


























































































































































































































































































")
")
")
")
")
")









































 industry
industrySimilar presentations:










Металлорежущие станки
1.
Металлорежущиестанки
Литература
1.Схиртладзе
А.Г.
и
др.
Технологическое
оборудование машиностроительных производств. – М.:
Высшая школа, 2002. – 406 с.
2.Колев Н.С. Металлорежущие станки. – М.:
Машиностроение, 1980. – 500 с.
3.Металлорежущие станки (альбом). / Под ред. А.М.
Кучера. М., Машиностроение, 1972. – 282 с.
4.Чернов Н.Н. Технологическое
оборудование
(Металлорежущие станки). – Ростов на Дону: Феникс,
2009. – 491 с.
5.Сибикин М.Ю. Технологическое оборудование
(Металлорежущие станки). – М.: ФОРУМ, 2012. – 448 с.
2.
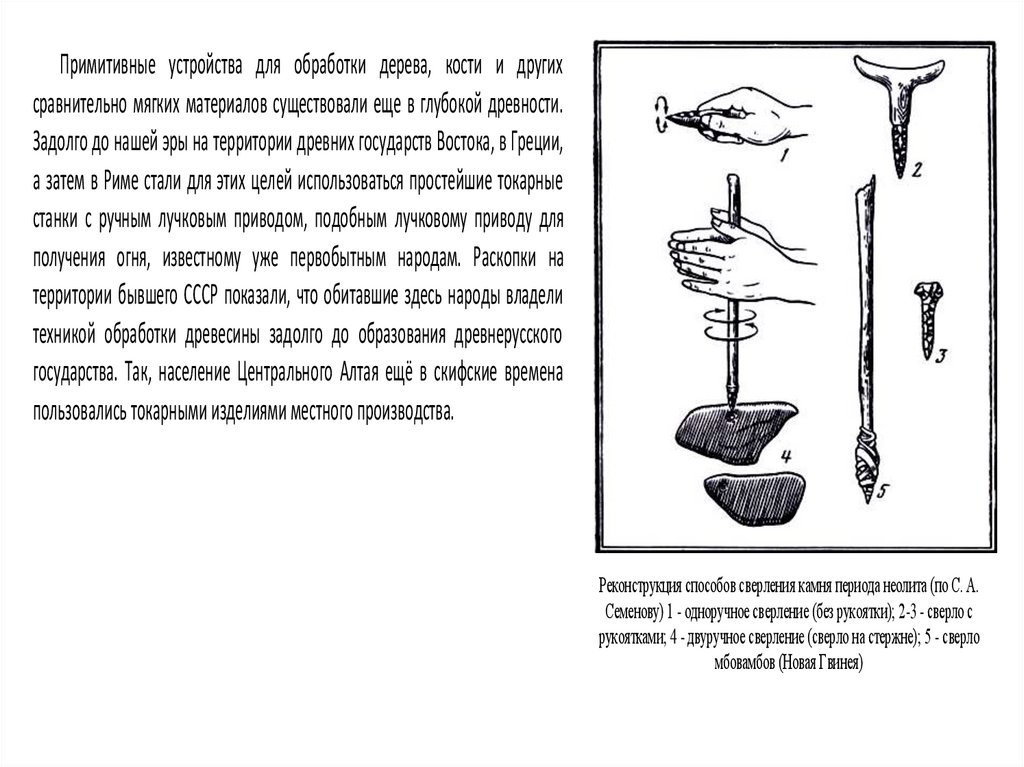
Примитивные устройства для обработки дерева, кости и другихсравнительно мягких материалов существовали еще в глубокой древности.
Задолго до нашей эры на территории древних государств Востока, в Греции,
а затем в Риме стали для этих целей использоваться простейшие токарные
станки с ручным лучковым приводом, подобным лучковому приводу для
получения огня, известному уже первобытным народам. Раскопки на
территории бывшего СССР показали, что обитавшие здесь народы владели
техникой обработки древесины задолго до образования древнерусского
государства. Так, население Центрального Алтая ещё в скифские времена
пользовались токарными изделиями местного производства.
Реконструкция способов сверления камня периода неолита (по С. А.
Семенову) 1 - одноручное сверление (без рукоятки); 2-3 - сверло с
рукоятками; 4 - двуручное сверление (сверло на стержне); 5 - сверло
мбовамбов (Новая Гвинея)
3. Из истории развития станкостроения
4.
5. Примеры развития конструкций токарных станков
С педальным приводомВеревку с педалью заменило колесо,
приводимое в движение руками человека
Токарно-винторезный станок
Токарно-копировальный станок для нанесения
узоров на сложных поверхностях
Ваза из кости. Образец изделия,
изготовленного на токарнокопировальном станке
Токарный многооперационный станок
6.
К числу величайших инженеров, создавших пять основных разновидностейметаллообрабатывающего оборудования, относятся:
- Джон Вилькинсон - Англия
в 1775г сконструировал расточной станок.
- Джозеф Брама (1748 год рождения)
и Генри Модслей (ученик Брама) - Англия
изобрели и сконструировали токарно-винторезный,
строгальный и долбежный станки);
- Элли Уитней – США - (1765 г. рождения)
изобрел фрезерный станок и
усовершенствовал строгальный.
7. Исторические факты и состояние станкостроения в Республике Беларусь
• Русское станкостроение возникло еще в XVIII веке.Андрей Нартов, токарь Петра I, построил ряд
токарных станков, в том числе копировальнотокарные, станки для нарезания винтов, для
обтачивания цапф орудий, для отрезки прибылей.
Это он изобрел станок с самоходным суппортом.
Солдат Яков Батищев создал станки для
одновременной обработки 12 и 24 ружейных стволов.
Русские самоучки Лев Собакин, Алексей Сурнин,
Павел Захава и многие другие обогатили технику
того времени станками новых типов. М. В. Ломоносов
сконструировал
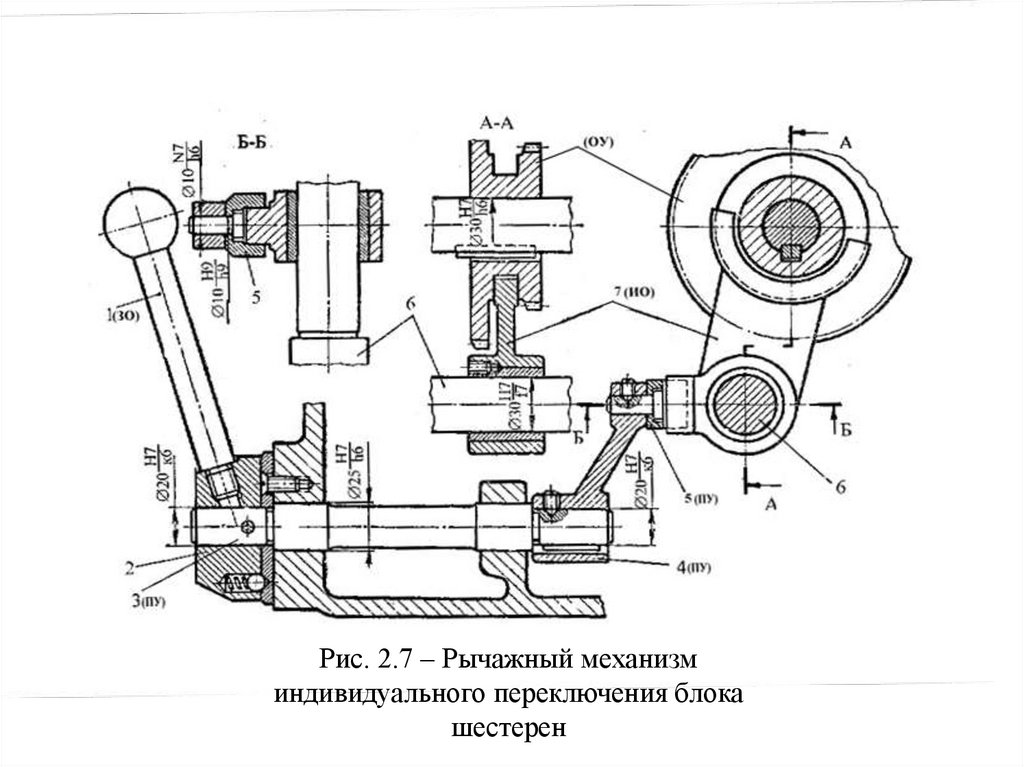
сферо-токарный
станок
для
обработки металлических сферических зеркал.
8.
• Из 90—100 тыс. металлорежущих станков, которымив 1914 — 1917 гг. располагала вся промышленность
России, станков отечественного производства было
менее 20%. Они выпускались (в числе прочей
продукции) на сорока предприятиях, тридцать из
которых
были
кустарными
мастерскими
с
численностью рабочих 40 — 100 чел.
• В
настоящее
время
станкостроение
РБ
представлено
хозяйственной
группой
"Белстанкоинструмент",
объединяющей
32
предприятия и организаций, в числе которых
станкостроительные и инструментальные заводы,
предприятия
по
производству
универсальной
технологической оснастки, кузнечно-прессового и
литейного
оборудования,
специальное
конструкторское
бюро
(СКБ),
научноисследовательский
и
конструкторскотехнологический институт.
9.
• Машиностроительнаяи
металлообрабатывающая
промышленность
является
ведущей
отраслью
национальной экономики и служит одним из основных
источников валового внутреннего продукта и валютных
поступлений. В ней создается 22,2% стоимости
произведенной
промышленной
продукции,
сосредоточено 20,0% промышленно-производственных
основных фондов, занято 86,3% общей численности
промышленно-производственного персонала страны.
• Станкостроительная
и
инструментальная
промышленность является базовой подотраслью
научно-технического прогресса в машиностроении. В
настоящее
время
номенклатура
выпускаемой
продукции включает примерно 350 типоразмеров
металлорежущих
станков,
60
типоразмеров
деревообрабатывающих станков, 45 типоразмеров
кузнечно-прессовых машин. Удельный вес продукции,
поставляемой на экспорт, составляет более 40%, в том
числе в страны СНГ – 36%, в дальнее зарубежье – 4–
5%.
10.
• Сегодня станочный парк в Беларусинасчитывает около 140 000 единиц всех
типоразмеров.
• Физический износ основных типов станков финишных,
координатно-расточных,
зуборезных — составляет от 80 до 90 %.
Естественно, технический прогресс в отрасли
невозможен без обновления этого парка.
• Серьезной проблемой станкостроения в
настоящее
время
является
75%
изношенность фондов машиностроения, его
основные фонды производства пришли в
критическое состояние - отслужили свой срок
более 20 лет 1
11. Ведущие станкостроительные предприятия РБ
1. Барановичский завод автоматических линий.
Выпускает
автоматические
линии,
агрегатные
станки,
специальные
деревообрабатывающие станки;
2. Витебский завод заточных станков (ВИЗАС). Производит:
универсально-заточные станки; универсально-заточные станки с ЧПУ,
специализированные станки для заточки протяжек, червячных фрез,
зуборезных головок, фрезерных головок, дисковых пил, сверл,
зенкеров, метчиков, плашек и др. инструментов;
3. Витебский станкостроительный завод (ВИСТАН). Производит
базовые бесцентровошлифовальные станки с неподвижной бабкой
шлифовального
круга,
токарные
универсальные,
круглошлифовальные
центровые,
зубошлицефрезерные,
зубодолбежные и закругляющие, зубообрабатывающих станков с ЧПУ
и др. станки
4. Гомельский станкостроительный завод им. С.М.Кирова
(Станкогомель). Выпускает обрабатывающие центры, консольнофрезерные, долбежные станки, станки для механической обработки
торцов труб магистральных трубопроводов, правильно
12 отрезной
автомат.
12. Ведущие станкостроительные предприятия РБ
5. Гомельский завод станочных узлов. Выпускает: токарно-винторезные
станки, вертикально и радиально-сверлильные станки, настольные
фрезерно-сверлильные станки, настольно-сверлильные станки обдирочношлифовальные станки, узлы для токарных станков, автоматические головки
для станков с ЧПУ.
6. Минский станкостроительный завод им. Кирова. Производит:
протяжные станки различного назначения; отрезные круглопильные и
ленточнопильные станки для резки черных и цветных металлов;
деревообрабатывающие станки различного назначения.
7. Минский завод автоматических линий им. Машерова. Производит:
автоматические линии для обработки корпусных деталей; автоматические
линии из вертикальных токарных станков, агрегатные станки для обработки
различных деталей, специальные станки по заказу, полуавтоматы отрезные
круглопильные, специальные станки для обработки деталей водопроводной
арматуры, токарные вертикальные станки с ЧПУ, деревообрабатывающие
станки, станки для мебельной промышленности, широкоуниверсальный
станок (точение, фрезерование, строгание, сверление).
8. Молодечненский станкостроительный завод (МСЗ). Выпускает:
настольные вертикально-сверлильные станки; резьбонарезной автомат,
гайконарезные
автоматы;
балансировочный
станок,
центровальноподрезные станки.
13.
Классификация металлорежущихстанков
Металлорежущий станок (МРС) – машина для размерной обработки заготовок
путем снятия стружки (слоя припуска).
Группа
станков
Резервные
Токарные
Шифр группы
0
1
Шифр типа
0
1
2
–
–
–
Автоматы и полуавтоматы
специализированные
Сверлильные и
расточные
2
Шлифовальные,
полировальные,
доводочные,
заточные
3
–
Электрофизические и электрохимические
4
Зубо- и резьбообрабатывающие
–
Настоль
но- и вертикальносверлильные
3
4
5
6
7
8
9
–
–
–
–
–
–
–
Токарноревольверные
Токарноревольверные
полуавтоматы
Координатнорасточные
Карусельные
Токарные
и лоботокарные
Многорезцовые и
копировальные
Специализированные
Другие
токарные
Радиально- и координатносверлильные
Расточные
Отделочнорасточные
Горизонтальносверлильные
Другие
сверлильные
Полуавтоматы
одношпин
дельные
многошпиндельные
Круглошлифовальные, бесцентровошлифовальные
Внутришлифовальные,
координатношлифовальные
Обдирочношлифовальные
Специализированные шлифовальные
Продольношлифовальные
Заточные
Плоскошлифовальные
Притирочные,
полировальные,
хонинговальные,
доводочные
Другие
станки,
работающие абразивным
инструментом
–
–
Светолучевые
–
Электрохимические
–
–
Электроэрозионные, ультразвуковые, прошивочные
Анодномеханические отрезные
–
5
Резьбонарезные
Зубодолбежные
для цилиндрических колес
Зуборезные для
конических колес
Зубофрезерные для
цилиндрических
колес и
шлицевых
валов
Для нарезания червячных
колес
Для обработки торцов зубьев
колес
Резьбофрезерные
Зубоотделочные,
проверочные и обкатные
Зубо- и
резьбошлифовальные
Другие
зубо- и
резьбообрабатывающие
Фрезерные
6
Барабаннофрезерные
Вертикальнофрезерные
консольные
Фрезерные
непрерывного действия
Продольные одностоечные
Копировальные и
гравировальные
Продольные двухстоечные
Консольнофрезерные
операционные
Горизонтальнофрезерные
консольные
Другие
фрезерные
Строгальные,
долбежные, протяжные
7
–
Поперечнострогальные
Долбежные
Вертикальнофрезерные
бесконсольные
Протяжные горизонтальные
–
внутреннего
наружного
Другие
строгальные
Разрезные
8
Правильноотрезные
Ленточнопиль
ные
Отрезные
с дисковой
пилой
Отрезные
ножовочные
–
–
–
Для испытания инструмента
Делительные машины
Баланси
ровочные
–
–
3
Разные
Продольные
одностоечные
9
–
–
двухстоечные
Отрезные, работающие
резцом
шлифовальным
кругом
гладким
или насечным диском
Трубо- и
муфтообрабатывающие
Пилонасекательные
Правильно- и бесцентровообдирочные
Протяжные вертикальные для протягивания
00
4.1
14.
