














 industry
industrySimilar presentations:










Поверхность фланца (без охлаждения)
1.
е характеристики продуктов и тематическое исследованиеMA12—ONHU06* трудно поддающийся огранке
Литая сталь механическая обработка
Обрабаты Грубое фрезерование корпуса
ваемая
турбины
деталь
Материал 1.4837 HB280-350
Части
Поверхность фланца ( без
охлаждения)
Инструме
нт
FNA12-063-A27-ON06-05C
Вставить
Оптимизированный YBS303
M20S/ONMU060408-GM
Режущие
данные
Vc=75 м/мин, Фз= 0,26
мм/Z Ap= 2-3 мм, Ae= 50мм
Компания
А
ONHU0604ANSNGD
Компания
B
XNMU090408
90
80
70
60
50
40
30
20
10
0
80
59
46
52
Срок
寿命
службы
инструм
51
60
成本百分比
Стоимост
ь
ZCCCT
Company K
Company B
2.
е характеристики продуктов и тематическое исследование5.1 Зачистка торцевой фрезы
Отделка торцевая поверхность фланца
фрезерование
машина вертикальный VMC
корпус резца FMX-100-B32-ON06-06NY
вставка 1 YBS203/ONMU060404ANN-GL
оптимизированная вставка 2 Q20A/
ONHU00406NYF
режущие данные S480r/мин F300 мм/мин
Ap0.15-0.3 мм
первоначальный срок службы
инструмента 35 шт/кромка
срок службы испытательного
срок службы
Бренд
инструмента
43 шт/кромка
край
инструмента
оптимизированный срок службы
инструмента
63-65
шт/кромка
Компания
А
35
12
Продукт компании K HNGJ0604ANSNGD44 、 42 、 46 、 50 、 43
5*B/KC*
ZCCCT
1
16
среднее значение 43
ZCCCT 2
63 、 65
16
90
80
70
60
50
40
30
20
10
0
80
63
35
43
Стоимость снизилась на 53
40
27
Срок
寿命
Стоимость
成本百分比
"
K Компания
公司
К"
ZCCCT1
株钻
1
株钻
2
ZCCCT2
3.
е характеристики продуктов и тематическое исследованиевая фреза—Корпус из Грубое фрезерование литой стали с натягивающей поверхностью
Наименование детали: Корпус турбонагнетателя
Mэфирный 1.4848
Положение обработки: Грубое фрезерование
корпус турбины фланец
Машина : Vвертикальный VMC
инструмент EMP09-032-XP32-LN08-05C
вставить YB9320/ LNKT080408-GM
конкурент Компания W P26315R10 WSP45
режущие данные Vc=95
м/мин,Fz=0,25мм/р.з ап=2 мм
Срок службы инструмента составляет 40 шт. ;
Срок службы инструмента W company 35шт.
снизился на 34%
4.
применения нестандартного расточного инструмента7Наименование детали: Корпус
турбонагнетателя
материал 1.4837
Обрабатывающая деталь: внутреннее отверстие
вихревой оболочки методом
инструмент Нестандартная панель
инструментов
вставить YBS103/TCMT110212-EM
Стоимость снизилась
конкурент Компания W TCMT110212
ZCCCT Срок службы инструментаболее
73 шт.чем на 60%
Наименование детали: Корпус турбонагнетателя
Срок службы инструмента W company 72шт
Материал: 1.4837
Обрабатывающая деталь: внутреннее отверстие
вихревой оболочки методом
Название инструмента: нестандартная
формовочная панель инструментов
Название лезвия: M20S/CCMT09T304-EM
Лезвие для сравнения: W фирмы CCMT09T304
Срок службы сверла 66 лет ПК
W жизнь компании 69 ПК
Стоимость снизилась
более чем на 45%
5.
ности технологии продуктов и тематическое исследованиеИнструмент для
обработки торцевой
поверхности с
небольшой головкой
Корпус резца с
цилиндрически
м хвостовиком
Резец
C6
Большая голова конец
инструмент для обработки
торцевых канавок
R0.8
R1.2
Соединительный
инструмент C6
Вставка серии G 2,5 мм-6
мм
方刀杆
Квадратный
инструмент
6.
