







 mechanics
mechanicsSimilar presentations:










Соединения деталей машин (лекция 6)
1.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИНСоединение деталей – конструктивное обеспечение их контакта
с целью кинематического и силового взаимодействия, либо для
образования из них частей (деталей, сборочных единиц)
механизмов, машин и приборов.
Неразъемные соединения -
Разъемные соединения -
соединения, которые
соединения, которые можно
невозможно разобрать без
многократно собирать и
разрушения или
разбирать без повреждения
повреждения деталей
деталей
• сварные
• резьбовые
• клеевые
• заклепочные
шлицевые
шпоночные
• паяные.
клеммовые
2.
ТребованияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
• К соединениям в зависимости от их назначения
предъявляются требования прочности, плотности
(герметичности) и жесткости.
• Основным критерием работоспособности и расчета
соединений является прочность.
• Необходимо стремиться к равнопрочности конструкции
• Уплотнение разъемного соединения достигается за счет:
сильного сжатия достаточно качественно обработанных
поверхностей;
введения прокладок из легко деформируемого материала.
3.
Разъемные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Резьбовые соединения
Резьбовые соединения - разъемные, собираемые с помощью резьбовых
крепежных деталей (болты, винты, шпильки, гайки и др.)
Применяются
• для устранения возможности перемещения соединяемых деталей;
• для удержания деталей на определенном расстоянии друг от друга;
• для обеспечения плотности стыка соединяемых деталей;
• для осуществления поступательного движения (пресса, домкраты, ходовые винты);
• для получения точных относительных перемещений
Достоинства:
• высокая надёжность;
• удобство сборки-разборки;
• простота конструкции;
• дешевизна (вследствие
стандартизации);
• технологичность;
• возможность регулировки силы сжатия
Недостатки :
• концентрация напряжений во
впадинах резьбы;
• большая неравномерность
распределения нагрузки по виткам
резьбы
• низкая вибрационная стойкость
(самоотвинчивание при вибрации)
4.
Разъемные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Резьбовые соединения
Классификация:
1. В зависимости от формы резьбовой поверхности
(цилиндрические и конические резьбы)
2. В зависимости от формы профиля резьбы (треугольные,
упорные, трапецеидальные, прямоугольные, круглые)
3. В зависимости от направления винтовой линии резьбы
(правые и левые)
4. По расположению – наружная и внутренняя
5. В зависимости от числа заходов резьбы (однозаходные и
многозаходные)
6. По исходной метрической системе – метрическая и дюймовая
7. В зависимости от назначения резьбы (крепежные, крепежно–
уплотняющие, для передачи движения)
5.
Резьбовые соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Расчет болтового соединения
Болты установлены с зазором
Болты установлены без
Внешняя нагрузка F
зазора
уравновешивается силами трения в
Болт рассчитывают на срез, а
стыке, которые появляются от
контактные поверхности болта с
затяжки болта
деталями стыка - на смятие
6.