• По степени универсальности станки делят на:• 1) универсальные (разные виды работ, разные
детали:
токарно-винторезные,
вертикальнои
горизонтально-фрезерные,
вертикальнои
радиально-сверлильные, круглошлифовальные и
т.п);
• 2) широкого назначения (определенный вид работ,
разные детали токарно-револьверные, токарные
автоматы и полуавтоматы, продольно- и карусельнофрезерные, бесцентро-шлифовальные и др.);
• 3) специализированные (определенный вид работ,
детали разные по размерам, но одной формы,
например, станок для обработки коленчатых валов
зуборезные, зубофрезерные, токарно-копировальные
и т.п);
• 4) специальные станки (определенный вид работ,
строго определенная деталь).
• Универсальные станки применяют в мелкосерийном
производстве.
15.
• В зависимости от массы станка, котораясвязана с размерами заготовки, станки делят
на легкие (до 1 т), средние (1-10 т), тяжелые
(св. 10 т).
• Станки также разделяют по классам точности
– нормальной (Н), повышенной (П), высокой
(В), особо высокой (А) и особо точные (С –
мастер-станки). Основную группу составляют
станки, предназначенные для изготовления
деталей 6-9 квалитета. Станки классов А, В и
С располагают в специальных помещениях с
постоянной температурой и влажностью.
16.
По степени автоматизации различаютстанки:
1) с ручным управлением;
2)
полуавтоматы
(выполняется
автоматически один рабочий цикл);
3) автоматы (выполняется автоматически
много рабочих циклов подряд);
4) станки с ЧПУ (обладают способностью
к быстрой переналадке изменением
программы).
17.
Конструкция станка данного типоразмера,спроектированная для заданных условий
обработки, носит название модели.
Например:
- токарный
патронно-центровой
станок
16К20Ф3С5. Модификации станка 16К20ФЗ в
зависимости от комплектации устройством
ЧПУ имеют разные индексы. Например,
станок 16К20ФЗС5 работает с устройством
Н221М, станок 16К20ФЗС18-с устройством
2У22
1.1
Технико-экономические показатели
Обозначение станков.
1.2
18. Технико-экономические показатели и критерии работоспособности станков
• Эффективность• Эффективность – комплексный (интегральный)
показатель, который наиболее полно отражает
главное назначение станочного оборудования –
повышать
производительность
труда
и
соответственно снижать затраты труда при
обработке деталей. Эффективность станков, А,
шт/руб, определяется
А=N/ C,
где N – годовой выпуск деталей, шт;
• С – сумма годовых затрат на их изготовление,
руб.
19. Технико-экономические показатели и критерии работоспособности станков
срок окупаемости дополнительных капиталовложений, которыйопределяется по формуле
к1 к 2
n
,
c1 c 2
(2)
где к1, к2 – капиталовложения соответственно по новому и базовому
вариантам производства;
с1, с2 – текущие затраты по двум вариантам производства.
Величина обратная сроку окупаемости, коэффициент эффективности
дополнительных капиталовложений, определяется так
1 с1 с 2
Е
.
n к1 к 2
20.
ПроизводительностьПроизводительность станка определяет его способность обеспечивать
обработку определенного числа деталей в единицу времени.
Штучная производительность Q, шт./год, выражается числом деталей,
изготовленных в единицу времени, при непрерывной безотказной работе
Т
Q 0 ,
(5)
Т
где Т0 – годовой фонд времени;
Т – полное время цикла изготовления детали.
Производительность определяют по среднему значению времени цикла
обработки, которое без учета потерь выражается как
Т tP tB,
(7)
где tP – время обработки резанием;
tB – время на все виды вспомогательных операций, не совмещаемых по
времени с обработкой.
21.
НадежностьНадежность станка – свойство станка обеспечивать бесперебойный
выпуск годной продукции в заданном количестве в течение определенного
срока службы и в условиях применения технического обслуживания,
ремонтов, хранения и транспортирования.
Надежность, как свойство изделия сохранять свою работоспособность
в течение требуемого промежутка времени , включает в себя понятия
безотказности и долговечности
Нарушение работоспособности станка называется отказом.
Безотказность станка – свойство станка непрерывно сохранять
работоспособность в течение некоторого времени. Безотказность может быть
оценена по следующим показателям.
Вероятность отказа определяется по результатам испытаний N0
элементов, из которых отказали NOT=NO - NИ, а NИ - оказались исправными
Q t
N OT
.
NO
Вероятность безотказной работы
P t 1 Q t N И / N O .
(10)
22.
Долговечность станка – свойство станка сохранять работоспособностьв течение некоторого времени с необходимыми перерывами для
технического обслуживания и ремонта до наступления предельного
состояния. Долговечность отдельных механизмов и деталей станка связана
главным образом с изнашиванием подвижных соединений (направляющих,
опор шпинделя, передач винт-гайка и др.), усталостью при действии
переменных напряжений и старением.
Ремонтопригодность
–
свойство,
заключающееся
в
приспособленности к предупреждению и обнаружению причин
возникновения отказов, повреждений и поддержанию и восстановлению
работоспособного состояния путем проведения технического обслуживания
и ремонтов.
Технический ресурс – наработка от начала эксплуатации или ее
возобновления после среднего и капитального ремонта до перехода в
предельное состояние.
23.
ГибкостьГибкость станочного оборудования это способность к быстрому
переналаживанию при изготовлении других, новых деталей. Чем чаще
происходит смена обрабатываемых деталей и чем большее число разных
деталей требует обработки, тем большей гибкостью должен обладать станок
или соответствующий набор станочного оборудования.
Гибкость характеризуется двумя показателями – универсальностью и
переналаживаемостью.
Универсальность определяется числом разных деталей, подлежащих
обработке на данном станке, т. е. номенклатурой U обрабатываемых деталей.
При этом следует иметь в виду, что отношение годового выпуска N к
номенклатуре U определяет серийность изготовления
S=N/U.
Переналаживаемость определяется потерями времени и средств на
переналадку станочного оборудования, при переходе от одной партии
заготовок к другой партии. Таким образом, переналаживаемость зависит от
числа Р партий деталей, обрабатываемых на данном оборудовании в течение
года. При этом средний размер партии
P=N/P
(14)
связан с характером производства и с переналаживаемостью оборудования.
24.
ТочностьТочность станка в основном предопределяет точность обработанных на
нем изделий. По характеру и источникам возникновения все ошибки станка,
влияющие на погрешность обработанной детали, условно разделяют на
несколько групп.
Геометрическая точность зависит от ошибки соединений и влияет на
точность взаимного расположения узлов станка при отсутствии внешних
воздействий. Она зависит главным образом от точности изготовления
соединений базовых деталей и от качества сборки станка.
Кинематическая точность необходима для станков, в которых
сложные движения требуют согласования скоростей нескольких простых.
Нарушение согласованных движений нарушает правильность заданной
траектории движения инструмента относительно заготовки и искажает тем
самым
форму
обрабатываемой
поверхности.
Особое
значение
кинематическая точность имеет для зубообрабатывающих, резьбонарезных и
других станков для сложной контурной обработки.
25.
Жесткость станков характеризует их свойство противостоятьпоявлению упругих перемещений под действием постоянных или медленно
изменяющихся во времени силовых воздействий.
Жесткость – отношение силы F к соответствующей упругой
деформации в том же направлении
j=F/ .
(15)
Величину обратную жесткости называют податливостью
с = 1/j = /F.
(16)
На общую жесткость станков большое влияние оказывают соединения
инструмента и заготовки с соответствующими узлами станка, поскольку эти
соединения типа конусов, кулачков патрона, центровых отверстий имеют
небольшую жесткость.
Виброустойчивость станка определяет его способность противодействовать
возникновению колебаний, снижающих точность и производительность
станка.
Точность позиционирования характеризуется ошибкой вывода узла станка в
заданную позицию по одной или нескольким координатам.
26. Методы образования поверхностей деталей при обработке на металлорежущих станках
Поверхности обрабатываемых деталей можно рассматривать как непрерывноемножество последовательных положений (следов) движущейся производящей
линии, называемой образующей, по другой производящей линии, называемой
направляющей.
Рис. 1-Cхемы обработки поверхностей деталей
Поверхности рис 1, а-д называют обратимыми; их форма не
изменяется при перемене мест образующей и направляющей линий.
Поверхность на рис. 1,е – необратимая или с изменяющимися
производящими линиями
27.
• Производящиелинии
воспроизводятся
комбинацией согласованных между собой
вращательных
и
прямолинейных
перемещений инструмента и заготовки.
Движения,
необходимые
для
этого,
называют рабочими формообразующими
движениями. Они могут быть простыми,
состоящими
из
одного
движения,
и
сложными,
состоящими
из
нескольких
простых движений.
• Существуют четыре метода образования
производящих линий: копирования, огибания,
следа и касания.
28.
Метод копирования основан на том, что режущая кромка инструмента поформе совпадает с производящей линией. Например, при получении
цилиндрической
поверхности
(рис.
2,а)
образующая
линия
1
воспроизводится копированием прямолинейной кромки инструмента, а
направляющая линия 2 — вращением заготовки. Здесь необходимо одно
формообразующее движение — вращение заготовки. Для снятия припуска и
получения детали заданных размеров необходимо поперечное перемещение
резца, но это движение (установочное) не является формообразующим.
Рисунок 2 – Метод копирования
29.
Meтод огибания (обката) основан на том, что образующая линия возникает вформе огибающей ряда положений режущей кромки инструмента в результате
его движений относительно заготовки. Режущая кромка отличается по форме от
образующей линии и при различных положениях инструмента является
касательной к ней. Для рассматриваемого случая требуются три
формообразующих движения: вращение заготовки, перемещение инструмента
вдоль своей оси, перемещение инструмента или заготовки вдоль оси зубчатого
колеса.
Рисунок 2 – Метод огибания (обката)
30.
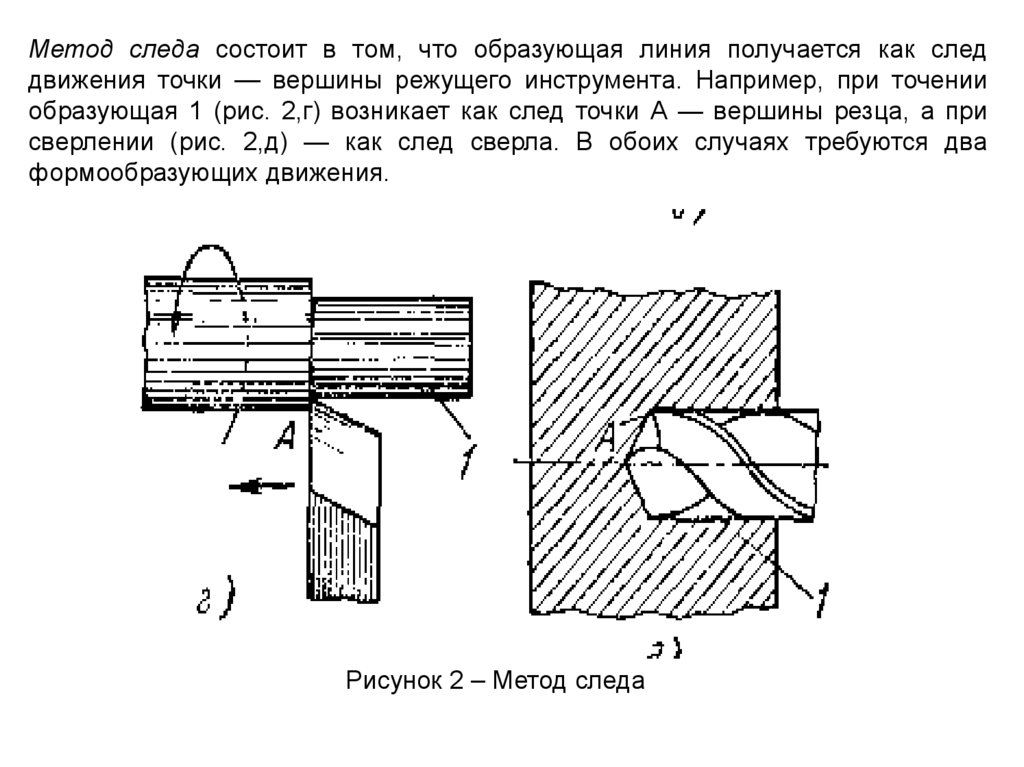
Метод следа состоит в том, что образующая линия получается как следдвижения точки — вершины режущего инструмента. Например, при точении
образующая 1 (рис. 2,г) возникает как след точки А — вершины резца, а при
сверлении (рис. 2,д) — как след сверла. В обоих случаях требуются два
формообразующих движения.
Рисунок 2 – Метод следа
31.
Метод касания основан на том, что образующая линия 1 является касательнойк ряду геометрических вспомогательных линий 3, образованных реальной
точкой движущейся режущей кромки инструмента (рис. 2,е).
Рис. 2 – Метод касания
32. Классификация движений
• Звенья, несущие заготовку и инструмент, называютрабочими или вспомогательными. В процессе
обработки они совершают согласованные движения,
называемые также рабочими или исполнительными.
По
назначению
исполнительные
движения
разделяют на формообразующие, установочные и
делительные.
• Установочные движения необходимы для того,
чтобы привести инструмент и заготовку в положение,
обеспечивающее снятие припуска и получение
заданного размера. Установочное движение, при
котором происходит резание, называют движением
врезания (см., например, рис. 2,а), а движение, при
котором резания не происходит, называют
наладочным движением.
33.
• Делительное движение осуществляется для поворотаустановленной на станке заготовки на заданный угол.
Предназначенные для этого механизмы представляют собой
либо отдельную делительную головку, либо часть
конструкции станка или приспособления. Деление может
быть прерывным (рис. 2,б) и непрерывным (рис. 2, в)..
• Рабочие движения инструмента и заготовки в процессе
резания принято делить на главное движение и движение
подачи.
Главным
называют
движение,
которое
обеспечивает
отделение
стружки
от
заготовки
с
определенной скоростью резания. Движением подачи
называют такое движение, которое позволяет подвести под
кромку инструмента новые участки заготовки и тем
обеспечить снятие стружки со всей обрабатываемой
поверхности.
