
















 industry
industrySimilar presentations:










Этапы работы узла впрыска
1.
Этапы работы узла впрыска1. Подвод сопла
20-06-12
2.
Этапы работы узла впрыска1. Подвод сопла
3.
Этапы работы узла впрыска1. Подвод сопла
4.
Этапы работы узла впрыска1. Подвод сопла
5.
Этапы работы узла впрыска2. Начало впрыска – открытие
запорного кольца
6.
Этапы работы узла впрыска3. Впрыск
7.
Этапы работы узла впрыска3. Впрыск
8.
Этапы работы узла впрыска3. Впрыск
9.
Этапы работы узла впрыска4. Набор дозы (пластикация)
10.
Этапы работы узла впрыска4. Набор дозы (пластикация)
11.
Этапы работы узла впрыска4. Набор дозы (пластикация)
12.
Этапы работы узла впрыска4. Набор дозы (пластикация)
13.
Этапы работы узла впрыска4. Набор дозы (пластикация)
14.
Этапы работы узла впрыска5. Отвод узла впрыска
15.
Этапы работы узла впрыска5. Отвод узла впрыска
16.
Этапы работы узла впрыска5. Отвод узла впрыска
17.
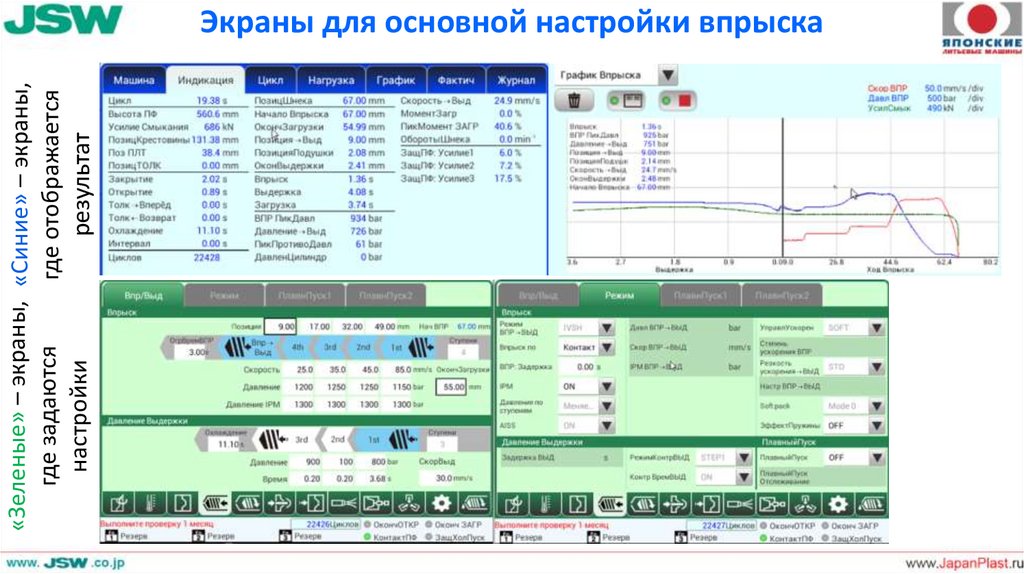
«Зеленые» – экраны, «Синие» – экраны,где задаются
где отображается
настройки
результат
Экраны для основной настройки впрыска
18.
Основные этапы впрыска19.
Основные этапы впрыскаОтличие впрыска от выдержки под давлением – высокая скорость
шнека переходит в низкую с додавливанием для уплотнения
материала и компенсации усадки
• Точка перехода с впрыска на выдержку – обычно по позиции
• Настройка впрыска – скорость и давление
• Настройки выдержки – время и давление
• Впрыск по контакту или смыканию
• Прочие дополнительные настройки
• Время охлаждения
20.