е характеристики продуктов и тематическое исследованиеКонструкция держателя для грубой
обработки канавок и вставок
Конструкция инструмента
с двойными кромками
Вставка серии
G R1.5-R3
Конструкция бокового и
торцевого инструмента
Вставка серии QC
Радиус может быть
изготовлен по
7.
Механическая обработка (выхлопная труба/Концевая фреза D2,
корпус турбины)
зенкерование R и снятие
фасок
Главная твердый карбид инструментs
Сверло D12, глубина резания
Введение
10 мм, внешняя
Диаметр сверла 15,5 мм
охлаждающая жидкость
D12.3 торцевая фреза,
расширяющая и
фрезерующая овальные
отверстия и фаски
Фрезерование с боковым
наклоном15.6R1
Нижнее отверстие для нарезания
резьбы M3, снять фаску и
просверлить отверстие D15,5 мм
Рис. 2. Инструментальные
решения для корпуса турбины
Сверло D10, глубина резания
10 мм, внешняя
охлаждающая жидкость
Концевая фреза D10.3,
зенкерование R и снятие
фасок
8.
Особенностиструктуры
Высокопроизводите
льная концевая
фреза серии PMX
Совершенно новая конструкция
α1≠α2
α2
α1
стружколома U-образного типа
Бренд-новый U-образный флейта структура с
одинаковой толщиной сердцевины обеспечивает
чип Космос если новое флейты значительно
увеличивается, а удаление стружки происходит
более плавно Нормальный
普通槽铣刀槽铣
Обрабатывается
обычной торцевой
Стабильная работа и защита от
вибрации
Неравный спиральный aзубчатый
выступ, неравномерная структура
β1≠β2
зубьев, эффективно подавляет
U-образный тип
вибрацию при резке, улучшает
U 形槽铣刀槽铣
стабильность резания
Обрабатывается
торцевой фрезой с
9.
Тематическое
исследовани
е
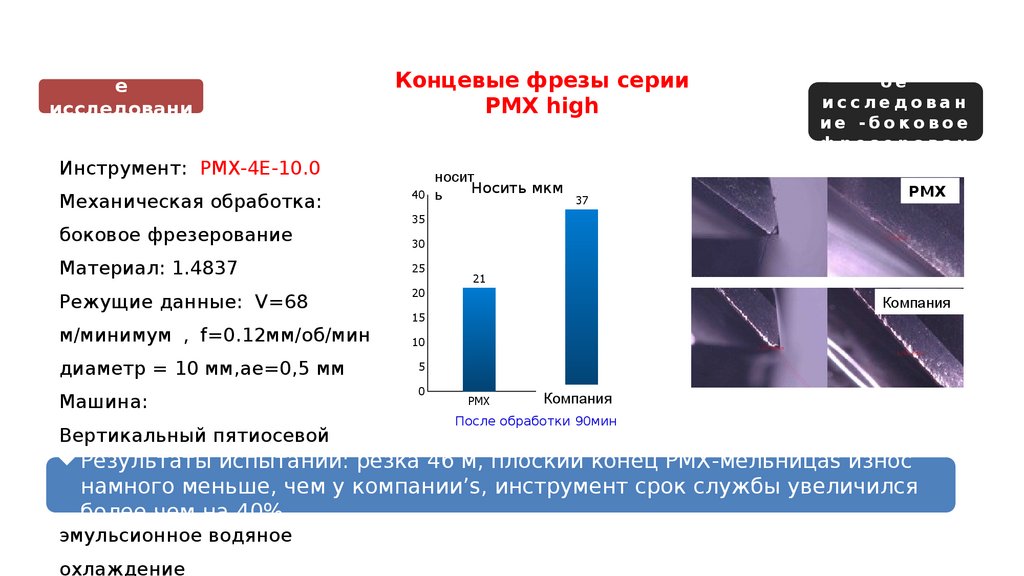
Инструмент: PMX-4E-10.0
Механическая обработка:
боковое фрезерование
Материал: 1.4837
Режущие данные: V=68
м/минимум f=0.12мм/об/мин
Концевые фрезы серии
PMX high
носит
Носить мкм
40 ь
PMX
35
30
25
21
20
A 公司
Компания
15
10
диаметр = 10 мм,ae=0,5 мм
5
Машина:
0
Вертикальный пятиосевой
37
Тематическ
ое
исследован
ие -боковое
фрезерован
ие
PMX
Компания
A 公司
После обработки 90мин
Результаты испытаний: резка 46 м, плоский конец PMX-мельницаs износ
обрабатывающий центр
намного меньше, чем у компании’s, инструмент срок службы увеличился
Способ охлаждения:
более чем на 40%.