• Рабочие
движения
являются
формообразующими
движениями.
• Вспомогательные движения связанны с установкой и
закреплением заготовки, подводом и отводом инструмента,
включением и выключением приводов, а также движения,
осуществляющие автоматическую установку и снятие
инструмента, его правку, транспортирование заготовок,
активный контроль размеров, реверсирование и др.
34. Кинематические связи в станках
• Термином«кинематическая
связь»
определяется связь движущихся элементов
станка между собой. Поскольку такие
элементы входят в состав привода для
осуществления
рабочих
движений,
то
кинематическая связь станка означает
структуру его привода. Каждая связь
состоит
из
одной
или
нескольких
механических,
электрических,
гидравлических и других кинематических
цепей, через которые осуществляются
требуемые исполнительные движения.
35.
Кинематические связи исполнительных звеньев между собой называютсявнутренними кинематическими связями (рис. 3.а).Они определяют
качественную характеристику станка, т.е. характер исполнительного
движения).
Внешняя кинематическая связь – количественная характеристика станка(рис.3,б,в ) — это связь между подвижным исполнительным звеном (шпинделем
1) и источником движения (электродвигателем 3).
Рис.3- Кинематические связи при простых исполнительных движениях
36.
Рис.4 – Кинематические связи при сложных исполнительных движениях37.
Гидравлические приводы широко применяют в современных станках.Обеспечивая бесступенчатое регулирование скоростей, автоматическую
защиту от перегрузки станка и надежную смазку, они позволяют получить
значительные усилия при сравнительно небольших размерах привода.
Гидравлический привод включает в себя насос, контрольно-регулирующую
аппаратуру, гидродвигатели.
Рис. 5-Гидравлическая схема привода с дроссельным регулированием
2
38. Кинематическая схема станка
Основоположником кинематики станков являетсяпрофессор Г.М. Головин, который разработал
теоретические основы анализа, настройки и расчета
кинематических цепей станков.
Кинематическая
схема
является
условным
графическим
изображением
взаимосвязи
тех
механизмов станка, которые обеспечивают заданные
законы движения исполнительных органов.
На схеме указываются численные значения
диаметров шкивов, чисел зубьев зубчатых колес, их
модулей зацепления и т. д. По кинематической схеме
станка, зная частоту вращения ведущего вала,
можно определить частоту вращения любого вала
кинематической цепи.
39. Условные обозначения на кинематических схемах МРС
40.
41. Кинематическая схема привода главного движения и график скоростей
42. Описание кинематических схем
В общем виде кинематическая схема описываетсяпо следующим элементам:
а) Конечные элементы цепи
б) Расчетное перемещение
в) Уравнение кинематического баланса цепи.
г) Уравнение настройки.
5
3
43. Описание кинематических схем
Кинематическая цепи записывает следующим образом:Привод главного движения станка мод 16К20 (пример)
а) Конечные элементы цепи
двигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи.
n эл. двигателя i р.п. i к.с. n шп.
где: iр.п., iк.с. – передаточные отношения ременной передачи и коробки
скоростей.
1460
148
51
56 24
29
38 15
38 15
45 18 30
0,98 или или , или
или
или
n шп. об/мин
268
39
34 55
47
38 60
38 60
45 72 60
г) Уравнение настройки.
Получение 22 скоростей вращение шпинделя обеспечивается блоками
зубчатых колес Б1 – Б4.
n шп.
n
шп.
iк.с. n шп.
148
n эл.дв i р.п.
1450
268
0,98
784
44. Описание кинематических схем
Кинематическая цепь продольной подачи станка мод. 16К20 (пример):а) Конечные элементы цепи
шпиндель - суппорт
б) Расчетное перемещение
1 оборот шпинделя → S, мм/об суппорта
в) Уравнение кинематического баланса цепи
1об.шп. i п i Г i к.п. i ф m z S, мм/об суппорта
где: iп., iг, iк.п, iф.,. – передаточные отношения постоянной передачи,
гитары настройки, коробки подач и фартука.
60 30 40 86 28 30
42
28
28
18
28 25
35 23 24
28
или
,
или
,
или
М
или
или
М
х
4
6
60 45 86 64 28 25
30
35
28
45
35 48
28 40 30
35
30 4 36 17
х
3 10 S, мм/об
30 21 41 66
1
m- модуль рейки, z – число зубьев реечного колеса.
40 86
г) Уравнение настройки.
iГ
0,63;
86
64
Sсуппорта.
Sсуппорта.
iк.п.=
60 30
1 i п i Г i ф m z
1,59
0,67;
где iп=
iф= 30 4 36 17 0,04
60 45
30 21 4166
45. Основы наладки и кинематической настройки станков
• Наладкой металлорежущего станка называют егоподготовку вместе с технологической оснасткой к
выполнению определенной работы по изготовлению
детали
в
соответствии
с
установленным
технологическим
процессом
для
обеспечения
требуемой
производительности,
точности
и
шероховатости поверхности.
• Комплекс работ по наладке станка состоит из установки
определенных режимов резания, настройки зажимных
приспособлений,
режущего
и
вспомогательного
инструментов и других вспомогательных операций.
После наладки обрабатывают две-три заготовки. Если
полученные
после
обработки
размеры
не
соответствуют указанным на чертеже, то производят
подналадку инструмента на требуемый размер или
регулировку приспособления.
46.
Настройкой станка называют его кинематическую
подготовку к выполнению заданной операции по
установленным
режимам
резания
согласно
технологическому процессу, т.е. к определению
параметров органа настройки для перемещения
конечных звеньев кинематической цепи.
• Расчетные перемещения звеньев определяют
исходя из формы поверхности, которая должна быть
образована на заготовке, и вида режущего
инструмента. Затем по кинематической цепи
составляют уравнение кинематического баланса,
связывающее начальное и конечное перемещения, и
находят зависимость параметра органа настройки от
расчетных перемещений и постоянных цепи.
47.
Если началом кинематической цепи является электродвигатель,то можно найти связь между начальным и конечным звеньями
(уравнение кинематического баланса):
d1
n р i v n шп
d2
где n, пшл - частота вращения начального (эл.дв) и конечного
(шпинделя) звеньев;
ηр, iр=d1/d2 — КПД и передаточное отношение ременной передачи.
Или с учетом постоянного коэффициента кинематической цепи
(Сп) уравнение кинематического баланса имеет вид
d
n 1 р i v С пi v n шп Таким образом уравнение настройки iv = nшп/Сп;
d2
d
Где: Cп n 1 р
d2
В общем виде, например,
для коробок скоростей (подач)
j к
iv i j
j 1
48. Порядок настройки привода на требуемую частоту вращения:
Рассчитать и выбрать расчетную скорость резания Vр;Определить расчетную частоту вращения
nр=1000 Vр/(πd);
3.Определить требуемое передаточное отношение настроечного звена:
iip= nр/Сшп
4. Если в приводе настроечным звеном являются несколько групп передач
(блоков зубчатых колес), имеющих iv1; iv2; iv3 и т.д.. необходимо их
рассчитать и выбрать из них ближайшее к iip (как правило меньшее)
передаточное отношение ivj;
5. Определить nj, обеспечиваемое при ivj:
nj= Сшп ivj;
6. Расcчитать скорость резания, которая будет обеспечиваться при nj:
V=(πd nj)/1000
Должно быть, как правило, V ≤Vр
Примечание: можно, вместо указанного в п.п 3-5, рассчитать и
выбрать nj, ближайшее к nР (как правило меньшее), установив при
этом, какие передачи должны быть включены для обеспечения nj.
Порядок настройки привода подач или иного исполнительного
органа на требуемую скорость аналогичен рассмотренному.
1.
2.
49. Методы подбора чисел зубьев органов настройки станка
1. Способ разложения на простые дроби.2. Способ замены часто встречающихся
чисел приближенными дробями.
3. Логарифмический способ.
4. Подбор зубьев на логарифмической
линейке.
5. По таблицам Скандакова М.В.
6. Способ Кнаппе.
7. Метод непрерывных дробей.
50. Методы подбора чисел зубьев органов настройки станка
Способ разложения на простые дробиНапример,
i
z1 z3 299
13 23
13(5)
23
65 23
z 2 z 4 396 2 2 3 3 11 3 3(5) 2 2 11 45 44
Проверка: 65 + 45 > 23 + (15…20)
23 + 44 > 45 + (15…20)
Способ Кнаппе
Например:
z1 z 3 48
i
0,24365
z 2 z 4 197
48 1
Простая дробь примерно равная заданной определяется как
197 4
Тогда получается, что
i
z1 z 3
48 1 4 48 1 192 1 192 2 1 190 1 2 5 19 2 95 20 95
z 2 z 4 197 4 197
4 197 4 197 2 4 195 4 3 5 13 12 65 120 65
0,24359
51. 2. Устройство металлорежущих станков и его типовые механизмы
52. Приводы станков
Привод - устройство, служащее для приведения вдействие исполнительных звеньев станка. В
привод входит также источник движения. Привод
должен обеспечивать возможность регулирования
скорости движения исполнительных звеньев
станка.
По своему функциональному назначению и
конструктивному
исполнению
приводы
подразделяются:
- главного движения;
- подач и вспомогательных перемещений;
- вращательного и поступательного движения;
- ступенчатого и бесступенчатого регулирования;
- механические, гидравлические, электрические;
- с ручным или автоматическим управлением.
53. Приводы со ступенчатым регулированием
- шестеренная коробка скоростей (коробка подач) с одноили многоскоростным электродвигателем переменного тока54. Приводы со ступенчатым регулированием
- односкоростной или многоскоростной электродвигательпеременного тока и сменные зубчатые колеса
- многоскоростной электродвигатель переменного тока.
- ступенчато-шкивный привод в сочетании с одно-или
многоскоростным электродвигателем.
55. Приводы с бесступенчатым регулированием
- регулируемый электродвигатель постоянного тока;-- бесступенчатая передача (вариатор) с одно-или многоскоростным
электродвигателем переменного тока
56. Приводы с бесступенчатым регулированием
- односкоростной электродвигатель переменного тока,бесступенчатая передача (вариатор) и шестеренная коробка
скоростей
- гидравлический привод.
57.
Типовые механизмы станковi=n2/n1=z1/z2
Рис. 7 – Элементарные механизмы коробок скоростей
58.
Типовые механизмы станковi = zА/zВ
ZА + ZВ =const
ZА + ZВ =Zc +15
ZC + ZD =ZB +15
Рис. 8 – Механизм передач в форме сменных зубчатых колес
59.
Типовые механизмы станковn1= no {z1/z2 (или z3/z4), (или z5/z6), (или z7/z8)}
Рис. 9. – Механизм с встречными конусами зубчатых колес и выдвижной шпонкой
60.
Типовые механизмы станковН = kt, мм – за 1 оборот винта
Н=
или
nkt, мм – за n оборотов винта
H = iР(R2 – R1),мм
iР = L1/L2
Рис. 10 – Механизмы преобразования вращательного движения в поступательное:
а – шариковая винтовая передача; б – дисковых кулачковый механизм
61.
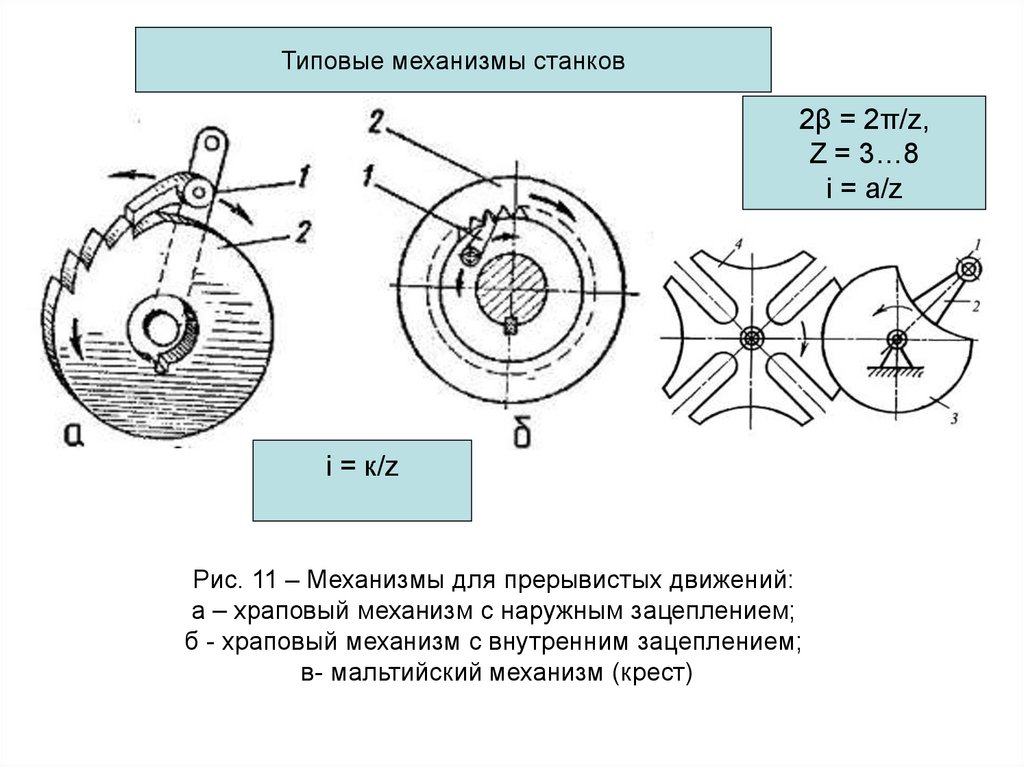
Типовые механизмы станков2β = 2π/z,
Z = 3…8
i = а/z
i = к/z
Рис. 11 – Механизмы для прерывистых движений:
а – храповый механизм с наружным зацеплением;
б - храповый механизм с внутренним зацеплением;
в- мальтийский механизм (крест)
62.
