





























 mechanics
mechanicsSimilar presentations:










Допуски и посадки в машиностроении. Допуски формы и расположения поверхностей. Шероховатость поверхностей
1.
«Допуски и посадки в машиностроении. Допускиформы и расположения поверхностей.
Шероховатость поверхностей»
2.
Допуски и посадки.При сборке двух деталей, входящих одна в другую,
различают
охватывающую
и
охватываемую
поверхности, при этом
детали называются
сопрягаемыми.
Соответственно, один из размеров – охватывающий, а
другой – охватываемый.
Вал – термин, условно применяемый для обозначений
наружных элементов деталей, включая и
нецилиндрические элементы.
Отверстие – термин, условно применяемый для
обозначения внутренних элементов деталей, включая и
нецилиндрические элементы.
3.
Схема гладких цилиндрических соединенийa – с зазором; б – с натягом
4.
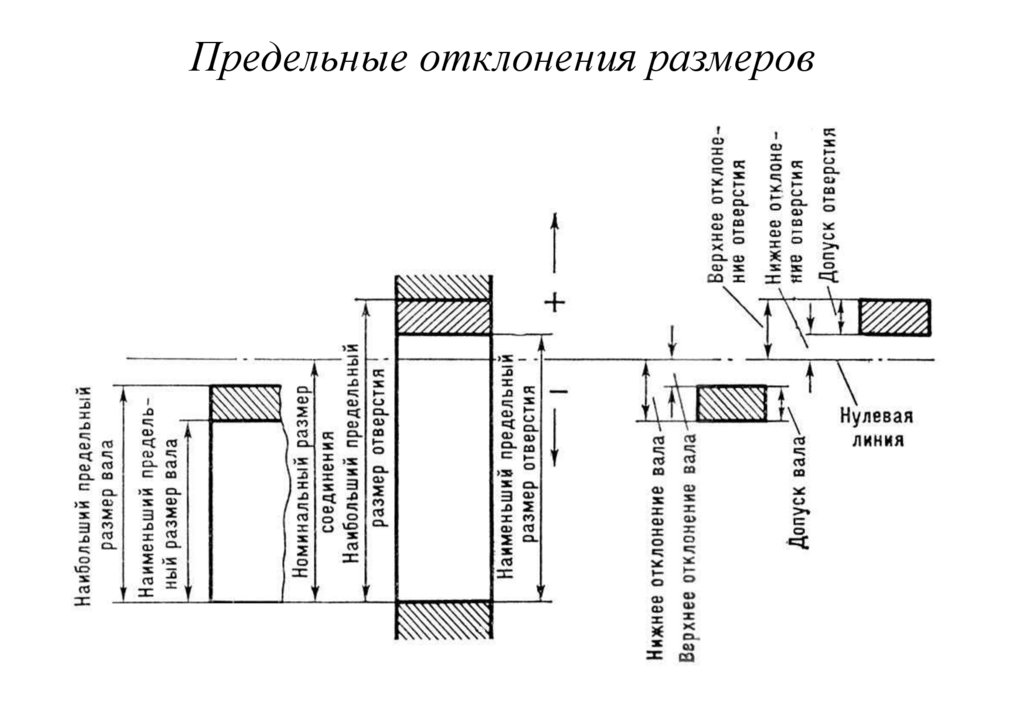
Предельные отклонения размеров5.
Каждая поверхность детали характеризуетсяразмером.
Номинальный размер – запроектированный, идеальный
размер поверхности детали, относительно которого
определяются отклонения.
Например, ø 75.
Предельные размеры – два предельно допустимых
размера элемента, между которыми должен
находиться (или которым может быть равен)
действительный размер.
Например, для ø 75h6(-0,019) предельные размеры:
ø 75,0 и ø 74,981.
6.
Действительный размер – реально полученныйразмер элемента, установленный измерением с
допускаемой погрешностью.
Например, для ø 75h6(-0,019):
ø 74,99 - ГОДНО.
ø 74,5 – БРАК.
7.
Для каждой детали устанавливаетсядопустимое отклонение от номинального
размера,
обусловленное
неточностью
изготовления детали.
Поле допуска – определяется разницей
между
наибольшим
и
наименьшим
предельными размерами и его положением
относительно номинального размера.
