





















 industry
industrySimilar presentations:








")

Основы кинематики станков
1. Основы кинематики станков
2.
Классификация движений в станкахИсполнительные движения
Движение формообразования (Ф) участвует в формировании
конкретной поверхности.
Реализуется в виде главного движения и движений подач.
Главное движение осуществляет снятие припуска с заготовки с
наибольшей скоростью резания (затрачивается максимальная мощность).
Может быть:
• вращательным (в токарных, сверлильных, фрезерных и др.);
• поступательным (в строгальных, долбежных, протяжных и др.).
Сообщается:
• инструменту (во фрезерных, сверлильных, поперечно-строгальных
станках);
• заготовке (в токарных, продольно-строгальных станках).
3.
Классификация движений в станкахДвижение формообразования
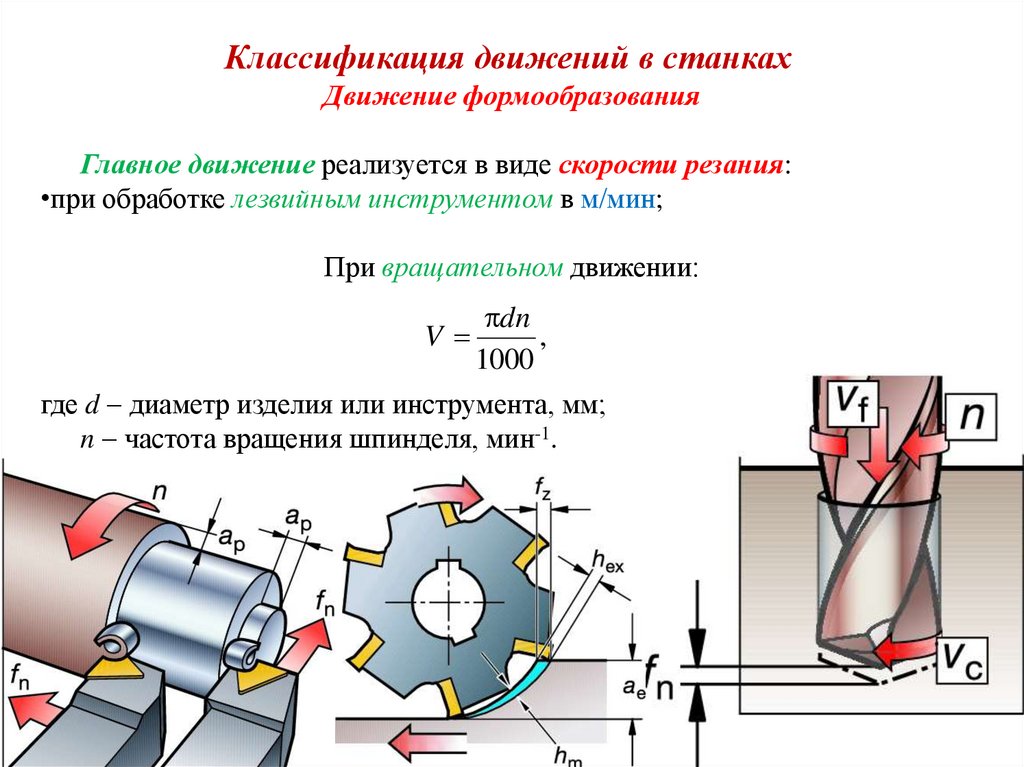
Главное движение реализуется в виде скорости резания:
•при обработке лезвийным инструментом в м/мин;
При вращательном движении:
dn
,
1000
где d диаметр изделия или инструмента, мм;
n частота вращения шпинделя, мин-1.
V
4.
Классификация движений в станкахДвижение формообразования
Главное движение реализуется в виде скорости резания:
•при обработке лезвийным инструментом в м/мин;
При возвратно-поступательном движении:
V
где L длина хода, мм;
tр время рабочего хода, мин.
L
,
1000tр
5.
Классификация движений в станкахДвижение формообразования
Главное движение реализуется в виде скорости резания:
•при шлифовании в м/с:
V
dn
,
1000 60
где d диаметр круга, мм;
n частота вращения шпинделя, мин-1.
6.