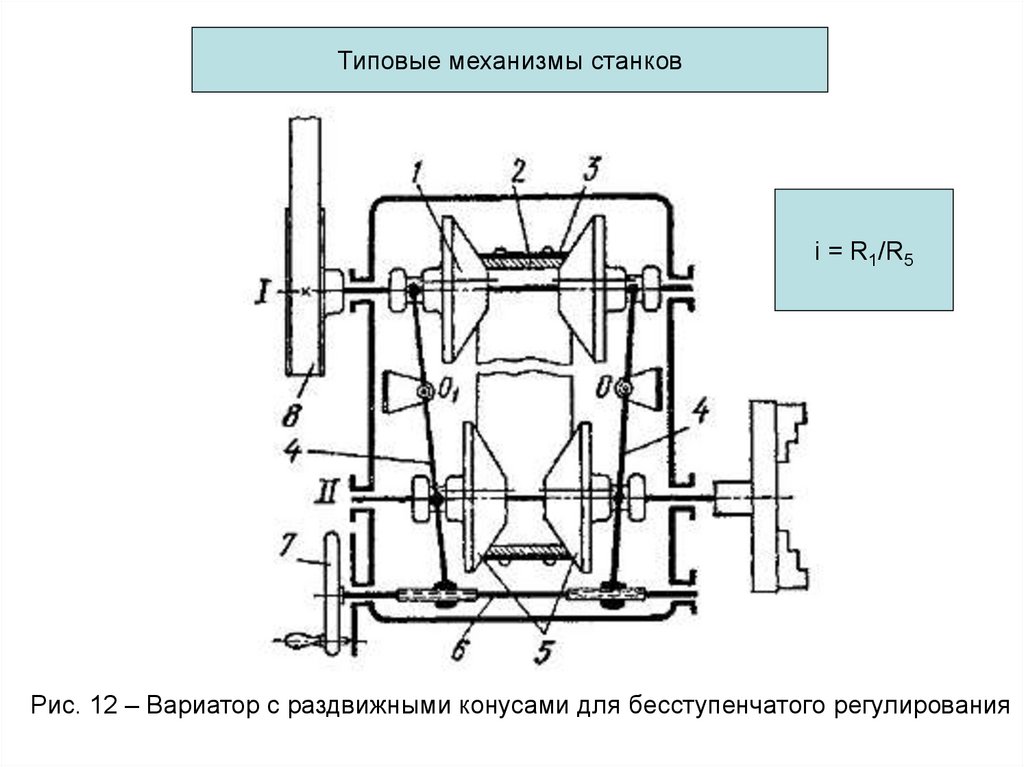
Типовые механизмы станковi = R1/R5
Рис. 12 – Вариатор с раздвижными конусами для бесступенчатого регулирования
63. Типовые приводы и механизмы для бесступенчатого изменения скоростей вращения
64. Типовые механизмы для ступенчатого изменения скоростей вращения
65. Типовые механизмы для реверсирования
66. Типовые механизмы для преобразования вращательного движения в прямолинейное поступательное движение
67. Типовые механизмы для получения прерывистого движения
68.
1. Основные сведения осистемах управления
69.
Управлениеметаллорежущими
станками – это воздействие на его
механизмы и устройства для выполнения
требуемого технологического процесса
обработки
заготовки
с
заданными
точностью,
производительностью
и
себестоимостью обработки.
Управление станком может выполняться:
оператором вручную (непрограммные
системы управления)
- или без его непосредственного участия
человека системой автоматического
управления
(программные
системы
управления).
70.
Рис. 1 – Схемы управления станками71.
Непрограммные СУ подразделяются насобственно ручные и дистанционные.
Ручное управление характерно тем, что
рукоятки
и
кнопки
располагаются
непосредственно на корпусе коробки
скоростей (подач) в удобной для
обслуживания зоне.
Дистанционное управление подразумевает
значительную
удаленность
зоны
обслуживания от исполнительного органа,
поэтому задающие органы должны быть
размещены вне привода
72.
При автоматическом управлении станком(программные СУ) функции его управления
выполняет
система
автоматического
управления (САУ), работающая по заранее
составленной управляющей программе,
вводимой в систему управления с помощью
соответствующего программоносителя.
В качестве программоносителя используют
кулачки, копиры, линейки с упорами,
перфоленты, магнитные ленты, а также
запоминающие устройства различного типа
(например, ОЗУ, флеш-память).
73.
САУ подразделяются на:- системы управления с распределительным
валом (СУсРВ);
- копировальные СУ;
- цикловое программное управление (ЦПУ);
- числовое программное управление (ЧПУ).
74.
Механизмы перемещения подвижныхэлементов кинематических цепей.
Для
перемещения
подвижных
элементов используют поводковые и
ползунковые
механизмы
переключения.
75.
Рис. 4 – Механизмы для перемещения подвижныхэлементов переключаемых кинематических цепей
76.
Рис. 2.7 – Рычажный механизминдивидуального переключения блока
шестерен
77.
Система автоматическогоуправления
представляет собой комплекс устройств
и средств связи, обеспечивающих
точное и согласованное во времени
взаимодействие
рабочих
и
вспомогательных
исполнительных
механизмов станка в соответствии с
программой управления, разработанной
на основе принятого технологического
процесса обработки.
78.
Рис. 11 – Классификация САУ79.
Рис. 12 – Схемы копировальных систем управленияпрямого действия
80.
Рис. 13 – Принципиальная схема управления от кулачковогомеханизма
81.
Рис. 14 – Кулачки, устанавливаемые на распределительный вал:а- дисковый; б- цилиндрический (барабанный) и его развертка;
в – командный
82.
Рис. 3.33 – Циклограмма работытокарно-револьверного автомата
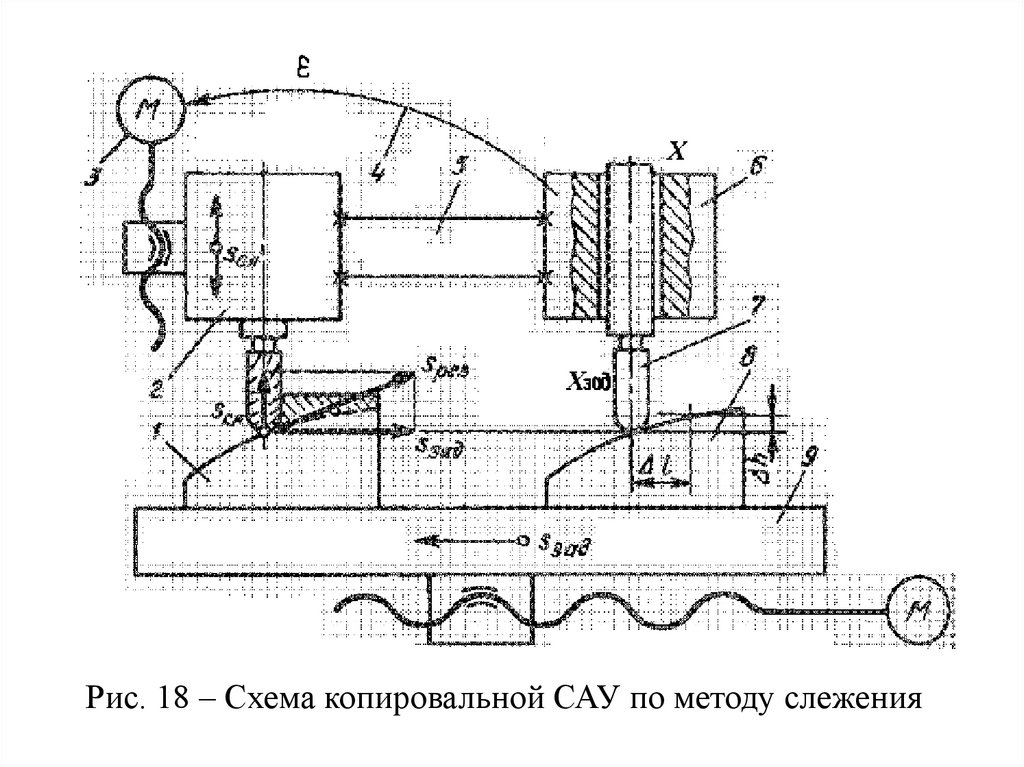
83.
Рис. 18 – Схема копировальной САУ по методу слежения84. Рис. 19 – Схема копировального прибора с индуктивным датчиком
Рис. 19 – Схема копировального прибора с индуктивным датчиком85.
Системы числовогопрограммного управления
(СЧПУ)
86.
Основные принципы ЧПУ станками иклассификация СЧПУ
Числовым программным управлением
металлорежущими станками
называют управление обработкой на
станке по управляющей программе (УП),
заданной в алфавитно-цифровом коде и
представляющей последовательность команд,
записанную на определенном языке и
обеспечивающую заданное функционирование
рабочих органов станка.
87.
Система ЧПУ совокупностьфункционально
взаимосвязанных
и
взаимодействующих
технических
и
программных средств, обеспечивающих
числовое программное управление
станком.
88.
Основойсистемы
ЧПУ
является
устройство ЧПУ (УЧПУ), выдающее
управляющие воздействия в реальном
масштабе машинного времени станка
на
исполнительные
органы
в
соответствии с УП и информацией о
состоянии управляемого объекта.
89.
Классификация систем числовогопрограммного управления (СЧПУ)
проводится по различным признакам:
1) по назначению (исходя из технологических
задач):
системы
позиционные.
прямоугольные, контурные (непрерывные),
универсальные (комбинированные);
2) по числу потоков информации (по
наличию
обратной
связи):
системы
незамкнутые (разомкнутые), замкнутые, в том
числе самоприспособляющиеся (адаптивные);
90. Классификация СЧПУ
3) по принципу задания программы:- с представлением программы в
декодированном виде на магнитной
ленте, в кодированном виде (в
абсолютных
координатах
или
приращениях);
- с передачей программы на станок от
специальных устройств (CD, флеш) или
непосредственно от центральной ЭВМ;
91. Классификация СЧПУ
4) по типу привода:системы со ступенчатым приводом
(только
для
позиционной
и
прямоугольной обработки),
с регулируемым приводом (для
позиционной
и
прямоугольной
обработки),
- со следящим и с шаговым приводом;
92. Классификация СЧПУ
5) по количеству одновременноуправляемых координат:
-по одной, двум, трем, четырем и более
координатам.
6. По уровню технических возможностей:
- NC (ЧПУ), HNC, SNC, CNC, DNC,
РCNC.
93. Классификация СЧПУ по наличию обратной связи
Рис. 20-Схема разомкнутой СЧПУ приводом подач станков94. Замкнутые системы ЧПУ
1) с обратной связью по положению рабочих органов станка;Рис.21-Схема замкнутой
СЧПУ с круговым ДОС
на ходовом винте
Рис.22-Схема замкнутой
СЧПУ с круговым ДОС и
реечной передачей
Рис.23-Схема замкнутой
СЧПУ с линейным ДОС
95. Токарно-винторезный станок мод 16К20
Рис.1.1 – Компоновка токарно-винторезного станкамод.16К20
96. Токарно-винторезный станок мод 16К20
Рис.1.2– Основные схемы токарной обработкицилиндрических поверхностей
97. Токарно-винторезный станок мод 16К20
tgα= (D - d)/ 2L,L (D - d)
h
2l
Рис. 1.3–Схемы обработки конических поверхностей
98. Токарно-винторезный станок мод 16К20
Рис.1.4– Установка заготовки в центрах99. Токарно-винторезный станок мод 16К20
6Рис. 1.5– Схемы закрепления инструмента на токарном станке
100. Токарно-винторезный станок мод 16К20
Рис.1.6 – Кинематическая схема станка мод. 16К20101. Токарно-винторезный станок мод 16К20
Привод главного движенияа) Конечные элементы цепи
эл. двигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи.
n эл. двигателя i р.п. i к.с. n шп.
,
где: iр.п., iк.с. – передаточные отношения ременной передачи и коробки скоростей.
1460
148
51
56 24
29
38 15
38 15
45 18 30
0,98 или или , или
или
или
n шп. об/мин
268
39
34 55
47
38 60
38 60
45 72 60
г) Уравнение настройки.
Получение 22 скоростей вращения шпинделя обеспечивается блоками
зубчатых колес Б1 – Б4.
iк.с.
n шп.
n шп.
n
шп.
n эл.дв i р.п. 1460 148 0,98 784
268
102. Токарно-винторезный станок мод 16К20
Привод продольной подачиа) Конечные элементы цепи
шпиндель - суппорт
б) Расчетное перемещение
1 оборот шпинделя → S, мм/об суппорта
в) Уравнение кинематического баланса цепи.
1об.шп. iп i Г iк.п. iф m z S, мм/об суппорта
где: iп., iг, iк.п, iф.,. – передаточные отношения постоянной
передачи, гитары настройки, коробки подач и фартука.
m- модуль рейки, z – число зубьев реечного колеса.
60 30 40 86 28 30
42
28
28
18
28 25
35 23 24
28
1
или
,
или
,
или
М
или
или
М
х
4
6
60 45 86 64 28 25
30
35
28
45
35 48
28 40 30
35
30 4 36 17
х
3 10 S, мм/об
30 21 41 66
г) Уравнение настройки.
Sсуппорта.
1 i п i Г i ф m z
Sсуппорта.
1,59
где: iп=
60 30
0,67; i Г 40 86 0,63;
60 45
86 64
30 4 36 17
iф= 30 21 4166 0,04
103. Токарно-револьверные станки
Типы револьверных головок104. Токарно-револьверный станок мод. 1336М
Рис. 2.1– Компоновочная схема токарно-револьверного станка мод. 1336М105. Токарно-револьверный станок мод. 1336М
Рис. 2.2– Схемы обработки на токарно-револьверном станке106. Токарно-револьверный станок мод. 1336М
Рисунок 2.3– Схемы совмещенных переходов обработки детали107. Токарно-револьверный станок мод. 1336М
Рисунок 2.4– Конструкции приспособлений крепления инструмента108. Токарно-револьверный станок мод. 1336М
Рис. 2.5– Кинематическая схема токарно-револьверного станка мод. 1336М109. Токарно-револьверный станок мод. 1336М
Привод главного движения.а) Конечные элементы цепи.
эл. двигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи.
n эл. двигателя i р.п. i к.с. n шп.
где: iр.п., iк.с. – передаточные отношения ременной передачи и коробки скоростей.
1440
130
34. 24
33 42 41
17
0,98 или ; или n шп. об/мин
297
53 61
52 43 36
60
г) Уравнение настройки.
Получение 12 различных частот вращения шпинделя обеспечивается двумя
блоками зубчатых колес (тройным – Б1 и двойным – Б2), а также заменой
местами зубчатых колес 34-53.
iк.с.=
n шп.
n шп.
n
шп.
n эл.дв i р.п. 1440 130 0,98 620
297
110. Токарно-револьверный станок мод. 1336М
Привод продольной подачи.а) Конечные элементы цепи.
шпиндель – револьверная головка
б) Расчетное перемещение
1 оборот шпинделя → S, мм/об рев. головки
в) Уравнение кинематического баланса цепи.
1об.шп. i р.п. i п.1 i к.п. i п.2 i ч.п. m z S, мм/об рев. гол.
где: iр.п., iч.п.., iп., iк.п... – передаточные отношения ременной, червячной, постоянной
передач и коробки подач.
m- модуль рейки; z- число зубьев реечной шестерни.
1
105
27 31
18 24 39
18 21 1
0,98 или. ; или 3,14 3 12 S мм/об,
160
55 32
45 39 24
45 45 47
г) Уравнение настройки.
Получение 6 различных величин подач осуществляется применением двух
подвижных блоков зубчатых колес (тройного – Б3 и двойного – Б4)
Sрев.гол..
S
рев.гол.
iк.п.=
1 i р.п. i п.1 i п.2 i ч.п. m z
11
Уравнение кинематического баланса цепи поперечной подачи:.
1
105
27 31
18 24 39
18 19 42 1 18
0,98 или ; или
2 R S мм/об,
160
55 32
45 39 24
45 19 42 96 144
111. Токарные лобовые станки
а)б)
Рисунок 3.1 – Компоновки токарно-лобовых станков
6
112. Токарно-карусельные станки
а)б)
Рис. 3.2-. Компоновки одностоечного и двухстоечного мод.1553
токарно-карусельных станков
113. Токарно-карусельный станок мод. 1553
а)б)
в)
Рис.3.3 – Схемы обработки на станке мод .1553
114. Токарно-карусельный станок мод.1553
а)б)
в)
г)
Рис. 3.4 – Кулачок (а) и схемы (б, в, г) закрепления заготовок
115. Токарно-карусельный станок мод. 1553
116. Токарно-карусельный станок мод.1553
Привод главного движенияа) Конечные элементы цепи.
эл. двигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i к.с. n шп.
