

 industry
industrySimilar presentations:




")
")




Постоянные циклы станка с ЧПУ. Лекция 6
1.
Курс обучения операторов станков с ЧПУЛекция 6. Постоянные циклы станка с ЧПУ
2.
• Постоянными циклами называются специальныемакропрограммы, заложенные в УЧПУ для выполнения
стандартных операций механической обработки.
3.
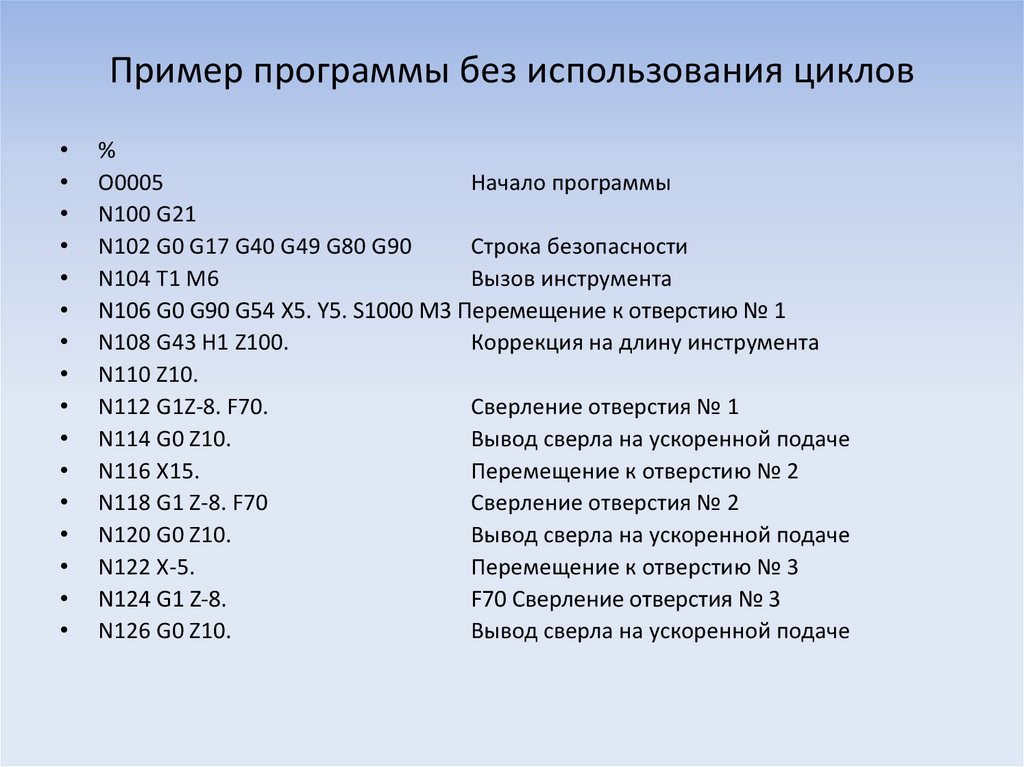
Пример программы без использования циклов%
O0005
Начало программы
N100 G21
N102 G0 G17 G40 G49 G80 G90
Строка безопасности
N104 T1 M6
Вызов инструмента
N106 G0 G90 G54 X5. Y5. S1000 M3 Перемещение к отверстию № 1
N108 G43 H1 Z100.
Коррекция на длину инструмента
N110 Z10.
N112 G1Z-8. F70.
Сверление отверстия № 1
N114 G0 Z10.
Вывод сверла на ускоренной подаче
N116 X15.
Перемещение к отверстию № 2
N118 G1 Z-8. F70
Сверление отверстия № 2
N120 G0 Z10.
Вывод сверла на ускоренной подаче
N122 X-5.
Перемещение к отверстию № 3
N124 G1 Z-8.
F70 Сверление отверстия № 3
N126 G0 Z10.
Вывод сверла на ускоренной подаче
4.
