






 industry
industrySimilar presentations:



")

")



")
Программирование токарных станков с ЧПУ Fanuc. Циклы
1.
Лекция 5Программирование.
токарных станков с ЧПУ Fanuc
Циклы
2.
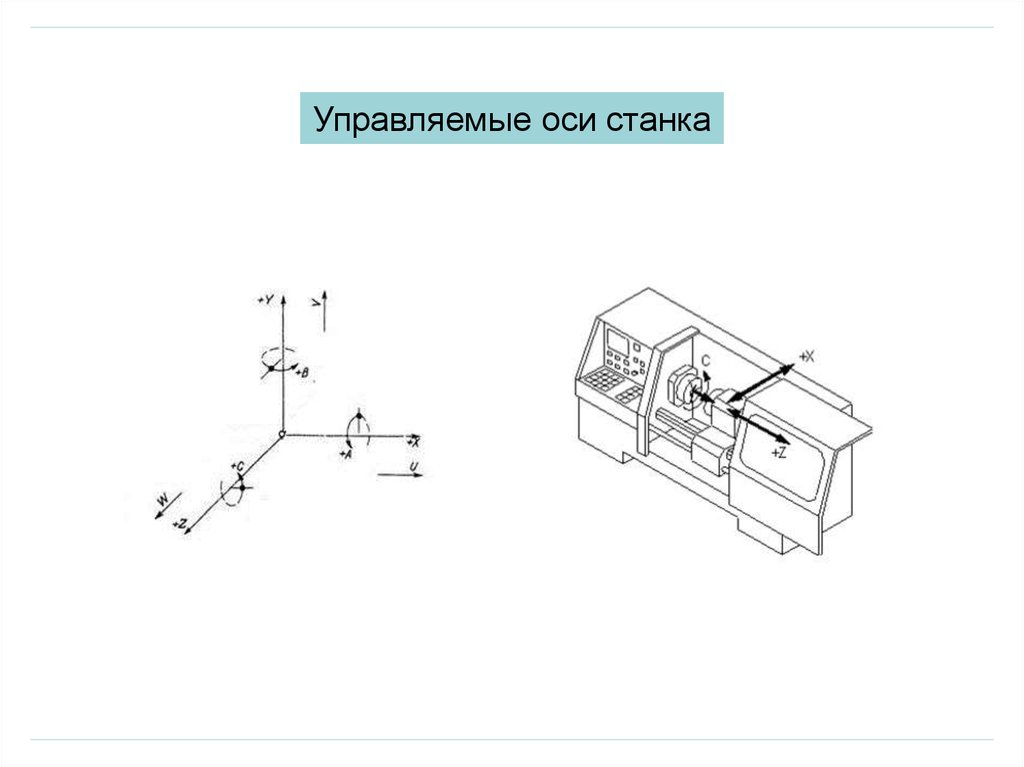
Управляемые оси станка3.
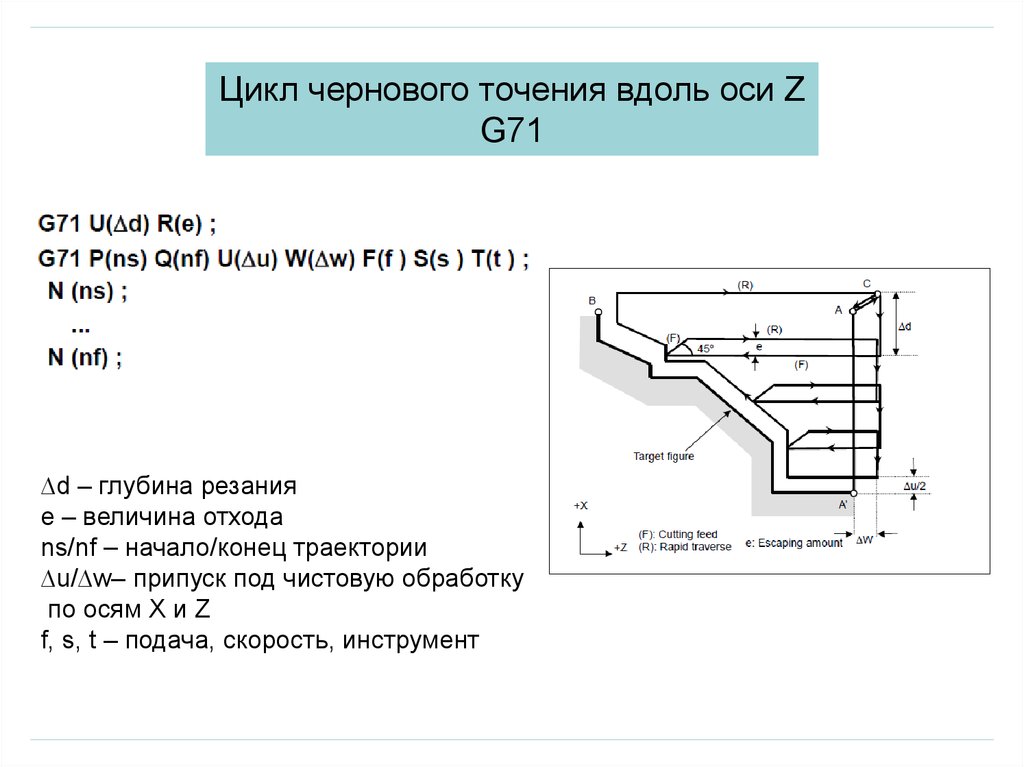
Цикл чернового точения вдоль оси ZG71
∆d – глубина резания
е – величина отхода
ns/nf – начало/конец траектории
∆u/∆w– припуск под чистовую обработку
по осям X и Z
f, s, t – подача, скорость, инструмент
4.
