




 industry
industrySimilar presentations:










Исследование влияния конструкции опоки-контейнера на качество литых заготовок
1.
МАГИСТЕРСКАЯ ДИССЕРТАЦИЯМД 15.04.01.02.000 ПЗ
Исследование влияния конструкции опоки-контейнера на
качество литых заготовок
Студент группы
Виталий Юрьевич
8 МС-12
Саяпин
(фамилия, имя, отчество)
2.
Плюсы и минусы технологии ЛГМ:Основные достоинства метода
ЛГМ:
• Технологичность.
• Универсальность
• Экологичность
• Малогабаритность
производственного оборудования.
• Экономичность.
Недостатки метода ЛГМ:
• Требует применение специальных
материалов
• Наличие поверхностного
науглераживания
3.
Цель работы.Оценка влияния изменения конструкции опоки-контейнера на качество литых заготовок из стали
20ГЛ (на серийных отливках «валик подъемника») и на ликвацию по углероду.
Задачи работы:
1) Провести анализ литературных данных по вопросу исследования.
2) Внести изменения в конструкцию опоки-контейнера.
3) Получить литые образцы из стали 20ГЛ для оценки качества поверхности серийных отливок и
проведения исследований макро- и микроструктуры.
4) Провести пробоподготовку и металлографические исследования.
5) Сделать выводы о полученных результатах.
4.
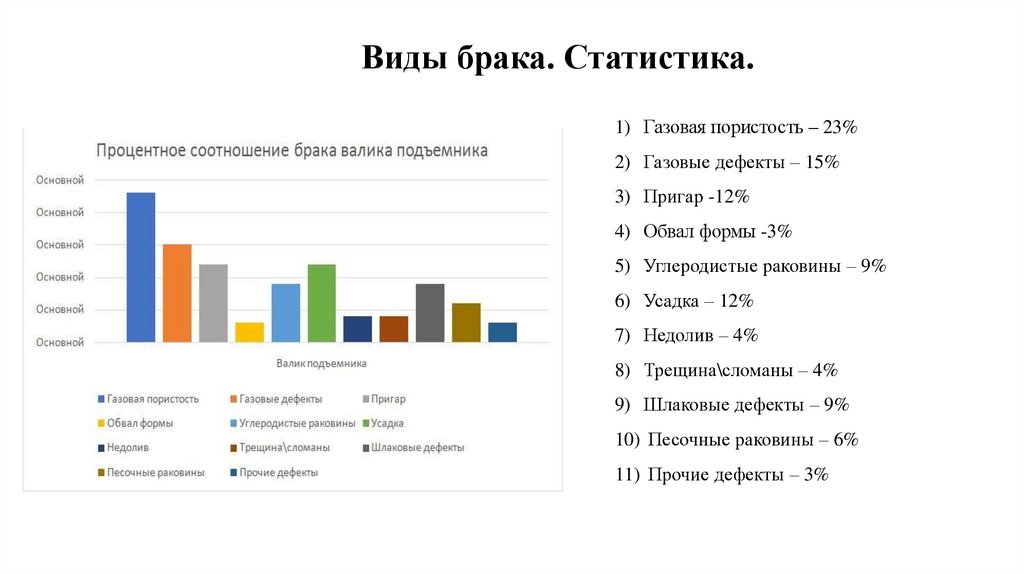
Виды брака. Статистика.1) Газовая пористость – 23%
2) Газовые дефекты – 15%
3) Пригар -12%
4) Обвал формы -3%
5) Углеродистые раковины – 9%
6) Усадка – 12%
7) Недолив – 4%
8) Трещина\сломаны – 4%
9) Шлаковые дефекты – 9%
10) Песочные раковины – 6%
11) Прочие дефекты – 3%
5.
