










 на нарезание резьбы")











 industry
industrySimilar presentations:










Наладка и кинематика токарновинторезного станка
1. Наладка и кинематика токарно-винторезного станка
2. Цель работы
Изучение методики наладки токарновинтового станка.Изучение кинематической структуры токарновинторезного станка
модели 16К20.
3.
Результатом работы металлорежущего станкаявляется образование поверхностей детали с
заданными формой, размерами, точностью и
шероховатостью.
Для этого необходимо обеспечить требуемые
условия кинематического согласования
перемещений или скоростей исполнительных
органов между собой и источником движения.
Этот процесс называется кинематической
настройкой станка
4.
Вбольшинстве
металлорежущих
станков
с
механическими связями для настройки кинематических
цепей применяются органы кинематической настройки в
виде гитар сменных зубчатых колес, ременных передач,
вариаторов, регулируемых электродвигателей, коробок
скоростей и подач, характеристикой которых является
общее передаточное отношение .
Значение передаточного отношения органа настройки
определяют по формуле настройки и затем его
реализуют в гитарах сменных зубчатых колес подбором и
установкой соответствующих колес в гитаре, а в коробках
скоростей и подач, - зацеплением зубчатых колес.
5.
Гитарой называется устройство, обеспечивающее правильное сцеплениесменных зубчатых колес.
Схема двухпарной гитары
6. Последовательность наладки
Наладкастанка
требует
расчета
передаточного
отношения
органа
наладки скоростей цепи для получения заданной частоты вращения шпинделя и
передаточного отношения органа наладки цепи для осуществления заданной
подачи.
Для
этой
цели
намечают
расчетную
кинематическую
цепь,
расчетные
перемещения
конечных
звеньев
этой
цепи
и
кинематического баланса, из которого выводят формулу наладки цепи.
составляют
уравнение
Уравнением
кинематического
баланса
называют
уравнение,
расчетные перемещения конечных звеньев кинематической цепи.
связывающее
Оно служит основой для определения передаточных отношений органа наладки.
Конечные звенья могут иметь как вращательное, так и прямолинейное движение. Если
оба конечных звена вращаются, то расчетные перемещения этих звеньев условно
записывают так:
7.
По этим расчетным перемещениям составляют уравнениекинематического баланса данной кинематической цепи:
где
частота вращения в минуту конечного звена органа наладки;
- частота вращения в минуту начального звена органа наладки;
постоянное передаточное отношение органа наладки;
искомое передаточное отношение органа наладки.
Решая уравнение кинематического баланса относительно , , получим
формулу наладки рассматриваемой кинематической цепи.
8.
Если одно из конечных звеньев имеет вращательноедвижение, а другое — прямолинейное, то при подаче,
выраженной в миллиметрах на один оборот начального звена,
расчетные перемещения можно записать так:
1 оборот начального звена → S мм продольного перемещения
конечного звена.
где l — перемещение кинематической пары, преобразующей
вращательное движение в прямолинейное (например,
перемещение гайки за один оборот винта), l = Z Рв , мм; (здесь Z —
число заходов винта; Рв — шаг винта, мм)
9.
10.
11.
12.
13.
14. Упрощенная кинематическая схема токарно-винторезного станка.
Упрощенная кинематическая схема токарновинторезного станка.15. Необходимо произвести наладку токарно-винторезного станка(схема станка условная) на нарезание резьбы
Шпиндель 1 получает вращение от электродвигателя(
960 мин-1) через ременную передачу со шкивами
d1 = 100 мм и d2 = 250 мм, зубчатую пару z1/z2 (z1=30 , z2=50)
пару сменных зубчатых колес
и зубчатые колеса z3/z4
(z3=25 , z4=48)
Резец, укрепленный на суппорте 2, получает прямолинейное
движение вдоль оси заготовки от ходового винта (рх.в. = 8 мм),
который приводится во вращение от шпинделя 1 через
передачу цилиндрических зубчатых колес
(z5 = 20; z6 = 60;
z7 = 40) и сменные зубчатые колеса
16.
