





 programming
programming industry
industrySimilar presentations:



")



")

")
Постоянные циклы. Подпрограммы
1. Постоянные циклы. Подпрограммы
2.
В тех случаях, когда присоставлении УП встречаются
повторяющиеся элементы , с целью
сокращения времени на разработку
программы , уменьшения ошибок и
сокращения объёма УП
целесообразно применять
подпрограммы или постоянные
циклы
3.
Постоянные циклы станков с ЧПУПостоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения
стандартных операций мехобработки. Практически все станки
с ЧПУ имеют набор циклов для обработки отверстий
(сверления, растачивания и нарезания резьбы).
4.
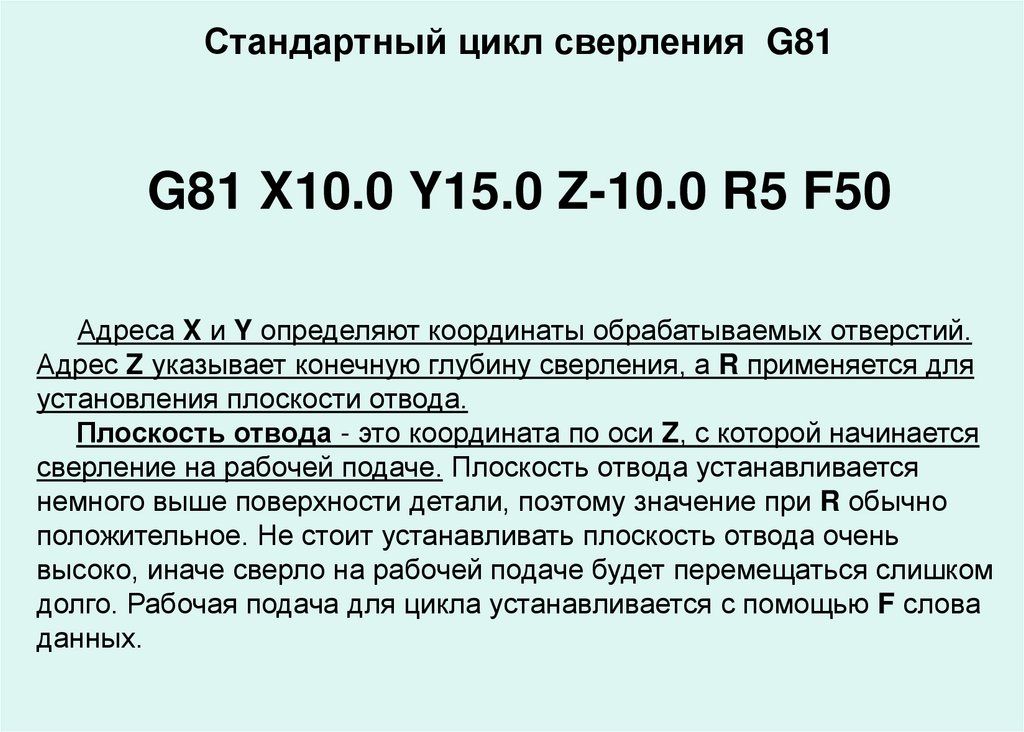
Стандартный цикл сверления G81G81 X10.0 Y15.0 Z-10.0 R5 F50
Адреса X и Y определяют координаты обрабатываемых отверстий.
Адрес Z указывает конечную глубину сверления, а R применяется для
установления плоскости отвода.
Плоскость отвода - это координата по оси Z, с которой начинается
сверление на рабочей подаче. Плоскость отвода устанавливается
немного выше поверхности детали, поэтому значение при R обычно
положительное. Не стоит устанавливать плоскость отвода очень
высоко, иначе сверло на рабочей подаче будет перемещаться слишком
долго. Рабочая подача для цикла устанавливается с помощью F слова
данных.
5.
Постоянные циклы и их параметры являются модальными.Вызвав цикл при помощи соответствующего G кода, в следующих
кадрах указывают координаты отверстий, которые необходимо
обработать, не программируя никаких других кодов и параметров.
После кадра, содержащего координаты последнего отверстия
необходимо запрограммировать G80 - код отмены (окончания)
постоянного цикла. Если этого не сделать, то все последующие
координаты перемещений будут считаться координатами
обрабатываемых отверстий.
6.
