
 industry
industrySimilar presentations:










Определение параметров технического состояния режущего инструмента технологического процесса изготовления детали "Вал шлицевой"
1.
Определение параметров и критериевоценки технического состояния режущего
инструмента согласно технологического
процесса изготовления детали “Вал
шлицевой”
Выполнила студентка 31УКП Куприянова Екатерина
2.
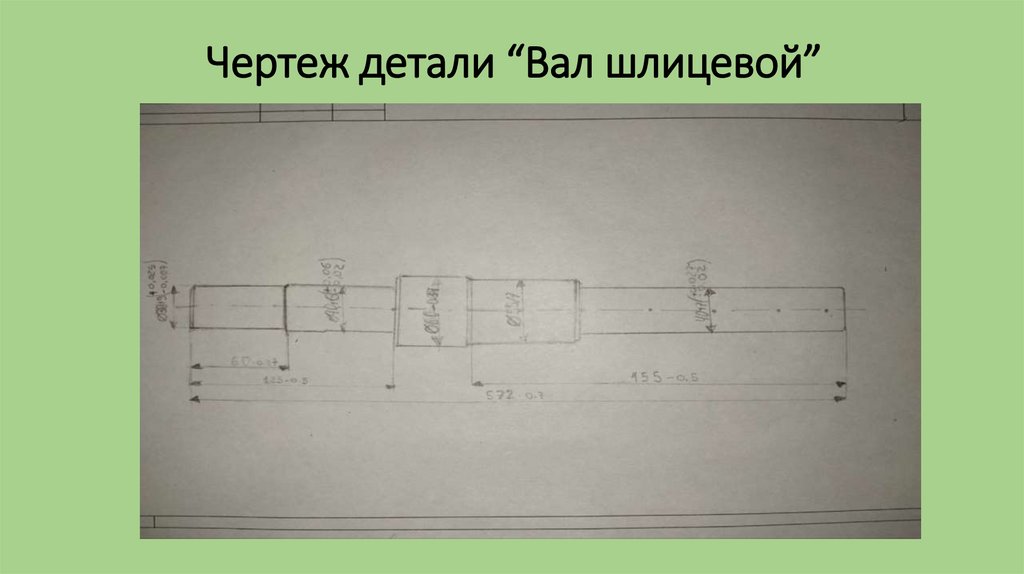
Чертеж детали “Вал шлицевой”3.
Цели и задачи курсового проекта• Цель курсового проекта заключается в выборе критериев и
параметров оценки технического состояния режущего
инструмента
• Основной задачей выполнения курсового проекта заключается в
анализе нормативной документации, выборе необходимых
критериев контроля качества режущего инструмента.
4.
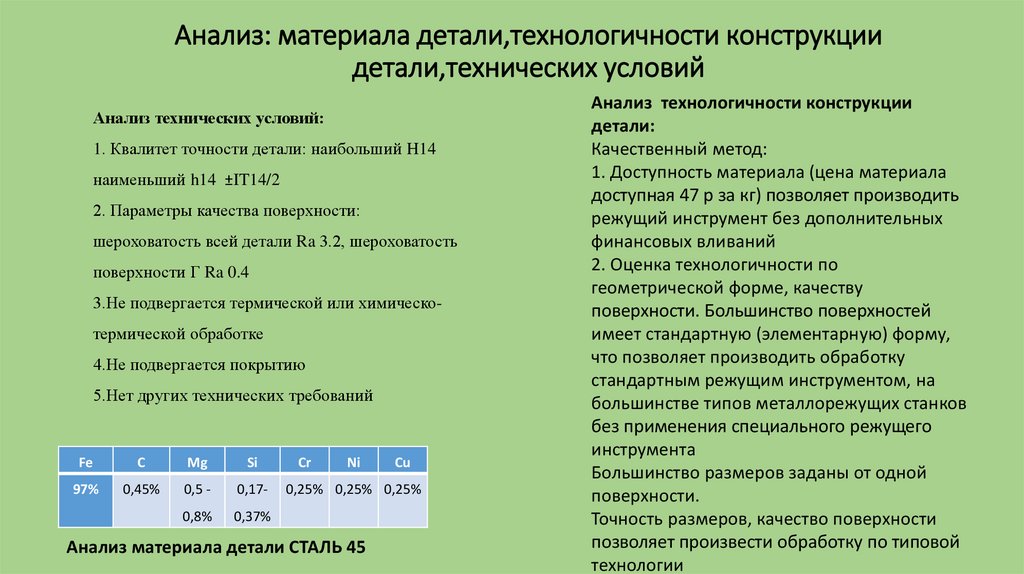
Анализ: материала детали,технологичности конструкциидетали,технических условий
Анализ технических условий:
1. Квалитет точности детали: наибольший H14
наименьший h14 ±IT14/2
2. Параметры качества поверхности:
шероховатость всей детали Ra 3.2, шероховатость
поверхности Г Ra 0.4
3.Не подвергается термической или химическотермической обработке
4.Не подвергается покрытию
5.Нет других технических требований
Fe
C
Mg
Si
97%
0,45%
0,5 -
0,17-
0,8%
0,37%
Cr
Ni
Cu
0,25% 0,25% 0,25%
Анализ материала детали СТАЛЬ 45
