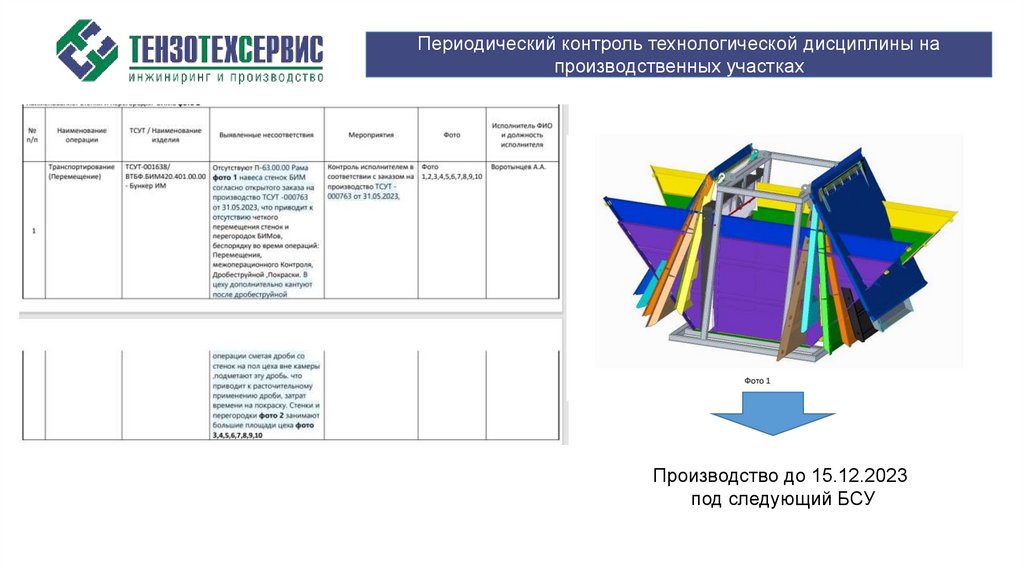
Периодический контроль технологической дисциплины напроизводственных участках
Производство:
№ заказа
Клиента
(Битрикс)
149133
Наименование
Клиента
№ заказа (1C)
Наименование изделия
(номенклатура)
Кто выявил проблему Этап, на котором
выявлено
Подразделение, в
котором выявили
(отдел, цех)
Производство (сварка) Цех 2 (5К)
Проблема (причина ошибки)
СЗ ДСК-1
ТСУТ-001640
Узел дозирования
инертных материалов
Вячеслав Крысин (ТО)
В сварных швах выявлены дефекты: поры (свищи),
единичный непровар свариваемых кромок, твердые
включения в виде торчащей проволоки. В отдельных
местах сварные прихватки не перекрыты сварным швом.
Также выявлены наличия брызг расплавленного металла
на поверхности швов и по их границам (в зонах
термического влияния). Акт №40 Контроль
технологической дисциплины.
4.
Периодический контроль технологической дисциплины напроизводственных участках
Производство:
5.
Периодический контроль технологической дисциплины напроизводственных участках
Производство:
№ заказа
Клиента
(Битрикс)
б/н
Наименование Клиента № заказа (1C)
Наименование изделия
(номенклатура)
Кто выявил проблему
Склад ГП №2
Стенка (перегородка) БИМ
Вячеслав Крысин (ТО)
ТСУТ-001805
Этап, на котором
выявлено
Подразделение, в
котором выявили
(отдел, цех)
Производство (сварка) Цех 2 (5К)
Проблема (причина ошибки)
Предложения по устранению проблемы
Сборка под сварку отдельных элементов
Требуется обязательная зачистка
металлоконструкции выполнена по ржавчине. Акт №42 КТД свариваемых кромок деталей перед
(Контроль технологической дисциплины)
сборочно-сварочными работами. При
подобном нарушении технологии
сварные прихватки следует удалить,
произвести зачистку свариваемых
кромок деталей с последующей
повторной сборкой прихватками.
6.
Периодический контроль технологической дисциплины напроизводственных участках
Производство до 15.12.2023
под следующий БСУ
7.