Классификация движений в станкахДвижение формообразования
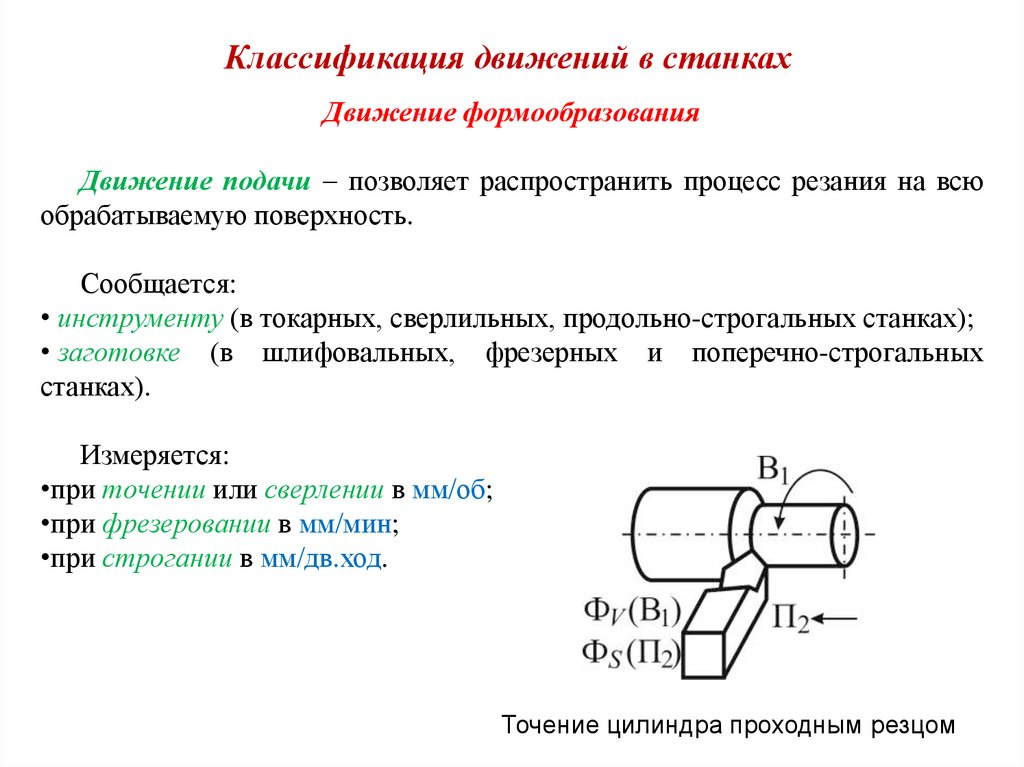
Движение подачи позволяет распространить процесс резания на всю
обрабатываемую поверхность.
Сообщается:
• инструменту (в токарных, сверлильных, продольно-строгальных станках);
• заготовке (в шлифовальных, фрезерных и поперечно-строгальных
станках).
Измеряется:
•при точении или сверлении в мм/об;
•при фрезеровании в мм/мин;
•при строгании в мм/дв.ход.
Точение цилиндра проходным резцом
7.
Классификация движений в станкахИсполнительные движения
Установочные (Уст.) движения заготовки и инструмента для
перемещения их в такое положение, при котором становится возможным
получать поверхности требуемого размера.
Установочное
наладочное.
движение,
при
котором
отсутствует
Наладочное движение резца
резание
8.
Классификация движений в станкахУстановочные движения
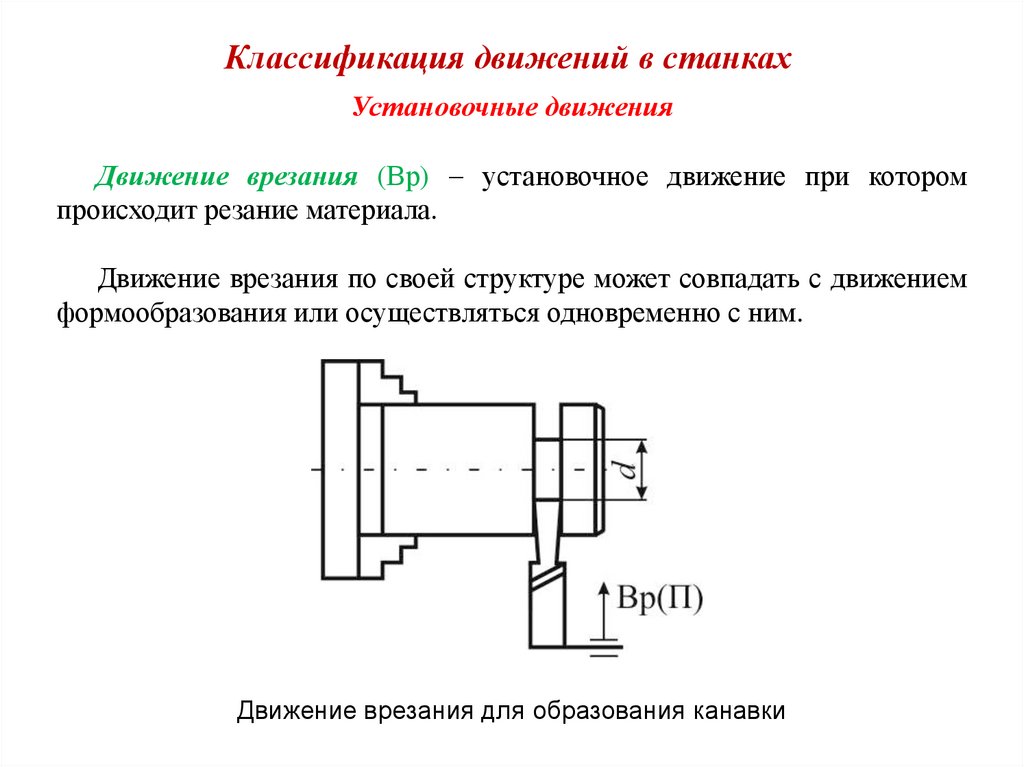
Движение врезания (Вр) установочное движение при котором
происходит резание материала.