где: iр.п., iк.с. – передаточные отношения
ременной передачи и коробки скоростей.
,
1440
144
52 .
49 41
43 21
26
31
20 23
0,98 или
реверс
или или или х
262
54
41 51
25 42
37
32
86 25
30
55
или n шп. об/мин
71
46
г) Уравнение настройки.
Получение различных частот вращения шпинделя обеспечивается тройным блоком
зубчатых колес (Б1) и управляемыми муфтами М1 – М4:
х
iк.с.=
n шп.
n эл.дв i р.п.
n шп.
n
шп.
144
776
1440
0,98
262
117. Токарно-карусельный станок мод.1553
Привод горизонтальной подачи левого верхнего суппортаа) Конечные элементы цепи.
шпиндель - суппорт
б) Расчетное перемещение
1 оборот шпинделя → S, мм/об суппорта
в) Уравнение кинематического баланса цепи
1об.шп. i п i к.п. i ф m z S, мм/об суппорта.
где iп., iк.п., iф.,. – передаточные отношения постоянной передач и коробки подач и фартука
суппорта.
m- модуль рейки; z- число зубьев реечной шестерни.
.
58 39
26 30 26 56
20
38 42
30
36 30
30 30
1 или или или или или или
х
58 39
52 60 65 20
56
38 30
42
36 46
30 46
х
3 21
3,14 4 12 S мм/об,
30 60
г) Уравнение настройки.
Получение различных величин подач осуществляется применением трех подвижных
блоков зубчатых колес (двойного – Б2 и 2-х тройных – Б3 и Б4)
iк.п.=
Sсуппорта.
1 i п i ф. m z
Sсуппорта
1,4
118. Многорезцовый токарный полуавтомат мод.1А730
Рис. 4.1. – Компоновка многорезцового токарного полуавтомата мод 1А730119. Многорезцовый токарный полуавтомат мод.1А730
Рис. 4.2 – Схема работы многорезцового полуавтомата120. Многорезцовый токарный полуавтомат мод.1А730
Рис. 4.4 – Схема обработки на многорезцовом полуавтомате121. Многорезцовый токарный полуавтомат мод.1А730
Рис. 4.5 - Конструкция двойного резцедержателя122. Многорезцовый токарный полуавтомат мод.1А730
123. Многорезцовый токарный полуавтомат мод.1А730
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i н. i п n шп.
где: iр.п., iп , iн. – передаточные отношения ременной и постоянной передачи и органа
настройки цепи.
.
1450
а 26
120
0,985 1
n шп. об/мин
283
b1 78
г) Уравнение настройки.
iн.=
n шп.
n шп.
n
a1
шп.
b1 n эл.дв i р.п. i п 1450 120 0,985 26 202
283
78
124. Многорезцовый токарный полуавтомат мод.1А730
Привод продольных подача) Конечные элементы цепи.
шпиндель - суппорт
б) Расчетное перемещение
1 оборот шпинделя
→ S, мм/об суппорта
в) Уравнение кинематического баланса цепи
1об.шп. i п.1 i н. i п.2 к t S, мм/об суппорта
где: iп., iн. – передаточные отношения постоянной передач и органа настройки цепи.
к – число .заходов винта, t – шаг винта, мм
1
76 22 68 a 28 20
1 12 S мм/об,
76 68 73 b 64 78
г) Уравнение настройки.
iн.=
Sсуппорта.
Sсуппорта.
a
b 1 i п.1 i п.2 к t
0,4
Уравнение кинематического баланса поперечной подачи.
S ПР
25 28 a
2 72 S ПП мм/об
4 15 25 22 b 2
125. Токарный копировальный станок мод. 1722
Рис. 4.7 – Компоновка токарного копировального полуавтоматамод. 1722
126. Токарный копировальный станок мод. 1722
Рис. 4.8 – Принципиальная схема работы полуавтомата127. Токарный копировальный станок мод. 1722
а)б)
в)
Рис. 4.10 – Схемы обработки деталей на полуавтомате
а, б – с применением подрезных суппортов;
в – с помощью копировального суппорта.
128. Токарный копировальный станок мод. 1722
Рис. 4.11 – Закрепление заготовки в поводковом патроне129. Токарный копировальный станок мод. 1722
130. Токарный копировальный станок мод. 1722
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i н i к.с. n шп.
где: iр.п., iк.с. – передаточные отношения ременной передачи и коробки скоростей;
iн – передаточное
отношение органа настройки цепи.
.
1450
а 34
140
49 47
24
0,98 1 или или n шп. об/мин
280
b1 54
39 37
60
г) Уравнение настройки.
Получение различных скоростей вращение шпинделя обеспечивается блоками зубчатых
колес Б1, Б2 и сменными зубчатыми колесами:
iн.=
n шп.
n шп.
a1
b1 n эл.дв i р.п. i к.с. 710 i к.с.
131. Токарный копировальный станок мод. 1722
Привод подачи подрезных суппортов в поперечном направленииРис. 4.13 -. Копир поперечной подачи суппорта:
а) Конечные элементы цепи.
насос высокого давления - суппорт
б) Расчетное перемещение
n об/мин ротора насоса нагнетания → S,мм/мин суппорта
в) Уравнение кинематического баланса цепи
n ротора V tg S, мм/мин
где: V - скорость штока цилиндра, м/мин;
α – угол подъема копира, град. (рис. 4.13).
132. Токарный копировальный станок мод. 1722
Привод подачи подрезных суппортов в поперечном направлении4 Q 1000
tg S мм/мин
2
2
D d
где Q – производительность шестеренного насоса, м3/мин,
D – диаметр цилиндра,мм
d – диаметр штока. мм
Учитывая, что производительность шестеренного насоса равна
Q
окончательно получается:
d 0 (D е d 0 )bn
10
6
010 3
г) Уравнение настройки.
4d 0 (D е d 0 )bn
0 tg S
6
2
2
10 D d
где d0 – диаметр делительной окружности зубчатого колеса, мм;
Dе – диаметр окружности выступов, мм;
b – ширина зуба, мм;
n – частота вращения колеса или ротора, об/мин;
η0 = 0,7 ÷0,95 – объемный КПД насоса
Уравнение настройки продольной подачи копировального суппорта
имеет аналогичный вид
133. Токарный фасонно-отрезной автомат мод. 1106
Рисунок 4.14 – Общий вид токарного фасонно-отрезного автомата мод 1106134. Токарный фасонно-отрезной автомат мод. 1106
Рисунок 4.15 – Принципиальная схема работы автомата мод 1106135. Токарный фасонно-отрезной автомат мод. 1106
а)б)
Рисунок 4.17 – Схемы обработки на фасонно-отрезном автомате
136. Токарный фасонно-отрезной автомат мод. 1106
Рисунок 4.18 – Кинематическая схема автомата мод 1106137. Токарный фасонно-отрезной автомат мод. 1106
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель с резцовой головкой
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя с резцовой головкой
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. n шп..
где: iр.п. – передаточные отношения ременной передачи
.
1440
d1
0,98 n шп.. об/мин
110
г) Уравнение настройки.
d1.=
n шп. 110
n
шп
1440 0,98 12,8
138. Токарный фасонно-отрезной автомат мод. 1106
Привод вращения распределительного вала.а) Конечные элементы цепи.
электродвигатель – распределительный вал (р.в)
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин р.в
в) Уравнение кинематического баланса цепи
n эл. двигателя i .пп i Н n р.в.
где: iп. – передаточное отношение постоянных передач кинематической цепи;
iН – передаточное отношении звена настройки цепи.
1440
25 26 a 2
n р.в. об/мин
52 40 b 45
г) Уравнение настройки.
n р.в
n р.в.
n р.в
a
iН
b n эл. дв i п 1440 25 26 2
20
52 40 45
139. Токарный автомат продольного точения мод. 1Б10П
Рисунок 4.19 –Компоновочная схема автомата продольного точениямод. 1Б10П
140. Токарный автомат продольного точения мод. 1Б10П
а)б)
Рисунок 4.20 –Принципиальная схема работы автомата мод. 1Б10П
141. Токарный автомат продольного точения мод. 1Б10П
Рисунок 4.22 – Последовательность обработки детали на автоматемод. 1Б10П
142. Токарный автомат продольного точения мод. 1Б10П
143. Токарный автомат продольного точения мод. 1Б10П
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i Н i р.п. n шп..
где: iН, iр.п. – передаточные отношения органа настройки (сменных шкивов) и ременной
передачи.
1420
А
156
0,98
0,98 n шп.. об/мин
Б
63
г) Уравнение настройки.
iН
n шп.
1420 0,98 2
156
63
n шп
3377
144. Токарный автомат продольного точения мод. 1Б10П
Привод вращения распределительного вала.а) Конечные элементы цепи.
электродвигатель – распределительный вал (р.в)
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин р.в.
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п.1. i р.п.2
6 a
1
i р.п.3
n р.в.
18 b
45
где: iр.п.1 = А/Б, iр.п.2 = В/Ж (или Г/З или Д/И или Е/К), iр.п.3 = Л/О (или М/Н) –
передаточные отношения ременных передач.
1420
А
В
Г
Д
Е
6 aЛ
М
1
0,98 (или или или ) 0,98
(или ) 0,98 n р.в. об/мин
Б
Ж
З
И
К
18 b О
Н
45
г) Уравнение настройки.
a
b
n р.в.
6 1
1420 C р.п. 0,983
18 45
n р.в
С р.п. 10
где Ср.п. = iр.п.1х iр.п.2 х iр.п.3 – постоянная ременных передач
145. Токарно-револьверный автомат мод. 1Б140
Рисунок 4.24 – Общий вид токарно-револьверного автомата мод. 1Б140146. Токарно-револьверный автомат мод. 1Б140
Рисунок 4.25 – Принципиальная схема работы токарно-револьверногоавтомата мод. 1Б140
147. Токарно-револьверный автомат мод. 1Б140
а)б)
в)
г)
Рисунок 4.27 - Схемы обработки детали
148. Токарно-револьверный автомат мод. 1Б140
Рисунки 4.28 – Принципиальная схема работы цангового патрона149. Токарно-револьверный автомат мод. 1Б140
150. Токарно-револьверный автомат мод. 1Б140
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i Н i к.с i р.п. n шп..
где: iн, iк.с., iр.п. – передаточные отношения органа настройки (сменных зубчатых колес),
коробки скоростей и ременной передачи.
1440 (ЭМ2)
58
42
27 a 47
24 185
(или ЭМ1 ; или М1 )
(или i рев. )
0,98 n шп.. об/мин,
37
53
68 b 47
60 185
где iрев. =24/60 – передаточное отношение реверсивного механизма.
г) Уравнение настройки.
iН
n шп.
n шп
185
1411 i к.с.
1440
0,98 i к.с.
185
151. Токарно-револьверный автомат мод. 1Б140
Привод вращения распределительного вала.Медленное вращение:
а) Конечные элементы цепи.
вспомогательный вал (в.в)– распределительный вал (р.в)
б) Расчетное перемещение
n об/мин в.в. → n об/мин р.в.
в) Уравнение кинематического баланса цепи
n в.в i п.1. i Н i п.2 n р.в.XIV
где: iп.1= 22/55, iп.2 = 1/40 – передаточные отношения постоянных цилиндрической и
червячной передач.
22 64 c e g 25 1
120
64 55 d f h 25 40
n р.в. об/мин
г) Уравнение настройки.
Передаточное отношение сменных зубчатых колес выбирают исходя из длительности Т,
с, цикла обработки
Т
60 60 d f h
df h
50
.
n р.в. 1,2 c e g
ceg
152. Токарно-револьверный автомат мод. 1Б140
Тогда уравнение настройки имеет видc e g 50
iН
df h Т
При быстром вращении распределительного вала XIV уравнение
кинематической цепи
55 57 62 25 1
120
n р.в. об/мин
31 62 38 25 40
153. Токарно-револьверный автомат мод. 1Б140
Привод вращения вспомогательного вала.Вспомогательный вал VII имеет постоянную частоту вращения
n В.В. 1440
2
120об/мин
24
154. Многошпиндельные горизонтальные токарные автоматы
б)б)
а)
в)
Рисунок 4.30 – Схемы последовательной (а) и последовательнопараллельной (б – с одинарной индексацией, в – с двойной
индексацией) обработкой заготовок на многошпиндельных автоматах
155. Многошпиндельные горизонтальные токарные автоматы
Рисунок 4.31 – Схемы операций, выполняемые на горизонтальных автоматах156. Многошпиндельный горизонтальный токарный автомат мод. 1Б240-6
Рисунок 4.32 – Общий вид многошпиндельного автомата мод. 1Б240-6157. Многошпиндельный горизонтальный токарный автомат мод. 1Б240-6
158. Многошпиндельный горизонтальный токарный автомат мод. 1Б240-6
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п i Н i п. n шп..
где: iн, iр.п, iп,. – передаточные отношения органа настройки (сменных зубчатых колес),
ременной и постоянной передач.
230
a c 48
1450
0,98
n шп.. об/мин,
330
b d 36
г) Уравнение настройки.
iН
ac
bd
n шп.
n
шп
230
48 1320
1440
0,98
330
36
159. Многошпиндельный горизонтальный токарный автомат мод. 1Б240-6
Подача поперечных и продольного суппортов производится отсоответствующих кулачков, расположенных на распределительном валу
XI.
Привод распределительного вала. Кинематическая цепь привода
имеет три цепи вращения:
- медленного – для рабочих ходов;
быстрого – для холостых ходов;
наладочного вращения.
Уравнение баланса кинематической цепи рабочего вращения распределительного
вала:
32 e g 47 22 28 1
n IV
где
nIV 1450
63 f h 63 22 67 42
n р.в.
230
ac
0,98
330
bd
а сменные колеса е, f, g, h позволяют производить наладку распределительного вала
на различную производительность.
160. Многошпиндельный горизонтальный токарный автомат мод. 1Б240-6
Частота вращения распределительного вала при быстром вращении всегда постоянна и равна1450
230
20 28 1
0,98
n р.в. быстр.
330
21 67 42
Привод быстросверлильного шпинделя
Частота вращения быстросверлильного шпинделя равна
n б.св.
36 60 40
n шп.
48 30 n
Формула настройки имеет вид
n шп 36 60
n
40
n б.св. 48 30
Относительная частота вращения быстросверлильного шпинделя nб.св.отн., при
котором происходит сверление, определяется по формуле
nб.св.отн = nшп.+ nб.св.
161. Многошпиндельные вертикальные токарные полуавтоматы
а)б)
Рисунок 4.35 – Принципиальные схемы вертикальных многошпиндельных
полуавтоматов
162. Многошпиндельные вертикальные токарные полуавтоматы
Рисунок 4.36 – Схемы обработки на вертикальном 6-ти шпиндельномтокарном полуавтомате
163. Многошпиндельный вертикальный токарный полуавтомат мод. 1К282-8
Рисунок 4.37 – Устройствотокарного полуавтомата
мод. 1К282
164. Многошпиндельный вертикальный токарный полуавтомат мод. 1К282-8
165. Многошпиндельный вертикальный токарный полуавтомат мод. 1К282-8
Привод главного движенияа) Конечные элементы цепи.
электродвигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i Н n шп..
где: iн, iп,. – передаточные отношения органа настройки (сменных зубчатых колес) и
постоянных передач.
1460
16
22 22 39 118 А 35 37
37
или
или n шп.. об/мин,
39
39 39 118 31 Б 40 50
37
г) Уравнение настройки.
n шп.