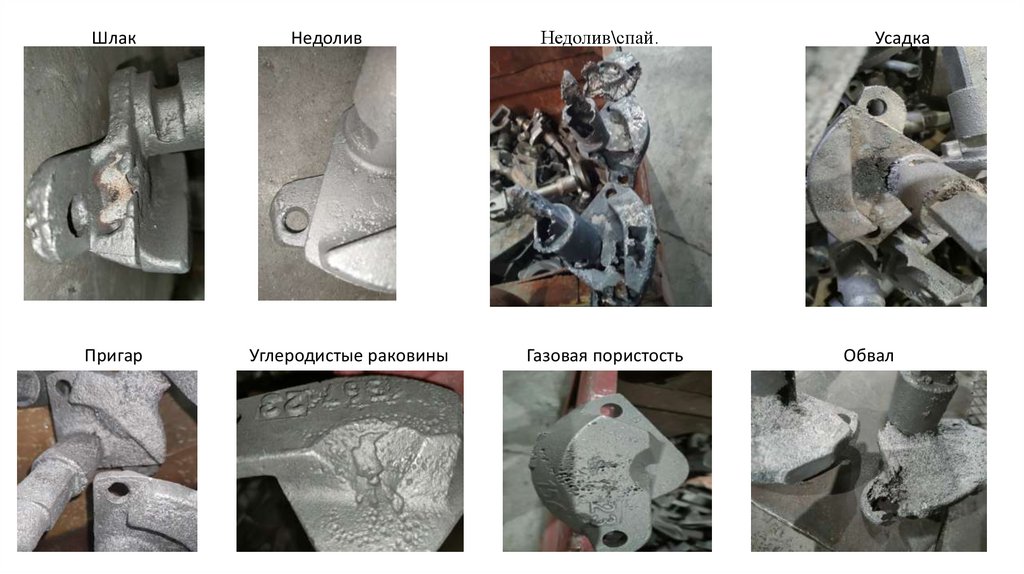
ШлакПригар
Недолив
Углеродистые раковины
Недолив\спай.
Газовая пористость
Усадка
Обвал
6.
Конструкция опокОпока-контейнер (чертеж 73.012.000), общий вид.
Элемент сборочного чертежа опоки-контейнера: 1 – цапфы,
2 – главное усиление верхнее (вакуумопровод), 3 – главное
усиление нижнее (вакуумопровод),4 – верхнее усиление
(швеллер), 5 – усиление промежуточное (вакуумопровод), 6
– место подвода вакуума к опоке.
7.
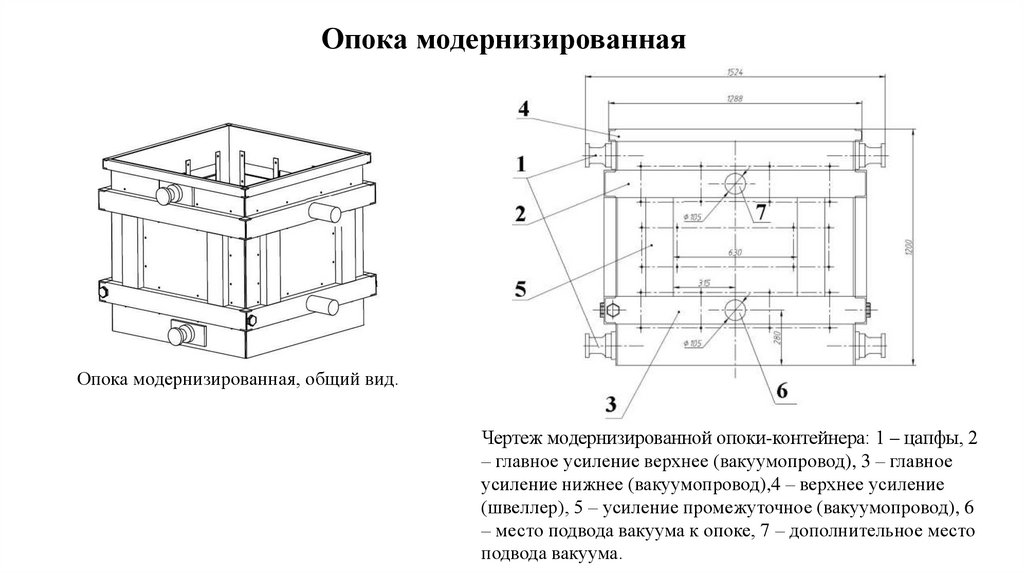
Опока модернизированнаяОпока модернизированная, общий вид.
Чертеж модернизированной опоки-контейнера: 1 – цапфы, 2
– главное усиление верхнее (вакуумопровод), 3 – главное
усиление нижнее (вакуумопровод),4 – верхнее усиление
(швеллер), 5 – усиление промежуточное (вакуумопровод), 6
– место подвода вакуума к опоке, 7 – дополнительное место
подвода вакуума.