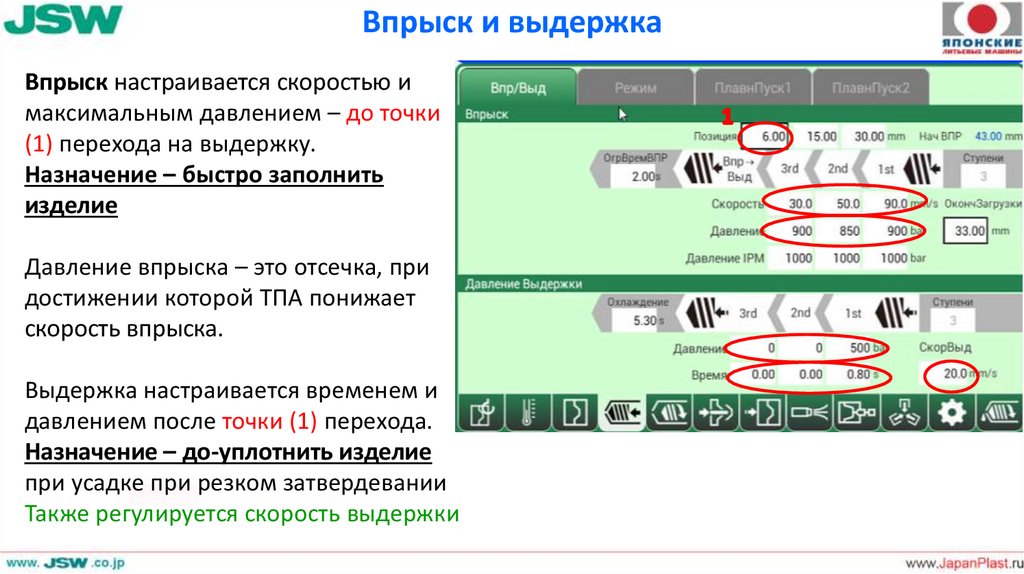
Впрыск и выдержкаВпрыск настраивается скоростью и
максимальным давлением – до точки
(1) перехода на выдержку.
Назначение – быстро заполнить
изделие
Давление впрыска – это отсечка, при
достижении которой ТПА понижает
скорость впрыска.
Выдержка настраивается временем и
давлением после точки (1) перехода.
Назначение – до-уплотнить изделие
при усадке при резком затвердевании
Также регулируется скорость выдержки
21.
Ключевые параметры впрыска22.
Ключевые параметры процесса(1) Скорость впрыска :в зависимости от продукции высокая или низкая (например для оптики)
(2) Давление впрыска : при достижении заданного давления ТПА снижает скорость впрыска
(3) Несколько ступеней :
1)
2)
3)
сгладить резкий набор или торможение, «подвести» к другой скорости
(для оптики) быстрая скорость при заполнении литника и медленная – для изделия (сохраняется
прозрачность оптического изделия, а литник остаётся матовым)
Прочие потребности пролить неравномерность в изделии без создания лишнего напряжения
(4) Ограничение время впрыска: защита от недостижения шнеком точки перехода - выставляется с
запасом от фактического. При недостаточном, ТПА будет переключаться на выдержку и будет недолив /
недоуплотнение изделия
Точка перехода с впрыска на выдержку
23.