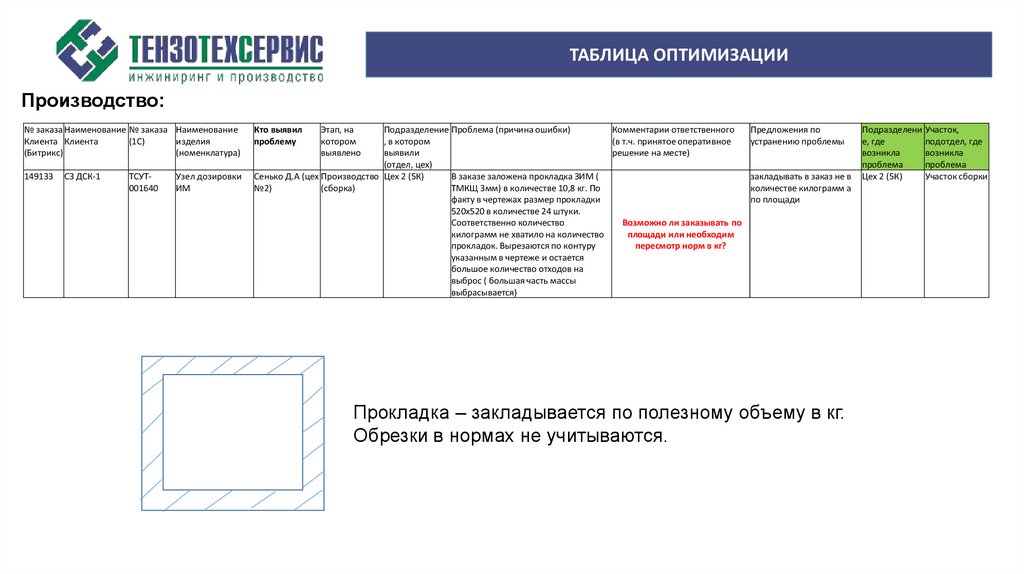
ТАБЛИЦА ОПТИМИЗАЦИИПроизводство:
№ заказа Наименование № заказа Наименование
Клиента Клиента
(1C)
изделия
(Битрикс)
(номенклатура)
149133
СЗ ДСК-1
ТСУТ001640
Узел дозировки
ИМ
Кто выявил
проблему
Этап, на
котором
выявлено
Подразделение Проблема (причина ошибки)
Комментарии ответственного
, в котором
(в т.ч. принятое оперативное
выявили
решение на месте)
(отдел, цех)
Сенько Д.А (цех Производство Цех 2 (5К)
В заказе заложена прокладка ЗИМ (
№2)
(сборка)
ТМКЩ 3мм) в количестве 10,8 кг. По
факту в чертежах размер прокладки
520х520 в количестве 24 штуки.
Соответственно количество
Возможно ли заказывать по
килограмм не хватило на количество
площади или необходим
прокладок. Вырезаются по контуру
пересмотр норм в кг?
указанным в чертеже и остается
большое количество отходов на
выброс ( большая часть массы
выбрасывается)
Предложения по
устранению проблемы
закладывать в заказ не в
количестве килограмм а
по площади
Прокладка – закладывается по полезному объему в кг.
Обрезки в нормах не учитываются.
Подразделени Участок,
е, где
подотдел, где
возникла
возникла
проблема
проблема
Цех 2 (5К)
Участок сборки
8.