Движение врезания по своей структуре может совпадать с движением
формообразования или осуществляться одновременно с ним.
Движение врезания для образования канавки
9.
Классификация движений в станкахДвижение врезания
Движение врезания может отсутствовать, если глубина резания
определяется конструктивным параметром инструмента, а процесс
врезания реализуется самим инструментом при его участии в одном из
формообразующих движений.
10.
Классификация движений в станкахДвижение врезания
Движение врезания может отсутствовать, если глубина резания
определяется конструктивным параметром инструмента, а процесс
врезания реализуется самим инструментом при его участии в одном из
формообразующих движений.
Сверление отверстия
11.
Классификация движений в станкахИсполнительные движения
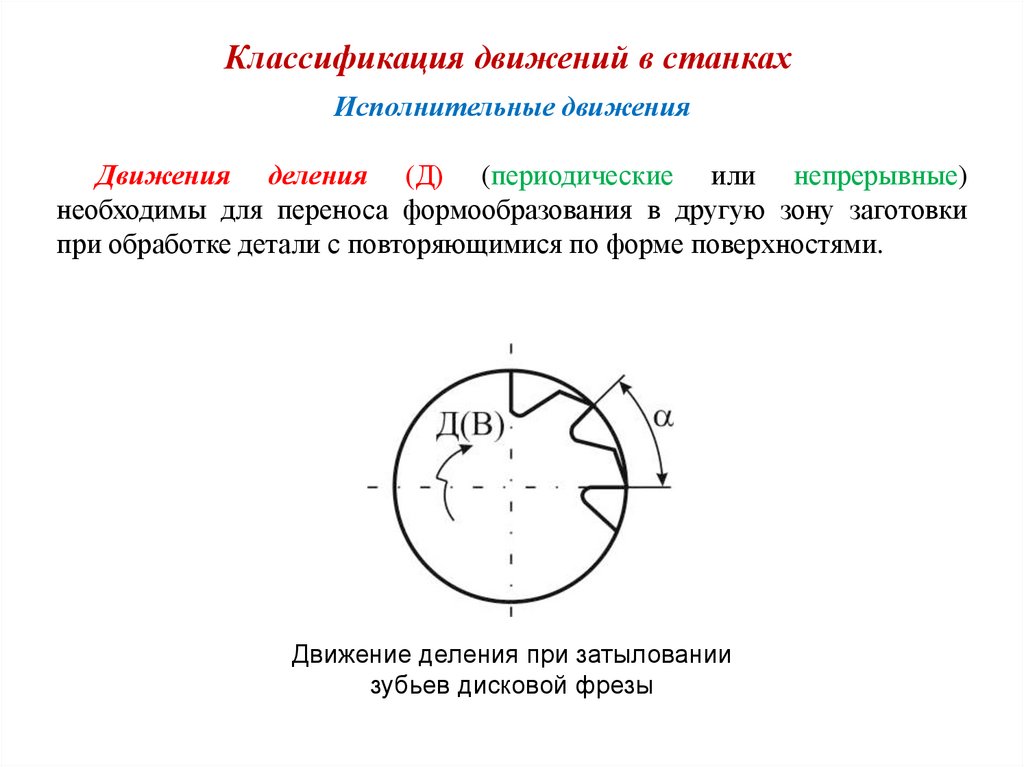
Движения деления (Д) (периодические или непрерывные)
необходимы для переноса формообразования в другую зону заготовки
при обработке детали с повторяющимися по форме поверхностями.
12.
Классификация движений в станкахИсполнительные движения
Движения деления (Д) (периодические или непрерывные)
необходимы для переноса формообразования в другую зону заготовки
при обработке детали с повторяющимися по форме поверхностями.
Движение деления при затыловании
зубьев дисковой фрезы
13.
Классификация движений в станкахИсполнительные движения
Движения управления (Упр.) совершают органы управления,
регулирования и координирования всех других исполнительных
движений станка.
Вспомогательные движения (Всп.) обеспечивают установку, зажим,
освобождение, транспортировку, быстрое перемещение заготовки и
режущего инструмента в зону резания, охлаждение, смазывание, удаление
стружки, правку инструмента и т.п.
14.
Классификация движений в станкахИсполнительные движения
Параметры исполнительных движений:
• траектория;
• скорость;
• направление;
• путь;
• исходная точка.
15.
Кинематические группыКинематическая группа совокупность источника движения,
исполнительного органа, кинематических связей и органов настроек.
Для изображения элементов кинематических схем пользуются
условными обозначениями по ГОСТ 2770-68 «Обозначения условные
графические в схемах. Элементы кинематики».
16.