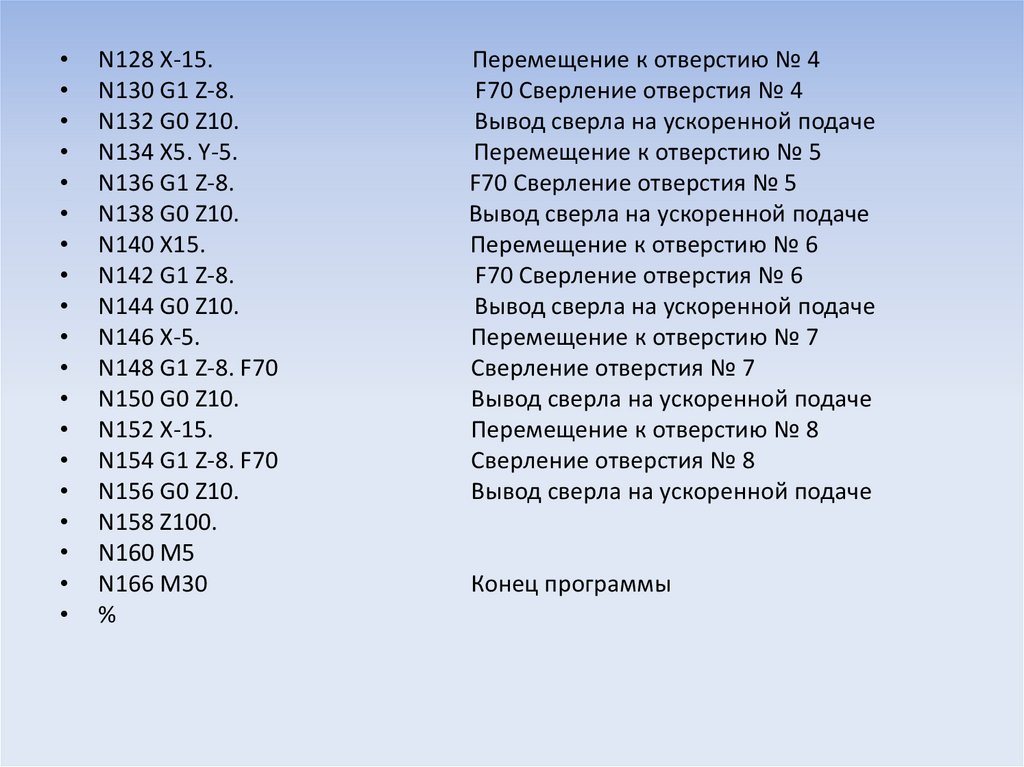
N128 X-15.
N130 G1 Z-8.
N132 G0 Z10.
N134 X5. Y-5.
N136 G1 Z-8.
N138 G0 Z10.
N140 X15.
N142 G1 Z-8.
N144 G0 Z10.
N146 X-5.
N148 G1 Z-8. F70
N150 G0 Z10.
N152 X-15.
N154 G1 Z-8. F70
N156 G0 Z10.
N158 Z100.
N160 M5
N166 M30
%
Перемещение к отверстию № 4
F70 Сверление отверстия № 4
Вывод сверла на ускоренной подаче
Перемещение к отверстию № 5
F70 Сверление отверстия № 5
Вывод сверла на ускоренной подаче
Перемещение к отверстию № 6
F70 Сверление отверстия № 6
Вывод сверла на ускоренной подаче
Перемещение к отверстию № 7
Сверление отверстия № 7
Вывод сверла на ускоренной подаче
Перемещение к отверстию № 8
Сверление отверстия № 8
Вывод сверла на ускоренной подаче
Конец программы
5.
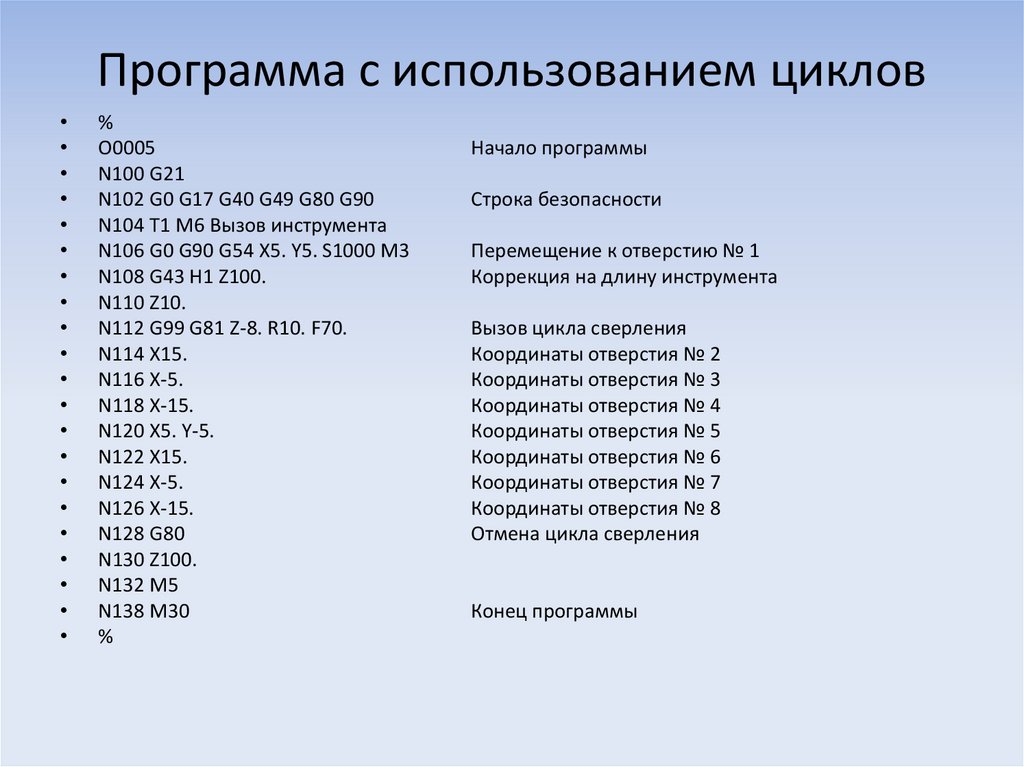
Программа с использованием циклов%
O0005
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6 Вызов инструмента
N106 G0 G90 G54 X5. Y5. S1000 M3
N108 G43 H1 Z100.