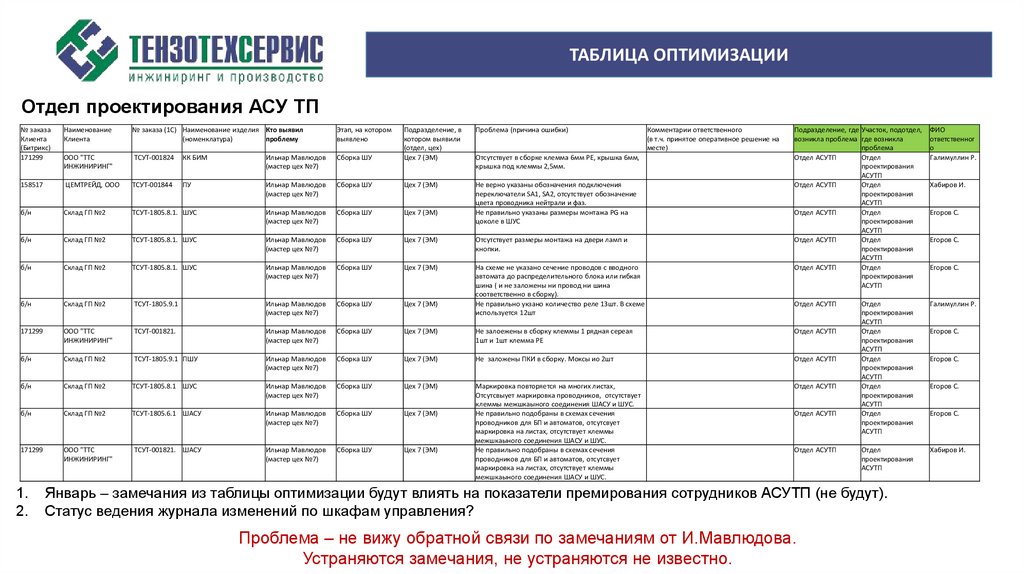
ТАБЛИЦА ОПТИМИЗАЦИИОтдел проектирования АСУ ТП
№ заказа
Клиента
(Битрикс)
171299
Наименование
Клиента
№ заказа (1C) Наименование изделия Кто выявил
(номенклатура)
проблему
Этап, на котором
выявлено
Проблема (причина ошибки)
Сборка ШУ
Подразделение, в
котором выявили
(отдел, цех)
Цех 7 (ЭМ)
ООО "ТТС
ИНЖИНИРИНГ"
ТСУТ-001824
КК БИМ
Ильнар Мавлюдов
(мастер цех №7)
158517
ЦЕМТРЕЙД, ООО
ТСУТ-001844
ПУ
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
ТСУТ-1805.8.1. ШУС
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Не верно указаны обозначения подключения
переключатели SA1, SA2, отсутствует обозначение
цвета проводника нейтрали и фаз.
Не правильно указаны размеры монтажа PG на
цоколе в ШУС
б/н
Склад ГП №2
б/н
Склад ГП №2
ТСУТ-1805.8.1. ШУС
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Отсутствует размеры монтажа на двери ламп и
кнопки.
б/н
Склад ГП №2
ТСУТ-1805.8.1. ШУС
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
б/н
Склад ГП №2
ТСУТ-1805.9.1
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
На схеме не указано сечение проводов с вводного
автомата до распределительного блока или гибкая
шина ( и не заложены ни провод ни шина
соответственно в сборку).
Не правильно укзано количество реле 13шт. В схеме
используется 12шт
171299
ООО "ТТС
ИНЖИНИРИНГ"
ТСУТ-001821.
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Не залоежены в сборку клеммы 1 рядная сереая
1шт и 1шт клемма PE
Отдел АСУТП
б/н
Склад ГП №2
ТСУТ-1805.9.1 ПШУ
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Не заложены ПКИ в сборку. Моксы ио 2шт
Отдел АСУТП
б/н
Склад ГП №2
ТСУТ-1805.8.1 ШУС
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Отдел АСУТП
б/н
Склад ГП №2
ТСУТ-1805.6.1 ШАСУ
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
171299
ООО "ТТС
ИНЖИНИРИНГ"
ТСУТ-001821. ШАСУ
Ильнар Мавлюдов
(мастер цех №7)
Сборка ШУ
Цех 7 (ЭМ)
Маркировка повторяется на многих листах,
Отсутсвыует маркировка проводников, отсутствует
клеммы межшкаыного соединения ШАСУ и ШУС.
Не правильно подобраны в схемах сечения
проводников для БП и автоматов, отсутсвует
маркировка на листах, отсутствует клеммы
межшкаыного соединения ШАСУ и ШУС.
Не правильно подобраны в схемах сечения
проводников для БП и автоматов, отсутсвует
маркировка на листах, отсутствует клеммы
межшкаыного соединения ШАСУ и ШУС.
1.
2.
Отсутствует в сборке клемма 6мм PE, крышка 6мм,
крышка под клеммы 2,5мм.