Резьбовые соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
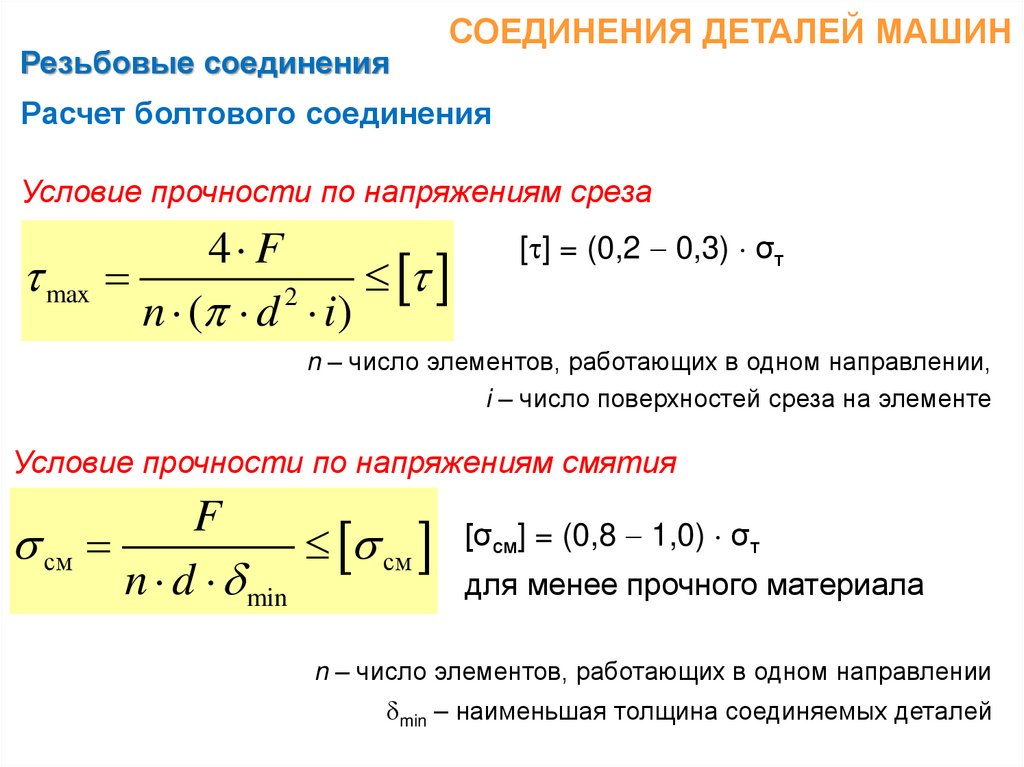
Расчет болтового соединения
Условие прочности по напряжениям среза
4 F
max
2
n ( d i)
[ ] = (0,2 0,3) σт
n – число элементов, работающих в одном направлении,
i – число поверхностей среза на элементе
Условие прочности по напряжениям смятия
F
см
см
n d min
[σсм] = (0,8 1,0) σт
для менее прочного материала
n – число элементов, работающих в одном направлении
min – наименьшая толщина соединяемых деталей
7.
Резьбовые соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Расчет болтового соединения
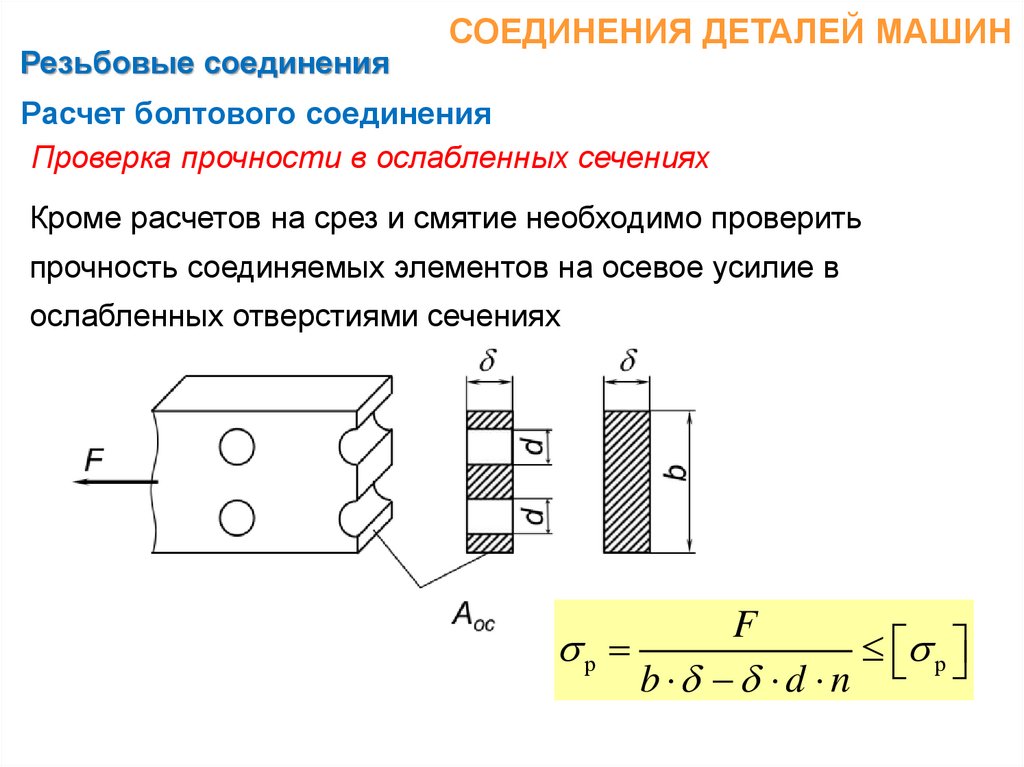
Проверка прочности в ослабленных сечениях
Кроме расчетов на срез и смятие необходимо проверить
прочность соединяемых элементов на осевое усилие в
ослабленных отверстиями сечениях
F
р
р
b d n
8.