эмульсионное водяное
охлаждение
10.
моtive схема подбора суппорта и составное соединение высокий эффективрумент введение в решение
11.
например, Обратноефрезерование(HSKA80 、 Ф160 、 R3 вставить
Анализ: С использованием
зажимная вставка с помощью
пресса лезвие, зажимное лезвие с
Rадиус Р3
12.
Пример: Фрезерование ушных отверстий (HSK-A80 、Ф90
Фрезерование
+ сверление
13.
Анализ: Инструмент единица измерения сочетает в себе Ф 8.275 сверло с двумяфреза для боковой и торцевой обработки деталей, консервная банка ушные
отверстия до требуемого размера с помощью одного процесса.
14.
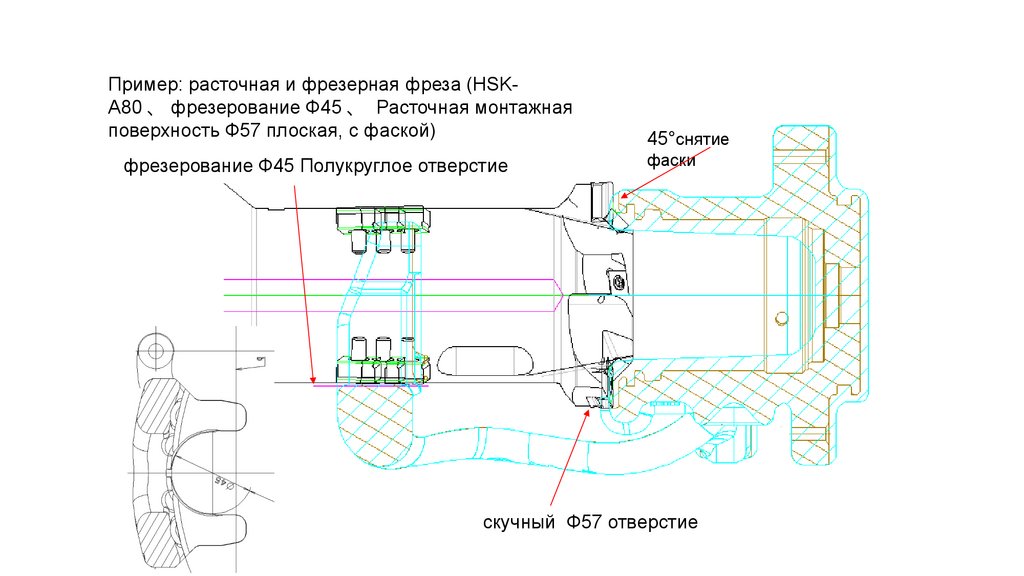
Пример: расточная и фрезерная фреза (HSKA80 、 фрезерование Ф45 、 Расточная монтажнаяповерхность Ф57 плоская, с фаской)
фрезерование Ф45 Полукруглое отверстие
45°снятие
фаски
скучный Ф57 отверстие
15.