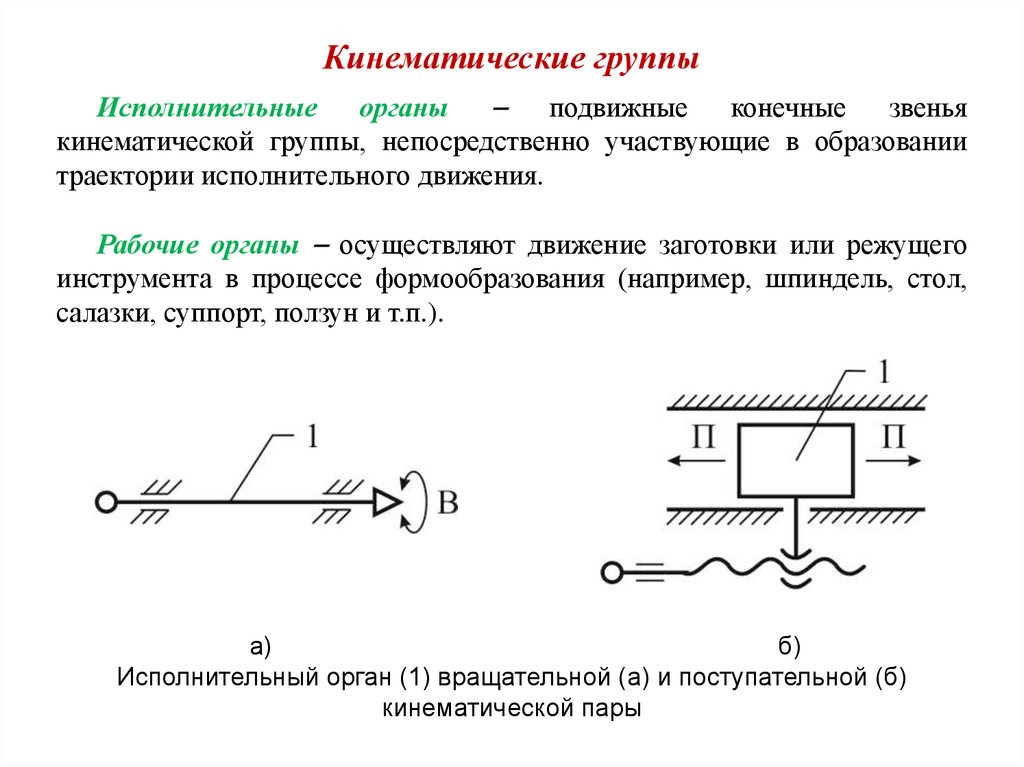
Кинематические группыИсполнительные органы подвижные конечные звенья
кинематической группы, непосредственно участвующие в образовании
траектории исполнительного движения.
Рабочие органы осуществляют движение заготовки или режущего
инструмента в процессе формообразования (например, шпиндель, стол,
салазки, суппорт, ползун и т.п.).
а)
б)
Исполнительный орган (1) вращательной (а) и поступательной (б)
кинематической пары
17.
Кинематические группыКинематические группы:
• простые – один исполнительный орган;
• сложные – два и более исполнительных органов.
Кинематические связи – устройства, передающие движение от
источника движения к исполнительному органу или между звеньями
исполнительных органов.
Кинематические связи:
• механические реализуются с помощью механических звеньев, передач,
устройств и механизмов;
• немеханические с помощью гидропневматических, электрических и
электронных средств и каналов связи.
18.
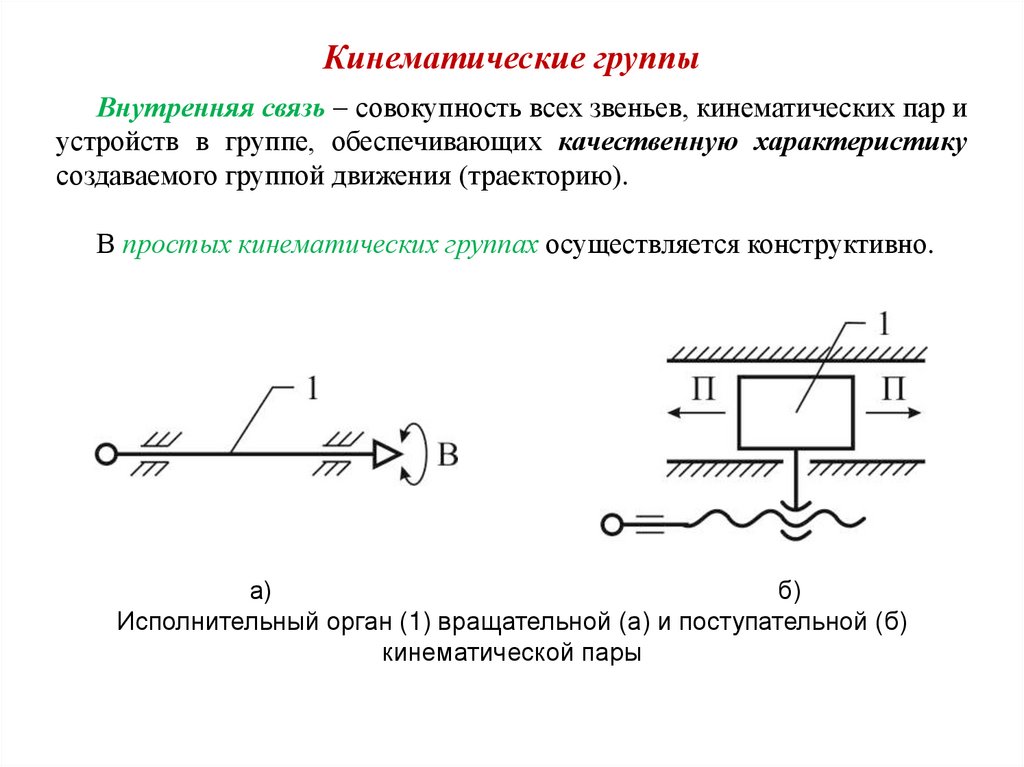
Кинематические группыВнутренняя связь совокупность всех звеньев, кинематических пар и
устройств в группе, обеспечивающих качественную характеристику
создаваемого группой движения (траекторию).
