


 industry
industrySimilar presentations:


")







Усовершенствование технологии изготовления отливки «Патрубок»
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯРОССИЙСКОЙ ФЕДЕРАЦИИ
федеральное государственное бюджетное образовательное
учреждение высшего образования «Казанский национальный
исследовательский технический университет
им. А.Н. Туполева-КАИ»
(КНИТУ-КАИ)
АО «КАЗАНЬКОМПРЕССОРМАШ»
Выпускная квалификационная работа
Усовершенствование технологии
изготовления отливки «Патрубок»
Выполнил
студент группы 1410
Сафаров И.О.
Научный руководитель:
к.х.н., доц. Биктанова Н.В
Казань 2023 г
2.
Цель работы и задачиЦель работы: усовершенствование технологического процесса изготовления детали «Патрубок
всасывающий» (марки стали 08ГНДФЛ), путём замены существующего метода литья в песчаноглинистые смеси на более современный метод, основанный на литье в холодно-твердеющие смеси.
Задачи:
1. Изучить назначение детали «Патрубок всасывающий» и условия её эксплуатации.
2. Рассчитать количество шихтовых материалов, требуемых для получения сплава 08ГНДФЛ.
3. Изучить типовой процесс изготовления детали «Патрубок всасывающий» с применением песчано-
глинистых смесей. Проанализировать преимущества и недостатки использования песчано-глинистых
смесей для изготовления отливки детали. Предложить пути решения устранения недостатков.
4. Проанализировать возможность применения метода холодно-твердеющей смеси для получения
отливки «Патрубок всасывающий». Рассчитать площадь сечения элементов литниково-питающей
системы и разработать чертеж отливки и чертёж с элементами литейной формы. Cпроектировать 3Дмодель отливки
5. Проанализировать результаты использования технологии с использованием холодно-твердеющей
смеси с помощью виртуального моделирования литейной технологии.
2
3.
3D модель детали «Патрубок».Деталь «Патрубок всасывающий» служит для подачи вещества в
камеру сжатия компрессора. Основная рабочего среда, которая
находится внутри данного патрубка – хлористый метил, поэтому
патрубок должен быть коррозионностойким, иметь хорошую
свариваемость, прочность, выдерживать механические нагрузки
3
4.
45.
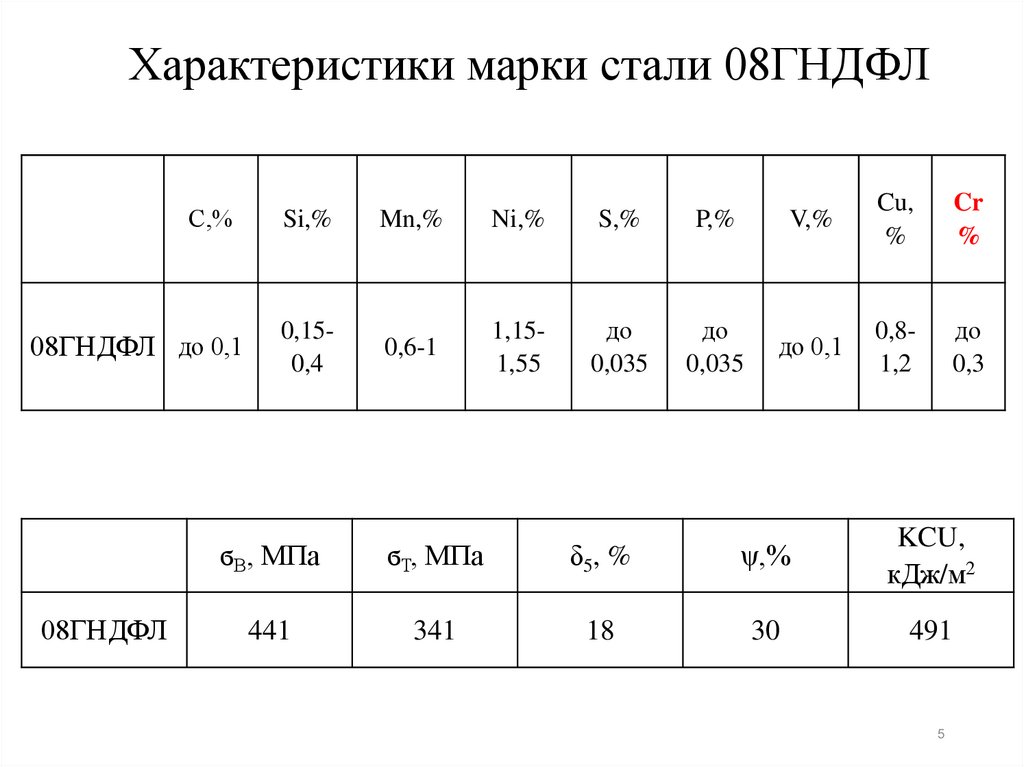
Характеристики марки стали 08ГНДФЛС,%
Si,%
Mn,%
Ni,%
S,%
P,%
V,%
Cu,
%
Cr
%
08ГНДФЛ до 0,1
0,150,4
0,6-1
1,151,55
до
0,035
до
0,035
до 0,1
0,81,2
до
0,3
08ГНДФЛ
ϭВ, МПа
ϭТ, МПа
δ5 , %
ψ,%
KCU,
кДж/м2
441
341
18
30
491
5
6.