Разъемные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Шпоночные соединения
Шпоночные соединения – это разборные подвижные или
неподвижные соединения двух деталей, с применением специальных
закладных деталей (шпонок)
Служат для закрепления деталей (зубчатых колёс, звёздочек, муфт) на
валах.
Передают крутящий момент с втулки на вал или наоборот.
Конструкции шпонок
а, в — шпонки со скругленными торцами;
б, г — шпонки с плоскими торцами;
д — сегментная шпонка;
е, ж, з – клиновые шпонки
9.
Разъемные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Шпоночные соединения
Достоинства:
Недостатки:
• простота и надёжность
• ослабление сечений вала и
конструкции;
• лёгкость сборки и разборки;
• простота изготовления и низкая
стоимость
ступицы шпоночным пазом;
• трудоемкость в изготовлении:
ручная пригонка шпонки по пазу
или крепление шпонки в пазу
винтами ;
• шпоночные соединения
нарушают центрирование
колеса на валу (приходится
применять две
противоположные шпонки)
• трудность обеспечения их
взаимозаменяемости
10.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИНШпоночные соединения
Призматические шпонки
Выполняются врезными. Примерно половина высоты шпонки
размещается в пазу вала, другая половина – в пазу ступицы
Ширина b, высота h, глубина
шпоночных пазов на валу –
t1 и в ступице – t2
определяются диаметром
вала d (по ГОСТ).
Длину шпонки l назначают в зависимости от длины ступицы
(на 5 - 10 мм меньше) по ГОСТ из стандартного ряда
Достаточность принятых размеров проверяют расчётом на
прочность
11.
Шпоночные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Расчет соединения призматическими шпонками
При передаче крутящего момента
шпонка работает на срез и на смятие
Условие прочности на смятие
2T
σсм
σсм
d l р h t1
Допускаемые напряжения смятия
[ см] = 60…150 МПа
Условие прочности на срез:
2Т
τср
τср
d lp b
Допускаемые напряжения среза