Например, для ø 75 -0,019 поле допуска 0,019мм.
8.
Отклонения размеров.9.
Примеры обозначения предельных отклоненийа – отверстия; б – вала; в – сборочной единицы
10.
Квалитеты точности.Квалитетами определяется то, насколько точно изготовлено изделие в
целом или его отдельные детали. Название этого технического термина
происходит от слова «qualitas», что по-латыни означает «качество».
Совокупность тех допусков, которые для всех номинальных размеров
соответствуют одному и тому же уровню точности, именуется системой
квалитетов.
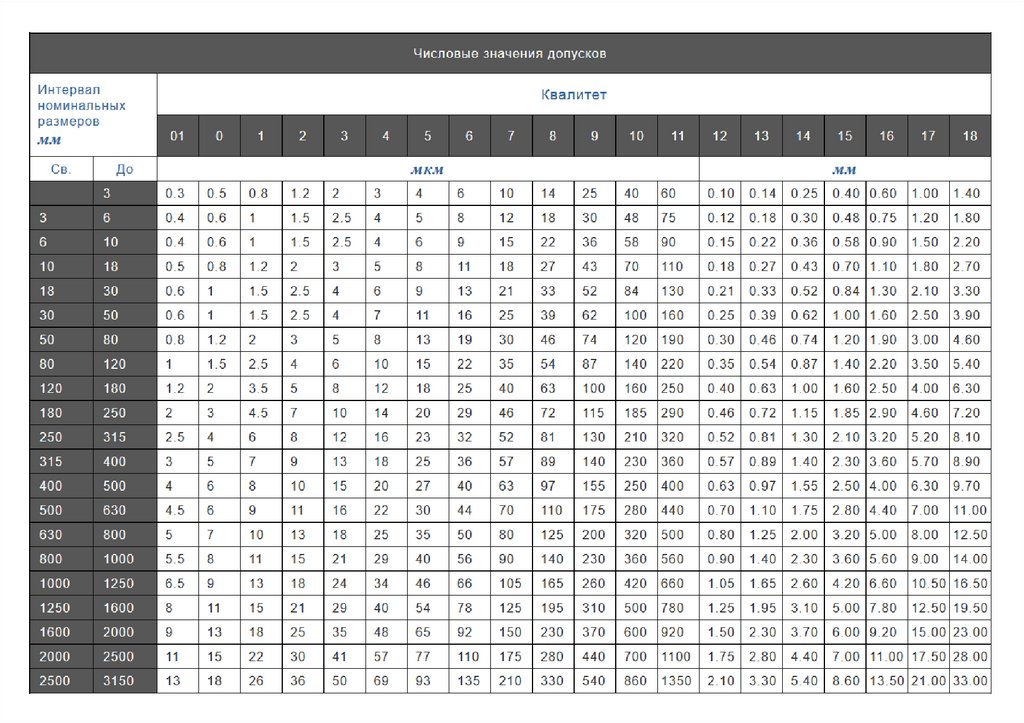
Стандартом установлено 20 квалитетов – 01, 0, 1, 2...18.
С возрастанием номера квалитета допуск увеличивается, т. е. точность
убывает. Квалитеты от 01 до 5 предназначены преимущественно для
калибров. Для посадок предусмотрены квалитеты с 5-го по 12-й.
Например: ø 75h6 – допуск по 6-му квалитету;
120H14 – допуск по 14-му квалитету;
50f8 – допуск по 8-му квалитету.
11.
12.