Цикл чернового точения вдоль оси ZG71
G0 X45. Z5.
G71 U1. R1.
G71 P1 Q3 U1. W0.5
N1 G1 X20. Z0 F0.2
N2 Z-40.
N3 X40.
5.
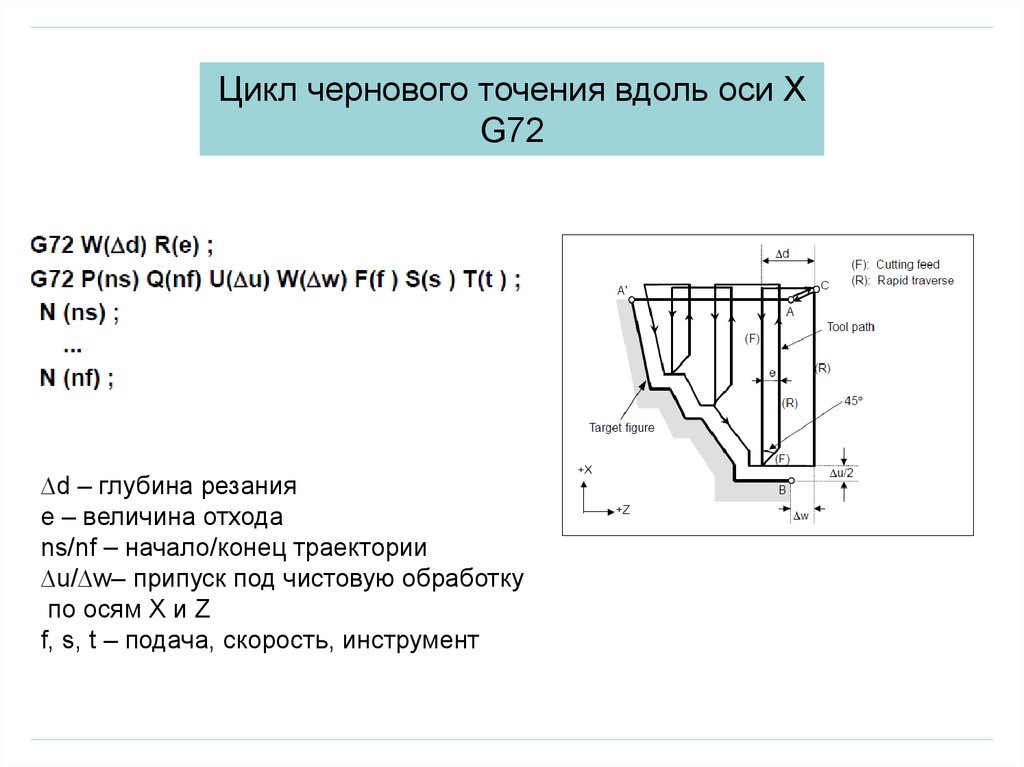
Цикл чернового точения вдоль оси XG72
∆d – глубина резания
е – величина отхода
ns/nf – начало/конец траектории
∆u/∆w– припуск под чистовую обработку
по осям X и Z
f, s, t – подача, скорость, инструмент
6.
Цикл чернового точения вдоль оси XG72
G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20. Z0 F0.2
N2 Z-40.
N3 X40.
7.