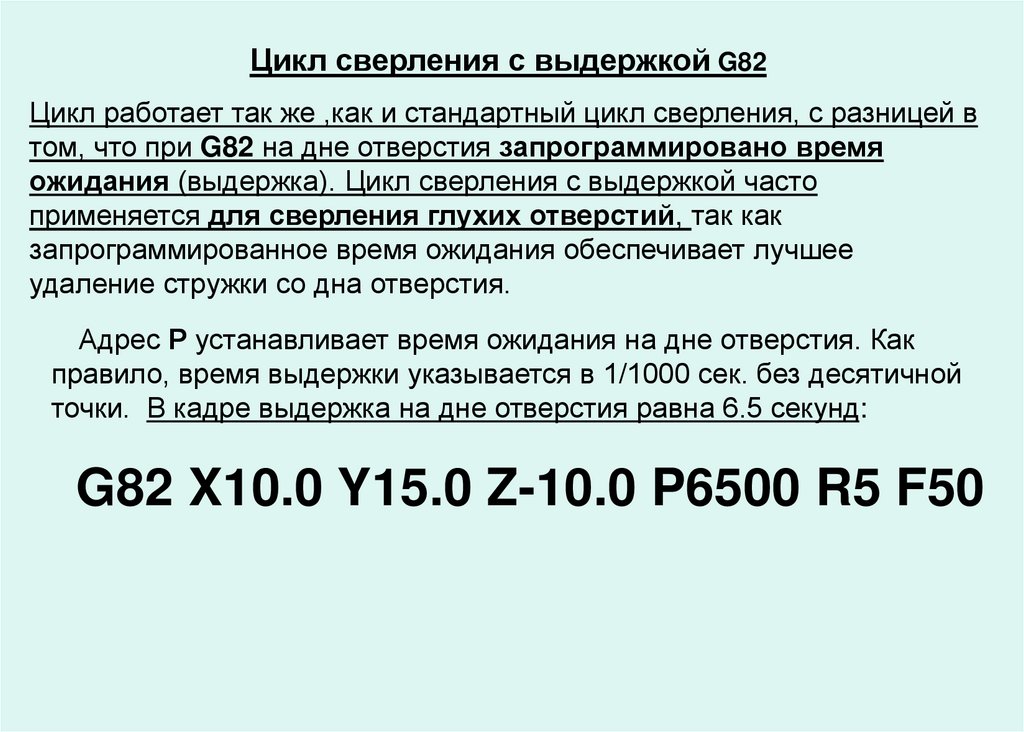
Цикл сверления с выдержкой G82Цикл работает так же ,как и стандартный цикл сверления, с разницей в
том, что при G82 на дне отверстия запрограммировано время
ожидания (выдержка). Цикл сверления с выдержкой часто
применяется для сверления глухих отверстий, так как
запрограммированное время ожидания обеспечивает лучшее
удаление стружки со дна отверстия.
Адрес Р устанавливает время ожидания на дне отверстия. Как
правило, время выдержки указывается в 1/1000 сек. без десятичной
точки. В кадре выдержка на дне отверстия равна 6.5 секунд:
G82 X10.0 Y15.0 Z-10.0 P6500 R5 F50
7.
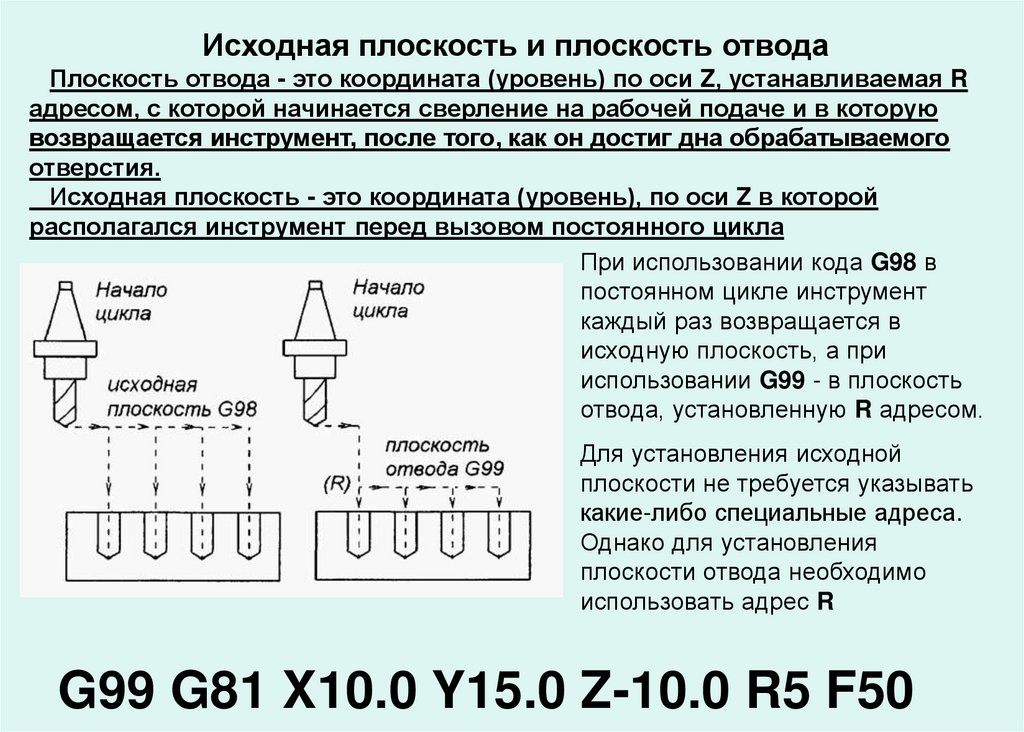
Исходная плоскость и плоскость отводаПлоскость отвода - это координата (уровень) по оси Z, устанавливаемая R
адресом, с которой начинается сверление на рабочей подаче и в которую
возвращается инструмент, после того, как он достиг дна обрабатываемого
отверстия.
Исходная плоскость - это координата (уровень), по оси Z в которой
располагался инструмент перед вызовом постоянного цикла
При использовании кода G98 в
постоянном цикле инструмент
каждый раз возвращается в
исходную плоскость, а при
использовании G99 - в плоскость
отвода, установленную R адресом.
Для установления исходной
плоскости не требуется указывать
какие-либо специальные адреса.
Однако для установления
плоскости отвода необходимо
использовать адрес R
G99 G81 X10.0 Y15.0 Z-10.0 R5 F50
8.