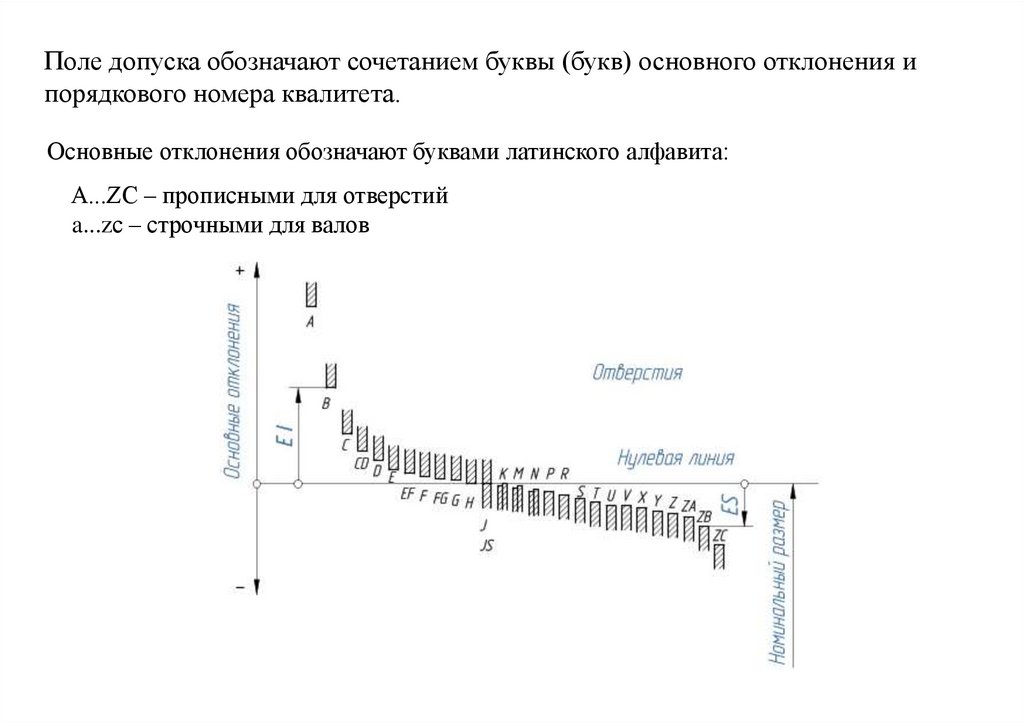
Поле допуска обозначают сочетанием буквы (букв) основного отклонения ипорядкового номера квалитета.
Основные отклонения обозначают буквами латинского алфавита:
A...ZС – прописными для отверстий
a...zс – строчными для валов
13.
Поля допусков для валов14.
15.
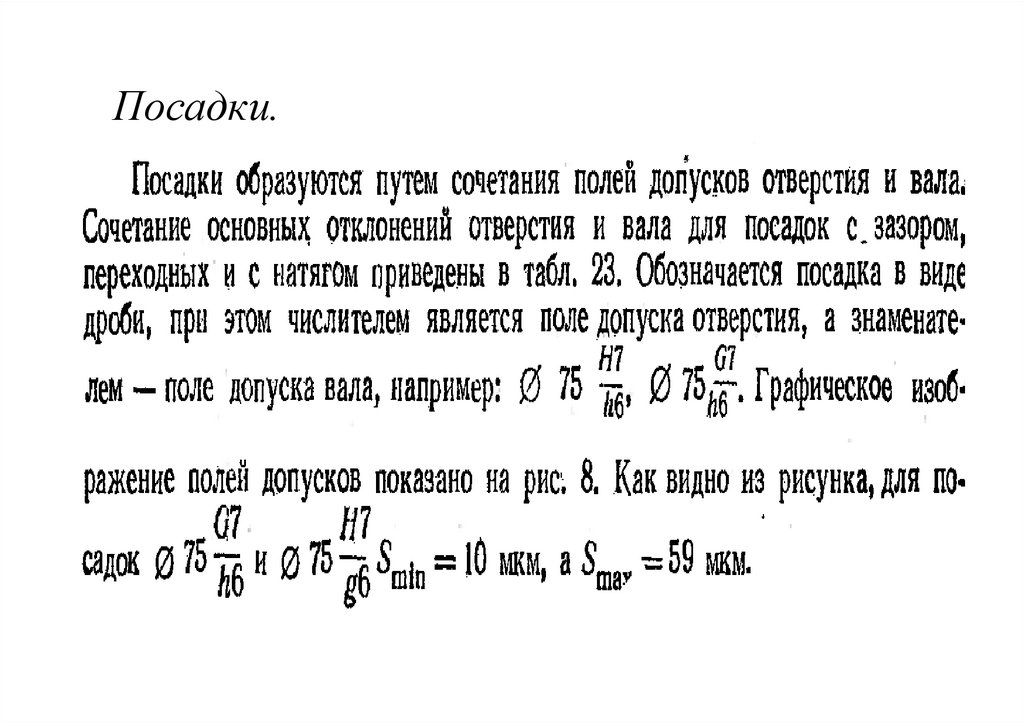
Посадки.16.
