










 industry
industrySimilar presentations:










Проектирование литых заготовок
1. ТЕМА 5. ПРОЕКТИРОВАНИЕ ЛИТЫХ ЗАГОТОВОК
1.
ТЕМА 5. ПРОЕКТИРОВАНИЕ ЛИТЫХ
ЗАГОТОВОК
5.1 Выбор способа изготовления отливки и
ее положения в форме
5.2 Технологичность отливок
5.3 Разработка чертежа отливки
Литература
ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски
размеров, массы и припуски на механическую обработку.
М., 1989. – 35 с.
2. 5.1 ВЫБОР СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ И ЕЕ ПОЛОЖЕНИЯ В ФОРМЕ
Выбор способа литья определяется: материалом отливки, сложностьюконструкции, серийностью производства, стоимостью. Все отливки делят на шесть
групп по сложности конфигурации.
1. Плоскостные отливки общего назначения: крышки, плиты, маховики
без спиц, грузы, диски, балки и др. (рисунок. 5.1).
Рисунок 5.1 – Отливки 1-й группы сложности (простые):
а – балка; б – бандаж; в – плита; г – груз; д – крышка
3.
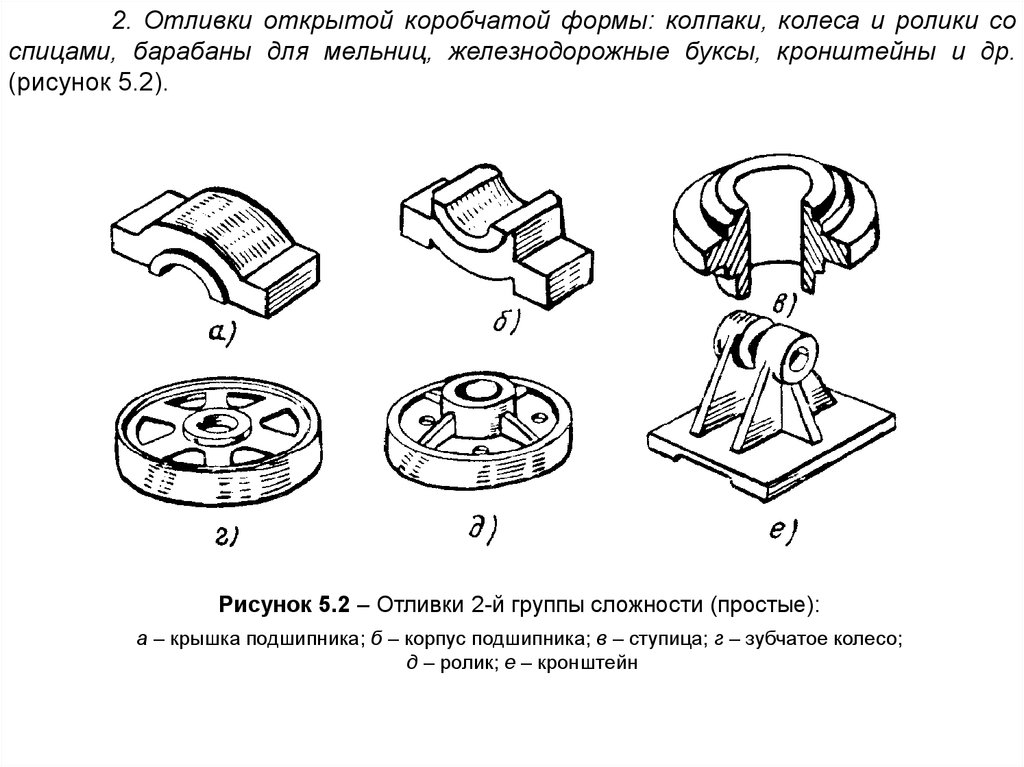
2. Отливки открытой коробчатой формы: колпаки, колеса и ролики соспицами, барабаны для мельниц, железнодорожные буксы, кронштейны и др.
(рисунок 5.2).
Рисунок 5.2 – Отливки 2-й группы сложности (простые):
а – крышка подшипника; б – корпус подшипника; в – ступица; г – зубчатое колесо;
д – ролик; е – кронштейн
4.
3. Отливки открытой коробчатой или цилиндрической формы: шкивы,корпуса и крышки редукторов, ребристые цилиндры, зубчатые колеса с литыми
зубьями, кронштейны, тройники и др. (рисунок 5.3).
Рисунок 5.3 – Отливки 3-й группы (средней сложности):
а – корпус; б – крышка редуктора; в, г – основания;
д – зубчатое колесо; е – рама балансира
5.