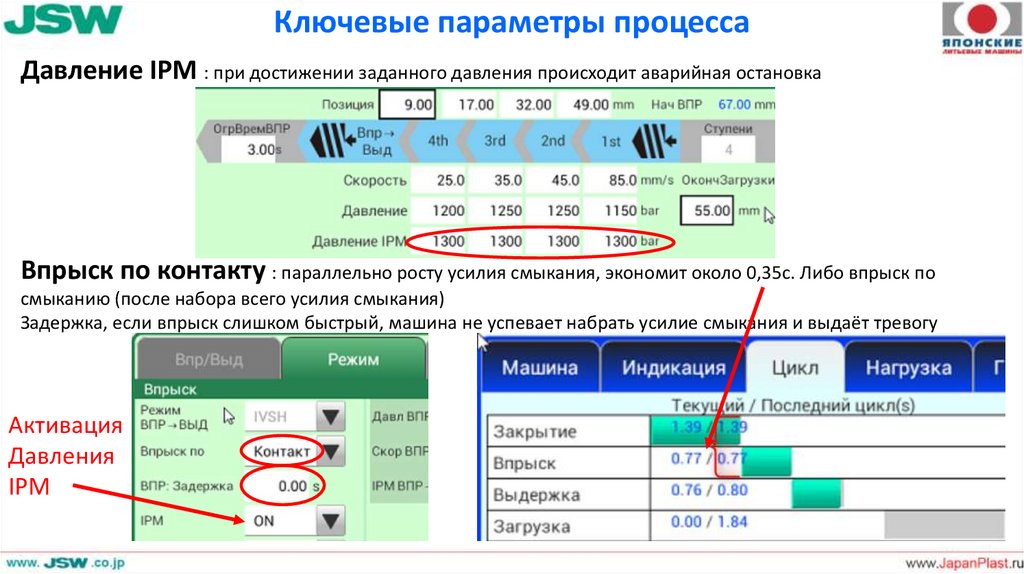
Ключевые параметры процессаДавление IPM : при достижении заданного давления происходит аварийная остановка
Впрыск по контакту : параллельно росту усилия смыкания, экономит около 0,35с. Либо впрыск по
смыканию (после набора всего усилия смыкания)
Задержка, если впрыск слишком быстрый, машина не успевает набрать усилие смыкания и выдаёт тревогу
Активация
Давления
IPM
24.
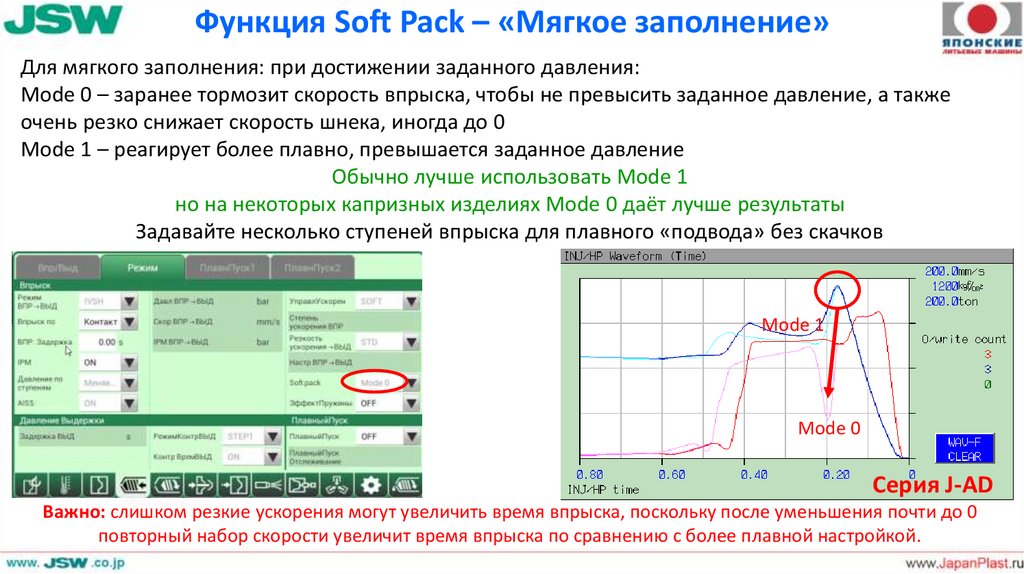
Функция Soft Pack – «Мягкое заполнение»Для мягкого заполнения: при достижении заданного давления:
Mode 0 – заранее тормозит скорость впрыска, чтобы не превысить заданное давление, а также
очень резко снижает скорость шнека, иногда до 0
Mode 1 – реагирует более плавно, превышается заданное давление
Обычно лучше использовать Mode 1
но на некоторых капризных изделиях Mode 0 даёт лучше результаты
Задавайте несколько ступеней впрыска для плавного «подвода» без скачков
Mode 1
Mode 0
Серия J-AD
Важно: слишком резкие ускорения могут увеличить время впрыска, поскольку после уменьшения почти до 0
повторный набор скорости увеличит время впрыска по сравнению с более плавной настройкой.