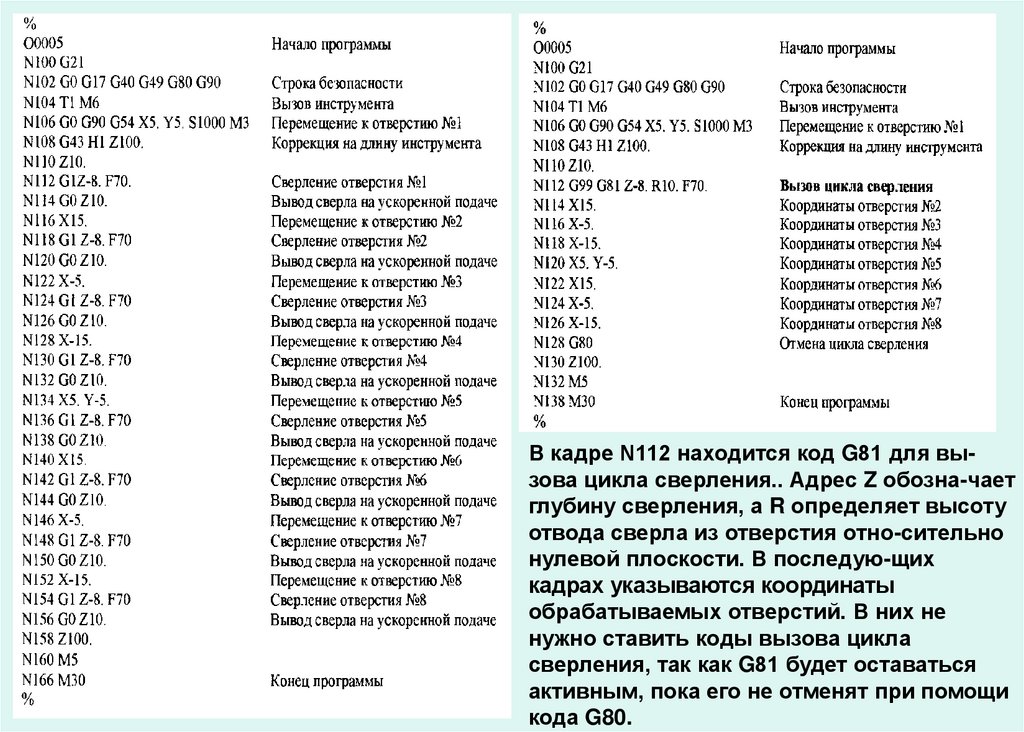
В кадре N112 находится код G81 для вызова цикла сверления.. Адрес Z обозна-чаетглубину сверления, а R определяет высоту
отвода сверла из отверстия отно-сительно
нулевой плоскости. В последую-щих
кадрах указываются координаты
обрабатываемых отверстий. В них не
нужно ставить коды вызова цикла
сверления, так как G81 будет оставаться
активным, пока его не отменят при помощи
кода G80.
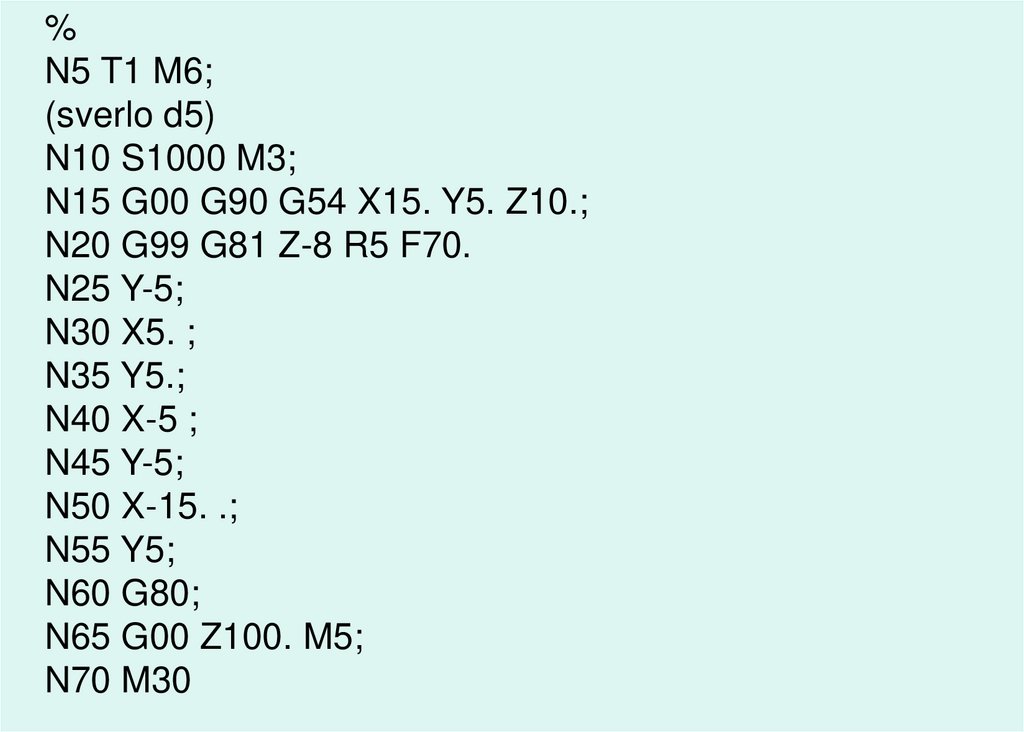
9. Программа с использованием постоянного цикла сверления
10.
%N5 T1 M6;
(sverlo d5)
N10 S1000 M3;
N15 G00 G90 G54 X15. Y5. Z10.;
N20 G99 G81 Z-8 R5 F70.
N25 Y-5;
N30 X5. ;
N35 Y5.;
N40 X-5 ;
N45 Y-5;
N50 X-15. .;
N55 Y5;
N60 G80;
N65 G00 Z100. M5;
N70 M30
11.