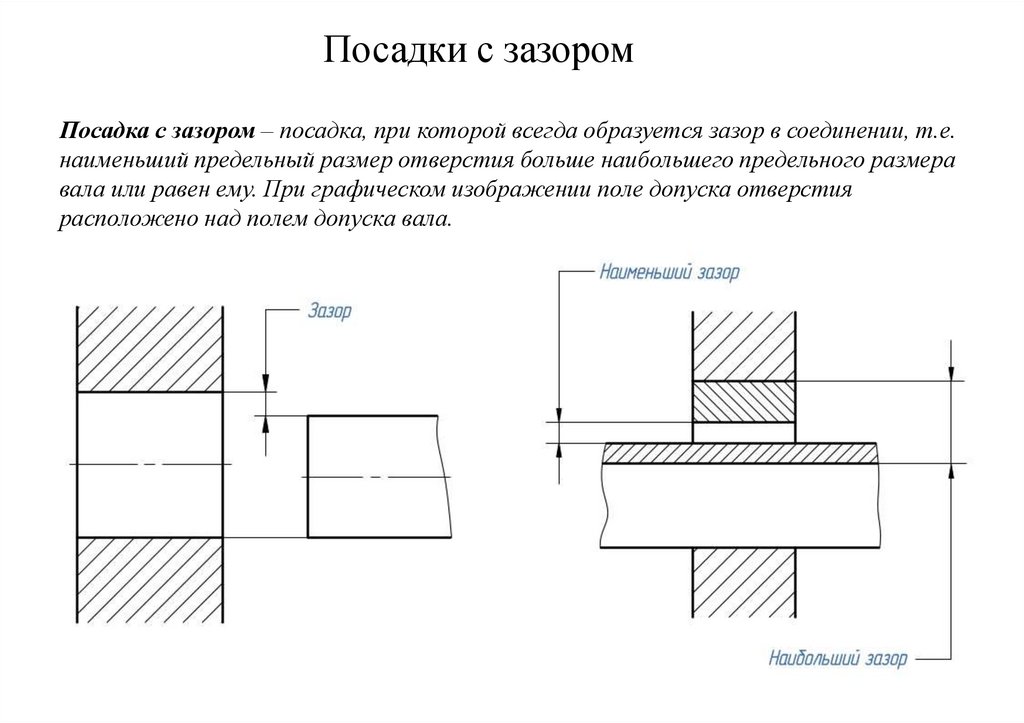
Посадки с зазоромПосадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е.
наименьший предельный размер отверстия больше наибольшего предельного размера
вала или равен ему. При графическом изображении поле допуска отверстия
расположено над полем допуска вала.
17.
Посадки с натягомПосадка с натягом – посадка, при которой всегда образуется натяг в соединении,
т.е. наибольший предельный размер отверстия меньше наименьшего предельного
размера вала или равен ему. При графическом изображении поле допуска отверстия
расположено под полем допуска вала.
18.
19.
20.
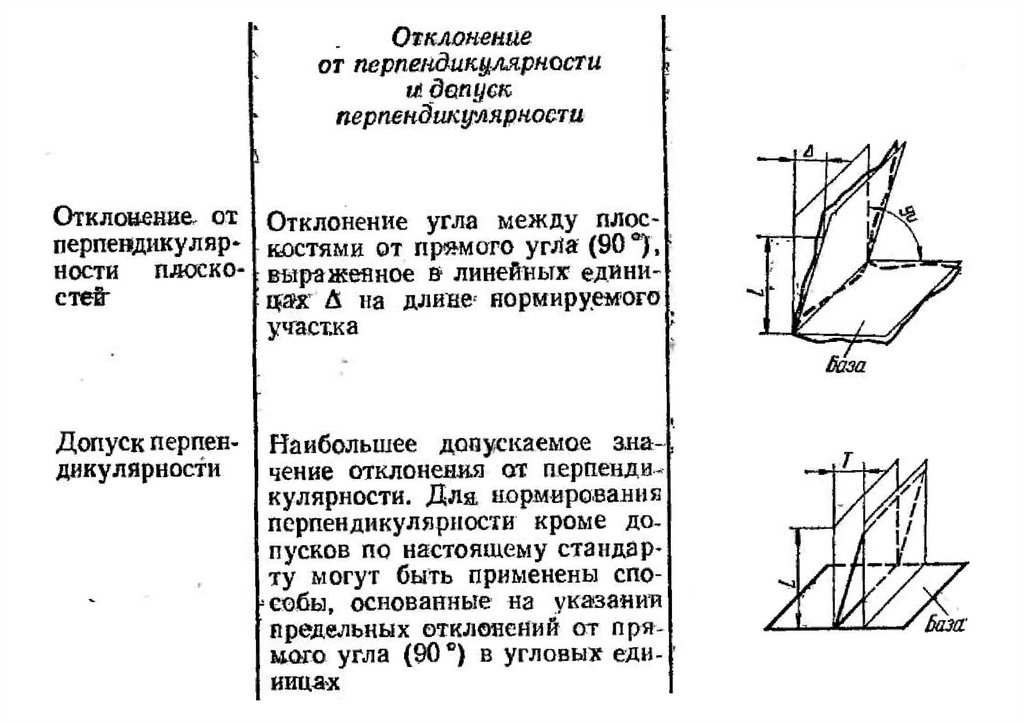
Допуски формы и расположенияповерхностей.