8.
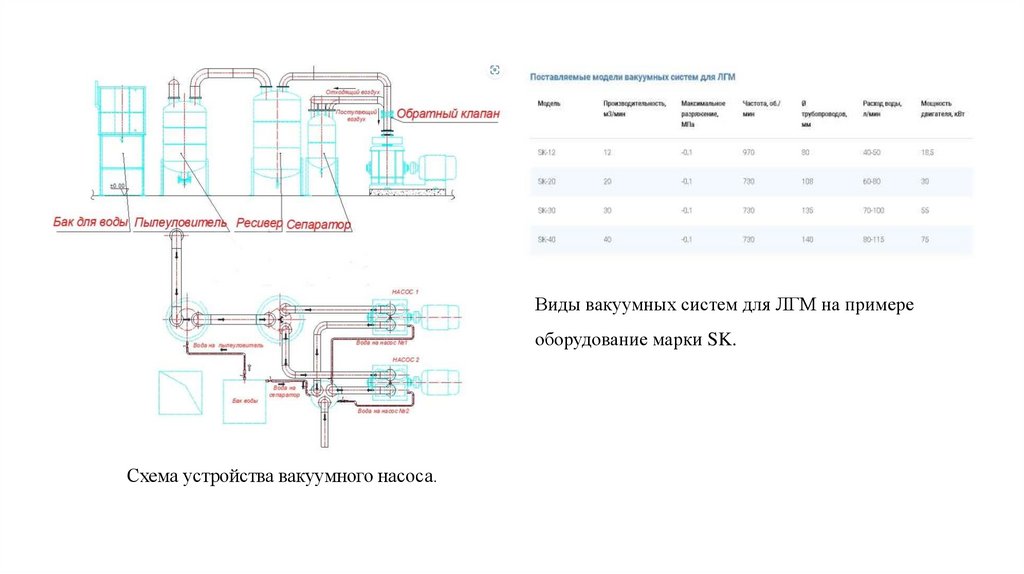
Виды вакуумных систем для ЛГМ на примереоборудование марки SK.
Схема устройства вакуумного насоса.
9.
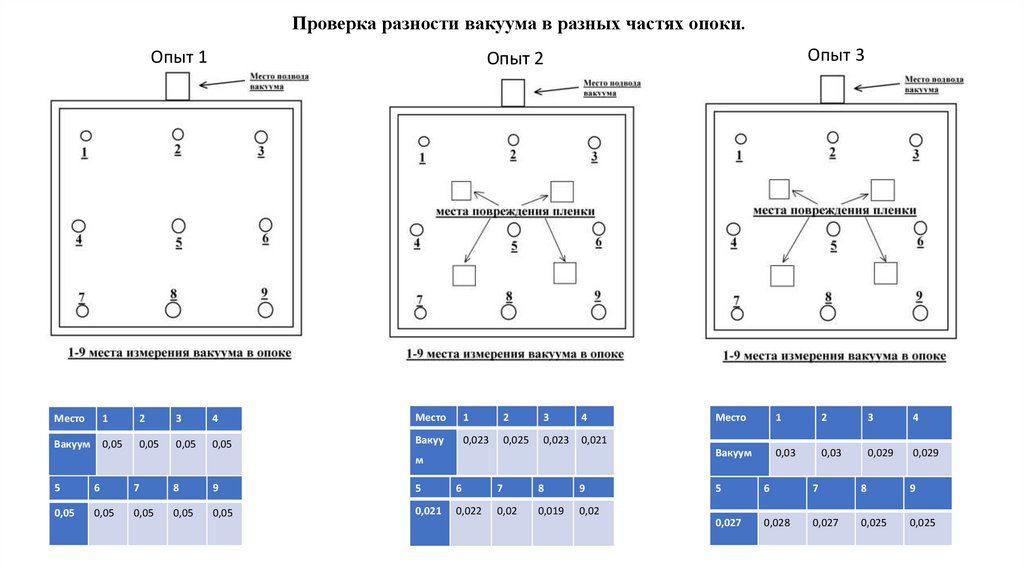
Проверка разности вакуума в разных частях опоки.Опыт 1
Опыт 3
Опыт 2
Место
1
2
3
4
Место
1
2
3
4
Вакуум
0,05
0,05
0,05
0,05
Вакуу
0,023
0,025
0,023
0,021
м
5
6
7
8
9
5
6
7
8
9
0,05
0,05
0,05
0,05
0,05
0,021
0,022
0,02
0,019
0,02
Место
1
2
3
4
Вакуум
0,03
0,03
0,029
0,029
5
6
7
8
9
0,027
0,028
0,027
0,025
0,025
10.
