
 industry
industrySimilar presentations:
")









Разработка технологических режимов процесса горячей прокатки стали марки 17Г1СА
1.
РАЗРАБОТКАТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ
ПРОЦЕССА ГОРЯЧЕЙ ПРОКАТКИ
СТАЛИ МАРКИ 17Г1СА НА
ШСГП 2500 ЛПЦ-4 ПАО «ММК»
Подготовил Чуприков Е. В.
2.
Актуальность курсового проектаОсобое внимание уделяется исследованию новых марок
сталей, что обуславливает необходимость разработки новых
технологических режимов прокатки. Существующее
оборудование позволяет обрабатывать новые марки стали,
но для этого необходимы новые технологические режимы –
это обуславливает актуальность курсового проекта.
3.
Задачи курсового проекта■
рассмотреть
схему
расположения
основного
оборудования
и
технологический процесс прокатки стали на ШСГП 2500 ПАО «ММК»;
■
изучить основной сортамент, производимый на ШСГП 2500 и характеристику
стали марки 17Г1СА;
■
рассчитать технологические параметры производства полосы 2,2 × 1400 мм
из стали марки 17Г1СА на ШСГП 2500 ПАО «ММК»;
■
рассмотреть основные правила охраны труда и промышленной безопасности
в цехах горячей прокатки.
4.
Рисунок 1 – Схема технологического процесса прокатки на ШСГП 2500 ПАО «ММК»5.
■ ГОСТ 16523-97, 14637-89, 380-94 (например, 08кп, 08пс, 15,20кп);
■ ГОСТ 5521-93 (например, A32, D32, D36);
■ ГОСТ 1577-93, 4041-71, 16523-97, 9045-93 (например, 20кп,
20А, 60Г);
■ ГОСТ 14959-79 и 1577-93 (например, 60Г, 65Г, 70Г,70С3А);
■ ГОСТ 19281-89 (09Г2, 09Г2Д, 16ГС, 17ГС);
■ ГОСТ 803-81 (например, 11кп, 11ЮА и 18ЮА);
■ ГОСТ 8568-77 (например, Ст3, Ст3сп);
■ ГОСТ 17066-94 (14Г2, 09Г2, 15ХСНД);
■ ГОСТ 19282-73, ГОСТ 19903-74, ГОСТ 5520-79 (17Г1СА, 10Г2С1,
16ГС).
6.
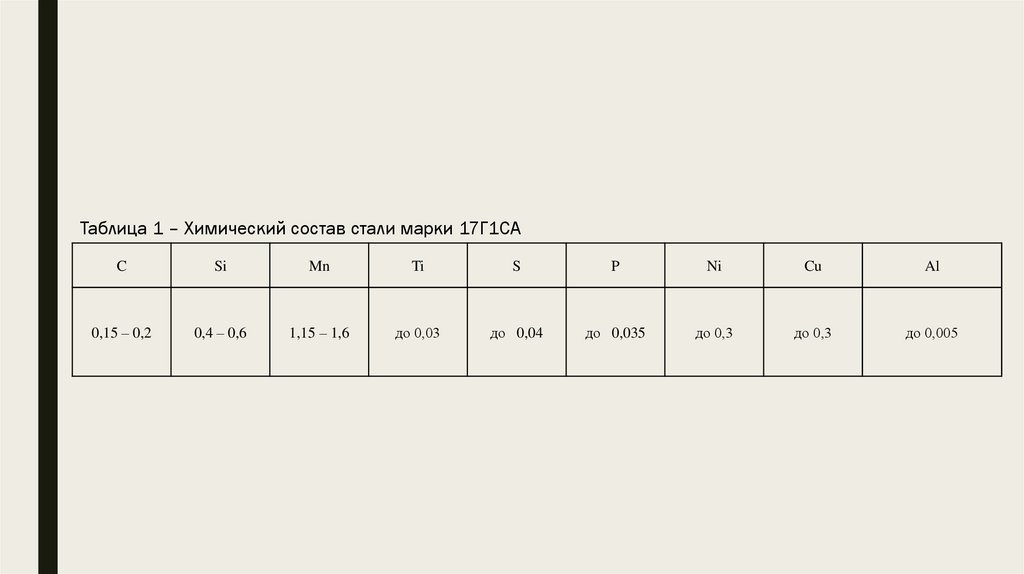
Таблица 1 – Химический состав стали марки 17Г1САC
Si
Mn
Ti
S
P
Ni
Cu
Al
0,15 – 0,2
0,4 – 0,6
1,15 – 1,6
до 0,03
до 0,04
до 0,035
до 0,3
до 0,3
до 0,005
7.