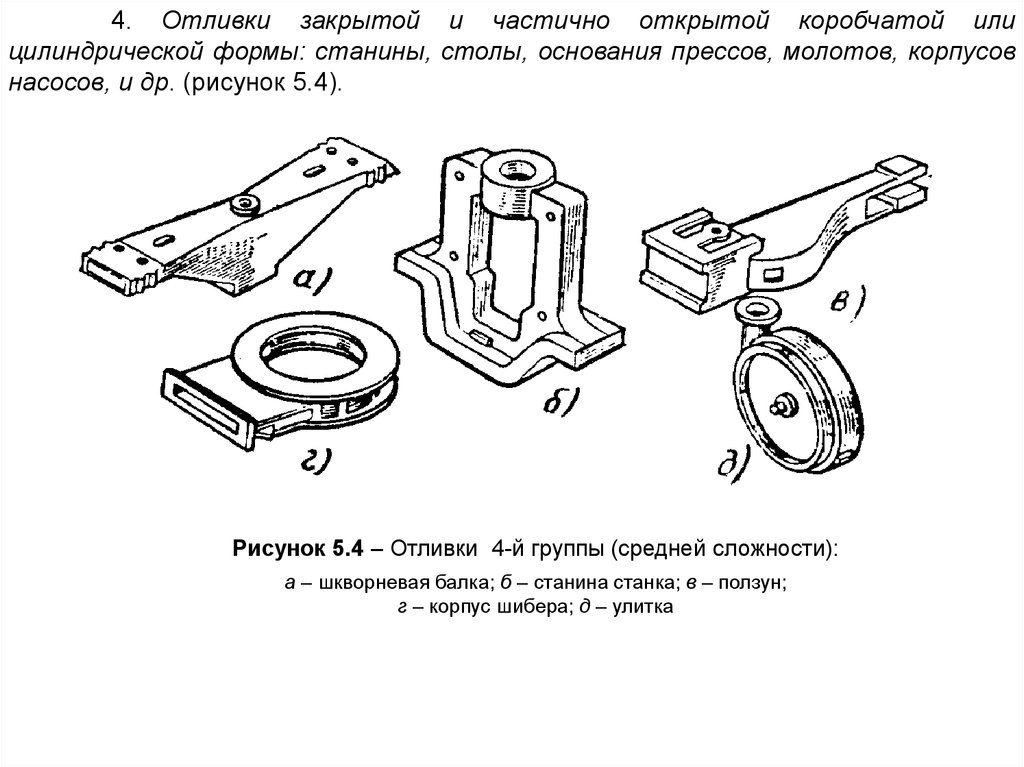
4. Отливки закрытой и частично открытой коробчатой илицилиндрической формы: станины, столы, основания прессов, молотов, корпусов
насосов, и др. (рисунок 5.4).
Рисунок 5.4 – Отливки 4-й группы (средней сложности):
а – шкворневая балка; б – станина станка; в – ползун;
г – корпус шибера; д – улитка
6.
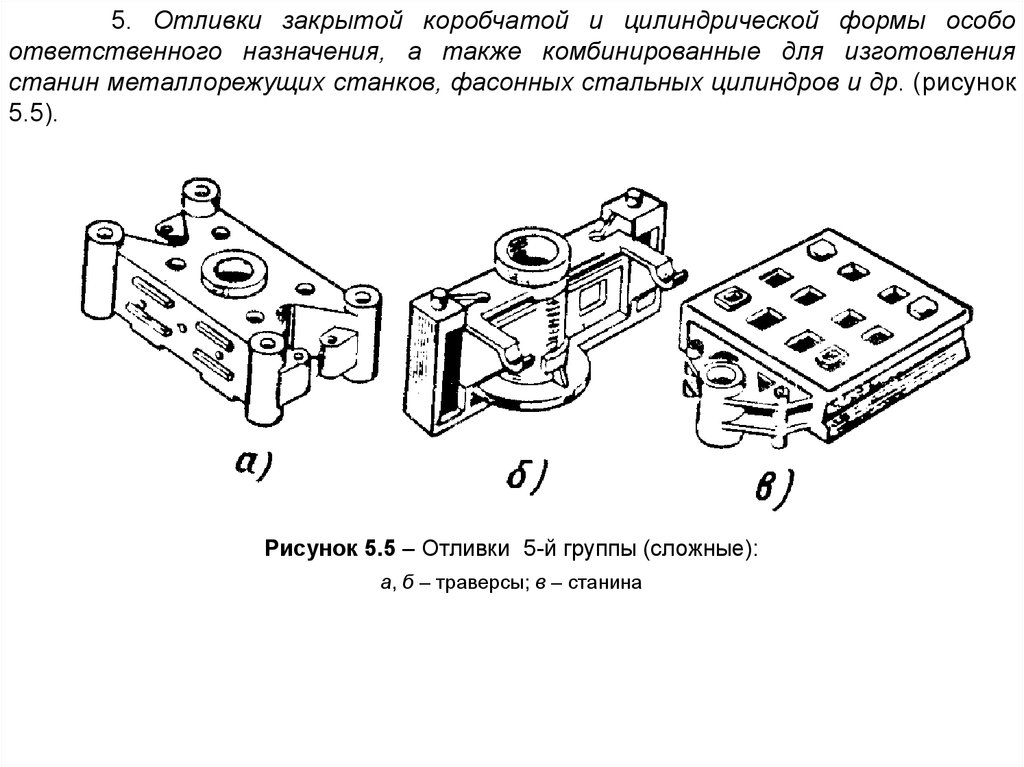
5. Отливки закрытой коробчатой и цилиндрической формы особоответственного назначения, а также комбинированные для изготовления
станин металлорежущих станков, фасонных стальных цилиндров и др. (рисунок
5.5).