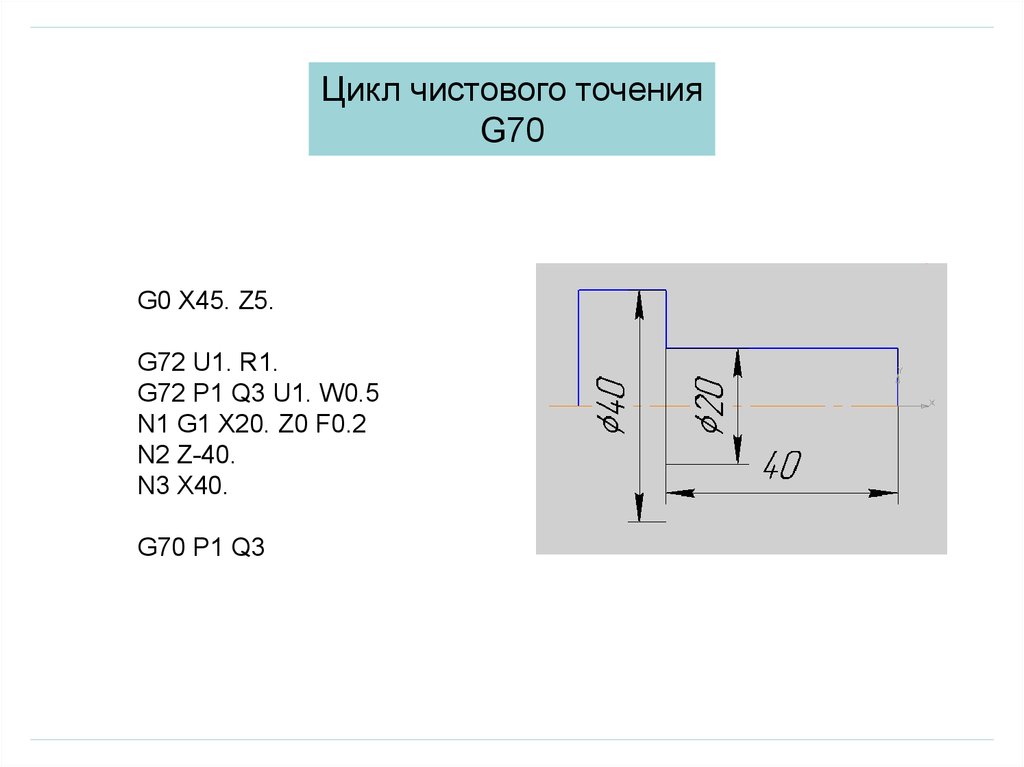
Цикл чистового точенияG70
ns/nf – начало/конец траектории
8.
Цикл чистового точенияG70
G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20. Z0 F0.2
N2 Z-40.
N3 X40.
G70 P1 Q3
9.
Многопроходный цикл нарезания резьбыG76
m – количество чистовых проходов (1)
r - величина сбега резьбы (шаг)
a – угол профиля резьбы
∆dmin – минимальная глубина резания
d – глубина на чистовом проходе
X/Z – координаты конечной точки резьбы
i – величина конусности
k – высота резьбы (в мкм на радиус)
∆d – глубина первого врезания
L – шаг резьбы
10.
Многопроходный цикл нарезания резьбыG76
G0 X150. Z200. T0700
M8
G97 S2000 M03
X20. Z5. T0707
G76 P010060 Q100 R0.
G76 X14.376 Z-18.5 P812 Q200 F1.5
М09
G0 X150. Z200. T0700
M05
11.
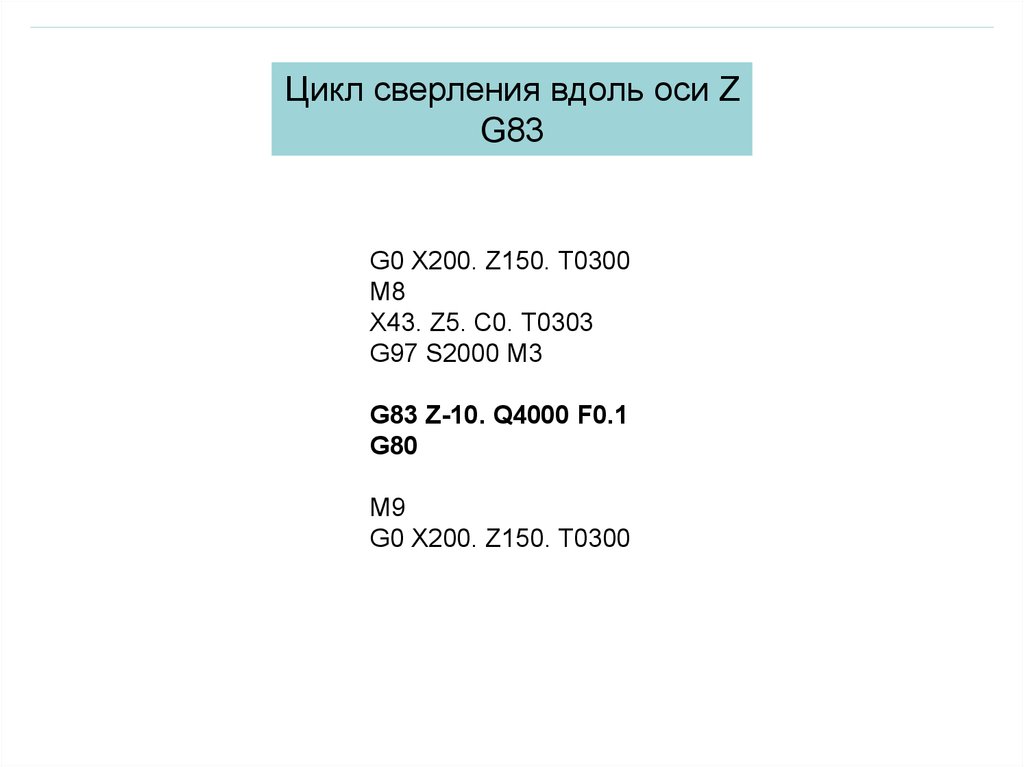
Цикл сверления вдоль оси ZG83
X/C/Z – координаты дна отверстия
R – расстояние до начального уровня
P – выдержка времени
Q – глубина сверления на каждом проходе
F – подача
К – количество повторений
M – М-код зажима оси С
12.