Типовой технологический процесс полученияотливки с использованием
песчано-глинистых смесей (ПГС)
Состав ПГС:
• песок – 0,16-5 мм либо до 0,16 мм;
• валуны – 70-150 мм;
• гравий – 5-70 мм.
Основные этапы изготовления детали «Патрубок всасывающий» с
использованием ПГС:
1) Создание модельно-опочной оснастки.
2) Приготовление формовочной и стержневой смеси.
3) Изготовление стержней.
4) Сборка формы.
5) Приготовление расплава.
6) Заливка литейной формы.
7) Выбивка отливки из формы.
8) Очистка отливки.
9) Обрубка.
10) Контроль дефектов.
6
7.
Недостатки использования ПГС• Низкое качество и точность поверхности.
• Наличие большого объёма вспомогательных материалов.
• Неблагоприятные условия труда в литейном цехе.
• Длительность процесса изготовления отливки
ПГС не обеспечивают требуемые показатели:
низкая влажность;
высокая газопроницаемость;
постоянство геометрических размеров.
7
8.
Технологический процесс получения отливкис использованием холодно - твердеющих смесей
- Подготовка модельно-опочной оснастки;
- приготовление формовочной и стержневой смеси;
- изготовление полуформ;
- подготовка стержневых ящиков;
- изготовление стержней;
- покраска полуформ и стержней;
- сборка формы;
- подготовка шихтовых материалов;
- плавка металла;
- заливка;
- выбивка отливки;
- очистка и контроль отливки.
8
9.
Характеристика холодно-твердеющихсмесей (ХТС)
Состав ХТС:
• кварцевый песок
• смола
• кристаллизатор отверждения смолы
Состав формовочной смеси с фуриленоформальдегидной
смолой:
• сухой кварцевый песок 100 %;
• смола 3 %
• катализатор 0,5 %.
Живучесть смеси 25 мин.
9
10.
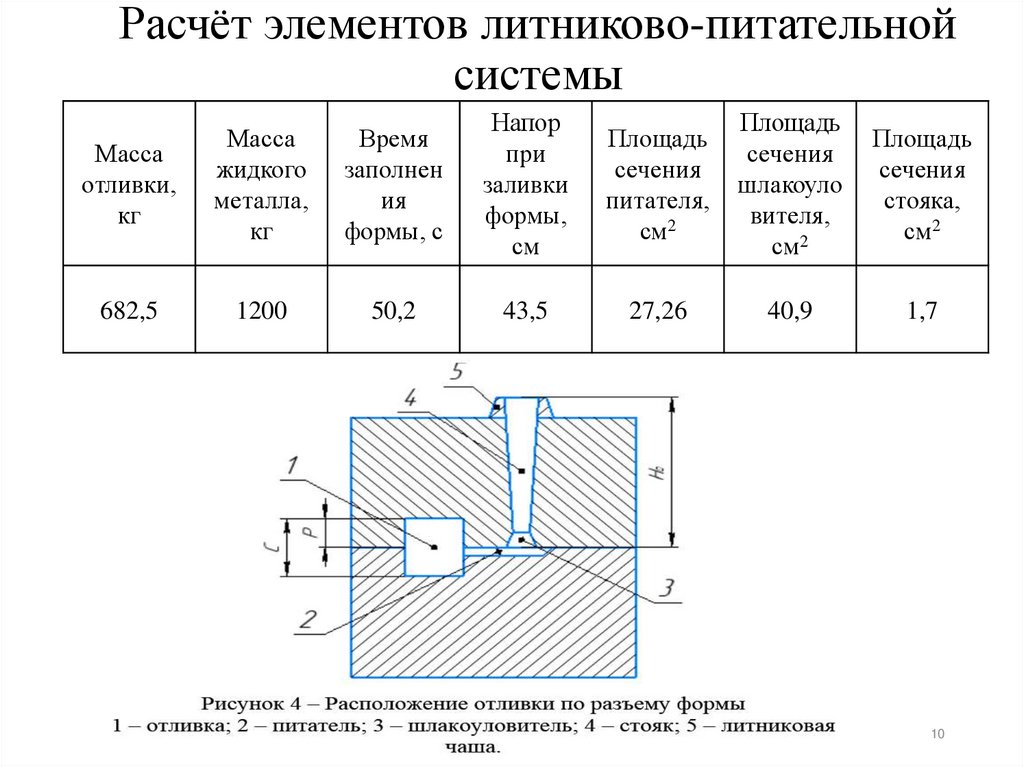
Расчёт элементов литниково-питательнойсистемы
Масса
отливки,
кг
Масса
жидкого
металла,
кг
Время
заполнен
ия
формы, с
Напор
при
заливки
формы,
см
Площадь
сечения
питателя,
см2
Площадь
сечения
шлакоуло
вителя,
см2
Площадь
сечения
стояка,
см2
682,5
1200
50,2
43,5
27,26
40,9
1,7
10
11.