[ ср] = 70…100 МПа
12.
Разъемные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Шлицевые соединения
Шлицевые соединения образуются при наличии наружных
зубьев на валу и впадин в отверстии ступицы
Достоинства по сравнению со шпоночными соединениями
• более высокая нагрузочная способность,
• лучшее центрирование соединяемых деталей,
• меньшая концентрация напряжений в материале вала
Шлицевое соединение:
а) прямобочными шлицами;
б) эвольвентными шлицами;
в) треугольными шлицами;
1 – вал, 2 – ступица
13.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИННеазъемные соединения
Заклепочные соединения
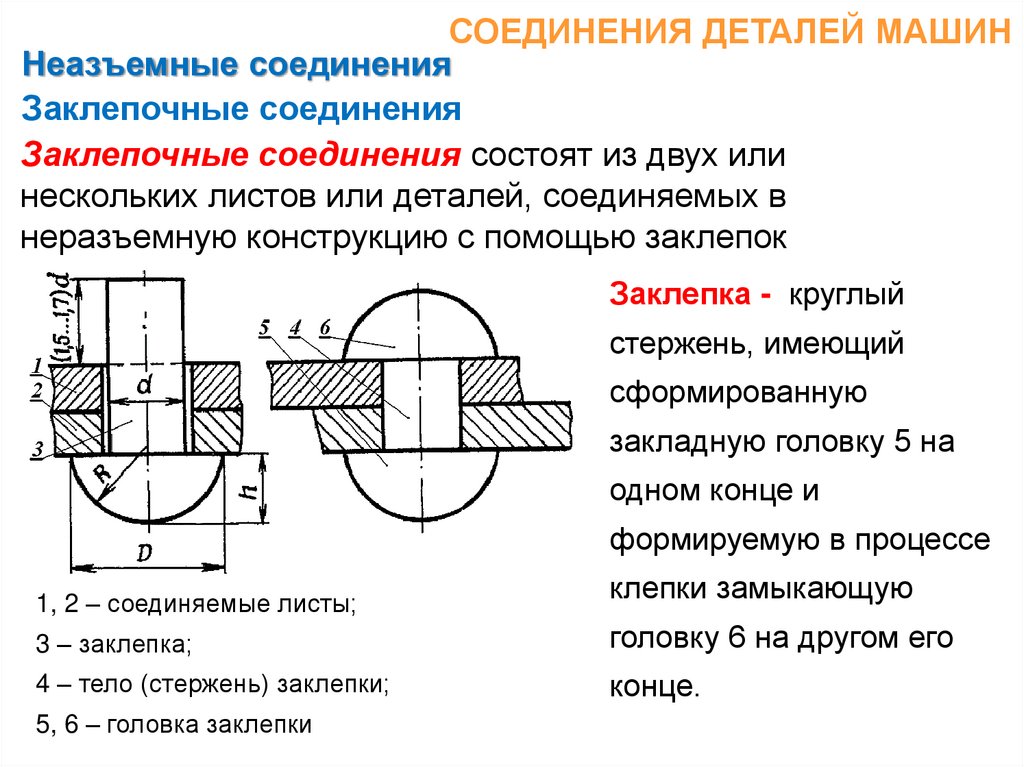
Заклепочные соединения состоят из двух или
нескольких листов или деталей, соединяемых в
неразъемную конструкцию с помощью заклепок
Заклепка - круглый
стержень, имеющий
сформированную
закладную головку 5 на
одном конце и
формируемую в процессе
1, 2 – соединяемые листы;
клепки замыкающую
3 – заклепка;
головку 6 на другом его
4 – тело (стержень) заклепки;
конце.
5, 6 – головка заклепки
14.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИННеазъемные соединения
Заклепочные соединения
Достоинства:
• высокая надежность соединения;
• удобство контроля качества клепки;
• повышенная сопротивляемость
ударным и вибрационным
нагрузкам;
• возможность соединения деталей
из трудносвариваемых металлов;
• неизменность физикомеханических свойств материалов
соединяемых деталей в процессе
клепки
• не дают температурных
деформаций;
• детали при разборке не
разрушаются.
Недостатки:
• высокая стоимость, так как процесс
получения заклепочного шва
состоит из большого числа
операций;
• повышенный расход материала для
соединения;
• детали ослаблены отверстиями;
• высокий шум и ударные нагрузки
при изготовлении;
• нарушение плотности швов при
эксплуатации;
• невозможность соединения деталей
сложной конфигурации.