Рисунок 5.5 – Отливки 5-й группы (сложные):
а, б – траверсы; в – станина
7.
6. Оливки закрытой коробчатой, цилиндрической формы. Внутренниеполости особо сложной конфигурации, с наличием ленточных и кольцевых
каналов, расположенных в два яруса и более. Типовые отливки – гидравлические
коробки, блоки цилиндров, спрямляющие аппараты и др. (рисунок 5.6).
Рисунок 5.6 – Отливки 6-й группы (сложные):
а – блок цилиндров; б – станина; в – гидравлическая коробка
8.
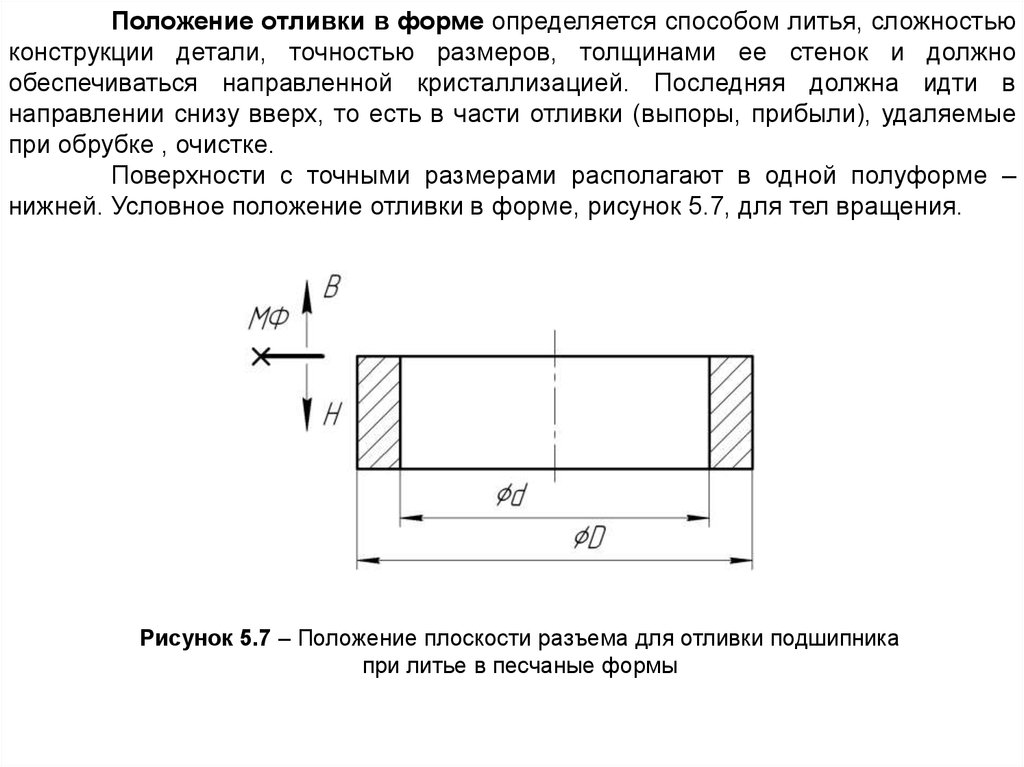
Положение отливки в форме определяется способом литья, сложностьюконструкции детали, точностью размеров, толщинами ее стенок и должно
обеспечиваться направленной кристаллизацией. Последняя должна идти в
направлении снизу вверх, то есть в части отливки (выпоры, прибыли), удаляемые
при обрубке , очистке.