Комментарии ответственного
(в т.ч. принятое оперативное решение на
месте)
Подразделение, где Участок, подотдел,
возникла проблема где возникла
проблема
Отдел АСУТП
Отдел
проектирования
АСУТП
Отдел АСУТП
Отдел
проектирования
АСУТП
Отдел АСУТП
Отдел
проектирования
АСУТП
Отдел АСУТП
Отдел
проектирования
АСУТП
Отдел АСУТП
Отдел
проектирования
АСУТП
ФИО
ответственног
о
Галимуллин Р.
Отдел АСУТП
Отдел
проектирования
АСУТП
Отдел
проектирования
АСУТП
Отдел
проектирования
АСУТП
Отдел
проектирования
АСУТП
Отдел
проектирования
АСУТП
Галимуллин Р.
Отдел
проектирования
АСУТП
Хабиров И.
Отдел АСУТП
Отдел АСУТП
Январь – замечания из таблицы оптимизации будут влиять на показатели премирования сотрудников АСУТП (не будут).
Статус ведения журнала изменений по шкафам управления?
Проблема – не вижу обратной связи по замечаниям от И.Мавлюдова.
Устраняются замечания, не устраняются не известно.
Хабиров И.
Егоров С.
Егоров С.
Егоров С.
Егоров С.
Егоров С.
Егоров С.
Егоров С.
9.
ВХОДНОЙ КОНТРОЛЬ ШКАФОВ УПРАВЛЕНИЯСтатус запуска воронки по ШУ в Битрикс 24?
Нет связи между
завершением
программирования
и сборкой ШУ
10.
ВХОДНОЙ КОНТРОЛЬ ШКАФОВ УПРАВЛЕНИЯПровели в том году первую проверку 2-х шкафов управления:
ЗК 164480.ООО "Сибирская промышленно-строительная компания". ТСУТ-001768 и ТСУТ-001769
Было загружено ПО, проведена проверка таблицы сигналов.
Вопросы:
1.Как коррелируется очередь заказов на
ШУ между отделом проектирования,
цехом №7 и отделом программирования?
2. Можем ли мы запуститься без
специалиста со стороны ОТК?
Вывод:
Проверка возможна, технические условия позволяют.
Условия:
- Закрепленный ответственный от цеха №7 (ЭМ) (в идеале мастер цеха),
- Закрепленный ответственный от отдела программирования АСУТП,
- Закрепленный мастер ОТК (отсутствует),
- Соответствие очереди заказов на программирование с очередью заказов на сборку,
- Запрет на отгрузку шкафов на склад без проверки со стороны ОТК.
11.
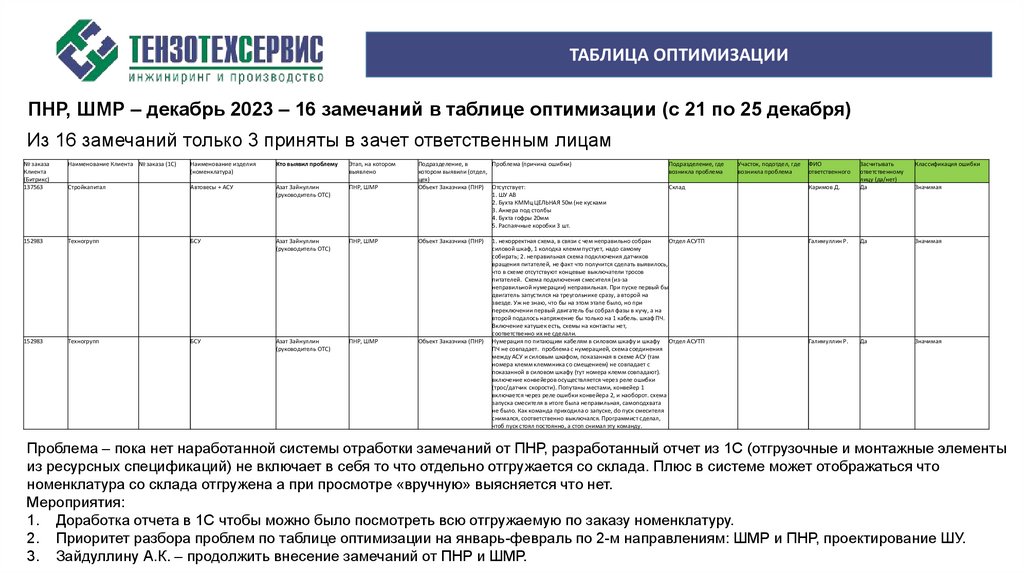
ТАБЛИЦА ОПТИМИЗАЦИИПНР, ШМР – декабрь 2023 – 16 замечаний в таблице оптимизации (с 21 по 25 декабря)
Из 16 замечаний только 3 приняты в зачет ответственным лицам
№ заказа
Клиента
(Битрикс)
137563
Наименование Клиента № заказа (1C)
Наименование изделия
(номенклатура)
Кто выявил проблему
Этап, на котором
выявлено
Подразделение, в
Проблема (причина ошибки)
котором выявили (отдел,
цех)
Объект Заказчика (ПНР) Отсутствует:
1. ШУ АВ
2. Бухта КММц ЦЕЛЬНАЯ 50м (не кусками
3. Анкера под столбы
4. Бухта гофры 20мм
5. Распаячные коробки 3 шт.