В простых кинематических группах осуществляется конструктивно.
а)
б)
Исполнительный орган (1) вращательной (а) и поступательной (б)
кинематической пары
19.
Кинематические группыОрганы настройки устройства, используемые для изменения и
регулирования параметров движения.
Обозначения органов настройки на структурных схемах:
Траектории, скорости и иногда пути (с буквой i).
Направление передачи движения через орган настройки.
Орган настройки направления движения (реверс).
20.
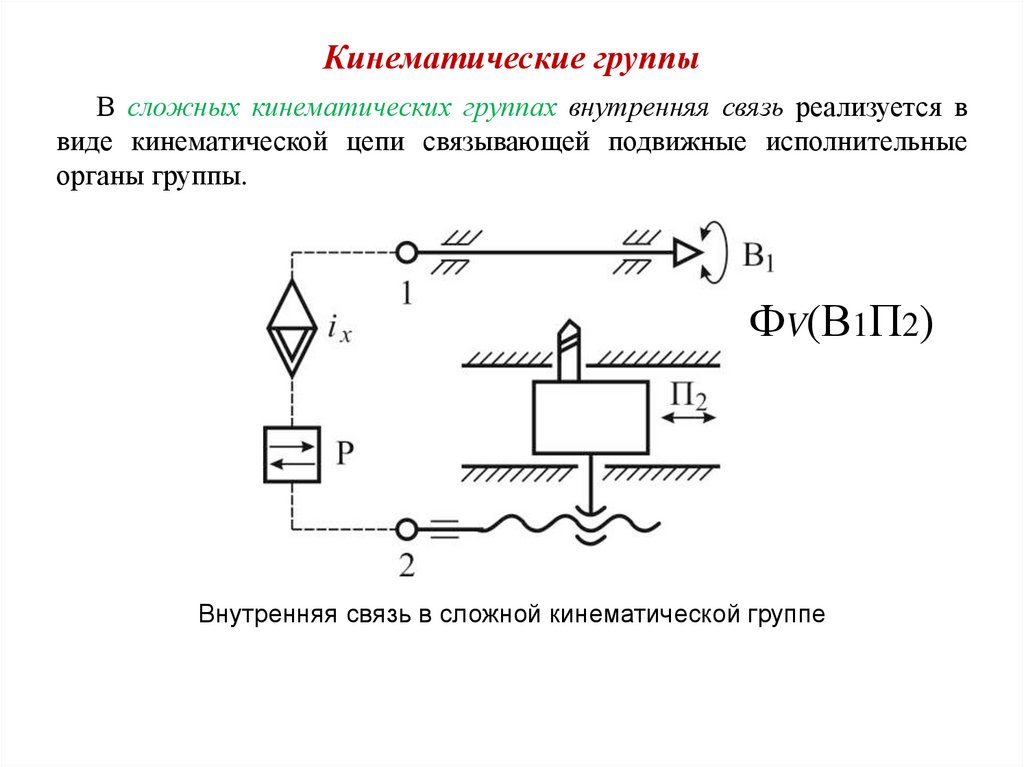
Кинематические группыВ сложных кинематических группах внутренняя связь реализуется в
виде кинематической цепи связывающей подвижные исполнительные
органы группы.
ФV(В1П2)
Внутренняя связь в сложной кинематической группе
21.
Кинематические группыВнешняя связь совокупность всех звеньев, кинематических пар,
устройств и источников движения в группе, обеспечивающих
количественные характеристики движения (скорость, направление,
путь и исходную точку).
Предназначена для передачи энергии от источника движения во
внутреннюю связь группы.
Простая кинематическая группа
22.
Кинематические группыВнешняя связь совокупность всех звеньев, кинематических пар,
устройств и источников движения в группе, обеспечивающих
количественные характеристики движения (скорость, направление,
путь и исходную точку).
Предназначена для передачи энергии от источника движения во
внутреннюю связь группы.