А
iН
,
Б 1460 С п
166. Многошпиндельный вертикальный токарный полуавтомат мод. 1К282-8
Привод вертикальной (продольной) подачи суппорта.а) Конечные элементы цепи.
шпиндель - суппорт
б) Расчетное перемещение
1 об. шп. → S мм/об суппорта
в) Уравнение кинематического баланса цепи
1 iп i Н. i к.п. кt n суппорта.
,
где: iп, iк.п., iн. – передаточные
. отношения постоянной передачи, коробки передачи и
органа настройки
к, t – число заходов и шаг винта.
1
50 40 1 В Д
35
58 27
ЭМ1 или ЭМ 2 1 12 S мм/об
37 35 32 Г Е
62
39 38
г) Уравнение настройки.
ВД
S
iн.=
Г Е i .пп i к.п. 12
167. Вертикальные и горизонтальные сверлильные станки
Классификацияа)
б)
а)
в)
б)
г)
в)
д)
г)
е)
д)
е)
ж)
Рисунок 5.1 - Типы вертикальных и горизонтальных сверлильных станков
168. Вертикально-сверлильный станок мод. 2Н135
Рисунок 5.2 – Общий вид сверлильного станка мод. 2Н135169. Вертикально-сверлильный станок мод. 2Н135
Рисунок 5.4 – Схемы обработки на сверлильном станке170. Вертикально-сверлильный станок мод. 2Н135
а)б)
в)
г)
Рисунок 5.5 - Схемы и устройства крепления инструмента:
а – непосредственно в шпинделе станка; б – с помощью переходной втулки; в – с
помощью патрона для инструментов с цилиндрическим хвостовиком; г – метчика
в предохранительном патроне
171. Вертикально-сверлильный станок мод. 2Н135
а)б)
в)
Рисунок 5.6. – Схемы закрепления заготовок
172. Вертикально-сверлильный станок мод. 2Н135
Рисунок 5.7 –Кинематическая схема
сверлильного станка мод.
2Н135
173. Вертикально-сверлильный станок мод. 2Н135
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя →
n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i к.с.. n шп.
где: iп., iк.с. – передаточные отношения постоянной передачи и коробки скоростей.
1450
30 25
30
35 35
15 25 15
50
или ; или или
или n шп. об/мин
45 35
30
25 35
42 50 60
25
г) Уравнение настройки.
Двенадцать различных частот вращения шпинделю (инструменту) обеспечивается
тремя подвижными блоками зубчатыми колесами коробки скоростей.
i к.с.
n шп.
n эл.дв. i п.
n
n шп
шп.
30 967
1450
45
174. Вертикально-сверлильный станок мод. 2Н135
Привод вертикальной (осевой) подачи шпинделя.а) Конечные элементы цепи.
шпиндель –рейка шпинделя
б) Расчетное перемещение
1 оборот шпинделя → S мм/об рейки шпинделя
в) Уравнение кинематического баланса цепи
1 об i п. i к.п i ч.п. m z S мм/об.
где: iп., iк.п., iч.п.– передаточные отношения постоянной передачи, коробки подач и
червячной передачи;
m – модуль рейки; z – число зубьев реечной шестерни
1
34 19 16
31
45 36
31
26 1
или , или или , или 3,14 3 13 S мм/об.
60 54 45
31
16 26
31
36 60
г) Уравнение настройки.
Девять различных величин подач обеспечивается 2-мя тройными блоками зубчатых колес
i к.п.
Sрейки шп.
i п i ч.п. m z
S рейкишп
Sрейки шп.
34 19
24,4
3,14 3 13
60 54
175. Радиально-сверлильные станки
а)б)
в)
г)
д)
Рисунок 5.8 – Типы радиально-сверлильных станков
176. Радиально-сверлильный станок мод.2В56
Рисунок 5.9 – Общий вид радиально-сверлильного станка мод. 2В56177. Радиально-сверлильный станок мод.2В56
Рисунок 5.11 –Кинематическая
схема радиальносверлильного
станка
мод. 2В56
178. Радиально-сверлильный станок мод.2В56
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя → n об/мин шпинделя (вал VII)
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i к.с. n шп.
где: iп., iк.с. – передаточные отношения постоянной передачи и коробки скоростей.
1440
31 40
31 23 А 22
34 43
27
или ; или или n шп. об/мин
49 40
49 57 В 48
36 27
43
г) Уравнение настройки.
А
n шп
iн
,
В С р i к.с.
где: C р 1440
31
911
49
40
31 23 22
34 43
27
или
;
или
или
iк.с.=
40
49 57 48
36 27
43
- постоянная цепи;
-передаточное отношение
коробки скоростей
179. Радиально-сверлильный станок мод.2В56
Привод вертикальной (осевой) подачи шпинделяа) Конечные элементы цепи.
шпиндель – гильза шпинделя
б) Расчетное перемещение
1 оборот шпинделя (вал VII) → S, мм/об гильзы шпинделя
в) Уравнение кинематического баланса цепи
1 об. шп. i п i к.п. i ч.п. m z Sшп.
где: iп., iк.п., iч.п. – передаточные отношения постоянной передачи, коробки подач и
червячной передачи;
m- модуль рейки,
z- число зубьев реечного колеса.
1
31 19
25 22 29
18 32 22 1
или ; или ; 3,14 3 13 S, мм/об шп.
41 35
29 40 29
40 18 55 60
г) Уравнение настройки.
Получение 9 различных подач обеспечивается настройкой коробки подач (двумя
тройными блоками Б4 и Б5)
i к.п.
Sш.п.
Sш.п 41 60
Sшп.
1 i п i ч.п. m z 1 31 1 3,14 3 12 0,47
180. Горизонтально-расточные станки
а)в)
Рисунок 5.12 –
Основные типы
горизонтальнорасточных станков
б)
г)
181. Горизонтально-расточной станок мод. 2620А
Рисунок 5.13 – Компоновка горизонтально-расточного станка мод 2620А182. Горизонтально-расточной станок мод. 2620А
а)б)
в)
Рисунок 5.15 – Схемы обработки на горизонтально-расточном станке
183. Горизонтально-расточной станок мод. 2620А
Рисунок 5.16 – Кинематическая схема горизонтально-расточного станкамод. 2620А
184. Горизонтально-расточной станок мод. 2620А
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель
или
электродвигатель - планшайба
б) Расчетное перемещение
n об/мин эл.двигателя → n об/мин шпинделя
или
n об/мин эл.двигателя → n об/мин планшайбы
в) Уравнение кинематического баланса цепи
М1 i п1 n, об/мин шпинделя
n эл. двигателя i к.с.
М
i
n,
об/мин
планшайбы
п2
2
где iк.с. – передаточное отношение коробки скоростей;
iП1, iП2 – постоянные передаточные отношения с вала IV на вал шпинделя V
или на вал VII планшайбы
185. Горизонтально-расточной станок мод. 2620А
Привод главного движения.в) Уравнение кинематического баланса цепи
- вращения шпинделя:
1440 или 2890
18
22 26 19
44 19
60 30
47
или
;
или
или
или
n шпинделя.
72
68 64 60
35 61
48 86
48
- вращения планшайбы:
18
22 26 19
44 19
60 21
1440 или 2890 или ; или или n планшайбы.
72
68 64 60
35 61
48 92
.
г) Уравнение
настройки.
- для вращения шпинделя
- для вращения планшайбы
i к.с.
n шп.
;
n эл.дв. i п1
i к.с.
n пл.
n пл.
n эл.дв. i п2 n эл.дв 0,23
186. Горизонтально-расточной станок мод. 2620А
Привод осевой подачи шпинделяа) Конечные элементы цепи.
электродвигатель – расточный шпиндель (вал VI)
б) Расчетное перемещение
n об/мин эл.двигателя
→ S мм/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. дв i п. k t S, мм/мин вала VI
где iп. – передаточные отношения постоянных кинематической цепи коробки подач
к, t – число заходов и шаг ходового винта.
16 45 4 35 21 40
n эл..дв 3 20 S.VI. , мм/мин
77 36 29 37 48 35
г) Уравнение настройки.
n эл. дв
SVI
SVI
i п k t 1,02
187. Горизонтально-расточной станок мод. 2620А
Приводы подач суппорта и стола:-- уравнение кинематического баланса радиальной подачи суппорта
имеет вид
16 45 4
64
35 100 17
n эл..дв М 3 i диф
t z S рад. суппорта., мм/мин
77 36 29
50
100 23 17
где t = 16 мм и z = 1 – шаг рейки и число заходов червяка
- уравнение кинематического баланса продольной подачи стола:
n эл..дв
16
М 7 26 16 2 10 Sпрод.стола. , мм/мин
77
65 40
- уравнение кинематического баланса поперечной подачи стола:
n эл..дв
16
М 8 илиМ 8 45 36 22 34 22 1 8 Sпопер.стола. , мм/мин
77
36 45 34 37 33
- уравнение кинематического баланса вертикальной подачи
шпиндельной бабки:
n эл..дв
16 42 15
k t S в. шп.бабки , мм/мин
77 40 80
188. Координатно-расточные станки
а)б)
Рисунок 5.17 – Типы координатно-расточных станков:
а – одностоечный: 1 – станина; 2 – стойка; 3 - шпиндельная бабка;
4 - стол с салазками;
б – двухстоечный : 1 – станина; 2 – стойки; 3 – шпиндельная бабка; 4 – траверса;
5 - стол
189. Координатно-расточные станки
а)б)
в)
Рисунок 5.18 – Отсчетноизмерительные системы
190. Координатно-расточной станок мод. 2А450
Рисунок 5.19 – Общий видкоординатно-расточного станка
мод. 2А450
191. Координатно-расточной станок мод. 2А450
а)б)
Рисунок 5.21 – Схемы обработки на координатно-расточном станке
192. Координатно-расточной станок мод. 2А450
Рисунок 5.22 –Кинематическая схема
координатно-расточного
станка мод.2А450
193. Координатно-расточной станок мод. 2А450
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя → n об/мин шпинделя (IIIвал)
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i к.с. n шп.
где iр.п , iк.с. – передаточные отношения ременной передачи и коробки скоростей.
26 44
17
М
вправо
или
150
700...2800 0,985 1
60 42
69 n шп. об/мин
220
М 1 влево
г) Уравнение настройки.
i к.с.
n шп.
1,5 n шп.
i р.п. n эл.дв.
n эл.дв
194. Координатно-расточной станок мод. 2А450
Привод вертикальной подачи шпинделяа) Конечные элементы цепи.
шпиндель – гильза шпинделя
б) Расчетное перемещение
1 об шп. → S мм/об гильзы шп.
в) Уравнение кинематического баланса цепи
1 i п.1 i вар. i п. 2 m z S, мм/об гильзы шп.
где iп.1, iп.2 , iвар– передаточные отношения постоянных передач и вариатора.
m, z – модуль рейки и число зубьев реечной шестерни.
43
2 28 1
1 iв ар.
3,14 3 15 Sг. шп. , мм/об
86
32 28 56
г) Уравнение настройки.
Изменение величины подачи осуществляется вариатором
i вар.
Sг.шп.
Sг.шп
43 2 28 1
0,079
1
3,14 3 15
86 32 28 56
195. Координатно-расточной станок мод. 2А450
Механическая подача стола в продольном и поперечном направлениях:Уравнение кинематического баланса
16
20 14 2 28 1
28 1
М 4 илиМ 4
М
или
М
х
5
6
50
84 90 32 28 56
50 55
х3,14 2,5 14 Sпрод. или Sпоп. стола, мм/мин
2800
196. Круглошлифовальный центровый станок мод. 3М151
Рисунок 6.1 – Общий вид центрового круглошлифовального полуавтомата мод. 3М151197. Круглошлифовальный центровый станок мод. 3М151
а)б)
в)
Рисунок 6.3 – Схемы обработки на круглошлифовальном станке
198. Круглошлифовальный центровый станок мод. 3М151
а)б)
Рисунок 6.4 – Схемы закрепления шлифовальных кругов
199. Круглошлифовальный центровый станок мод. 3М151
200. Круглошлифовальный центровый станок мод. 3М151
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель
б) Расчетное перемещение
n об/мин эл.дв.
→
n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. дв. i р.п. n шп.
где iр.п. – передаточное отношение ременной передачи
1500
112
0,985 n шп. 1126 об/мин
147
г) Уравнение настройки.
Частота вращения круга постоянна и не настраивается
201. Круглошлифовальный центровый станок мод. 3М151
Привод подач.Круговая подача заготовки
а) Конечные элементы цепи.
электродвигатель – поводковый патрон
б) Расчетное перемещение
n об/мин эл. двигателя → n об/мин патрона (Sкр)
в) Уравнение кинематического баланса цепи
n эл. дв. i р.п1. i р.п.2 S
где iр.п.1, iр.п.2 – передаточные отношения ременной передачи
1500
63
63
0,985
0,985 Sкр.max 400 об/мин
130
168
г) Уравнение настройки.
Изменение
круговой
подачи
заготовки
электродвигателем постоянного тока М1
обеспечивается
202. Круглошлифовальный бесцентровый станок мод. 3М182
Рисунок 6.6 – Компоновка станка мод. 3М182203. Круглошлифовальный бесцентровый станок мод. 3М182
а)б)
в)
Продольная подача заготовки (детали) равна
S=V2·Sinα
а ее окружная скорость Vд, м/мин (скорость круговой подачи)
Vд=V2·Соsα
где V2 – скорость ведущего круга в м/мин,
α – угол наклона оси ведущего круга или опорного ножа.
Рисунок 6.7 – Схема шлифования (а) и осуществления продольной подачи
заготовки (б, в) станке
204. Круглошлифовальный бесцентровый станок мод. 3М182
а)б)
Рисунок 6.9 – Схемы обработки на станке
205. Круглошлифовальный бесцентровый станок мод. 3М182
206. Круглошлифовальный бесцентровый станок мод. 3М182
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шлифовальный круг
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шл. круга
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. n шл.круга.
где: iр.п. – передаточные отношения ременной передачи.
1460
188
0,985 n шл.круга =1930об/мин
140
г) Уравнение настройки.
Частота вращения шлифовального круга постоянна и не настраиваемая
207. Круглошлифовальный бесцентровый станок мод. 3М182
Привод круговой подачи заготовкиа) Конечные элементы цепи.
электродвигатель – ведущий круг
б) Расчетное перемещение
n об/мин эл.дв. → n, об/мин (или V, м/мин) ведущего круга
в) Уравнение кинематического баланса цепи
n эл.дв .i ч.п. n
(или V)
где iч.п., – передаточные отношения цепной и червячной передач, органа настойки
кинематической цепи
V = πdвед. кр·n/1000, м/мин – окружная скорость вращения ведущего круга.
2200
1
73 n max , об/мин,
30
г) Уравнение настройки.
Регулирование
скорости
вращения
ведущего
электродвигателем постоянного тока.
n
n эл.дв
i ч.п
круга
осуществляется
208. Внутришлифовальный полуавтомат мод. 3А252
Рисунок 6.11 – Компоновочная схема внутришлифовального станкамод. 3А252
209. Внутришлифовальный полуавтомат мод. 3А252
а)б)
в)
Рисунок 6.13 – Схемы обработки на внутришлифовальном станке
210. Внутришлифовальный полуавтомат мод. 3А252
211. Внутришлифовальный полуавтомат мод. 3А252
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя IV
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. n шп.