Поверхности с точными размерами располагают в одной полуформе –
нижней. Условное положение отливки в форме, рисунок 5.7, для тел вращения.
Рисунок 5.7 – Положение плоскости разъема для отливки подшипника
при литье в песчаные формы
9.
Возможность использования одной плоскости разъема определяется поправилу световых теней. На отливке не должно быть затемненных участков в
направлении перпендикулярном плоскости разъема при воображенном ее
освещении (рисунок 5.8).
Рисунок 5.8 – Рациональная конструкция отливки
10.
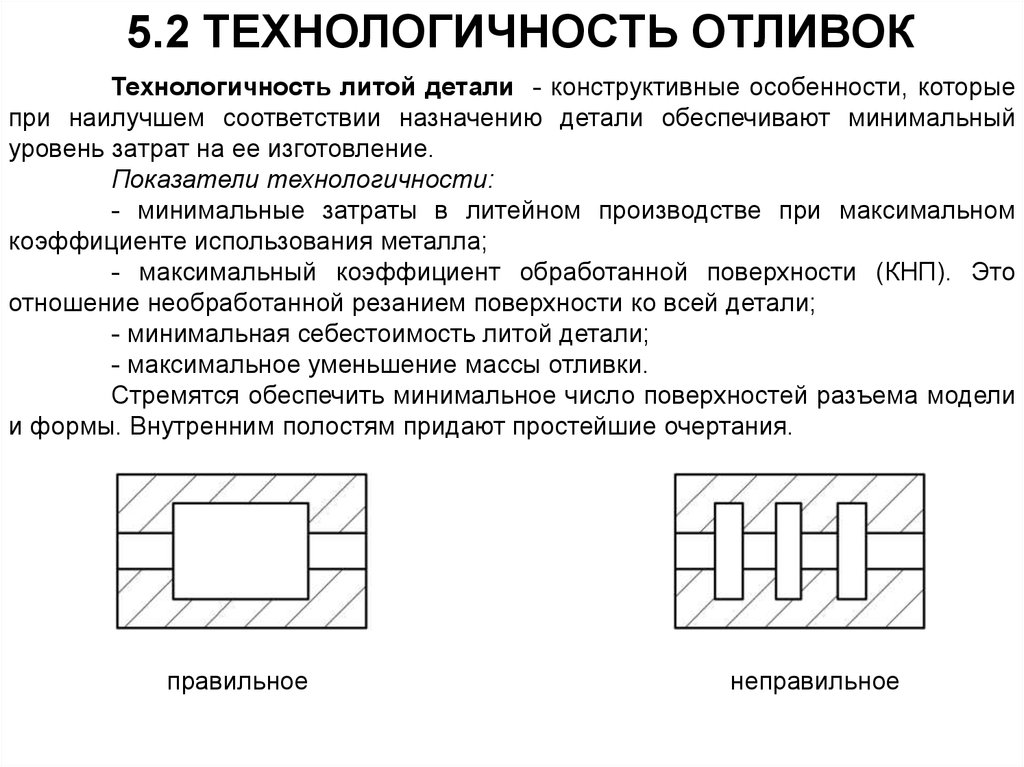
5.2 ТЕХНОЛОГИЧНОСТЬ ОТЛИВОКТехнологичность литой детали - конструктивные особенности, которые
при наилучшем соответствии назначению детали обеспечивают минимальный
уровень затрат на ее изготовление.
Показатели технологичности:
- минимальные затраты в литейном производстве при максимальном
коэффициенте использования металла;
- максимальный коэффициент обработанной поверхности (КНП). Это
отношение необработанной резанием поверхности ко всей детали;
- минимальная себестоимость литой детали;
- максимальное уменьшение массы отливки.
Стремятся обеспечить минимальное число поверхностей разъема модели
и формы. Внутренним полостям придают простейшие очертания.
правильное
неправильное
11.
Обрабатываемые бобышки размещают на одном уровне.правильное
неправильное
12.
Ребра располагают в плоскости разъема формы и перпендикулярно к ней.правильное
неправильное
13.
Уклоны в отливках принимают в зависимости от высоты моделей и ихматериалов. Радиусы закруглений – по справочным данным [1].
Для устранения усадочных раковин в отливках пользуются правилом
А. Геверса (вписанных окружностей). Окружность, вписанная в стенку отливки,
должна выкатиться к прибыли (рисунок 5.9).