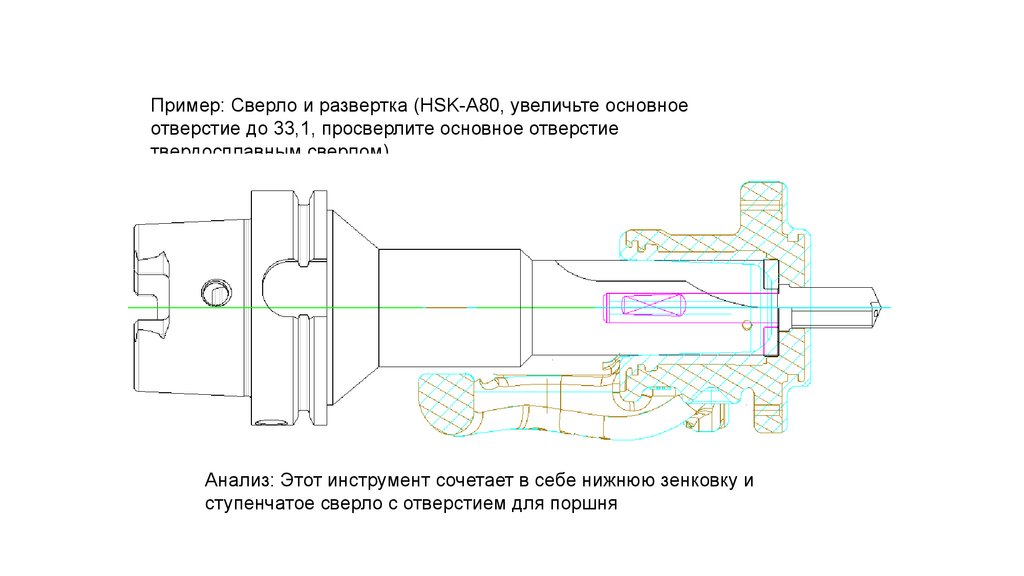
Пример: Сверло и развертка (HSK-A80, увеличьте основноеотверстие до 33,1, просверлите основное отверстие
твердосплавным сверлом)
Анализ: Этот инструмент сочетает в себе нижнюю зенковку и
ступенчатое сверло с отверстием для поршня
16.
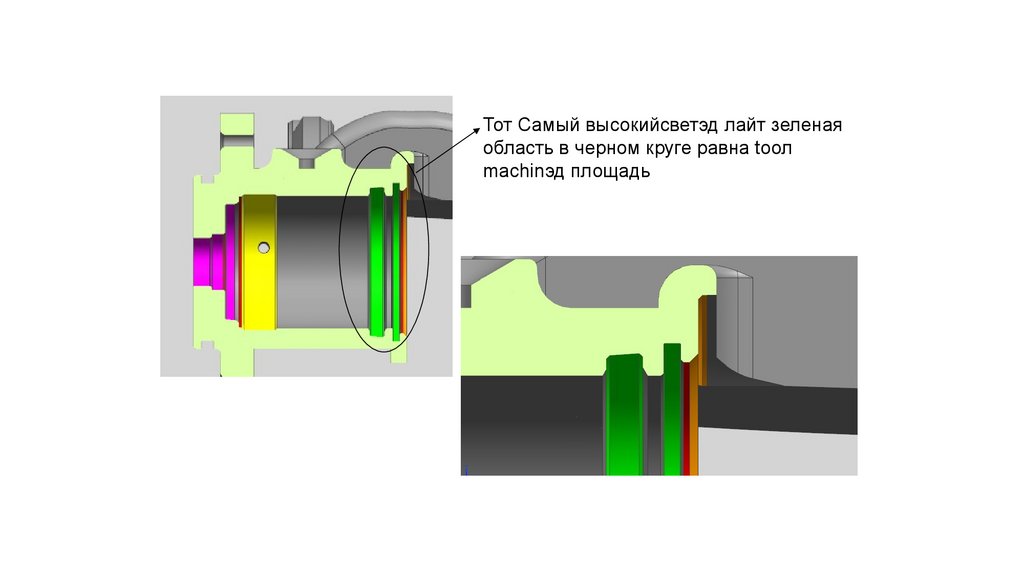
Тот Самый высокийсветэд лайт зеленаяобласть в черном круге равна tоол
machinэд площадь
17.
Пример: Формовочная фреза (HSK-A80, спиральная интерполяция дляфрезерования верхнего отверстия и формовочной канавки)
18.
Пример: расточка втулки (HSK-A80, грубая расточка основногоотверстия с круглым дном)
19.
Пример: Расточка формовочной втулки (HSK-A80, расточка нижнегоотверстия основного отверстия по кругу)