• заклепки и соединяемые детали
должны быть однородными
15.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИННеазъемные соединения
Заклепочные соединения
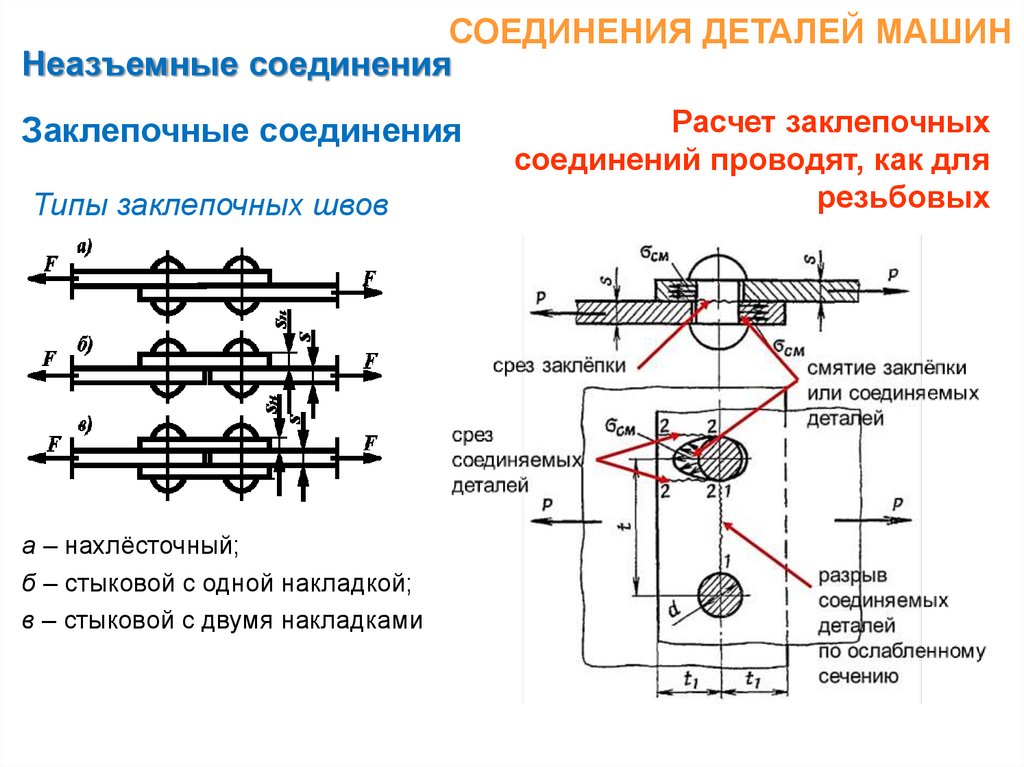
Типы заклепочных швов
а – нахлёсточный;
б – стыковой с одной накладкой;
в – стыковой с двумя накладками
Расчет заклепочных
соединений проводят, как для
резьбовых
16.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИННеазъемные соединения
Сварные соединения
Сварные соединения – неразъёмные соединения,
образованные посредством установления межатомных связей
между деталями при расплавлении соединяемых кромок,
пластическом их деформировании или при совместном действии
того и другого.
Образуются путем местного нагрева деталей в зоне
соединения.
Наибольшее распространение получила электрическая сварка
дуговая и контактная.
17.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИННеазъемные соединения
Сварные соединения
Достоинства:
• невысокая стоимость соединения;
• сравнительно небольшая масса
Недостатки:
прочность сварного
соединения зависит от
конструкции (на 20 25 меньше массы
клепанной)
квалификации сварщика
а) поскольку отсутствуют отверстия под
автоматической сварки
(применение
заклепки, требуется меньшая площадь
сечений свариваемых деталей;
б) соединение деталей может выполняться
устраняет этот недостаток);
коробление деталей из-за
встык без накладок;
неравномерности нагрева в
в) отсутствуют выступающие массивные
процессе сварки;
головки заклепок
недостаточная надежность
герметичность и плотность соединения;
при значительных
возможность автоматизации процесса
сварки;
возможность сварки толстых профилей
вибрациях и ударных
нагрузках
18.