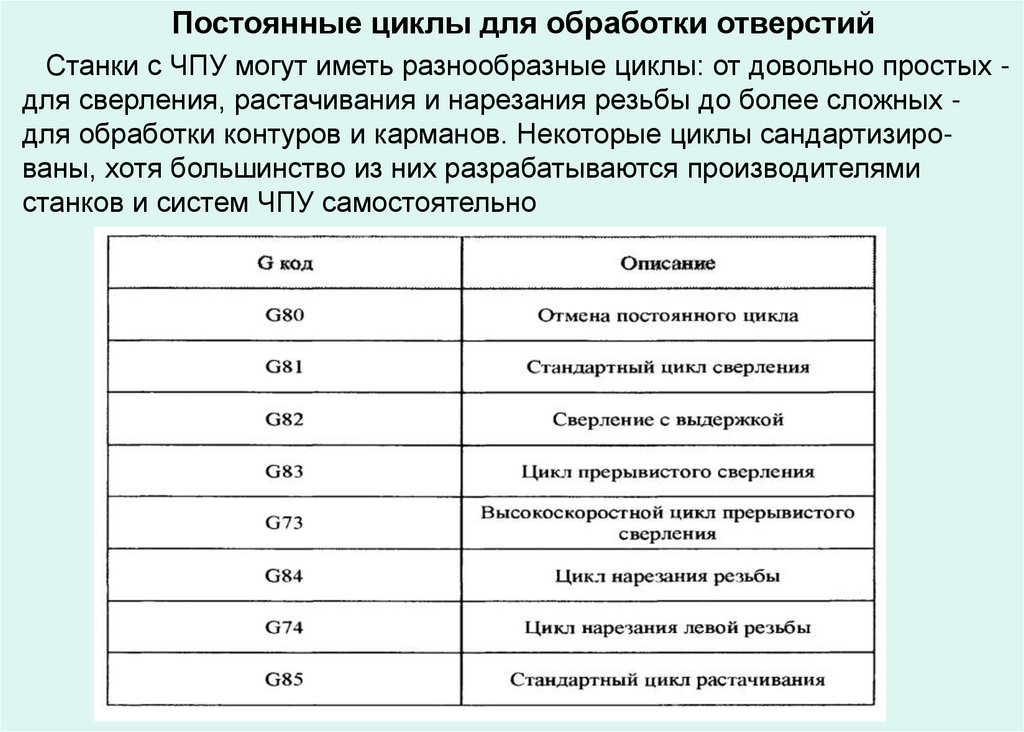
Постоянные циклы для обработки отверстийСтанки с ЧПУ могут иметь разнообразные циклы: от довольно простых для сверления, растачивания и нарезания резьбы до более сложных для обработки контуров и карманов. Некоторые циклы сандартизированы, хотя большинство из них разрабатываются производителями
станков и систем ЧПУ самостоятельно
12.
Циклы нарезания резьбыКод G84 используется для вызова цикла нарезания резьбы. В этом случае
при каждой подаче по оси Z на значение шага метчика, шпиндель
поворачивается на один оборот. Когда метчик достигает дна отверстия,
шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ
самостоятельно синхронизирует подачу и скорость вращения шпинделя во
избежание повреждения резьбы и поломки инструмента. Благодаря этому,
нарезание резьбы можно выполнить без плавающего патрона с высокой
скоростью и точностью.
Формат кадра для цикла нарезания резьбы:
G99 G84 X10.0 Y10.0 Z-6.0 R10.0
Код G74 вызывает цикл нарезания резьбы при помощи метчика левой
резьбы. Формат этого цикла аналогичен формату для G84. Единственная
разница между двумя этими циклами заключается в направлении
вращения шпинделя.
G99 G74 X10.0 Y10.0 Z-6.0 R10.0
Некоторые СЧПУ позволяют программировать циклы нарезания резьбы за
несколько рабочих операций, аналогично циклу прерывистого сверления.
13.
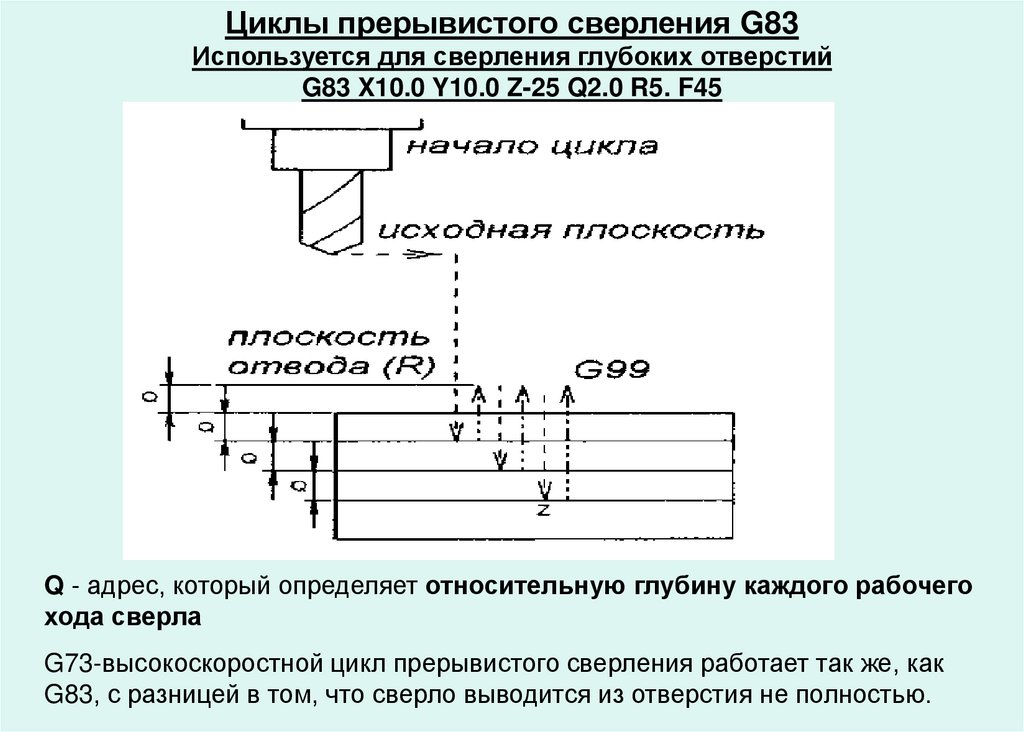
Циклы прерывистого сверления G83Используется для сверления глубоких отверстий
G83 X10.0 Y10.0 Z-25 Q2.0 R5. F45
Q - адрес, который определяет относительную глубину каждого рабочего
хода сверла
G73-высокоскоростной цикл прерывистого сверления работает так же, как
G83, с разницей в том, что сверло выводится из отверстия не полностью.