Простая кинематическая группа
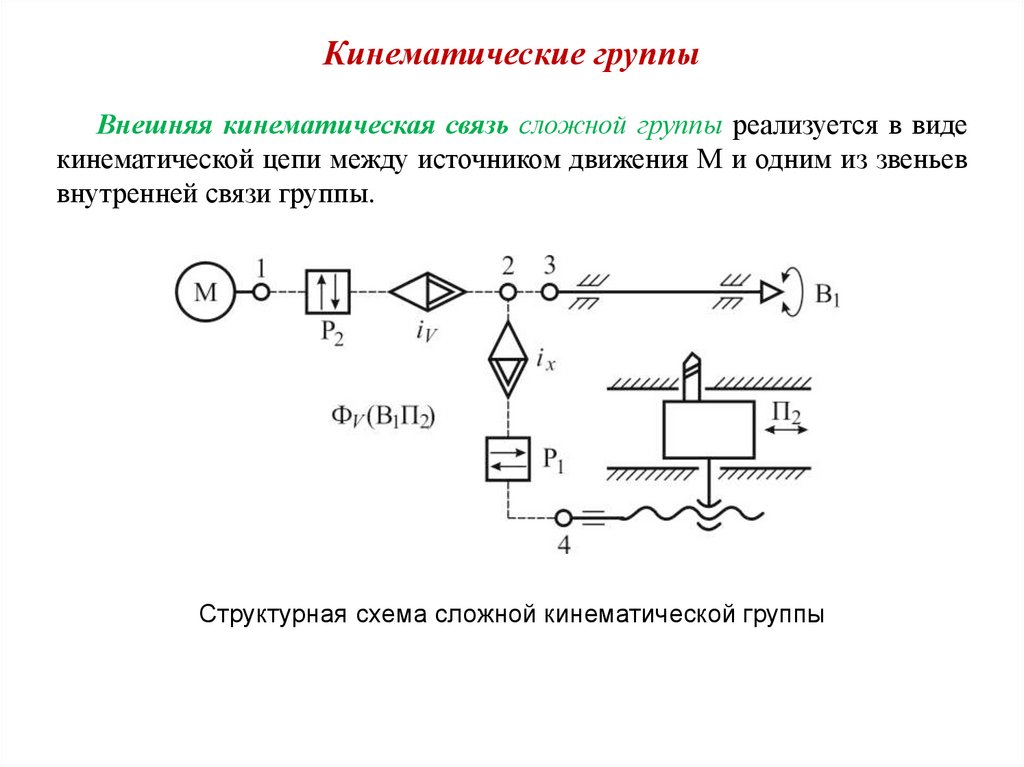
23.
Кинематические группыВнешняя кинематическая связь сложной группы реализуется в виде
кинематической цепи между источником движения М и одним из звеньев
внутренней связи группы.
Структурная схема сложной кинематической группы
24.
Кинематические группыОрганы настройки, регулирующие количественные характеристики
движения (скорость, направление, путь и исходную точку), всегда
располагают во внешней связи кинематической группы .
Органы настройки, регулирующие качественные характеристики
движения
(траекторию)
располагают
только
во
внутренней
кинематической связи группы.
В простых кинематических группах орган настройки на траекторию
отсутствует.
Сложные кинематические группы всегда имеют органы настройки на
траекторию.
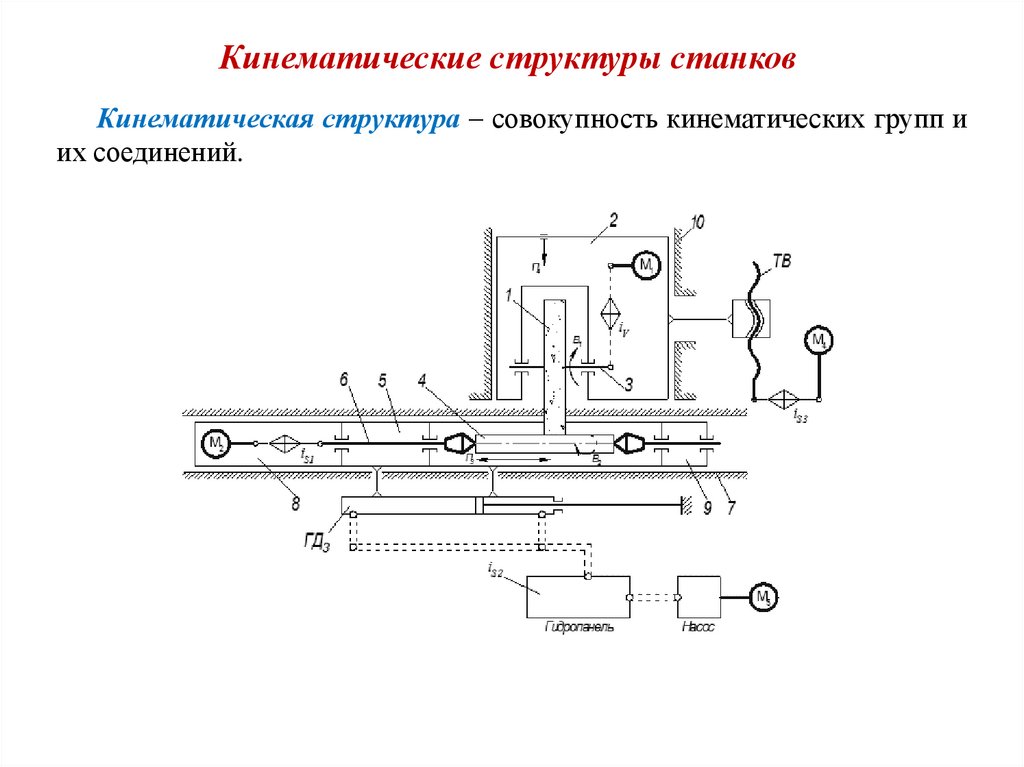
25.