Анализ технологичности конструкции
детали:
Качественный метод:
1. Доступность материала (цена материала
доступная 47 р за кг) позволяет производить
режущий инструмент без дополнительных
финансовых вливаний
2. Оценка технологичности по
геометрической форме, качеству
поверхности. Большинство поверхностей
имеет стандартную (элементарную) форму,
что позволяет производить обработку
стандартным режущим инструментом, на
большинстве типов металлорежущих станков
без применения специального режущего
инструмента
Большинство размеров заданы от одной
поверхности.
Точность размеров, качество поверхности
позволяет произвести обработку по типовой
технологии
5.
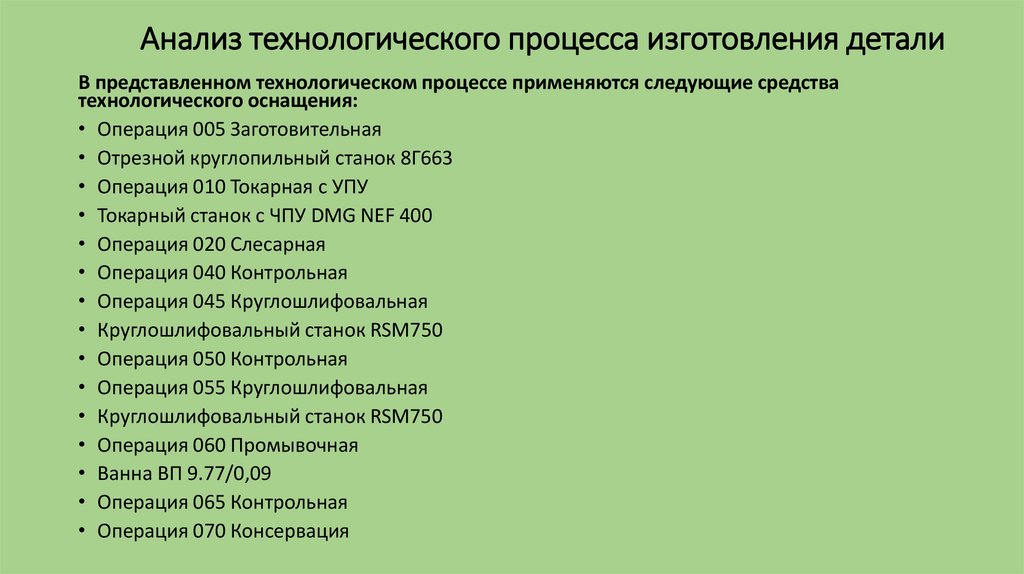
Анализ технологического процесса изготовления деталиВ представленном технологическом процессе применяются следующие средства
технологического оснащения:
• Операция 005 Заготовительная
• Отрезной круглопильный станок 8Г663
• Операция 010 Токарная с УПУ
• Токарный станок с ЧПУ DMG NEF 400
• Операция 020 Слесарная
• Операция 040 Контрольная
• Операция 045 Круглошлифовальная
• Круглошлифовальный станок RSM750
• Операция 050 Контрольная
• Операция 055 Круглошлифовальная
• Круглошлифовальный станок RSM750
• Операция 060 Промывочная
• Ванна ВП 9.77/0,09
• Операция 065 Контрольная
• Операция 070 Консервация
6.