14.
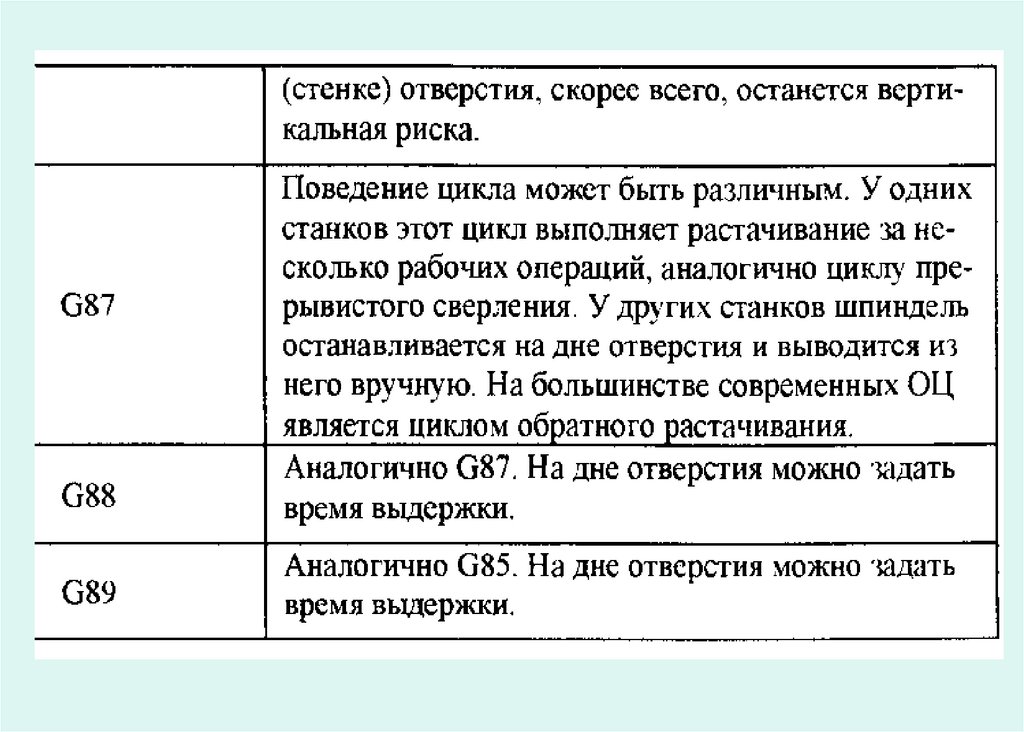
Циклы растачиванияКод G85 вызывает стандартный цикл растачивания. Формат для
цикла G85 похож на формат цикла сверления:
Цикл G85 выполняет перемещение расточного резца до дна
отверстия на рабочей подаче с вращением шпинделя. Когда резец
достигает дна, инструмент выводится из отверстия так же на рабочей
подаче.
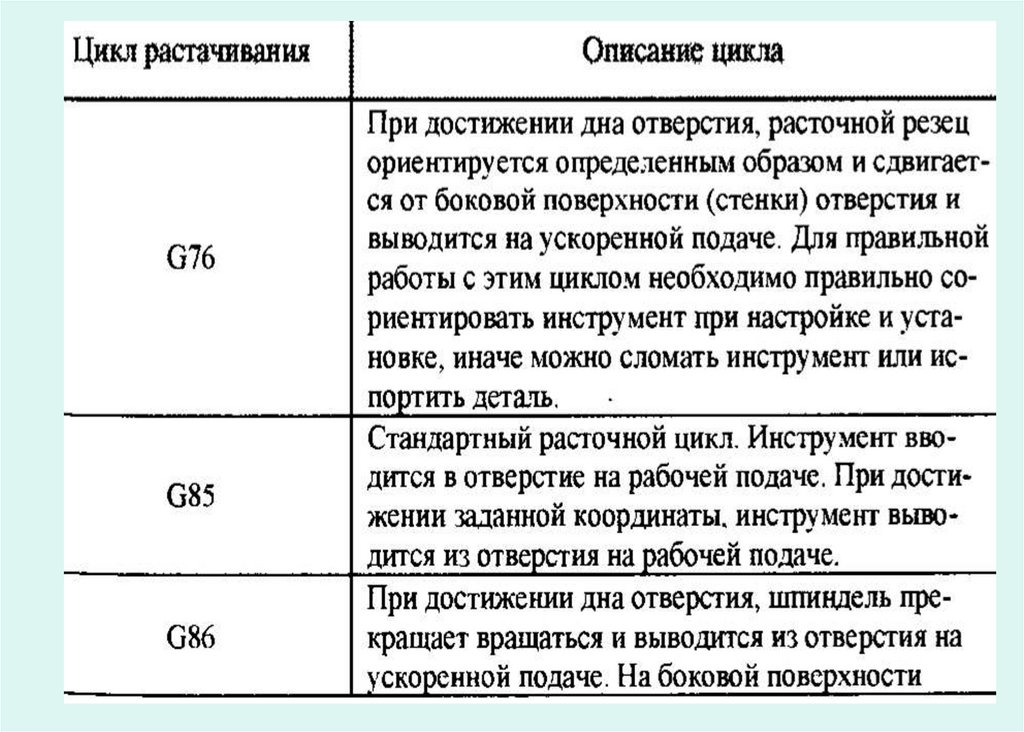
Существует множество разновидностей цикла растачивания. Все
расточные циклы в основном отличаются друг от друга поведением
при выводе инструмента из обработанного отверстия.