25.
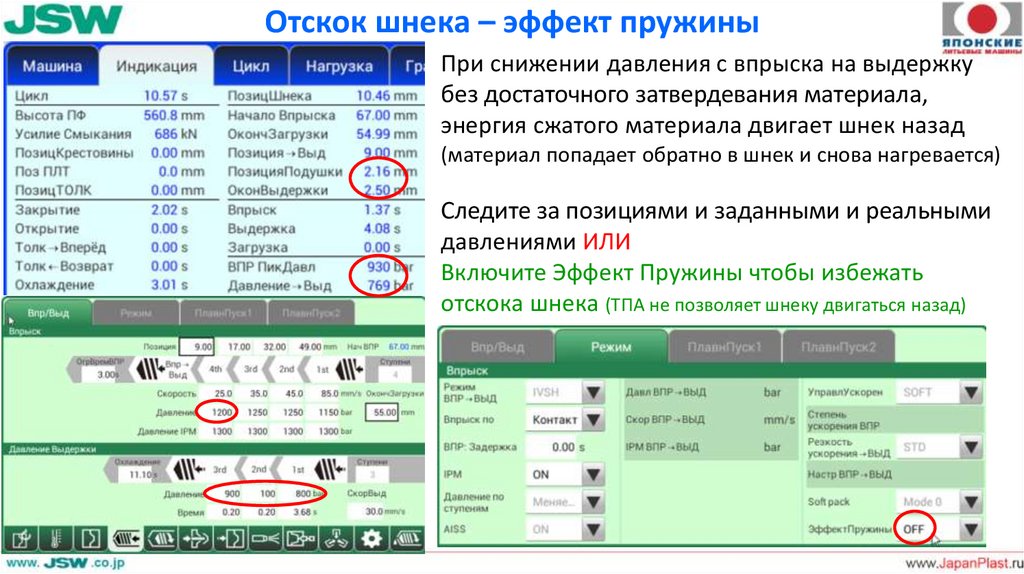
Отскок шнека – эффект пружиныПри снижении давления с впрыска на выдержку
без достаточного затвердевания материала,
энергия сжатого материала двигает шнек назад
(материал попадает обратно в шнек и снова нагревается)
Следите за позициями и заданными и реальными
давлениями ИЛИ
Включите Эффект Пружины чтобы избежать
отскока шнека (ТПА не позволяет шнеку двигаться назад)
26.
Дополнительные параметры впрыска27.
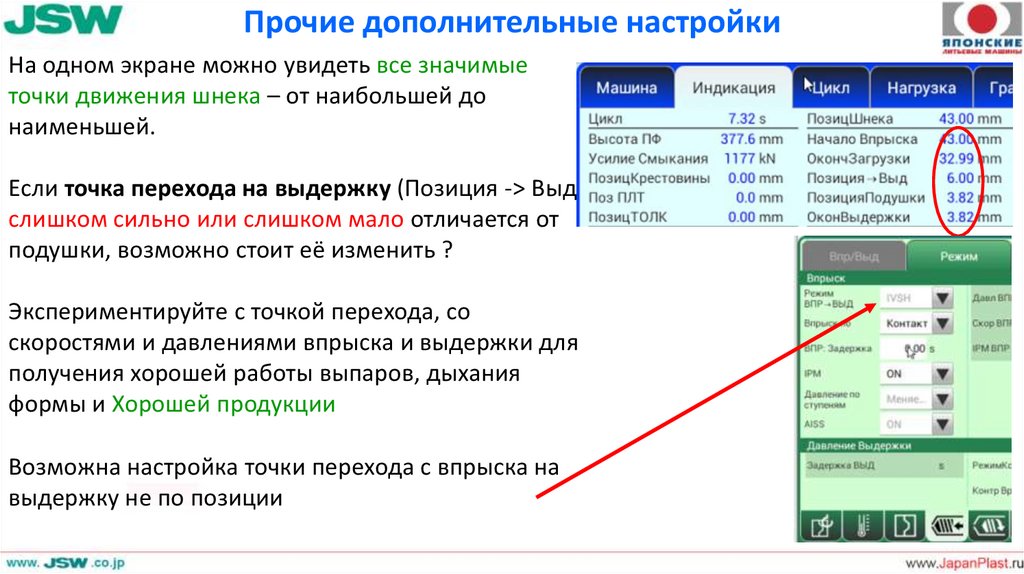
Прочие дополнительные настройкиНа одном экране можно увидеть все значимые
точки движения шнека – от наибольшей до
наименьшей.