N110 Z10.
N112 G99 G81 Z-8. R10. F70.
N114 X15.
N116 X-5.
N118 X-15.
N120 X5. Y-5.
N122 X15.
N124 X-5.
N126 X-15.
N128 G80
N130 Z100.
N132 M5
N138 M30
%
Начало программы
Строка безопасности
Перемещение к отверстию № 1
Коррекция на длину инструмента
Вызов цикла сверления
Координаты отверстия № 2
Координаты отверстия № 3
Координаты отверстия № 4
Координаты отверстия № 5
Координаты отверстия № 6
Координаты отверстия № 7
Координаты отверстия № 8
Отмена цикла сверления
Конец программы
6.
Постоянные циклы фрезерного станка• G80 - Отмена постоянного цикла
• G81 - Стандартный цикл сверления
• G82 - Сверление с выдержкой
• G83 - Цикл прерывистого сверления
• G73 - Высокоскоростной цикл прерывистого
сверления
• G84 - Цикл нарезания резьбы
• G74 - Цикл нарезания левой резьбы
7.
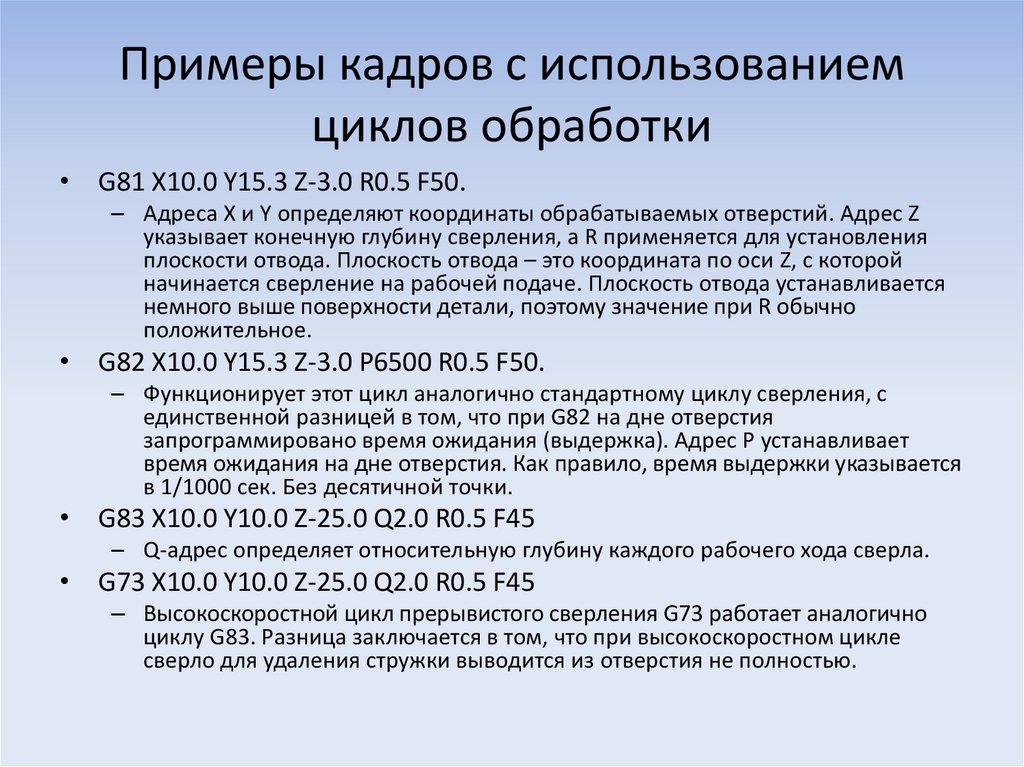
Примеры кадров с использованиемциклов обработки
• G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
– Адреса X и Y определяют координаты обрабатываемых отверстий. Адрес Z
указывает конечную глубину сверления, a R применяется для установления
плоскости отвода. Плоскость отвода – это координата по оси Z, с которой
начинается сверление на рабочей подаче. Плоскость отвода устанавливается
немного выше поверхности детали, поэтому значение при R обычно
положительное.