Рисунок 5.9 – Правильно выбранное сечение отливки и его размеры
14.
5.3 РАЗРАБОТКА ЧЕРТЕЖА ОТЛИВКИВо-первых, определяют исходные данные по чертежу детали: материал
детали, плотность. Во-вторых – тип производства. В-третьих – выбирают способ
получения отливки. Далее проектную работу выполняют в соответствии с
алгоритмом:
1. Назначают предельные отклонения на номинальные размеры детали.
Определяют допуск на каждый размер.
2. Определяют сложность отливки.
3. Определяют положение отливки в форме.
4. Устанавливают уровень точности обработки отливки.
5. Назначают степени точности поверхностей отливки.
6. Устанавливают шероховатость поверхностей отливки.
7. Определяют классы точности размеров отливки.
8. Назначают допуски размеров поверхностей отливки.
9. Определяют степень коробления отливки.
10. Определяют ряд припусков на обработку отливки.
11. Определяют допуск смещения отливки по плоскости разъема.
12. Устанавливают вид окончательной мехобработки.
13. Устанавливают общий допуск элементов отливки.
14. Устанавливают общий припуск на обработку.
15. Определяют исполнительные размеры отливки.
16. Определяют массу отливки.
17. Назначают литейные радиусы и уклоны.
15.
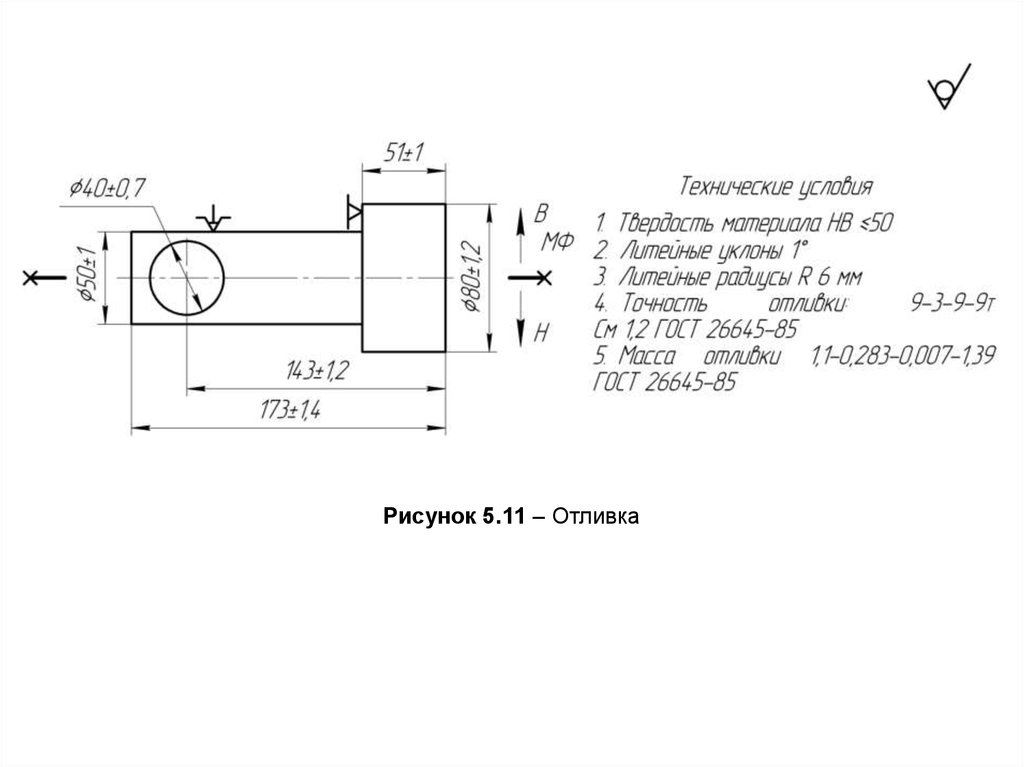
На рисунке 5.10 представлен чертеж детали, а на рисунке 5.11 – чертеж отливки.Рисунок 5.10 – Ось (Ал 5 ГОСТ 2685-75)
16.
Рисунок 5.11 – Отливка17. Контрольные вопросы
1.2.
3.
4.
5.
6.
Критерий оценки степени сложности отливок.
Факторы, определяющие технологичность отливки.
Что влияет на определение плоскости разъема модели и формы?
Технологичность отливки.
Что определяет выбор способа изготовления отливки?
Разработка чертежа отливки.