Кинематические структуры станковКинематическая структура совокупность кинематических групп и
их соединений.
26.
Кинематические структуры станковКлассы кинематических структур:
• элементарных структур (Э) содержат только простые группы
формообразования.
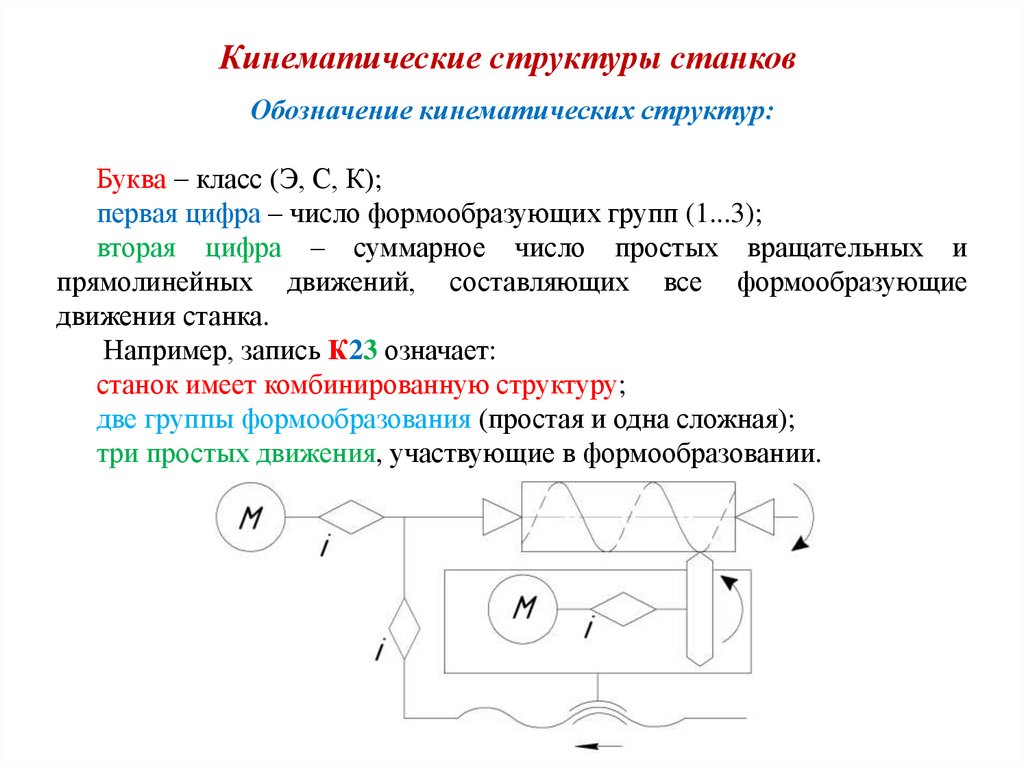
27.
Кинематические структуры станковОбозначение кинематических структур:
Буква класс (Э, С, К);
первая цифра – число формообразующих групп (1...3);
вторая цифра – суммарное число простых вращательных и
прямолинейных движений, составляющих все формообразующие
движения станка.
28.
Кинематические структуры станковКлассы кинематических структур:
• сложных структур
формообразования.
(С)
содержат
только
сложные
группы
29.
Кинематические структуры станковКлассы кинематических структур:
• комбинированных структур (К) содержат одновременно и простые и
сложные группы формообразования.
30.
Кинематические структуры станковОбозначение кинематических структур:
Буква класс (Э, С, К);
первая цифра – число формообразующих групп (1...3);
вторая цифра – суммарное число простых вращательных и
прямолинейных движений, составляющих все формообразующие
движения станка.
Например, запись К23 означает:
станок имеет комбинированную структуру;
две группы формообразования (простая и одна сложная);
три простых движения, участвующие в формообразовании.
31.
Методика структурного анализа (синтеза) станковИсходные данные форма образуемой поверхности и форма режущей
кромки инструмента.
Последовательность структурного анализа:
1) По сечениям образуемой поверхности определяются формы ее
производящих линий.
2) Устанавливаются метод получения поверхности, количество и
характер необходимых для этого движений формообразования.