Полистирол D833Полистирол А106
Насыпная
Масса модели до
Масса модели
Насыпная плотность
Масса модели до
Масса модели после
плотность
сушки, гр.
после сушки, гр.
порошка, гр\дм3
сушки, гр.
сушки, гр.
20,2
11,8
10,1
20,2
22,0
12,0
порошка, гр\дм3
Валик
23,0 (D833)
24,0
13,3
23,0 (D833)
26,0
12,4
20,2
21,3
10,9
23,2 (D833)
19,5
14,5
20,2
15,6
12,5
23,2 (D833)
21,8
14,6
24,4
15,7
12,1
23,2 (D833)
24,8
14,5
Полистирол H4-S.
Насыпная плотность
Масса модели до
Масса модели после
порошка, гр\дм3
сушки, гр.
сушки, гр.
Валик
23,0
22,0
12,3
23,0
23,0
12,1
23,2
18,1
11,5
23,2
20,7
12,1
23,2
22,4
12,1
11.
Вырезка и подготовка микрошлифовПанорамное изображение
структуры образца,
полученного в
модернизированной опоке.
(Н2)
Место вырезки образцов из отливки «валик
подъемника»
Панорамное изображение
структуры образца,
полученного в не
модернизированной опоке.
(Н 4)
12.
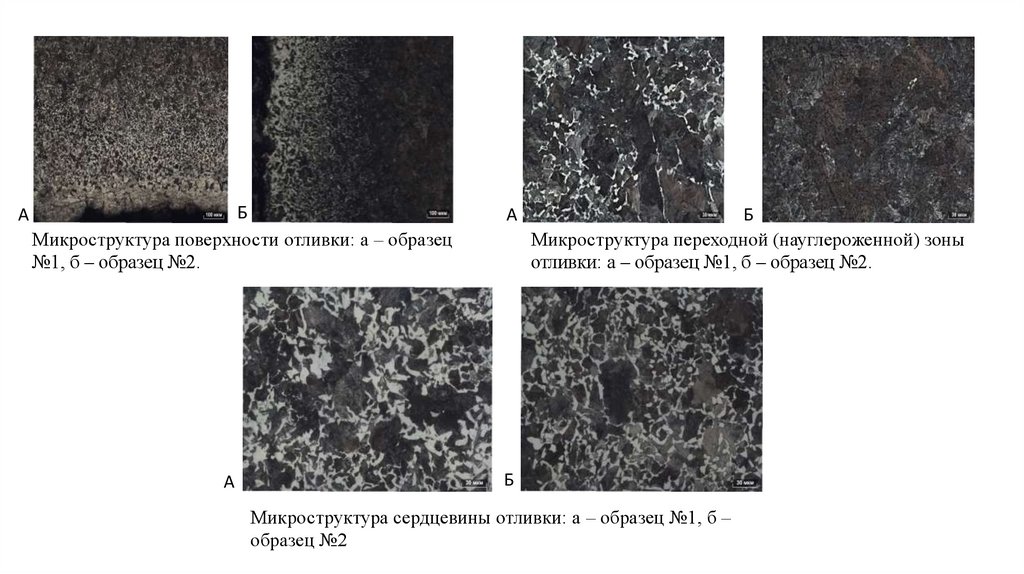
АБ
Микроструктура поверхности отливки: а – образец
№1, б – образец №2.
А
А
Б
Б
Микроструктура переходной (науглероженной) зоны
отливки: а – образец №1, б – образец №2.