Цикл сверления вдоль оси ZG83
G0 X200. Z150. T0300
M8
X43. Z5. C0. T0303
G97 S2000 M3
G83 Z-10. Q4000 F0.1
G80
M9
G0 X200. Z150. T0300
13.
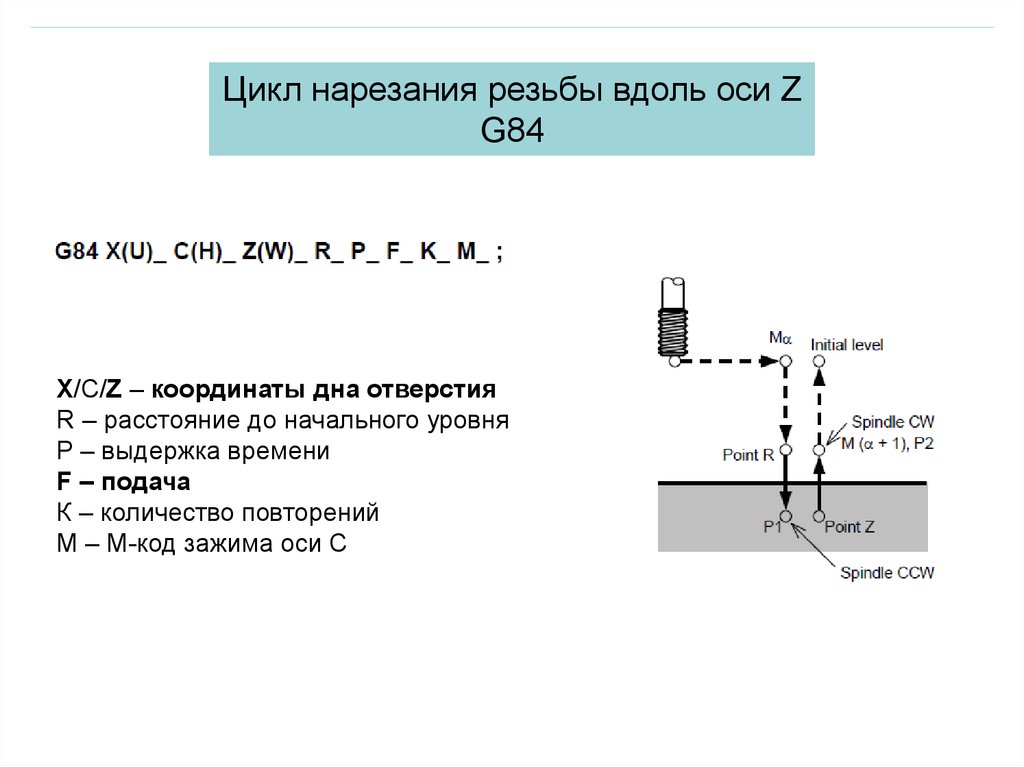
Цикл нарезания резьбы вдоль оси ZG84
X/C/Z – координаты дна отверстия
R – расстояние до начального уровня
P – выдержка времени
F – подача
К – количество повторений
M – М-код зажима оси С
14.
Цикл нарезания резьбы вдоль оси ZG84
G0 X200. Z150. T0300
M8
X43. Z5. C0. T0303
G97 S200 M3
G84 Z-10. Q4000 F1.
G80
M9
G0 X200. Z150. T0300