3) Выясняется необходимость в движениях деления, врезания и
вспомогательных.
4) По характеру движения и траектории определяются количество
настраиваемых параметров для каждого из установленных движений.
5) Составляется или анализируется структура кинематических групп
станка.
32.
Методика структурного анализа станковПорядок составления и анализа структур кинематических групп:
1) Устанавливают число исполнительных органов.
2) Определяют внутреннюю кинематическую связь группы.
3) Определяют источник движения и внешнюю кинематическую связь
группы.
4) Устанавливают число и расположение органов настройки
параметров движения.
33.
34.
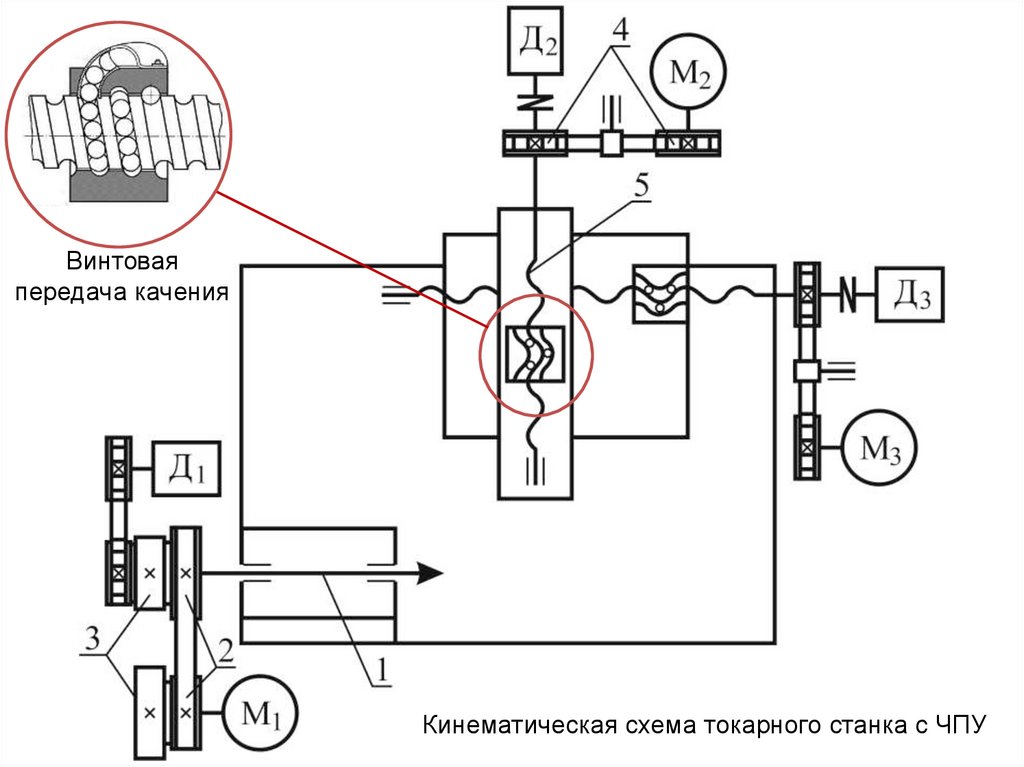
Винтоваяпередача качения
Кинематическая схема токарного станка с ЧПУ
35.
Кинематическая настройка станковКинематическая
настройка
настройка
цепей
станка,
обеспечивающая требуемые скорости движений исполнительных органов,
а также, условия кинематического согласования их перемещений
(скоростей).
Цель кинематических согласований – образование поверхности с
определенными формой, размерами, точностью и шероховатостью при
заданных режимах обработки.
Кинематическая настройка является составной частью наладки станка.
Органы кинематической настройки в металлорежущих станках с
механическими связями:
•гитары сменных зубчатых колес;
•ременные передачи;
•вариаторы;
•регулируемые электродвигатели;
•коробки скоростей и подач.
36.
Кинематическая настройка станковХарактеристикой органов кинематической настройки является
общее передаточное отношение i.
В станках принято считать, что передаточное отношение :
i1 2 n2 n1 z1 z 2
Цилиндрическая зубчатая передача
37.
Кинематическая настройка станковПоследовательность составления формулы настройки:
1) В зависимости от назначения органа
проходящая через него цепь согласования.
2) Устанавливается условие
конечных звеньев этой цепи.
настройки
кинематического
намечается
согласования
для
3) В соответствии с условием кинематического согласования составляется
уравнение кинематического баланса.
4) Решение уравнения баланса относительно передаточного отношения
органа настройки представляет собой формулу настройки.
38.
Кинематическая настройка станковУсловие кинематического согласования скоростей конечных звеньев
цепи:
1410 об.эл.дв. 80 об.шп.
Уравнение кинематического баланса цепи согласования:
а b
d
1410 об.дв 1 2 i 2 80 об.шп.
b4 c2 e2
Формула настройки:
i
80 b4 c2 e2
1410 a1 b2 d 2
Кинематическая схема привода главного движения станка