Стройкапитал
Автовесы + АСУ
Азат Зайнуллин
(руководитель ОТС)
ПНР, ШМР
152983
Техногрупп
БСУ
Азат Зайнуллин
(руководитель ОТС)
ПНР, ШМР
Объект Заказчика (ПНР)
152983
Техногрупп
БСУ
Азат Зайнуллин
(руководитель ОТС)
ПНР, ШМР
Объект Заказчика (ПНР)
Подразделение, где
возникла проблема
Склад
1. некорректная схема, в связи с чем неправильно собран
Отдел АСУТП
силовой шкаф, 1 колодка клемм пустует, надо самому
собирать; 2. неправильная схема подключения датчиков
вращения питателей, не факт что получится сделать выявилось,
что в схеме отсутствуют концевые выключатели тросов
питателей. Схема подключения смесителя (из-за
неправильной нумерации) неправильная. При пуске первый бы
двигатель запустился на треугольнике сразу, а второй на
звезде. Уж не знаю, что бы на этом этапе было, но при
переключении первый двигатель бы собрал фазы в кучу, а на
второй подалось напряжение бы только на 1 кабель. шкаф ПЧ.
Включение катушек есть, схемы на контакты нет,
соответственно их не сделали.
Нумерация по питающим кабелям в силовом шкафу и шкафу Отдел АСУТП
ПЧ не совпадает. проблема с нумерацией, схема соединения
между АСУ и силовым шкафом, показанная в схеме АСУ (там
номера клемм клеммника со смещением) не совпадает с
показанной в силовом шкафу (тут номера клемм совпадают).
включение конвейеров осуществляется через реле ошибки
(трос/датчик скорости). Попутаны местами, конвейер 1
включается через реле ошибки конвейера 2, и наоборот. схема
запуска смесителя в итоге была неправильная, самоподхвата
не было. Как команда приходила о запуске, do пуск смесителя
снимался, соответственно выключался. Программист сделал,
чтоб пуск стоял постоянно, а стоп снимал эту команду.
Участок, подотдел, где
возникла проблема
ФИО
ответственного
Классификация ошибки
Каримов Д.
Засчитывать
ответственному
лицу (да/нет)
Да
Галимуллин Р.
Да
Значимая
Галимуллин Р.
Да
Значимая
Значимая
Проблема – пока нет наработанной системы отработки замечаний от ПНР, разработанный отчет из 1С (отгрузочные и монтажные элементы
из ресурсных спецификаций) не включает в себя то что отдельно отгружается со склада. Плюс в системе может отображаться что
номенклатура со склада отгружена а при просмотре «вручную» выясняется что нет.
Мероприятия:
1. Доработка отчета в 1С чтобы можно было посмотреть всю отгружаемую по заказу номенклатуру.
2. Приоритет разбора проблем по таблице оптимизации на январь-февраль по 2-м направлениям: ШМР и ПНР, проектирование ШУ.
3. Зайдуллину А.К. – продолжить внесение замечаний от ПНР и ШМР.
12.