Совокупность факторов, присутствующих
при изготовлении детали, определяет
отклонение реальной поверхности детали
от правильной геометрической формы.
Реальная поверхность – это поверхность,
присущая изготовленной деталь.
Номинальная поверхность – это идеальная
поверхность, номинальная форма, которая
задана чертежом.
21.
Примеры отклонения реальнойповерхности от номинальной.
формы
22.
Примеры отклонения реальнойповерхности от номинальной.
формы
23.
В соответствии с ГОСТ приняты следующиеосновные буквенные обозначения:
Δ – отклонение формы, отклонение
расположения или суммарное отклонение формы
и расположения
Т – допуск формы, допуск расположения или
суммарный допуск формы и расположения;
L – длина нормируемого участка.
24.
Нормируемый участок – это участокповерхности детали, к которому относится
допуск формы или расположения.
Нормируемый участок задается размерами,
определяющими его площадь, длину или угол
сектора.
Например на чертеже:
−
0,1/500 - допуск прямолинейности не
более 0,1мм на нормируемой длине 500мм.
25.
Допуски формы.Отклонение формы - это отличие формы
реальной поверхности или реального профиля
от формы номинальной поверхности или
номинального профиля.
Допуск формы – наибольшее допускаемое
отклонение формы.
Поле
допуска
формы
–
область
в
пространстве или на плоскости, внутри
которой должны находиться все точки
реально
рассматриваемого
элемента
в
пределах нормируемого участка.
26.
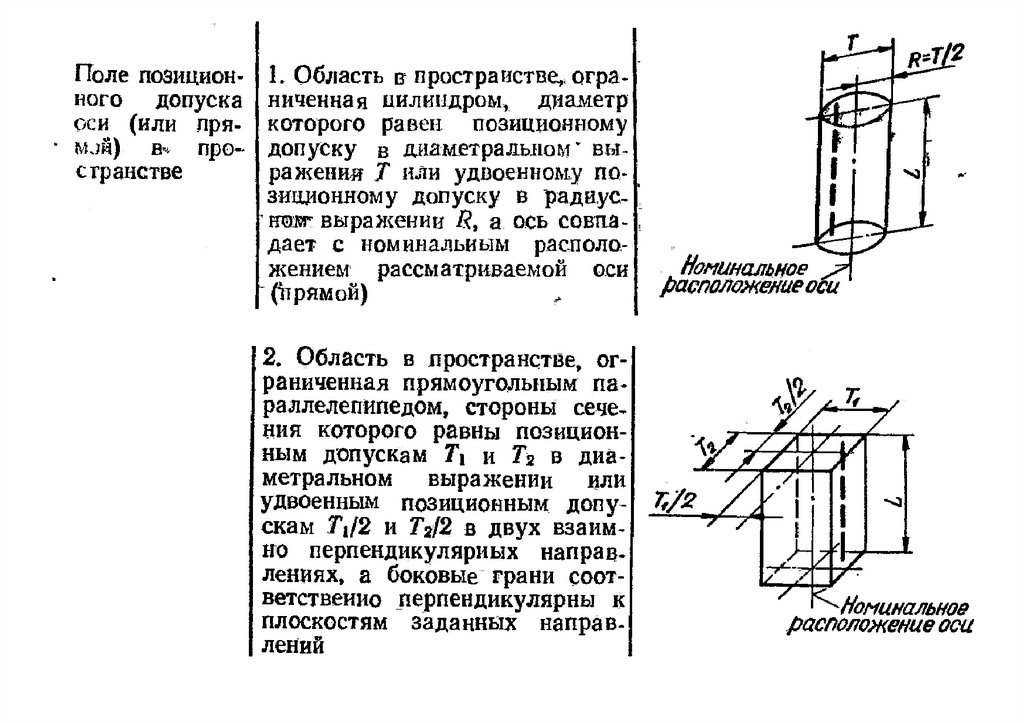
Допуски расположения.Допуск расположения – предельное допускаемое
отклонение расположения поверхностей
Поле допуска расположения – область в
пространстве или на плоскости, внутри
которой должны находиться прилегающий
элемент или ось, центр, плоскость симметрии
в пределах нормируемого участка.