• G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
– Функционирует этот цикл аналогично стандартному циклу сверления, с
единственной разницей в том, что при G82 на дне отверстия
запрограммировано время ожидания (выдержка). Адрес Р устанавливает
время ожидания на дне отверстия. Как правило, время выдержки указывается
в 1/1000 сек. Без десятичной точки.
• G83 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
– Q-адрес определяет относительную глубину каждого рабочего хода сверла.
• G73 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
– Высокоскоростной цикл прерывистого сверления G73 работает аналогично
циклу G83. Разница заключается в том, что при высокоскоростном цикле
сверло для удаления стружки выводится из отверстия не полностью.
8.
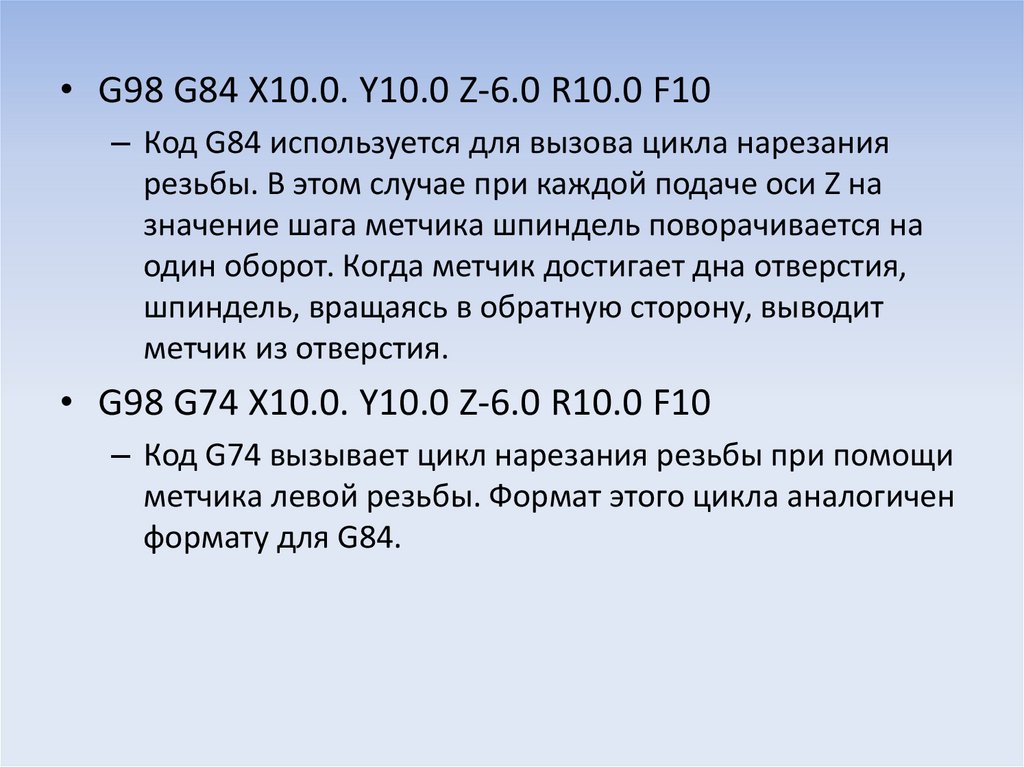
• G98 G84 Х10.0. Y10.0 Z-6.0 R10.0 F10– Код G84 используется для вызова цикла нарезания
резьбы. В этом случае при каждой подаче оси Z на
значение шага метчика шпиндель поворачивается на
один оборот. Когда метчик достигает дна отверстия,
шпиндель, вращаясь в обратную сторону, выводит
метчик из отверстия.