15.
16.
17. Необходимо просверлить 7 отверстий диаметром 3мм и глубиной 35мм с помощью цикла прерывистого сверления. Толщина заготовки
50мм.%
T1 M06;
S1000 M03 M08;
G00 G90 G54 X5.0 Y5.0 Z10.0(1);
G99 G83 (G73) Z-35 Q5.0 R10F45;
X10(2);
X15(3);
X20(4);
X5 Y10(5);
X10(6);
X30 Y20(7);
G80;
Z100;
M05 M09;
M30;
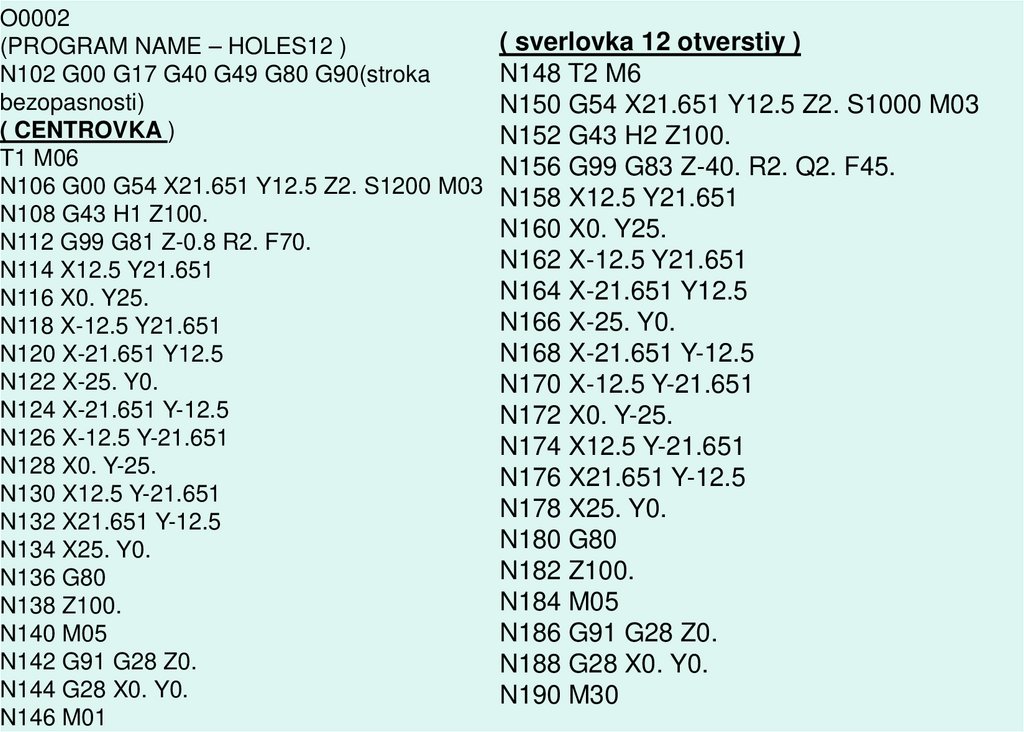
18. Просверлить 12 отверстий диаметром 5мм и глубиной 40мм, предварительно зацентровать
19.
O0002( sverlovka 12 otverstiy )
(PROGRAM NAME – HOLES12 )
N148 T2 M6
N102 G00 G17 G40 G49 G80 G90(stroka
bezopasnosti)
N150 G54 X21.651 Y12.5 Z2. S1000 M03
( CENTROVKA )
N152 G43 H2 Z100.
T1 M06
N156 G99 G83 Z-40. R2. Q2. F45.
N106 G00 G54 X21.651 Y12.5 Z2. S1200 M03
N158 X12.5 Y21.651
N108 G43 H1 Z100.
N160 X0. Y25.
N112 G99 G81 Z-0.8 R2. F70.
N162 X-12.5 Y21.651
N114 X12.5 Y21.651
N164 X-21.651 Y12.5
N116 X0. Y25.
N166 X-25. Y0.
N118 X-12.5 Y21.651
N168 X-21.651 Y-12.5
N120 X-21.651 Y12.5
N122 X-25. Y0.
N170 X-12.5 Y-21.651
N124 X-21.651 Y-12.5
N172 X0. Y-25.
N126 X-12.5 Y-21.651
N174 X12.5 Y-21.651
N128 X0. Y-25.
N176 X21.651 Y-12.5
N130 X12.5 Y-21.651
N178 X25. Y0.
N132 X21.651 Y-12.5
N180 G80
N134 X25. Y0.
N182 Z100.
N136 G80
N184 M05
N138 Z100.
N186 G91 G28 Z0.
N140 M05
N142 G91 G28 Z0.
N188 G28 X0. Y0.
N144 G28 X0. Y0.
N190 M30
N146 M01
20.