27.
Дляоценки
точности
поверхностей назначают базы.
расположения
База – это элемент детали, по отношению к
которому задается допуск расположения
рассматриваемой поверхности детали.
Базами могут быть:
- базовая плоскость;
-базовая плоскость симметрии;
- базовая ось.
28.
29.
30.
31.
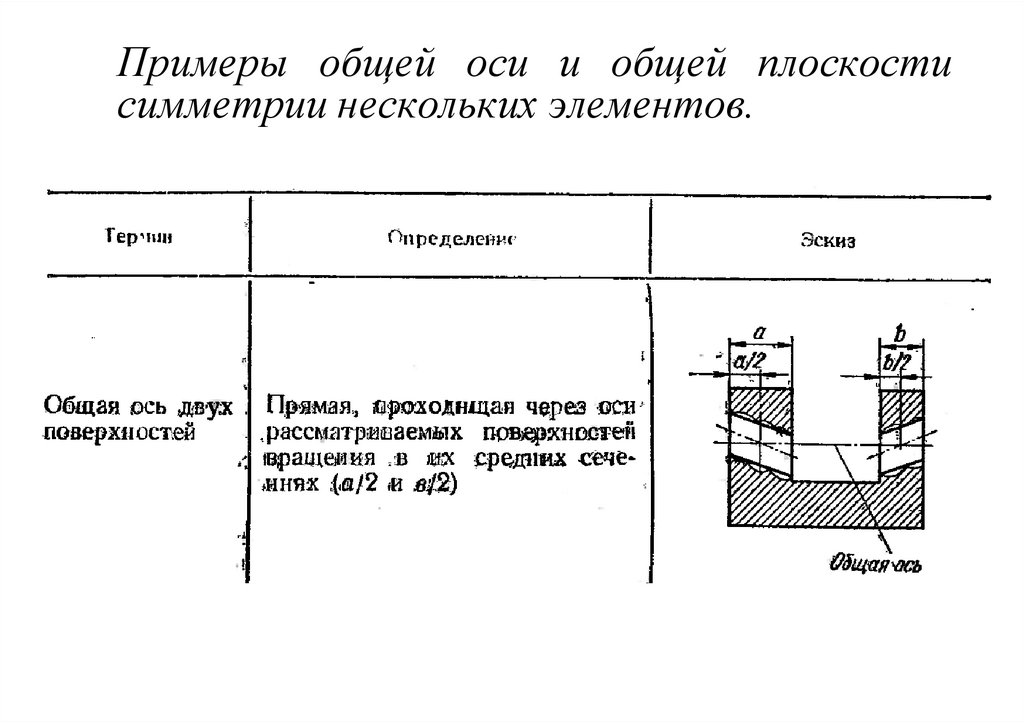
Примеры общей оси и общей плоскостисимметрии нескольких элементов.
32.