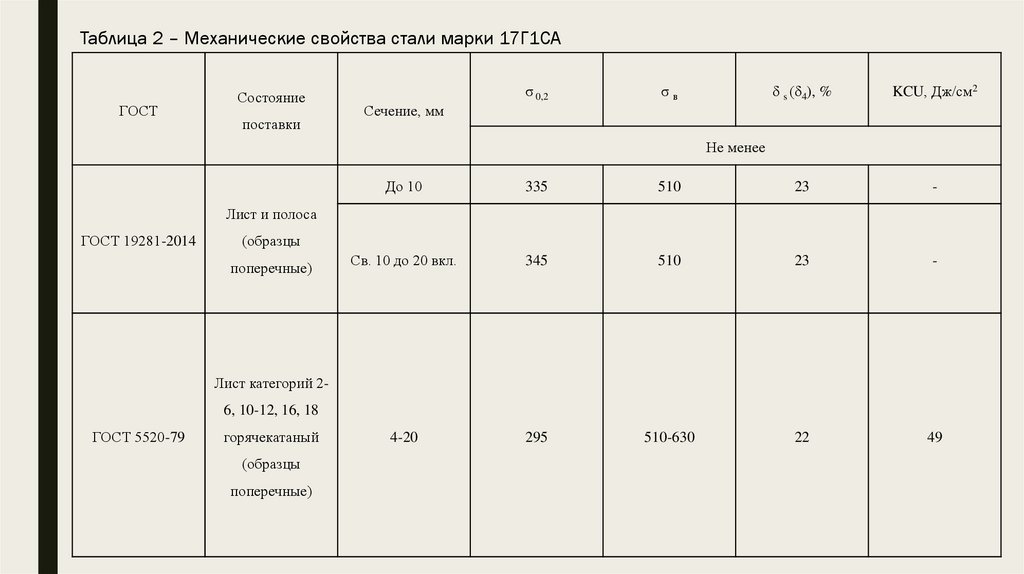
Таблица 2 – Механические свойства стали марки 17Г1САГОСТ
Состояние
поставки
σ 0,2
σв
δ s (δ4), %
KCU, Дж/см2
Сечение, мм
Не менее
До 10
335
510
23
-
Св. 10 до 20 вкл.
345
510
23
-
4-20
295
510-630
22
49
Лист и полоса
ГОСТ 19281-2014
(образцы
поперечные)
Лист категорий 26, 10-12, 16, 18
ГОСТ 5520-79
горячекатаный
(образцы
поперечные)
8.
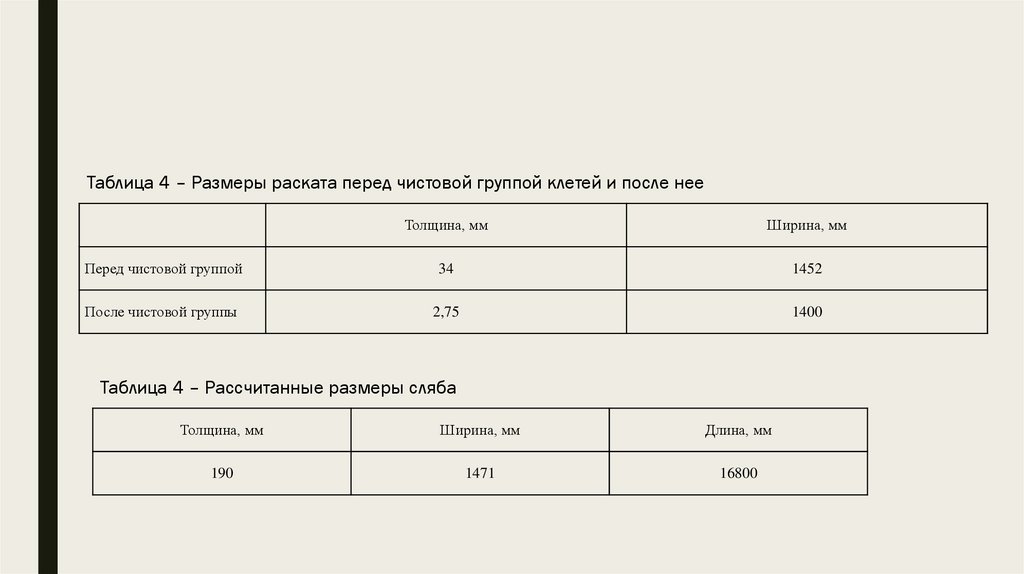
Таблица 4 – Размеры раската перед чистовой группой клетей и после нееТолщина, мм
Ширина, мм
Перед чистовой группой
34
1452
После чистовой группы
2,75
1400
Таблица 4 – Рассчитанные размеры сляба
Толщина, мм
Ширина, мм
Длина, мм
190
1471
16800
9.