где: iр.п. – передаточные отношения ременной передачи.
2900
D1
0,985 n шп.
D2
г) Уравнение настройки.
i р.п
D1
n
шп
D 2 2857
212. Внутришлифовальный полуавтомат мод. 3А252
Привод круговой подачи заготовкиа) Конечные элементы цепи.
электродвигатель – патрон с заготовкой
б) Расчетное перемещение
n об/мин эл.дв. → n, об/мин (илиVкр., м/мин) патрона
в) Уравнение кинематического баланса цепи
n эл.дв . i р.п1. i ф.в. i р.п.2 n или (V)
где iр.п.., iф.в. – передаточные отношения ременных передач и фрикционного
вариатора,
V = πdзаг·n/1000, м/мин – окружная скорость вращения заготовки.
(740 1460)
R
90
100
0,98 1 0,98
0,98 n заг об/мин,
160
R2
188
г) Уравнение настройки.
Настройка круговой подачи осуществляется фрикционным вариатором
iф.в..=
n заг .
n заг
R1
R 2 n эл.дв. i р.п.1 i р.п.2 0,98 3 n эл.дв 0,28
213. Плоскошлифовальные станки
а)г)
б)
д)
в)
е
Рисунок 6.15 – Типы плоскошлифовальных станков
214. Плоскошлифовальный станок мод. 3724
Рисунок 6.16 – Общий вид плоскошлифовального станка мод. 3724215. Плоскошлифовальный станок мод. 3724
а)б)
Рисунок 6.18 – Схемы обработки на станке
216. Плоскошлифовальный станок мод. 3724
а)б)
в)
Рисунок 6.19 – Устройство и принцип работы магнитной плиты
217. Плоскошлифовальный станок мод. 3724
Рисунок 6.20 – Гидрокинематическая схема станка мод 3724218. Плоскошлифовальный станок мод. 3724
Привод главного движения.а) Конечные элементы цепи.
элетродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя (шлиф. круга)
в) Уравнение кинематического баланса цепи
n эл. двигателя n шп.
1470 об/мин n шп.
г) Уравнение настройки.
Частота вращения круга постоянна и не настраивается
219. Плоскошлифовальный станок мод. 3724
Привод продольной подачи столаа) Конечные элементы цепи.
электродвигатель (насос Н1) – стол станка
б) Расчетное перемещение
n об/мин ротора насоса Н1 → S,мм/мин стола или V, мм/мин штока цилиндра.
в) Уравнение кинематического баланса цепи
n ротора f Q V , мм/мин стола
где Q – производительность лопастного насоса, м3/мин,
D – диаметр цилиндра,мм
d – диаметр штока. мм
Учитывая, что
2 В n
r2 r1 S z 3
2
2
Q
r2 r1
10 о
6
10
cos о
где: В – ширина ротора; r2 и r1 – большая и малая полуоси; S- толщина лопастей;
z – число лопастей.
Окончательно уравнение имеет вид
4Вn
10 6 D 2 d 2
r2 r1 S z
2
2
r2 r1
о V (илиS ), мм/мин
cos о
г) Уравнение настройки.
Величина продольной подачи стола регулируется дросселем 4 (см. рис. 6.20).
220. Плоскошлифовальный станок мод. 3724
Рисунок 6.21 – Кинематическая схема плоскошлифовального станкамод. 3724
221. Станки для электрофизических и электрохимических методов обработки
Рисунок 7. 1 – Способы ЭФХО по воздействию электрического тока222. Станки для электроэрозионной обработки
Впромышленности
применяются
следующие
модели
станков:
4Б723М,
4Б724М,
4Е723,
4Г721М,
4Д722А,
4Л721Ф1, 4Л723Ф3,
а также станки для
обработки электродомпроволокой:
4531Ф3,
4532Ф3, ЛЭ-501М
Рисунок 7.2 –
Принципиальная схема
электроэрозионного станка
223. Станки для электроэрозионной обработки
Электроискровые станкиРисунок 7.3 – Схема обработки на электроискровом станке
224. Станки для электроэрозионной обработки
Электроискровые станкиРисунок 7.4 – Принципиальная схема электроискрового станка, работающего
непрофилированным электродом с фотокопировальным устройством
225. Станки для электроэрозионной обработки
Станки для анодно-механической обработкиРисунок 7.5 – Схема анодно-механической обработки
226. Станки для электроэрозионной обработки
Электроконтактная обработкаРисунок 7.6 – Принципиальная схема электроконтактной обработки
тел вращения
227. Лучевая обработка и станки ее реализующие
Светолучевая обработка материаловРисунок 7.7 – Схема установки для
лазерной обработки материалов:
228. Лучевая обработка и станки ее реализующие
Электронно-лучевая обработка (ЭЛО)Рисунок 7.7 – Схема оптического
квантового генератора для установок
лучевой обработки материалов:
229. Ультразвуковые станки
Рисунок 7.8 – Принципиальная схема ультразвуковой обработки230. Ультразвуковые станки
а)б)
в)
Рисунок 7.9 – Схемы обработки на ультразвуковых станках
231. Ультразвуковые станки
Рисунок 7.10 – Компоновка ультразвукового станка модели 4770232. Электрохимическая обработка и с танки, реализующие ее
а)б)
в)
Рисунок 7.12 – Схемы электрохимической обработки
233. Электрохимическая обработка и с танки, реализующие ее
В промышленности применяются следующие модели станковдля электрохимической обработки:
- копировально-прошивные станки ЭКУ-400, МА-4423, 4412,
4421, 4422, 4А423ФЦ, 4424, 4427 (для глубоких отверстий),
- маркировочные 4401, 4405;
- для удаления заусенцев 4407,
- для анодно-механической заточки инструментов 3622Э (задняя
и передняя поверхности резцов) 3Е624Э (токарных, расточных и
строгальных резцов) и 3672 (фрез, зенкеров, разверток),
- плоскошлифовальные 3Е731 (с прямоугольным столом) и
3Е754Ф1(с круглым столом) и др. станки;
- для анодно-механического хонингования (3820Э, 3822Э и
суперфиниширования (3871БЭ))
234. Зубообрабатывающие станки
Рисунок 8.1 –Классификация и типовые
варианты технологических
процессов обработки
зубчатых колес
235. Зубообрабатывающие станки
а)б)
Рисунок 8.2 – Методы обработки профилей зубьев цилиндрических колес
236. Зубодолбежный станок мод. 514
Рисунок 8.3 – Компоновка зубодолбежного станка модели 514237. Зубодолбежный станок мод. 514
а)б)
Рисунок 8.5 – Схемы обработки (а) и закрепления заготовки и долбяка (б)
238. Зубодолбежный станок мод. 514
239. Зубодолбежный станок мод. 514
Привод главного движенияа) Конечные элементы цепи.
электродвигатель – шпиндель с долбяком
б) Расчетное перемещение
n об/мин эл.дв.
→
n дв.ход/мин долбяка
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i к.с. n .дв.ход/мин долбяка
где iр.п.., iк.с. . – передаточные отношения ременной передачи и коробки скоростей
кинематической цепи.
1410
100
46
29 37 22
0,985 или ; ; n долбяка
280
64
81 73 88
г) Уравнение настройки.
Получение 4-х различных ходов долбяка обеспечивается двумя двойными блоками
зубчатых колес Б1 и Б2.
iк.с..=
n долбяка
n долбяка.
n эл.дв i р.п.
496
240. Зубодолбежный станок мод. 514
Привод круговой подачиа) Конечные элементы цепи.
шпиндель с долбяком - долбяк
б) Расчетное перемещение
1 дв.ход долбяка
→ Sкр, мм/дв.ход долбяка.
в) Уравнение кинематического баланса цепи
1 i п.1 i н. i п.2 m z д S кр. , мм/дв.ход долбяка
где iп.., iн. – передаточные отношения постоянной передачи и органа настройки
кинематической цепи.
m, zд – модуль и число зубьев долбяка
1
28 3 28 а 2 1
m z д S кр. ,
28 23 42 b 2 100
г) Уравнение настройки.
a 2 333 Sкр..
i н.
b2
m zд
241. Зубодолбежный станок мод. 514
Уравнения кинематического баланса и настройки:- цепи радиальной подачи долбяка в период врезания:
1
28 а 3 с 3 24 1 2
h S р. , мм/дв.ход,
28 b 3 d 3 48 40 40
где h - шаг подъема спирали кулачка, мм.
a 3 c 3 1600 S р..
i н.
b3 d3
h
- движения деления и обкатки:
1 100 30 30 а 1 с1 1
1
,
z д 1 30 30 b1 d1 240 z к
i н.
a 1 c1 2,4 z д
.
b1 d 1
zк
242. Зубострогальный станок мод. 526
Рисунок 8.7 – Компоновка зубострогального станка модели 526243. Зубострогальный станок мод. 526
а)б)
Рисунок 8.9 – Схема нарезания конического зубчатого колеса (а) и пример
установки и закрепления строгального резца (б)
244. Зубострогальный станок мод. 526
Рисунок 8.10 – Схемы наладки станка и закрепления заготовки245. Зубострогальный станок мод. 526
246. Зубострогальный станок мод. 526
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – ползун с резцами
б) Расчетное перемещение
n об/мин эл.дв.
→
n дв.ходов/мин резцов (ползуна)
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i н i п2 n.дв.ход/мин ползуна.
где iп., iн. . – передаточные отношения постоянной передачи и звена настройки
.
кинематической цепи;
1450
15 25 25 А 19
n ползуна.
45 25 25 В 43
г) Уравнение настройки.
n ползуна
n ползуна.
А
iн.=
В n эл.дв i п1. i п2
214
247. Зубострогальный станок мод. 526
Привод подач.Цепь движения обкатки
а) Конечные элементы цепи.
люлька с суппортами – шпиндель с заготовкой
б) Расчетное перемещение
1
1
zП
zК
где zП и zК – числа зубьев соответственно воображаемого плоского конического и
нарезаемого колес.
в) Уравнение кинематического баланса цепи
1 120 25 a c
32 26 26 a 2 c 2 36 1
1
i диф
z П 1 20 b d
24 26 26 b 2 d 2 24 120 z К
где
a
a 2 c 2 30 - уравнение настройки цепи деления
b2 d2 zК
г) Уравнение настройки.
c z
П
b d 75
Учитывая, что
zП zК
1 окончательно имеем
sin
zК
a c
b d 75 sin
248. Зубострогальный станок мод. 526
Уравнения кинематического баланса цепей:- Вращения (механизма качения) люльки:
2 е 45 20 1
7
360 0 ,
3 f 36 25 120
где θ – угол качания люльки, град.
- Движения врезания (радиальной подачи) заготовки:
15 a c 15 26 4
60
1450 1 1
1 об. барабана Б10.или , сек
45 b1 d1 45 26 68
t
где t – время обработки одного зуба при одинарном делении, сек.
- Цепи деления:
32 26 26 a 2 c 2 36 1
1
2об. вала XIII
24 26 26 b 2 d 2 24 120 z К
249. Зубофрезерный станок мод. 5Д32
Рисунок 8.12 – Компоновказубофрезерного станка
мод. 5Д32
250. Зубофрезерный станок мод. 5Д32
а)б)
в)
Рисунок 8.14 – Схемы нарезания зубьев на станке мод 5Д32
251. Зубофрезерный станок мод. 5Д32
а)б)
Рис. 8.15 – Схемы закрепления червячной фрезы (а) и заготовки (б)
252. Зубофрезерный станок мод. 5Д32
253. Зубофрезерный станок мод. 5Д32
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.дв. → n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i п.1. i н i п2. n шп..об/мин
где iр.п.., iп., iн . – передаточные отношения ременной и постоянной передачи, органа
настройки кинематической цепи
.
1420
105
32 А
35 А 24 24 17 16
0,985 или 1
n шп.
224
48 В
35 В1 24 24 17 64
г) Уравнение настройки.
iн..=
n шп..
А1
n
шп
В1 n эл.дв i п.1 i п.2 109
254. Зубофрезерный станок мод. 5Д32
Привод подач.Вертикальная подача фрезерной бабки
а) Конечные элементы цепи.
стол с заготовкой – фрезерная бабка или винт XX
б) Расчетное перемещение
1 оборот стола
→ S, мм/об фрез. бабки
в) Уравнение кинематического баланса цепи
1 i ч.п.1 i ч.п.2 i н. i п. i ч.п.3 k t Sфрез.бабки
где iч.п., iп, iн – передаточные отношения червячной, постоянной передач и органа настройки
кинематической цепи; к – число заходов винта, t – шаг винта
1
96 2 a 1 c1 45 19 16
4
5
М 4 М 5 1 10 Sфр.бабки .
1 24 b1 d1 36 19 16
20
30
г) Уравнение настройки.
a 1 c1 Sфр.бабки
iн
b1 d1
3,3
255. Зубофрезерный станок мод. 5Д32
Привод подач.Уравнения кинематического баланса цепей:
- Радиальной подачи подвижной стойки
1
96 2 a 1 c1 45 19 16
4 10 4 10 20
М 4 1 10 Sфр.бабки мм / об .
1 24 b1 d1 36 19 16
20 20 20 20 25
- Тангенциального (осевого) перемещения протяжного суппорта
96 2 a 1 c1 45 19 16 16 30 1
1
1 5 Sпрот. супп.орта мм / об .
1 24 b1 d1 36 19 16 16 30 50
- Движения обкатки и деления
(вращение стола с нарезаемым колесом согласованное с вращением фрезы).
С1 a c 1
64 17 24 24 46
nфр iдиф
1 5 n заготовки , об / мин.
16 17 24 24 46
D1 b d 96
256. Фрезерные станки
Рисунок 9.1 – Классификация фрезерных станков общего назначения257. Фрезерные станки
Рисунок 9.2 – Классификация специализированных и специальных фрезерныхстанков.
258. Фрезерные станки
а)г)
б)
в)
д)
е)
Рисунок 9.3 –Примеры обработки поверхностей: плоских цилиндрическими (а) и
торцовыми (б)фрезами; в - отрезка дисковыми фрезами; г - фасонных поверхностей
фасонной фрезой; д – пазов шпоночной фрезой на всю глубину; е - внутренних
поверхностей концевой фрезой
259. Фрезерные станки
Рисунок 9.4 – Установка цилиндрической фрезы на оправке260. Фрезерные станки
а)б)
Рисунок 9.5 – Установка торцевых (а) и концевых цилиндрических (б) фрез
261. Фрезерные станки
а)б)
в)
Рисунок 9.6 – Устройства закрепления заготовок
262. Горизонтальный консольно-фрезерный станок мод. 6Р82
Рисунок 9.7 – Компоновка станка мод. 6Р82263. Горизонтальный консольно-фрезерный станок мод. 6Р82
264. Горизонтальный консольно-фрезерный станок мод. 6Р82
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя
→ n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i к.с. n шп.
где iп, iк.с..–передаточные отношения постоянной передачи и коробки скоростей
27 16
22 19 17
27 38 19
82
1460
или ; или ; или n шп. об/мин
53 38
32 35 46
37 26 69
38
г) Уравнение настройки.
Получение 18 скоростей вращения шпинделя обеспечивается тремя блоками
зубчатых колес коробки скоростей
i к.с.
n шп.
n эл.дв. i п
n шп.
1460
27
53
n шп
747
265. Горизонтальный консольно-фрезерный станок мод. 6Р82
Привод подачПродольная подача стола:
а) Конечные элементы цепи.