Примеры общей оси и общей плоскостисимметрии нескольких элементов.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
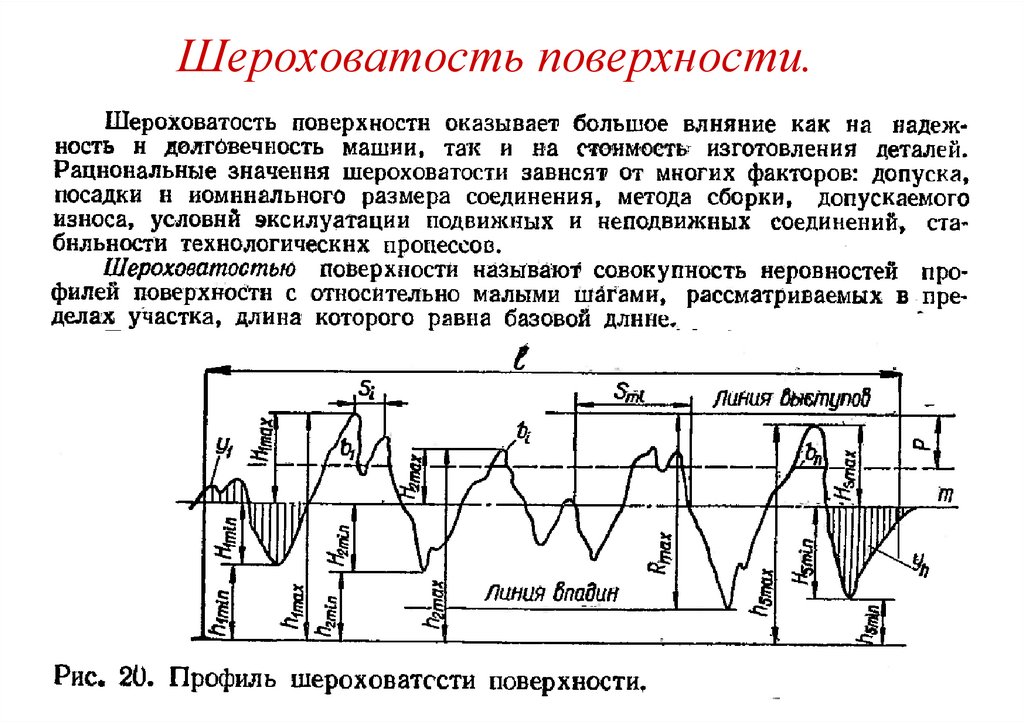
Шероховатость поверхности.47.
48.
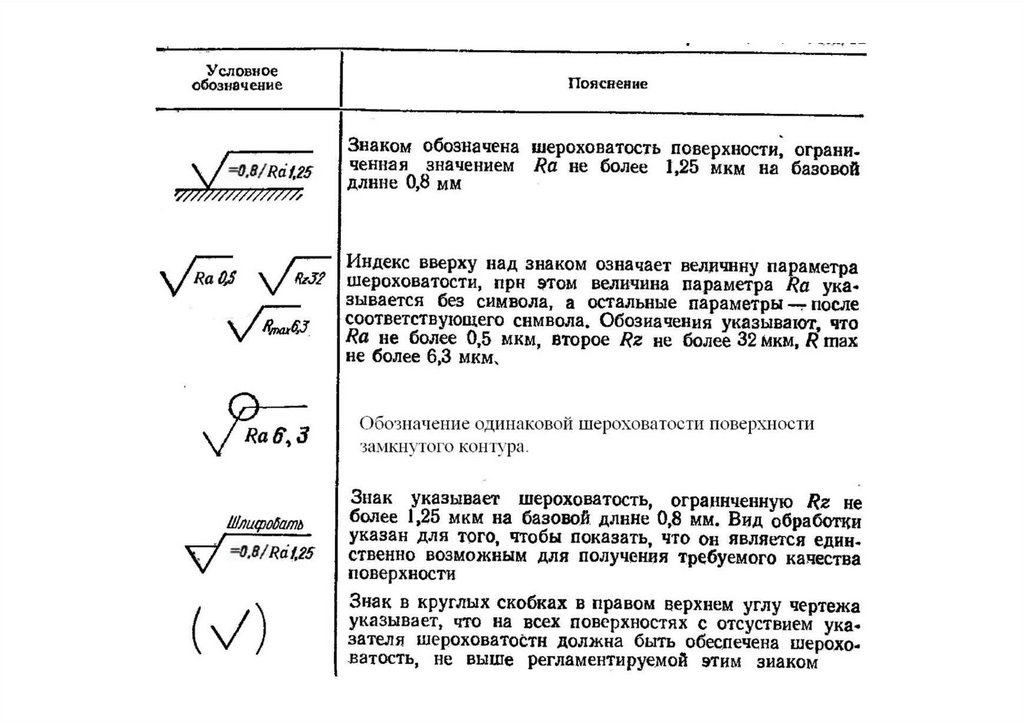
Примеры обозначения шероховатости поверхностипо ГОСТ 2.309-73 с изменениями 2002 года
49.
50.
Шероховатость получаемая в результатеразличных видов обработки