• G98 G74 Х10.0. Y10.0 Z-6.0 R10.0 F10
– Код G74 вызывает цикл нарезания резьбы при помощи
метчика левой резьбы. Формат этого цикла аналогичен
формату для G84.
9.
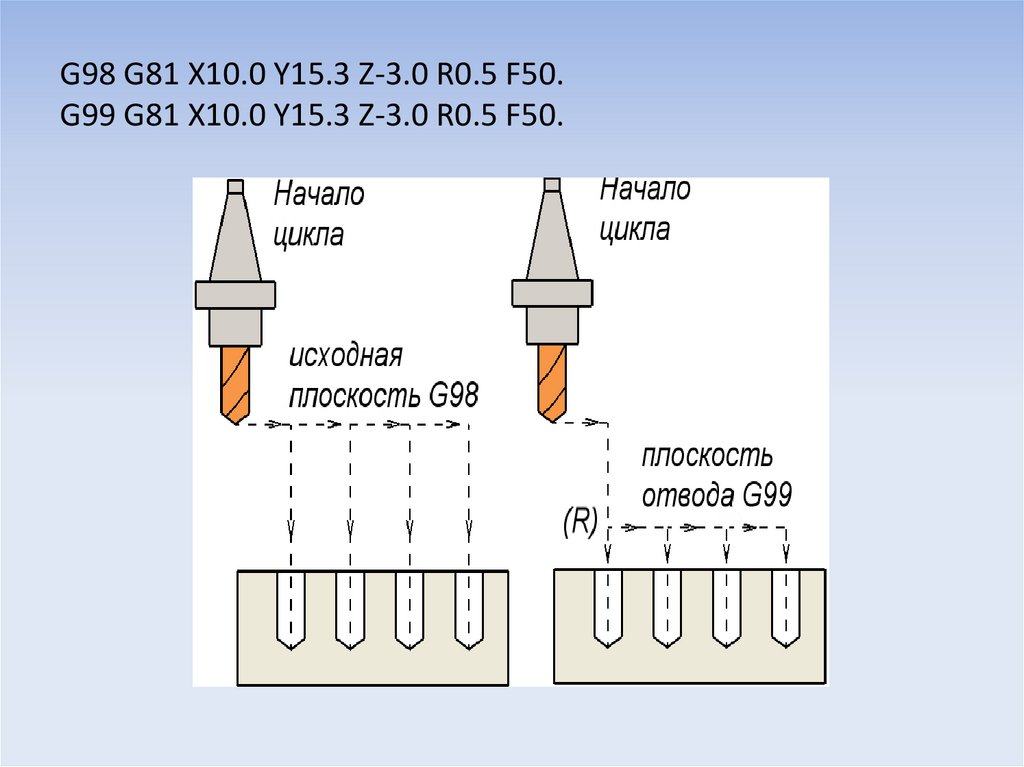
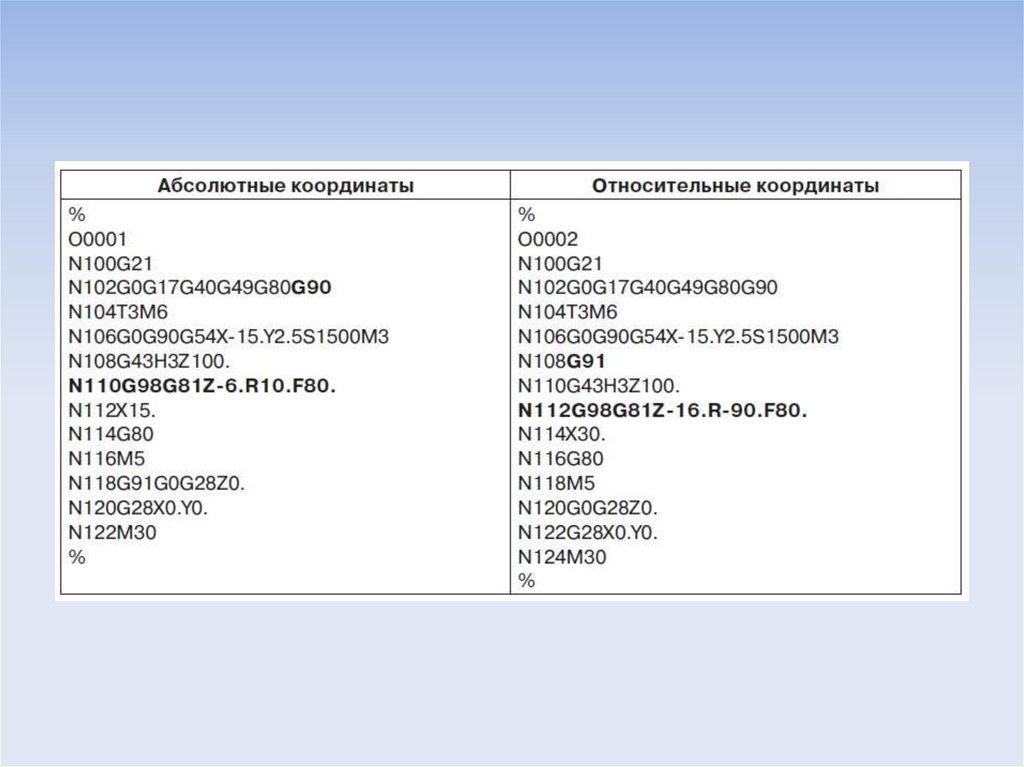
G98 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
10.