ПОДПРОГРАММЫЕсли УП содержит часто повторяемое действие или работает по
определенному шаблону, то использование подпрограмм позволяет
упростить программу обработки и сделать ее гораздо меньшей в размере.
Существует два вида подпрограмм - внутренние и внешние.
Внутренние подпрограммы вызываются при помощи кода М97 и
содержатся внутри главной программы. То есть они находятся в
одном файле.
Внешние подпрограммы вызываются кодом М98 и не содержатся
в главной программе. Это отдельная программа с индивидуальным
номером, которая при желании может быть выполнена независимо
от главной программы.
21.
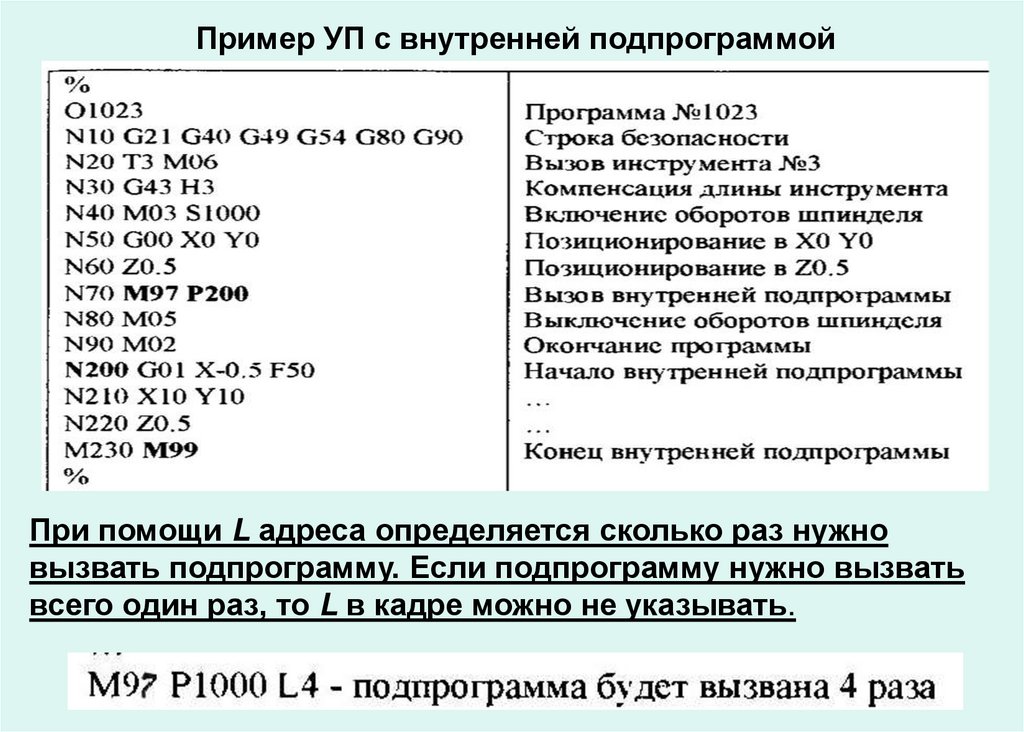
Пример УП с внутренней подпрограммойПри помощи L адреса определяется сколько раз нужно
вызвать подпрограмму. Если подпрограмму нужно вызвать
всего один раз, то L в кадре можно не указывать.
22.
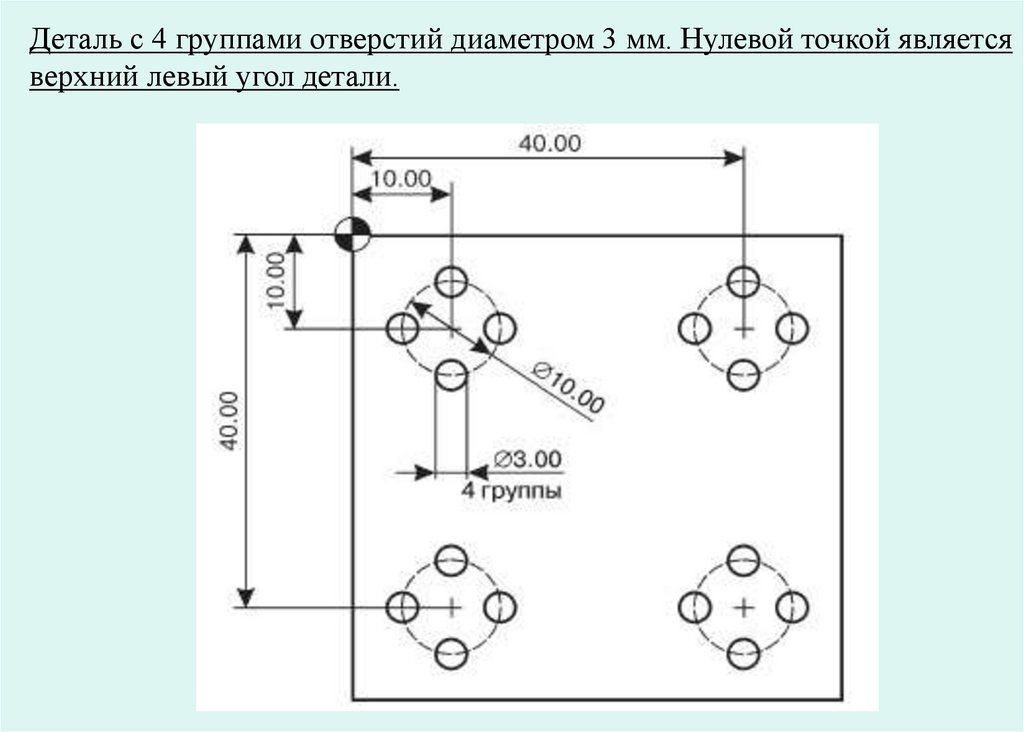
Деталь с 4 группами отверстий диаметром 3 мм. Нулевой точкой являетсяверхний левый угол детали.