Сварные соединенияСОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Классификация сварных соединений
лобовые швы,
расположенные
перпендикулярно к
действующему усилию
фланговые швы,
параллельные
действующему усилию
а) стыковое;
б) угловое;
в) тавровое;
г) нахлёсточное;
д) торцовое
комбинированные
швы, состоящие из
комбинации лобовых
и фланговых швов
19.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИНСварные соединения
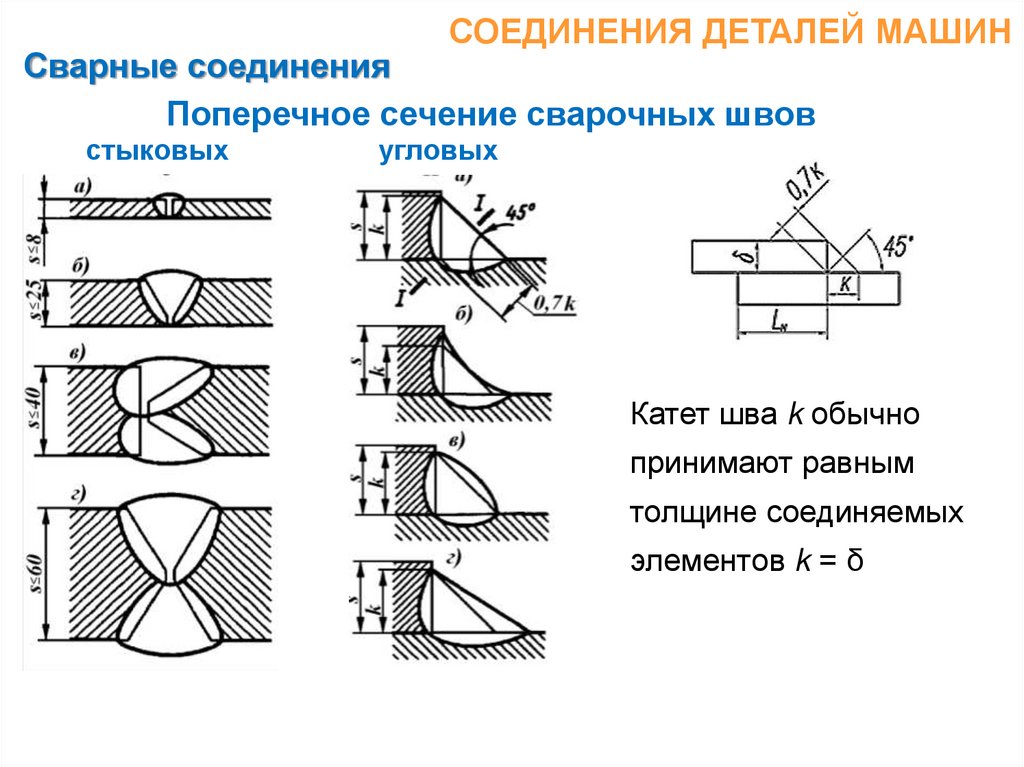
Поперечное сечение сварочных швов
стыковых
угловых
Катет шва k обычно
принимают равным
толщине соединяемых
элементов k = δ
20.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИНРасчет сварного соединения
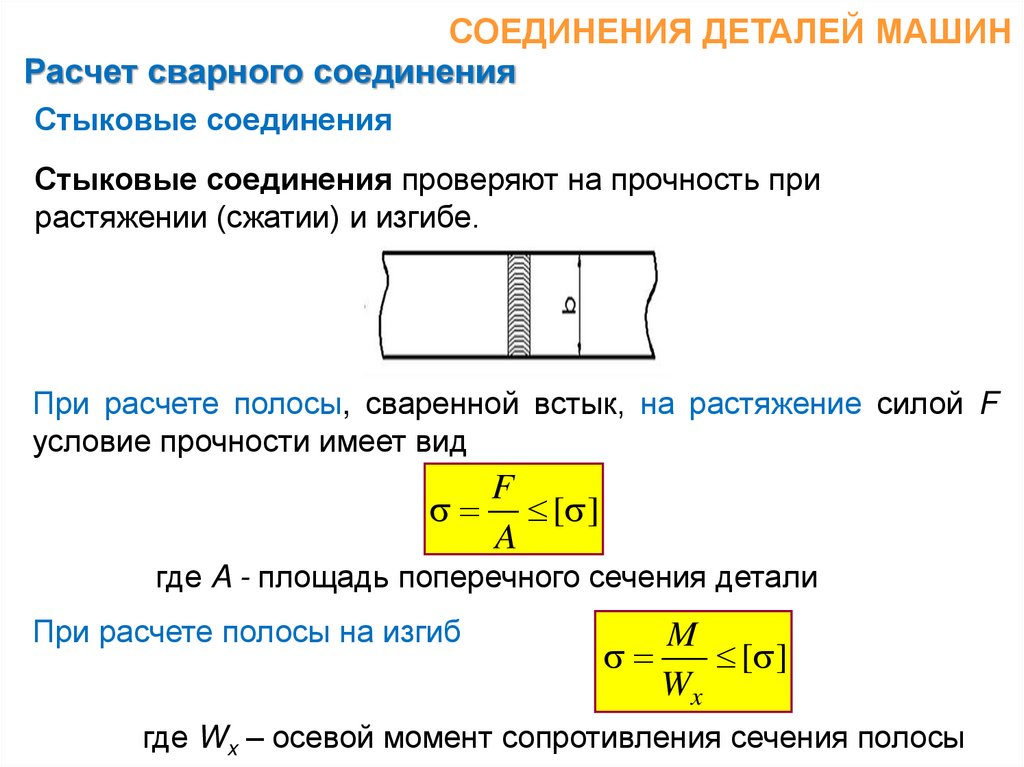
Стыковые соединения
Стыковые соединения проверяют на прочность при
растяжении (сжатии) и изгибе.