Чтобы на подобном станке можно было нарезать резьбу на заготовке,необходимо сообщить резцу вполне определенное по отношению к частоте
вращения шпинделя прямолинейное движение вдоль оси заготовки.
Частота вращения шпинделя, мин-1
где n — скорость резания, м/мин; d — диаметр заготовки, мм.
Вращение шпинделя с заготовкой в данном примере является
движением, а движение резца вдоль оси заготовки — движением подачи.
главным
Прежде
всего
проведем
расчет
наладки
кинематической
движения.
Для
этого
составим
уравнение
кинематического
электродвигателя к шпинделю (заготовке) из условия:
главного
Нужно выразить:
????
цепи
баланса
от
17.
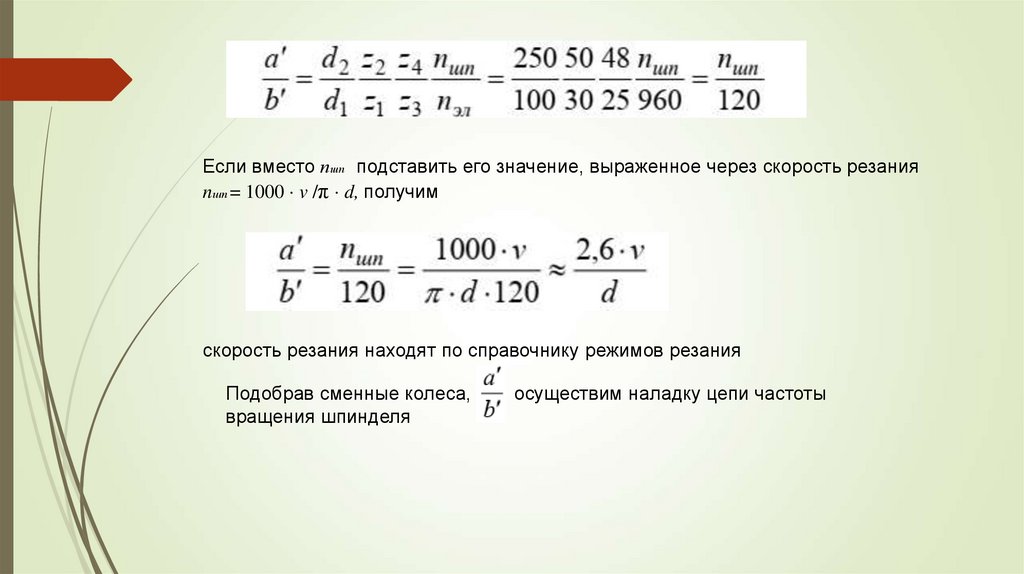
Если вместо пшп подставить его значение, выраженное через скорость резанияnшп = 1000 ⋅ v /π ⋅ d, получим
скорость резания находят по справочнику режимов резания
Подобрав сменные колеса,
вращения шпинделя
осуществим наладку цепи частоты
18.
Теперь проведем расчет наладки кинематической цепидвижения подачи. Для этого составим уравнение
кинематического баланса от шпинделя к ходовому винту
из расчета, чтобы за один оборот шпинделя резец
переместился вдоль оси заготовки на величину шага Р
нарезаемой резьбы (расчетные перемещения 1 оборот
шпинделя → Р мм продольного перемещения резца):
Найти
?????
Подобрав сменные зубчатые колеса
, произведем наладку цепи движения подачи
19.
При наладке станков в общем случае необходимо: потехнологическому процессу обработки детали установить
характер движений в станке и их взаимосвязь; определить все
кинематические цепи, по которым будет
осуществляться
движение;
составить
соответствующие
уравнения
кинематических цепей, связывающих попарно рабочие органы
станка; по полученным передаточным отношениям вычислить и
подобрать сменные зубчатые колеса и т. п.
При составлении уравнения кинематической цепи безразлично, в
каком порядке рассматривается эта цепь — от первого элемента
ее (считая в направлении передачи движения) к последнему или
от последнего к первому.
20. Токарно-винторезный станок мод.16К20
Техническая характеристикаНаибольший диаметр заготовки, устанавливаемой над станиной, мм.
Расстояние между центрами, мм
400
710, 1000, 1400, 2000
Наибольший диаметр обрабатываемого прутка, мм
Пределы частот вращения шпинделя, об/мин.
50
12,5...1600
Число продольных и поперечных подач
24
Пределы подач, мм/об:
продольных
0,05...2,8,
поперечных
0,025...1,4
Пределы шагов нарезаемых резьб:
метрических, мм
0,5...112
дюймовых, ниток на 1"
56...0,5
модульных, мм
(0,5...112)
питчевых, питч
56...0,5
Мощность главного электродвигателя, кВт
10
21. Кинематическая схема станка
22. Кинематическая настройка
Главное движение. Ф(В1)nэл. nшп
.
1000V
n
шп D
УКБ
без перебора
148
56
51
1460
0,985 или
268
34
39
29
21
38 60
39
или
, или
или
nшп
47
55
38 48
60
,
23. Кинематическая настройка
Главное движениес перебором
148
56
51 29
21
38
1460
0,985 или
или
, или
268
34
39 47
55
38
45
15 18 30
или
nшп
45
60 72 60
24. Кинематическая настройка движения подач
Продольная подача Ф(П2)1 оборот шпинделя S
пр
, мм .
60 30 40 86 28 42
30
28
28
1 или
, или
, или
60 45 86 24 28 30
25
35
28
×
18
28 28
15 23 24 28 30 32 4 36 17
или
или
3 10 Sпр
45
35 35
48 40 39 35 32 30 21 41 66
25. Кинематическая настройка движения подач
Поперечная подача Ф(П3)1 оборот шпинделя Sпоп
60 30 40 86 28 42
30
28
28 18
1 или
, или
, или
60 45 86 24 28 30
25
35
28 45
28 35
15 23 24 28 30 32 4 36 34
или
или
35 28
48 40 39 35 32 32 21 36 55
55 29
5 Sпоп.
29 16
26. Кинематическая настройка нарезания резьбы
Метрической. Ф(В1П2).1 оборот шпинделя Pp
60 30 40 86 28 42
30
28
28
1 или
, или
, или
60 45 86 64 28 30
25
35
28
18 или 28 35 или 15 12 Р
p
35
48
45
28
27. Кинематическая настройка нарезания резьбы
Дюймовой Ф(В1П2).25,4
1 оборот шпинделя Pp
np
60 30 40 86 28 38 30
25
35
28
1 или
, или
, или
60 45 86 64 28 34 42
30
28
28
30 18
28 35
15
25,4
или
или
12
33 45
35 28
48
np
28. Кинематическая настройка нарезания резьбы
Точная резьба Ф(В1П2).(с нестандартным шагом)
1 оборот шпинделя Pp
60 30
1 i 12 Р
p
60 45 см