Если точка перехода на выдержку (Позиция -> Выд)
слишком сильно или слишком мало отличается от
подушки, возможно стоит её изменить ?
Экспериментируйте с точкой перехода, со
скоростями и давлениями впрыска и выдержки для
получения хорошей работы выпаров, дыхания
формы и Хорошей продукции
Возможна настройка точки перехода с впрыска на
выдержку не по позиции
28.
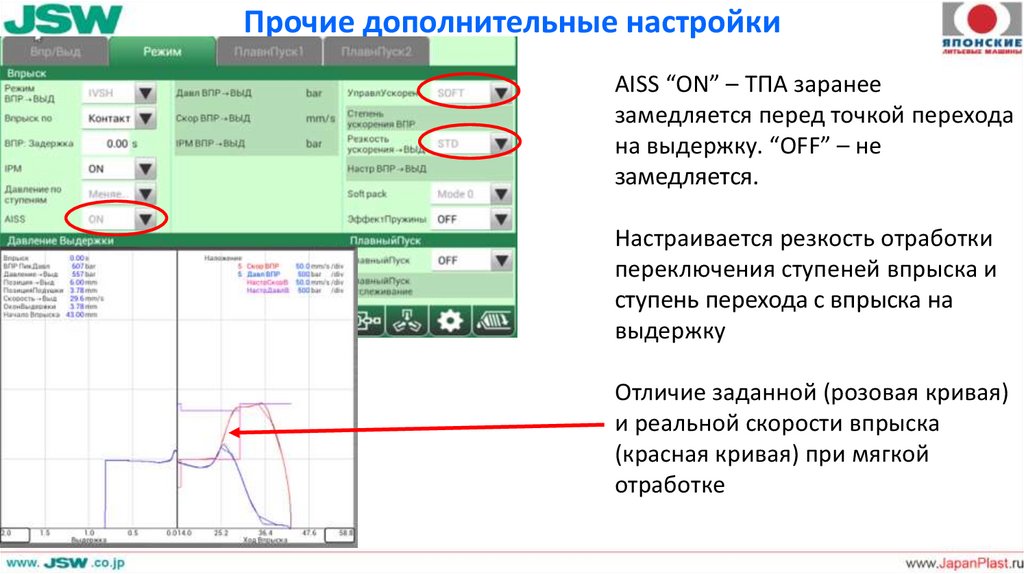
Прочие дополнительные настройкиAISS “ON” – ТПА заранее
замедляется перед точкой перехода
на выдержку. “OFF” – не
замедляется.
Настраивается резкость отработки
переключения ступеней впрыска и
ступень перехода с впрыска на
выдержку
Отличие заданной (розовая кривая)
и реальной скорости впрыска
(красная кривая) при мягкой
отработке
29.