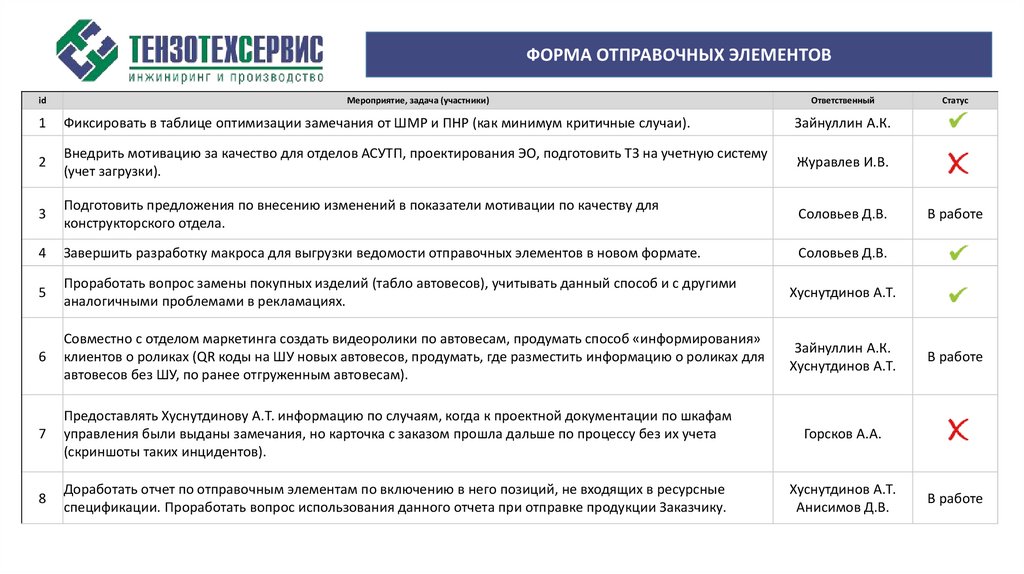
ФОРМА ОТПРАВОЧНЫХ ЭЛЕМЕНТОВid
Мероприятие, задача (участники)
Ответственный
1
Фиксировать в таблице оптимизации замечания от ШМР и ПНР (как минимум критичные случаи).
Зайнуллин А.К.
2
Внедрить мотивацию за качество для отделов АСУТП, проектирования ЭО, подготовить ТЗ на учетную систему
(учет загрузки).
Журавлев И.В.
3
Подготовить предложения по внесению изменений в показатели мотивации по качеству для
конструкторского отдела.
Соловьев Д.В.
4
Завершить разработку макроса для выгрузки ведомости отправочных элементов в новом формате.
Соловьев Д.В.
5
Проработать вопрос замены покупных изделий (табло автовесов), учитывать данный способ и с другими
аналогичными проблемами в рекламациях.
Хуснутдинов А.Т.
6
Совместно с отделом маркетинга создать видеоролики по автовесам, продумать способ «информирования»
клиентов о роликах (QR коды на ШУ новых автовесов, продумать, где разместить информацию о роликах для
автовесов без ШУ, по ранее отгруженным автовесам).
Зайнуллин А.К.
Хуснутдинов А.Т.
7
Предоставлять Хуснутдинову А.Т. информацию по случаям, когда к проектной документации по шкафам
управления были выданы замечания, но карточка с заказом прошла дальше по процессу без их учета
(скриншоты таких инцидентов).
Горсков А.А.
8
Доработать отчет по отправочным элементам по включению в него позиций, не входящих в ресурсные
спецификации. Проработать вопрос использования данного отчета при отправке продукции Заказчику.
Хуснутдинов А.Т.
Анисимов Д.В.
Статус
В работе
В работе
В работе
13.
ФОРМА ОТПРАВОЧНЫХ ЭЛЕМЕНТОВid
Мероприятие, задача (участники)
Ответственный
Статус
2 ТКП
9
Взять в работу на следующий год создание единой службы поддержки клиентов (первая линия).
Хуснутдинов А.Т.
10
Взять на себя обязательство за подготовку шильдиков и паспортов к сборной отгружаемой со склада
продукции.
Анисимов Д.В.
11
Сформировать алгоритм прохождения аналогичных заказов (сборка заказа на складе из отдельных
комплектующих).
Хуснутдинов А.Т.
12
Сформировать отчет в формате план/факт по срокам выполнения заказа №171300 в разрезе изделий и
завода в целом.
Воротынцев А.А.