Микроструктура сердцевины отливки: а – образец №1, б –
образец №2
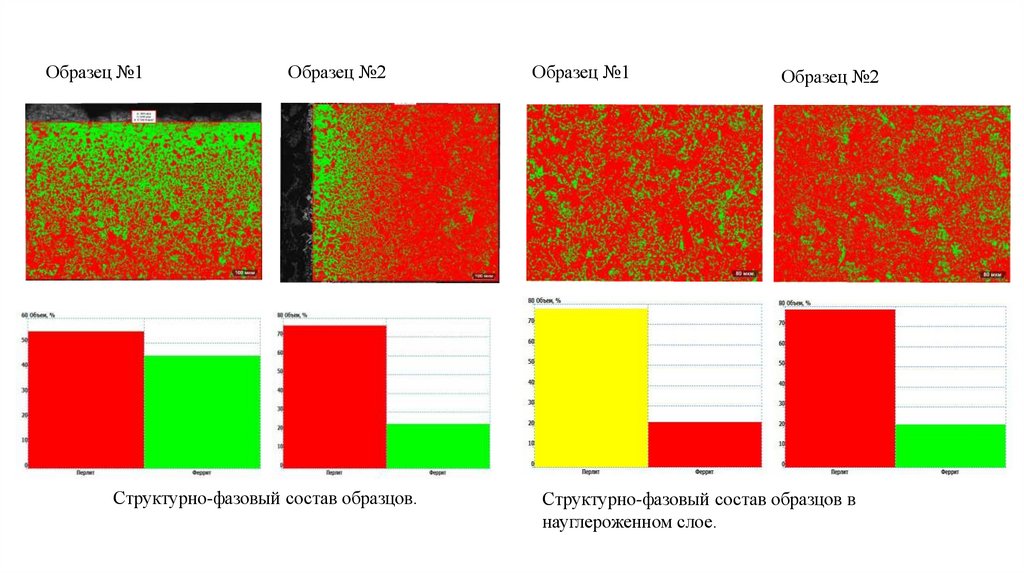
13.
Образец №1Образец №2
Структурно-фазовый состав образцов.
Образец №1
Образец №2
Структурно-фазовый состав образцов в
науглероженном слое.
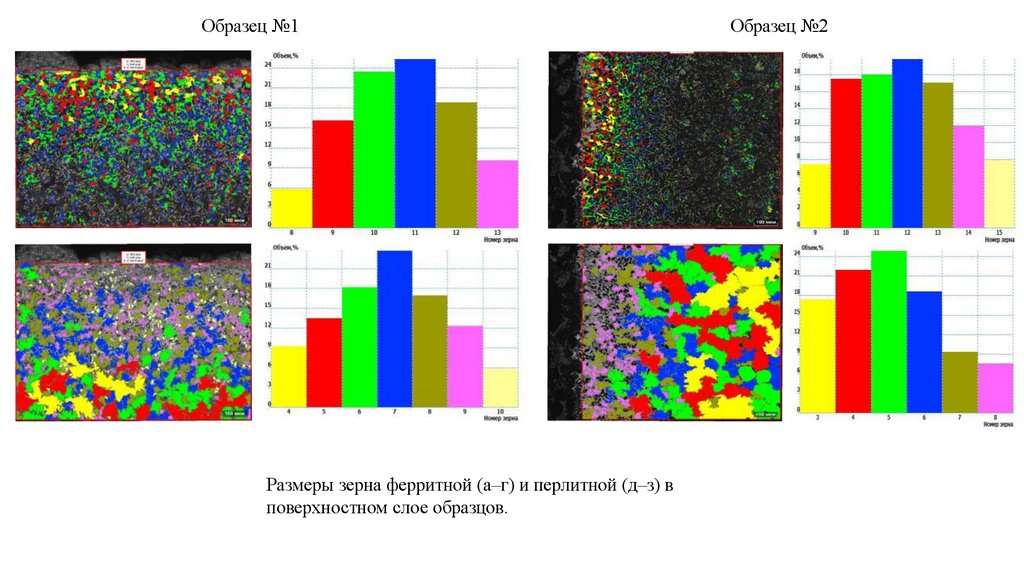
14.
Образец №1Размеры зерна ферритной (а–г) и перлитной (д–з) в
поверхностном слое образцов.