При расчете полосы, сваренной встык, на растяжение силой F
условие прочности имеет вид
F
[ ]
A
где A - площадь поперечного сечения детали
При расчете полосы на изгиб
M
[ ]
Wx
где Wx – осевой момент сопротивления сечения полосы
21.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИНРасчет сварного соединения
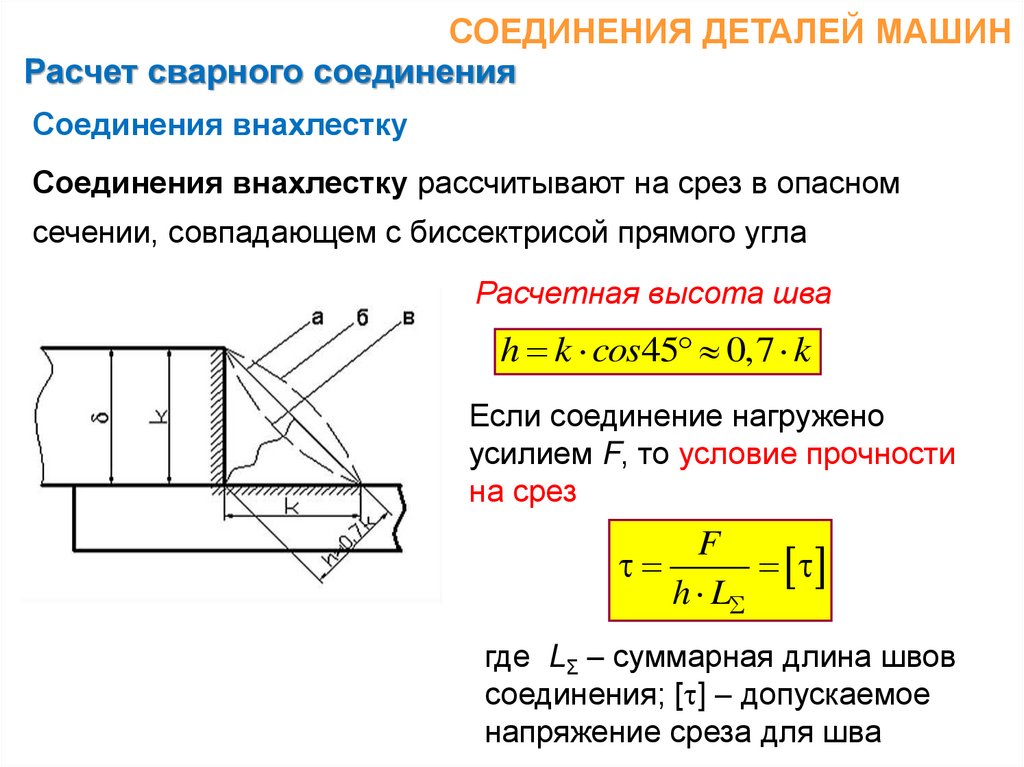
Соединения внахлестку
Соединения внахлестку рассчитывают на срез в опасном
сечении, совпадающем с биссектрисой прямого угла
Расчетная высота шва
h k cos45 0,7 k
Если соединение нагружено
усилием F, то условие прочности
на срез
F
h L
где LΣ суммарная длина швов
соединения; [ ] допускаемое
напряжение среза для шва
22.
СПАСИБО ЗА ВНИМАНИЕДО СЛЕДУЮЩИХ ВСТРЕЧ