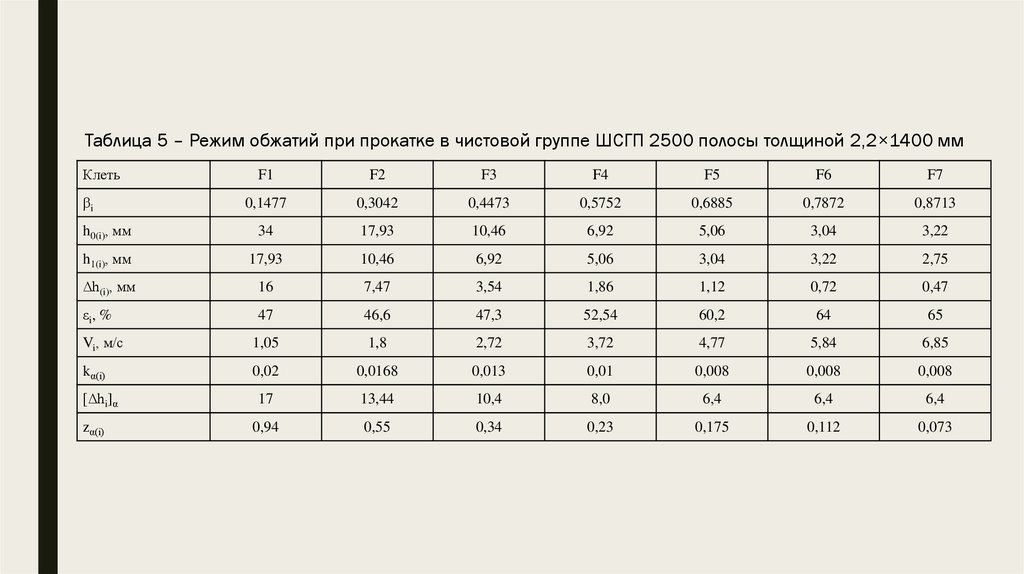
Таблица 5 – Режим обжатий при прокатке в чистовой группе ШСГП 2500 полосы толщиной 2,2×1400 ммКлеть
F1
F2
F3
F4
F5
F6
F7
0,1477
0,3042
0,4473
0,5752
0,6885
0,7872
0,8713
h0(i), мм
34
17,93
10,46
6,92
5,06
3,04
3,22
h1(i), мм
17,93
10,46
6,92
5,06
3,04
3,22
2,75
∆h(i), мм
16
7,47
3,54
1,86
1,12
0,72
0,47
εi, %
47
46,6
47,3
52,54
60,2
64
65
Vi, м/с
1,05
1,8
2,72
3,72
4,77
5,84
6,85
kα(i)
0,02
0,0168
0,013
0,01
0,008
0,008
0,008
[∆hi]α
17
13,44
10,4
8,0
6,4
6,4
6,4
zα(i)
0,94
0,55
0,34
0,23
0,175
0,112
0,073
βi
10.
Опасные факторы производства■
механические;
■
электрические;
■
падение с высоты;
■
падение предметов;
■
термические ожоги;
■
химические ожоги;
■
воздействие повышенных или пониженных температур;
■
падение;
■
обрушение обвалы предметов и деталей;
■
воздействие вредных веществ.