Образец №2
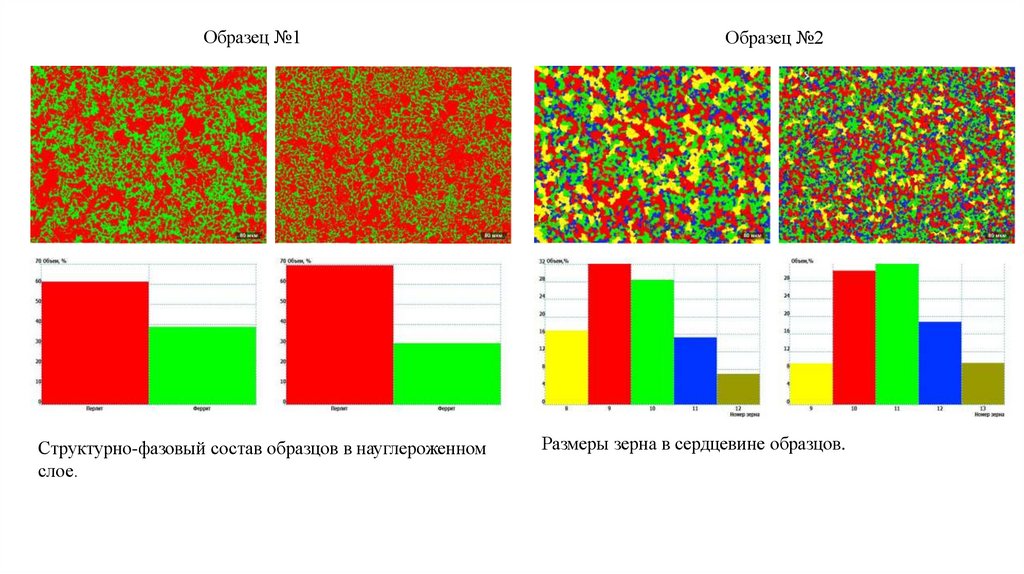
15.
Образец №1Структурно-фазовый состав образцов в науглероженном
слое.
Образец №2
Размеры зерна в сердцевине образцов.
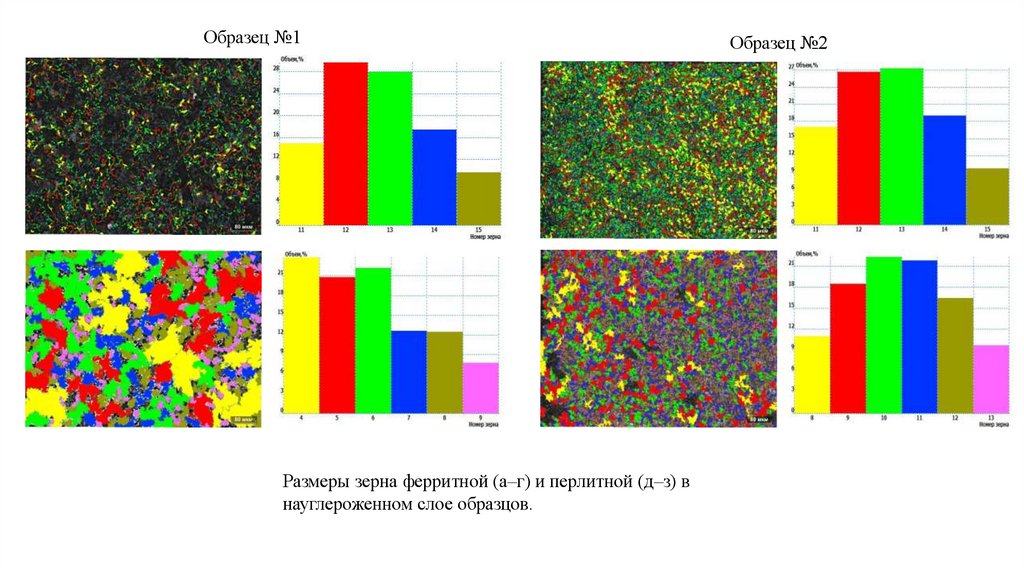
16.
Образец №1Размеры зерна ферритной (а–г) и перлитной (д–з) в
науглероженном слое образцов.
Образец №2
17.
Вывод.- Нами были проработаны конструкции опок, с разным количеством подвода вакуума,
вследствие чего мы остановились на опоке с двумя подводами вакуума, что снизило потери вакуума
при заливке и нормализовало вакуум по всей опоке.
- Разработано устройство для контроля вакуума в заформованной опоке.
- Так же был выбран полистирол для дальнейшей работы, который имеет оптимальную для нас
рабочую плотность и хорошие качества спекания моделей в автоклаве.
- Был подобран вакуумный насос.
- Была разработана и внедрена в работу технологическая карта на отливку Валика подъемника.