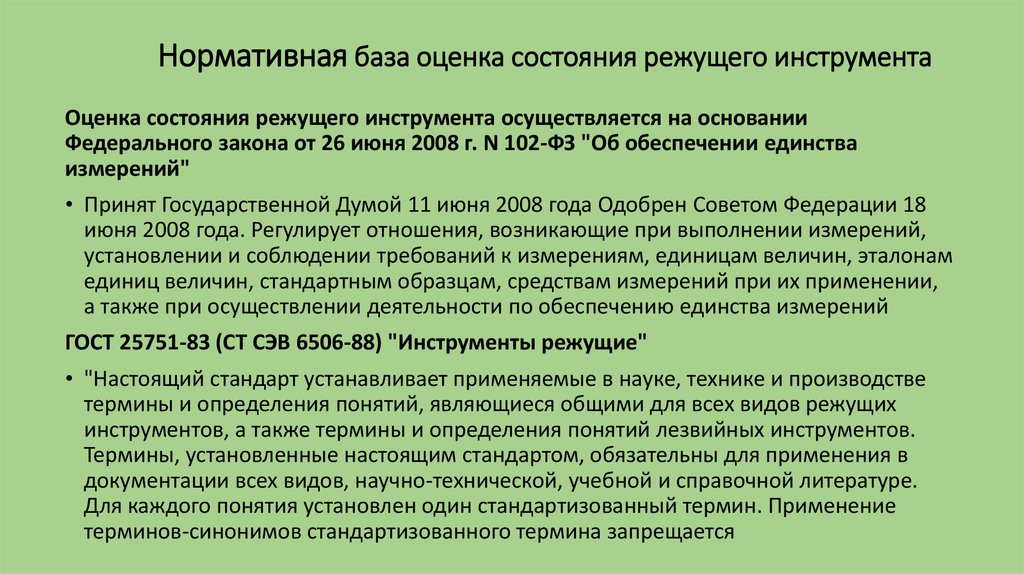
Нормативная база оценка состояния режущего инструментаОценка состояния режущего инструмента осуществляется на основании
Федерального закона от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства
измерений"
• Принят Государственной Думой 11 июня 2008 года Одобрен Советом Федерации 18
июня 2008 года. Регулирует отношения, возникающие при выполнении измерений,
установлении и соблюдении требований к измерениям, единицам величин, эталонам
единиц величин, стандартным образцам, средствам измерений при их применении,
а также при осуществлении деятельности по обеспечению единства измерений
ГОСТ 25751-83 (СТ СЭВ 6506-88) "Инструменты режущие"
• "Настоящий стандарт устанавливает применяемые в науке, технике и производстве
термины и определения понятий, являющиеся общими для всех видов режущих
инструментов, а также термины и определения понятий лезвийных инструментов.
Термины, установленные настоящим стандартом, обязательны для применения в
документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение
терминов-синонимов стандартизованного термина запрещается
7.
Оценка состояния режущего инструментаРезец подрезной 2112-0007 ГОСТ 18880-
Критерии оценки
Визуальный осмотр
Не должно быть разрывов в месте спайки
Визуальный осмотр
73
75%
Не должно быть сколов
Визуальный осмотр
Не должны отсутствовать конструктивные
Визуальный осмотр
элементы
Должна присутствовать маркировка
Визуальный осмотр
Не должны присутствовать прижёги на
Визуальный осмотр
режущих кронках
Угломер
Контроль геометрических параметров
(углы заточки)
Твердомер
Контроль твердости
8.
ЗаключениеВ процессе выполнения курсового проекта поставленные цели и
задачи были достигнуты. Был проведен анализ материала, анализ
технологичности, анализ технических условий. Определены
инструменты, применяемые для технологического процесса.
Найдена нормативная база для контроля состояния режущего
инструмента. В соответствии с нормативной базой выявлены
критерии оценки состояния режущего инструмента