13
Продолжить работу по формированию конструкторской документации по стандартным изделиям. По
силосам следующей позицией в приоритет взять силос СПУ 920.
Соловьев Д.В.
В работе
14 Подключить СПП для увеличения числа продаж стандартного оборудования.
Горсков А.А.
Заляев Б.
В работе
15 Предоставить отчет по испытаниям выбранных поставщиков ЛКМ.
Усманов Р.М.
?
Усманов Р.М.
?
16
Продолжить работу по сокращению и унификации сырья для производства продукции. Сформировать и
утвердить список унифицированного сортамента.
14.
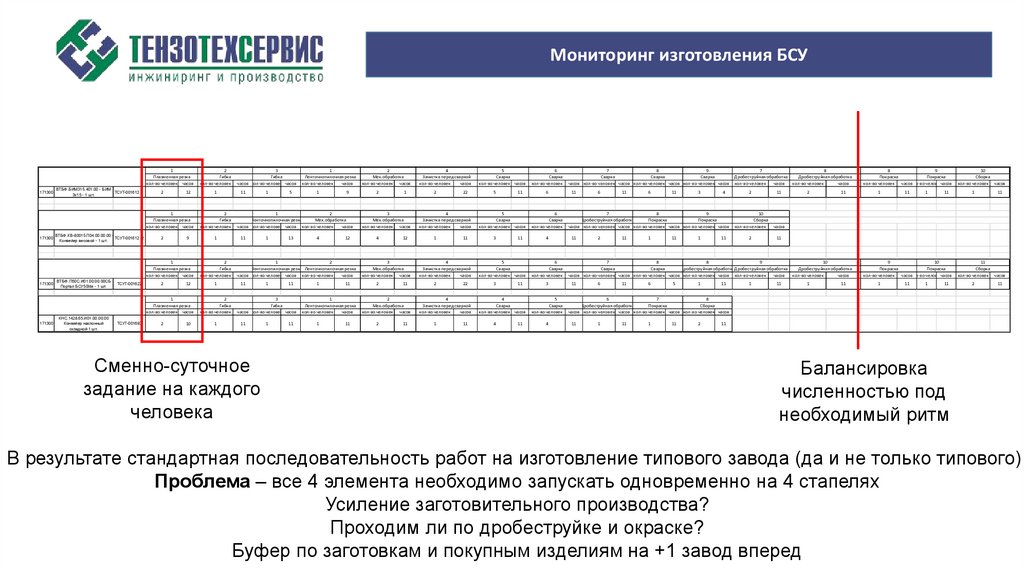
Мониторинг изготовления БСУ1
Плазменная резка
кол-во человек часов
171300
ВТБФ.БИМ315.401.00 - БИМ
ТСУТ-001612 -1
3х15 - 1 шт.
2
12
1
Плазменная резка
кол-во человек часов
171300
ВТБФ.КВ-80015.П04.00.00.00 ТСУТ-001612 -2
Конвейер весовой - 1 шт.
2
9
1
Плазменная резка
кол-во человек часов
171300
ВТБФ.П50С.И01.00.00.00СБ
Портал БСУ50lite - 1 шт.
ТСУТ-001622
2
12
1
Плазменная резка
кол-во человек часов
171300
КНС.1428.65.И01.00.00.00
Конвейер наклонный
складной-1 шт.