Преимущества литья в холодно-твердеющие смеси.1) Повышение качества отливок за счет увеличения точности
размеров, связанное с отверждением смеси на модели, отсутствие
деформации при изготовлении форм, уменьшение дефектов (газовых
раковин, пористости, шероховатости поверхности и др.);
3) Обеспечение возможности автоматического приготовления
смесей;
4) Минимальные энергетические затраты на процесс приготовления
смесей (отверждение смесей происходит при комнатной
температуре);
5) Совместимость смесей для изготовления стержней и форм;
6) Высокая прочность и стабильность размеров стержней и форм
при температуре заливки;
7) Минимальное время изготовления отливки;
8) Возможность повторного использования песка после регенерации
9) Исключение необходимости в специальной оснастке и сушильных
плитах;
10) Снижение трудоёмкости обрубки и зачистки литья
11
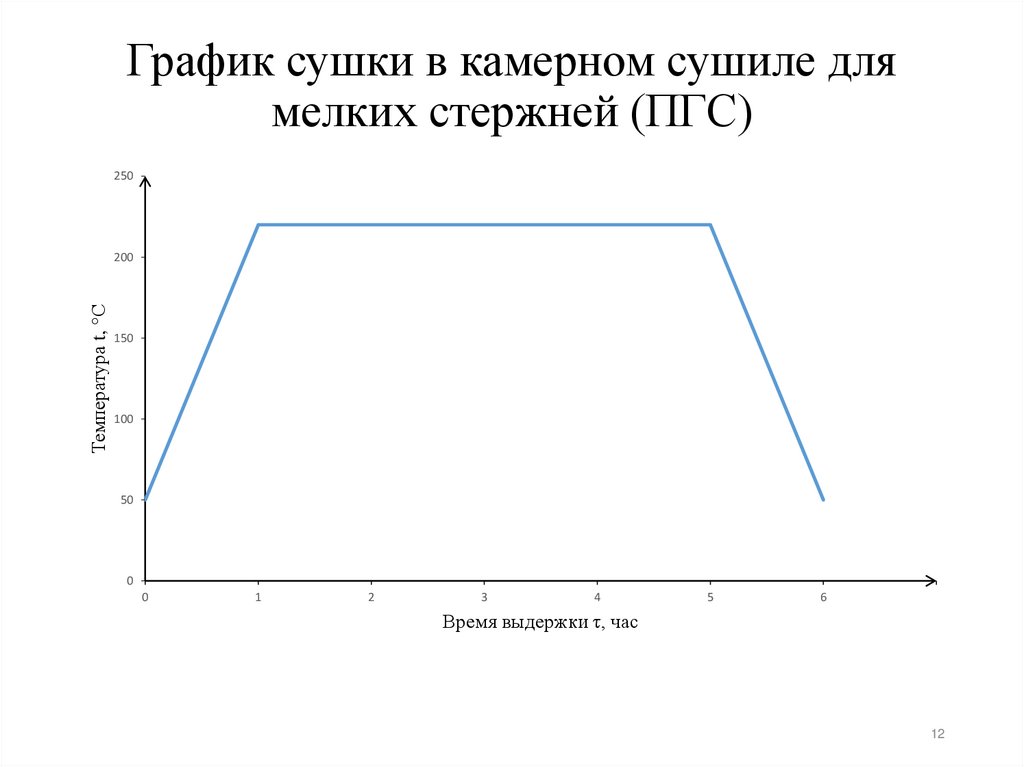
12.
График сушки в камерном сушиле длямелких стержней (ПГС)
250
Температура t, °С
200
150
100
50
0
0
1
2
3
4
5
6
Время выдержки τ, час
12
13.
Выводы по работеВ ходе проделанной работы была предложена технология использования
холодно- твердеющих смесей для получения отливки «Патрубок всасывающий» марки
стали 08 ГНДФЛ взамен типового технологического процесса с использованием ПГС.
Показаны достоинства использования ХТС:
- уменьшение количества специального оборудования, что снижает капитальные
затраты;
- снижение времени изготовления отливки;
- улучшение экологической ситуации и снижение выбросов вредных веществ в
окружающую среду, так как при литье в ХТС нет необходимости использовать опасные
химические вещества;
-улучшение качества отливок, что снижает затраты на дополнительные механические
обработки и уменьшает количество бракованных деталей;
- получение более высокой точности формы и поверхности отливки, что обеспечивает
минимальные допуски по размерам и повышает готовность детали к дальнейшей сборке
и использованию .
13
14.
Спасибо за внимание!14