11.
12.
13.
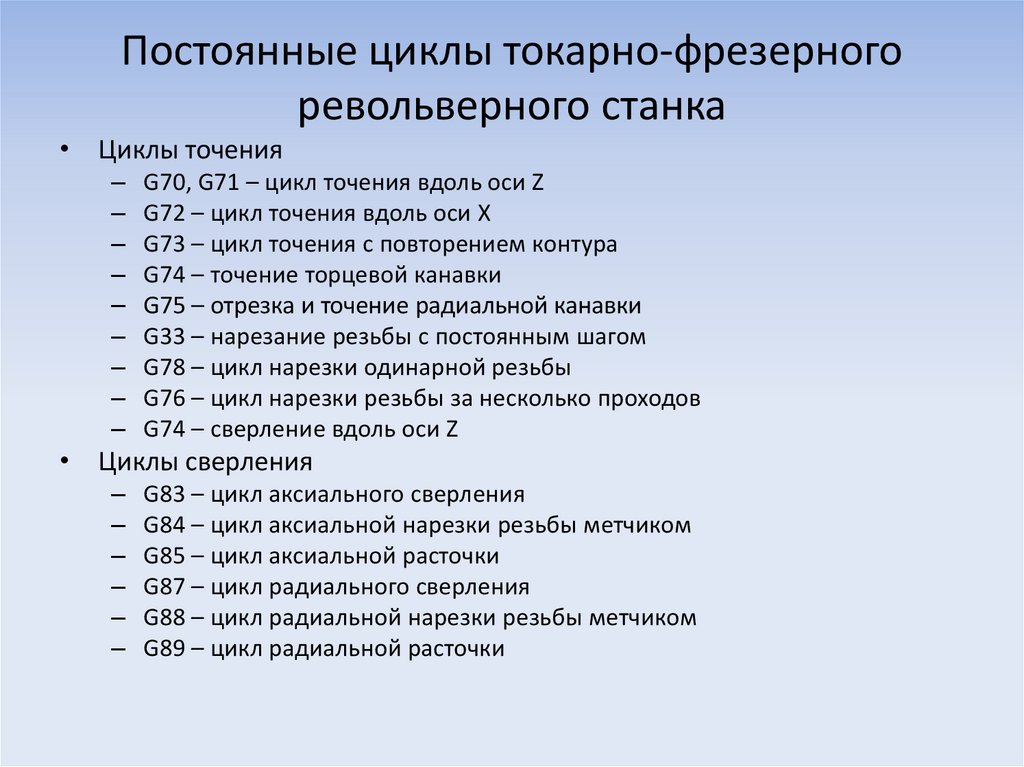
Постоянные циклы токарно-фрезерногоревольверного станка
• Циклы точения
– G70, G71 – цикл точения вдоль оси Z
– G72 – цикл точения вдоль оси X
– G73 – цикл точения с повторением контура
– G74 – точение торцевой канавки
– G75 – отрезка и точение радиальной канавки
– G33 – нарезание резьбы с постоянным шагом
– G78 – цикл нарезки одинарной резьбы
– G76 – цикл нарезки резьбы за несколько проходов
– G74 – сверление вдоль оси Z
• Циклы сверления
– G83 – цикл аксиального сверления
– G84 – цикл аксиальной нарезки резьбы метчиком
– G85 – цикл аксиальной расточки
– G87 – цикл радиального сверления
– G88 – цикл радиальной нарезки резьбы метчиком
– G89 – цикл радиальной расточки