ТСУТ-001693
2
10
2
Гибка
кол-во человек
1
2
Гибка
кол-во человек
1
2
Гибка
кол-во человек
1
2
Гибка
кол-во человек
1
3
Гибка
часов кол-во человек часов
11
1
5
1
Ленточнопилочная резка
кол-во человек
часов
1
9
1
2
Ленточнопилочная резка
Мех.обработка
часов кол-во человек часов кол-во человек
часов
11
1
13
4
12
1
2
Ленточнопилочная резка Ленточнопилочная резка
часов кол-во человек часов кол-во человек
часов
11
1
11
3
Гибка
часов кол-во человек часов
11
Сменно-суточное
задание на каждого
человека
1
11
1
11
1
Ленточнопилочная резка
кол-во человек
часов
1
11
2
Мех.обработка
кол-во человек часов
2
1
3
Мех.обработка
кол-во человек часов
4
12
3
Мех.обработка
кол-во человек часов
2
11
2
Мех.обработка
кол-во человек часов
2
11
4
Зачистка перед сваркой
кол-во человек
часов
2
22
4
Зачистка перед сваркой
кол-во человек
часов
1
11
4
Зачистка перед сваркой
кол-во человек
часов
2
22
4
Зачистка перед сваркой
кол-во человек
часов
1
11
5
Сварка
кол-во человек часов
5
11
5
Сварка
кол-во человек часов
3
11
5
Сварка
кол-во человек часов
3
11
4
Сварка
кол-во человек часов
4
11
6
Сварка
кол-во человек
6
6
Сварка
кол-во человек
4
6
Сварка
кол-во человек
3
5
Сварка
кол-во человек
4
7
8
9
Сварка
Сварка
Сварка
часов кол-во человек часов кол-во человек часов кол-во человек часов
11
6
11
6
11
3
4
7
8
9
Дробеструйная обработка
Покраска
Покраска
часов кол-во человек часов кол-во человек часов кол-во человек часов
11
2
11
1
11
1
11
7
8
Дробеструйная обработка
Дробеструйная обработка
кол-во человек
часов
кол-во человек
часов
2
11
10
Сборка
кол-во человек
часов
2
11
2
11
7
8
8
9
10
Сварка
Сварка
Дробеструйная обработкаДробеструйная обработка
Дробеструйная обработка
часов кол-во человек часов кол-во человек часов кол-во человек часов кол-во человек
часов
кол-во человек
часов
11
6
11
6
5
1
11
1
11
1
11
8
9
Покраска
Покраска
кол-во человек часовкол-во человекчасов
1
11
1
11
9
10
Покраска
Покраска
кол-во человек часовкол-во человекчасов
1
11
1
11
10
Сборка
кол-во человек часов
1
11
11
Сборка
кол-во человек часов
2
11
6
7
8
Дробеструйная обработка
Покраска
Сборка
часов кол-во человек часов кол-во человек часов кол-во человек часов
11
1
11
1
11
2
11
Балансировка
численностью под
необходимый ритм
В результате стандартная последовательность работ на изготовление типового завода (да и не только типового)
Проблема – все 4 элемента необходимо запускать одновременно на 4 стапелях
Усиление заготовительного производства?
Проходим ли по дробеструйке и окраске?
Буфер по заготовкам и покупным изделиям на +1 завод вперед
15.
ОТКАЗНИКИНа складе есть готовая продукция, которая сдавалась с производства под определенные заказы
клиентов. но по разным причинам не отгрузилась - где-то отказ клиента, где-то не верно заказ запустили
и тп. На другие заказы не забирают.
№ п/п
Наименование
Количество
Дата сдачи на
склад
№ заказа
Клиент
147389
ГУЛЛИСТРОЙГРУПП ООО
1
ВТБФ.ЦШНС-168.В01.00.00 - Шнековый транспортёр
168мм-3м,
2
10.08.2023
2
ВТБФ.ЦШПВ-219.В02.00.00 Шнековый транспортёр
219мм-3м ПВ,
2
30.06.2023
3
ВТБФ.ШНСБ-168.В12.00.00 ВО Шнековый транспортёр
168мм-4м,
1
07.09.2023
160604
ООО "ССМ-ХОЛДИНГ"
4
ВТБФ.ШНСБ-219.В02.00.00 Винтовой конвейер 219 10м,
1
07.09.2023
156253
ТРАНЗИТ ООО
2
09.11.2023
164092
КРЕДМАШ-СЕРВИС ООО
2
06.10.2023
73889
ТОО "Стройдеталь"
1
1
22.12.2023
11.12.2023
171299
162993
ТТС Инжиниринг ООО
Мостострой-11, АО
1
27.06.2023
150350
АКПЛАСТ ООО
5
6
7
8
9
ВТБФ.ШНСБ-219.В12.00.00 - Шнековый транспортёр 219
12м,
ВТБФ.ШНСБ-219.В13.00.00 Шнековый транспортёр 2197м,
Операторская,
Пневмовинтовой подъемник ТА-52,
ES/168/0600/45/5,5/SDMIX Винтовой конвейер
168мм*6м*5,5кВт 45 град SDMIX,
ТСУТ-000067 РОЯЛ ООО