23.
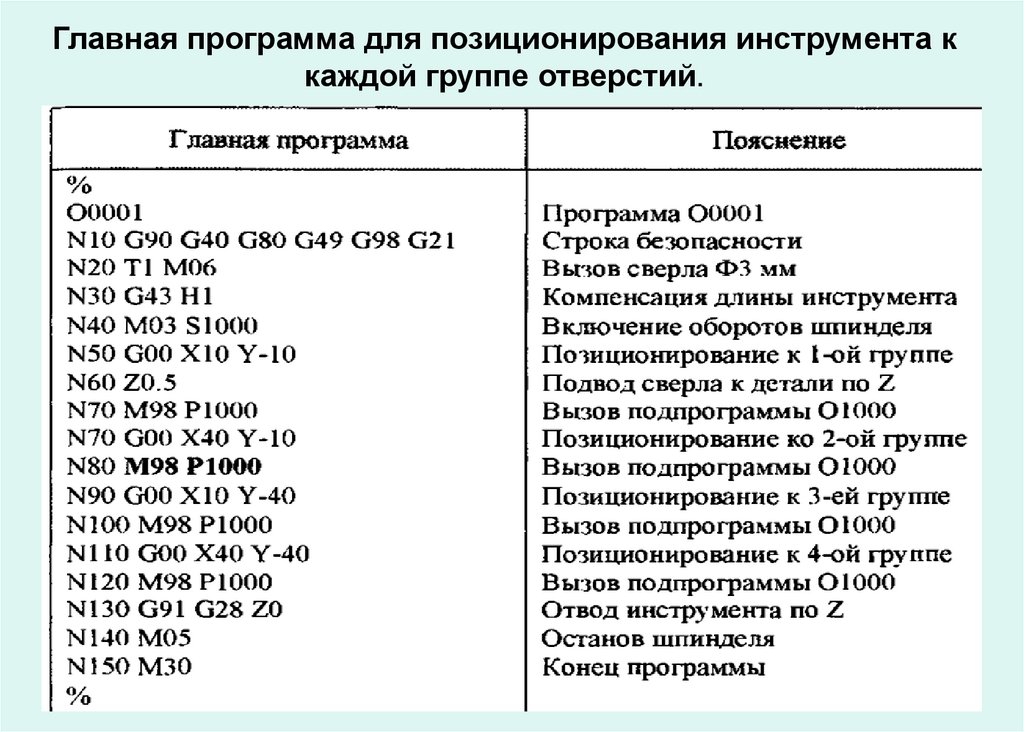
Главная программа для позиционирования инструмента ккаждой группе отверстий.
24.
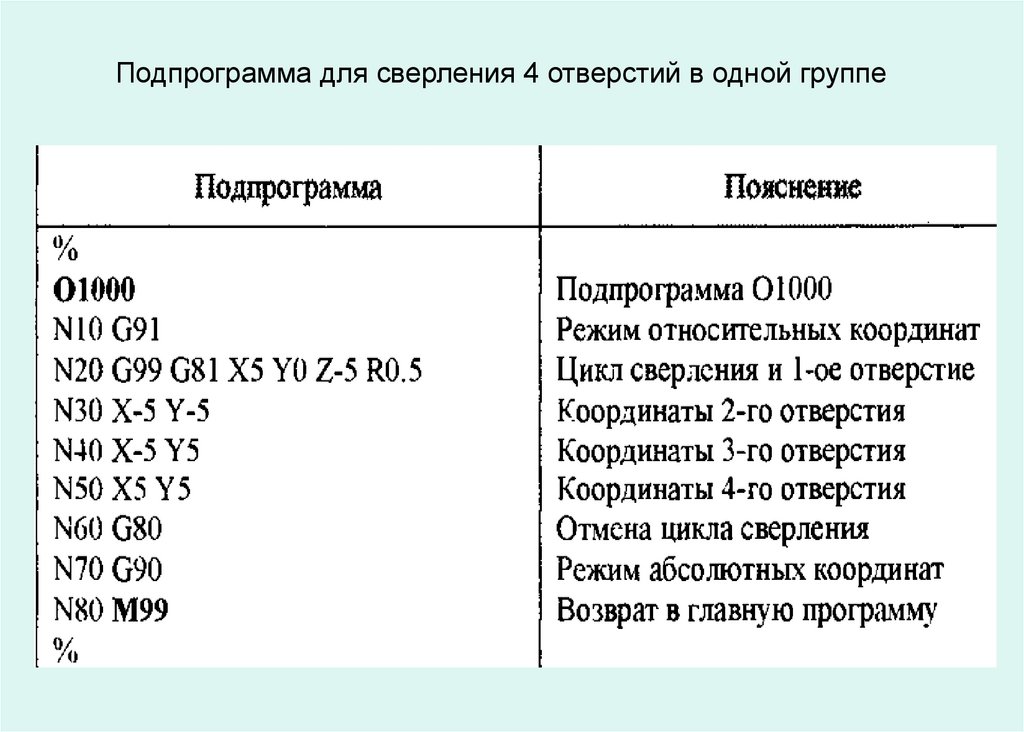
Подпрограмма для сверления 4 отверстий в одной группе25.
Из главной программы можно вызвать несколько различныхподпрограмм. Более того, из каждой подпрограммы можно
вызвать несколько других подпрограмм. Системы ЧПУ могут
накладывать ограничения на вложенность и количество
выполняемых подпрограмм,