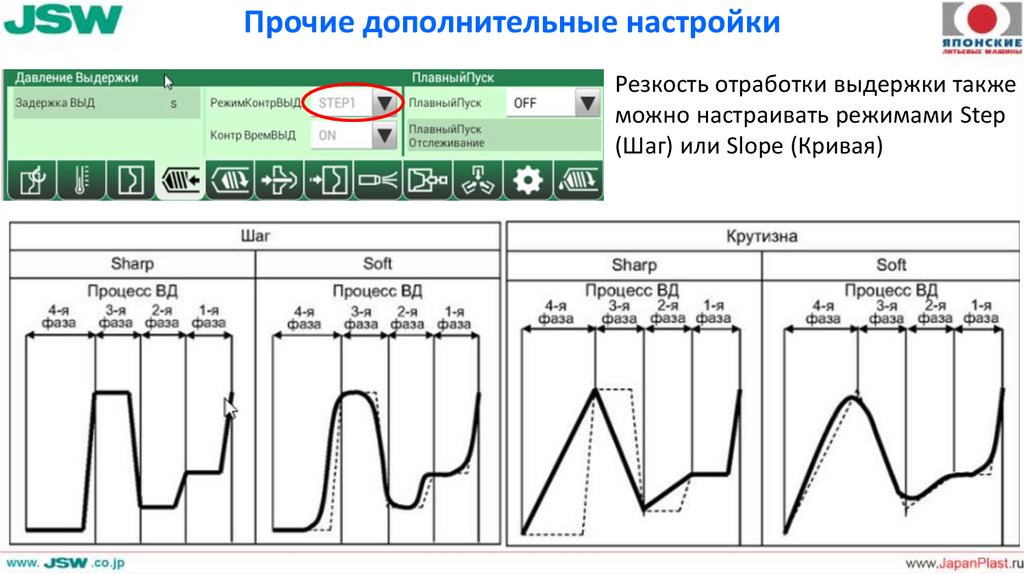
Прочие дополнительные настройкиРезкость отработки выдержки также
можно настраивать режимами Step
(Шаг) или Slope (Кривая)
30.
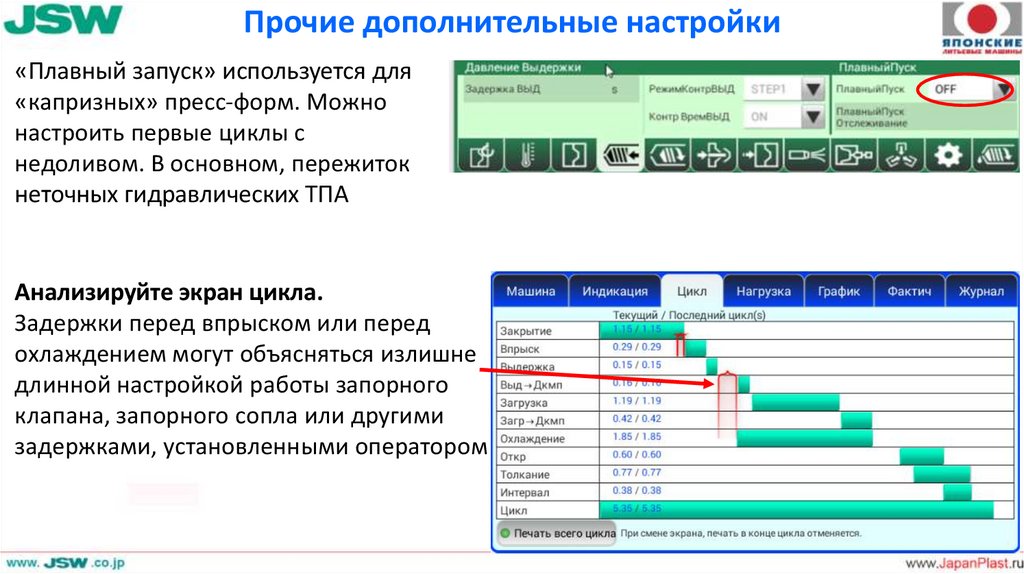
Прочие дополнительные настройки«Плавный запуск» используется для
«капризных» пресс-форм. Можно
настроить первые циклы с
недоливом. В основном, пережиток
неточных гидравлических ТПА
Анализируйте экран цикла.
Задержки перед впрыском или перед
охлаждением могут объясняться излишне
длинной настройкой работы запорного
клапана, запорного сопла или другими
задержками, установленными оператором