электродвигатель - стол
б) Расчетное перемещение
n об/мин эл.двигателя → S мм/мин стола
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i к.п i п2 k t S, стола
где: iп1, iп2, iк.п. – передаточные отношения постоянных передач и коробки подач;
к – число заходов винта; t – шаг винта, мм
26 26 36
18 27 18
21 24
40
13 18 40 28 18 33 37
1430 или ; или ; М 2 или
1 6 S мм/мин
50 57 18
36 27 40
37 34
40
45 40 40 35 33 37 33
г) Уравнение настройки.
Получение 18 скоростей подач стола обеспечивается двумя тройными блоками зубчатых
колес и перебором
i к.п.
S стола
n эл.дв. i п1 i п2 k t
S ст.
S
стола
26 26 28 18 33 37
888
1430
1 6
50 57 35 33 37 33
266. Горизонтальный консольно-фрезерный станок мод. 6Р82
Поперечная и вертикальная подачи стола осуществляются поаналогичным кинематическим цепи до вала XIII.
Далее для вертикального перемещения движение передается
через передачи 22/33, 23/46 на ходовой винт с t=6 мм.
Поперечное перемещение осуществляется по цепи: 33/37, 37/33
и на ходовой винт с t=6 мм.
267. Вертикальный консольно-фрезерный станок мод. 6Р12
Рисунок 9.10 – Компоновка станка мод. 6Р12268. Вертикальный консольно-фрезерный станок мод. 6Р12
269. Вертикальный консольно-фрезерный станок мод. 6Р12
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя
→ n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i к.с. iп 2 n шп.
где iп, iк.с..–передаточные отношения постоянной передачи и коробки скоростей
1460
27 16
22 19 17
27 38 19
82 30 54
n шп. об/мин
или ; или ; или
53 38
32 35 46
37 26 69
38 30 54
г) Уравнение настройки.
Получение 18 скоростей вращения шпинделя обеспечивается тремя блоками
зубчатых колес коробки скоростей
i к.с.
n шп.
n эл.дв. i п
n шп.
n
шп
27 30 54 747
1460
53 30 54
270. Вертикальный консольно-фрезерный станок мод. 6Р12
Привод подачПродольная подача стола
а) Конечные элементы цепи.
электродвигатель - стол
б) Расчетное перемещение
n об/мин эл.двигателя
→
S мм/мин стола
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i к.п i п2 k t S, стола
где: iп1, iп2, iк.п. – передаточные отношения постоянных передач и коробки подач;
к – число заходов винта; t – шаг винта, мм
26 26 36
18 27 18
21 24
40
13 18 40 28 18 33 33
или ; или ; М 2 или
1 6 S мм/мин
50 57 18
36 27 40
37 34
40
45 40 40 35 33 33 33
г) Уравнение настройки.
Получение 18 скоростей подач стола обеспечивается двумя тройными блоками зубчатых колес
перебором
S стола
S ст.
S
i к.п.
стола
26 26 28 18 33 33
n эл.дв. i п1 i п2 k t
888
1430
1 6
50 57 35 33 33 33
1430
271. Вертикальный консольно-фрезерный станок мод. 6Р12
Поперечная и вертикальная подачи стола осуществляются поаналогичным кинематическим цепи до вала XIII. Далее для
вертикального перемещения движение передается через
передачи 22/33, 23/46 на ходовой винт с t=6 мм. Поперечное
перемещение осуществляется по цепи: 33/33, 33/33 и на
ходовой винт с t=6 мм.
272. Бесконсольно-фрезерный станок мод. 6А54
Рисунок 9.13 – Компоновка станкамод. 6А54
273. Бесконсольно-фрезерный станок мод. 6А54
274. Бесконсольно-фрезерный станок мод. 6А54
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя
→ n об/мин шпинделя
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i к.с. n шп.
где iп, iк.с..–передаточные отношения постоянной передачи и коробки скоростей
1460
18 24
32 32 36 40
24 48 60
22
или ; ; или
или n шп. об/мин
53 48
48 40 36 32
48 48 30
68
г) Уравнение настройки.
Получение различных скоростей вращения шпинделя обеспечивается четырьмя
двойными блоками зубчатых колес коробки скоростей
i к.с.
n шп.
n эл.дв. i п
n шп.
n
шп
18
496
1460
53
275. Бесконсольно-фрезерный станок мод. 6А54
Привод продольной подачи столаа) Конечные элементы цепи.
электродвигатель - стол
б) Расчетное перемещение
n об/мин эл.двигателя → S мм/мин стола
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i к.п i п2 m k S, стола
где: iп1, iп2, iк.п. – передаточные отношения постоянных передач и коробки подач;
к – число заходов червяка; m –модуль рейки, мм.
1470
38 33
29 26 22 24
40 25 56
20 43 2 36 18 30 22 44
или ; ; или
(или )
3.14 1 8 S мм/мин
57 33
37 40 44 48
32 50 28
64 54 32 18 36 30 44 22
г) Уравнение настройки.
Настройка величин подач стола обеспечивается коробкой подач по формуле
i к.п.
S стола
n эл.дв. i п1 i п2 m k
S ст.
S
стола
38 43 2 36 18 30 22 44
1225
1470
8 1
57 54 32 18 36 30 44 22
276. Бесконсольно-фрезерный станок мод. 6А54
Приводы подачУравнения кинематических балансов цепей:
- Поперечной подачи стола
38 33
29 26 22 24
40 25 56
20
или ; ; или
(или ) х
57 33
37 40 44 48
32 50 28
64
43 2 36 18 24 2
х
10 S мм/мин
54 32 18 36 19 40
1470
- Вертикального перемещения шпиндельной бабки
38 33
29 26 22 24
40 25 56
20
1470 или ; ; или
(или ) х
57 33
37 40 44 48
32 50 28
64
43 2 36 18
1 17
М 2
х
6 30 S мм/мин
54 32 18 36
32 30
277. Продольно-фрезерный станок мод. 6652
Рисунок 9.16 – Компоновка станка модели 6652278. Продольно-фрезерный станок мод. 6652
279. Продольно-фрезерный станок мод. 6652
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя
→ n об/мин шпинделя V
в) Уравнение кинематического баланса цепи
n эл. двигателя i п i к.с. n шп.
где iк.с.., iп. – передаточные отношения коробки скоростей и постоянной передачи
40 22
33 44
20 32
28 24 31
1460 или или или ; n шп. об/мин
78 44
33 28
52 40
44 48 61
г) Уравнение настройки.
Получение 12 скоростей вращения шпинделя обеспечивается двумя двухвенцовыми и
одним трехвенцовым блоками зубчатых колес коробки скоростей.
i к.с.
n шп.
n шп.
n эл.дв. i п. 744
280. Продольно-фрезерный станок мод. 6652
Привод продольной подачи стола.а) Конечные элементы цепи.
электродвигатель - стол
б) Расчетное перемещение
n об/мин эл.двигателя → S мм/мин стола
в) Уравнение кинематического баланса цепи
n эл. двигателя i п1 i к.п i п.м i п.2 m z S, стола
где iп., iк.п., iп.м– передаточные отношения постоянных передач и коробки подач и
планетарного механизма (iп.м =1)
m – модуль рейки; z – число заходов червяка
(97...1800)
25 50
30 1
38 69 24 24 30
или
i п.м.
3,14 1 12 S мм/мин
95 40
60 30
69 21 29 30 24
г) Уравнение настройки.
Изменение величины подачи стола от 23,5 до 1180 мм/мин обеспечивается
электродвигателем постоянного тока и двойным блоком
i к.п.
Sстола
.
n эл.дв. i п1. i п.2 m z
281. Продольно-фрезерный станок мод. 6652
Привод подачУравнения кинематического баланса цепей:
- вертикального перемещения горизонтальных шпиндельных бабок
(97...1800)
25 50
30 1
38 69 17
или i п.м. 1 8 S мм/мин гор.бабки
95 40
60 30
69 21 25
- горизонтального перемещения вертикальных шпиндельных бабок
(97...1800)
25 50
30 1
38 30 43 34 57 51
или i п.м.
1 8 S мм/мин верт.бабки
95 40
60 30
30 24 36 28 51 36
282. Копировально-фрезерный станок мод. 6441Б
Рисунок 9.19 –Компоновка
копировальнофрезерного станка
модели. 6441Б
283. Копировально-фрезерный станок мод. 6441Б
а)в)
б)
г)
Рисунок 9.20– Схема механической части копировальной головки
284. Копировально-фрезерный станок мод. 6441Б
285. Копировально-фрезерный станок мод. 6441Б
Привод главного движения.а) Конечные элементы цепи.
электродвигатель - шпиндель
б) Расчетное перемещение
n об/мин эл.двигателя
→ n об/мин шпинделя.
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i к.с. n шп.
где iк.с., iр.п. – передаточные отношения коробки скоростей и ременной передачи
1430 или 2850
90
23
20 17 23
46 20
46
0,985 или ; или или n шп. об/мин
146
31
34 37 46
23 63
37
г) Уравнение настройки.
Получение 18 скоростей вращения шпинделя обеспечивается 2-х
скоростным электродвигателем и двумя трехвенцовыми блоками зубчатых
колес.
i к.с.
n шп.
n шп.
n эл.дв. i р.п.. n эл. дв 0,6
286. Копировально-фрезерный станок мод. 6441Б
Привод поперечной подачи шпиндельной бабки.а) Конечные элементы цепи.
электродвигатель – шпиндельная бабка
б) Расчетное перемещение
n об/мин эл.двигателя
→ S мм/мин шпиндельной бабки
в) Уравнение кинематического баланса цепи
n эл. двигателя i к.п k t S, шп. бабки
где iк.п. – передаточные отношение коробки подач;
к – число заходов винта; t – шаг винта,мм.
n эл.дв.
14 18 26
1 6 S мм/мин
56 58 41
г) Уравнение настройки.
Бесступенчатое регулирование величин подач обеспечивается
электродвигателем постоянного тока
n эл.дв.
S шп ,бабки.
S
шп.б.
к t 14 18 26
0,3
1 6
56 58 41
S шп.бабки .
i к.п.
287. Копировально-фрезерный станок мод. 6441Б
Уравнения кинематического баланса:- Продольной подачи стола
14 18 18
n эл.дв.
2 6 S шп.бабки мм/мин
56 58 58
- Вертикальной подачи шпиндельной бабки
n эл.дв.
14 18 22
2 6 S шп бабки. мм/мин
56 58 71
288. Резьбо-фрезерный станок мод. 561
Рисунок 9.23 – Компоновка резьбофрезерного станка модели 561289. Резьбо-фрезерный станок мод. 561
а)б)
в)
Рисунок 9.25 - Схемы обработки на станке мод. 561:
а - фрезерование длинных резьб дисковой фрезой; б - фрезерование коротких
резьб гребенчатой фрезой; в - фрезерование длинных пазов или шлицевых валов.
290. Резьбо-фрезерный станок мод. 561
291. Резьбо-фрезерный станок мод. 561
Привод главного движения.а) Конечные элементы цепи.
электродвигатель – шпиндель с фрезой
б) Расчетное перемещение
n об/мин эл.двигателя
→
n об/мин шпинделя с фрезой
в) Уравнение кинематического баланса цепи
n эл. двигателя i р.п. i к.с. i п n шп.
где: iр.п., iп, iк.с. – передаточные отношения ременной и постоянной передачи и
коробки скоростей кинематической цепи.
135
23
29 23
36
12 30 24
1450
0,985 или или или Б 2 , Б1
n шп. об/мин
250
49
43 49
36
36 30 24
г) Уравнение настройки.
Изменение частоты вращения шпинделя (получение 5 различных скоростей)
обеспечивается двумя блоками коробки скоростей (четыре скорости) и
соединением блоков Б1 и Б2 напрямую (одна скорость).
iк.с.=
n шп.
n шп.
n эл.дв i р.п i п 25,7
292. Резьбо-фрезерный станок мод. 561
Привод продольной подачи суппорта.а) Конечные элементы цепи.
шпиндель с заготовкой - суппорт
б) Расчетное перемещение
1 оборот шпинделя
→ S, мм/об суппорта
в) Уравнение кинематического баланса цепи
1об.шп. i п. i н k t S, мм/об
S=
где: iп.., iн.. – передаточные отношения постоянной передачи и органа
настройки кинематической цепи
k р t р , мм/об
к, t – число заходов и шаг ходового винта станка; S=
1
108 a 1 c1
1 12,7 k р t р
36 b1 d 1
г) Уравнение настройки.
a 1 c1 k р t р
iн
b1 d 1
38
293. Резьбо-фрезерный станок мод. 561
Уравнения кинематического баланса кинематической цепикруговой подачи (вращения) заготовки
S К.Р. n ФР.
24 91 30 36 45 47 18
28 3 4 d
i К.П.
, мм/мин,
91 24 30 12 54 47 18
28 36 40 cos
где d – диаметр обрабатываемой заготовки, мм;
nфр. – число оборотов фрезы в минуту;
α – угол подъема винтовой линии резьбы, град.
Уравнение настройки.
iК . П .
1,06 S КР.винт cos
.
nФР
294. Универсальные делительные головки (УДГ)
УДГД-160, УДГ-160,УДГ-250, УДГ-320,
УДГ-400
Рисунок 9.28 – Общий вид и
примеры применения УДГ
295. Универсальные делительные головки (УДГ)
а)в)
б)
г)
д)
Рис. 8 – Оправки (а), приспособления (б - г) для установки, закрепления и
поддержания (д - домкратик) заготовок
296. Универсальные делительные головки (УДГ)
Способы настройки УДГ1. Непосредственное деление.
При 12 пазах диска шпиндель головки можно повернуть на 1/2, 1/3, 1/4,
1/6 и 1/12 оборота, т.е. делить окружность на 2, 3, 4, 6 и 12 частей
Рисунок 9. – УДГ для непосредственного деления
297. Универсальные делительные головки (УДГ)
Способы настройки УДГ2. Простое деление
Из уравнения кинематического баланса цепи
z5 z7
1
nР
z
z 6 z8
, где
z5 z7
1
i кин. цепи
z 6 z8
N
при этом N – характеристика головки или число
зубьев червяка (чаще всего N=40, однако бывают 60, 80, 120).
получается уравнение настройки
N А
nР
z В
где А – число отверстий, на которое необходимо повернуть рукоятку;
В – число отверстий на одной из окружностей делительного диска.
Например.
Настроить
лимбовую
делительную головку для фрезерования
зубчатого колеса z=28.
nР
N 40
12
3 3
9
1 1
1
z 28
28
7 3
21
Следовательно, для поворота шпинделя с
заготовкой на 1/28 часть оборота
выбираем
диск
с
концентрической
окружностью
и числом отверстий 21,
рукоятку следует поворачивать на 1
полный оборот и дополнительно на 9
промежутков.
298. Универсальные делительные головки (УДГ)
Способы настройки УДГ3. Дифференциальное деление
Величина дополнительного вращения рукоятки
уравнение настройки
a c N zф z
b d C zф
где
z9 z3
С
z10 z 4
n Р.доп
N N
1 1 1 a c z z
N( - ) 9 3
z zФ
z z Ф z b d z10 z 4
(обычно С = 1).
Пример. Определить параметры настройки делительной головки для фрезерования зубьев
цилиндрического колеса с z = 69. Пусть характеристика головки N = 40 и С = 1; примем zФ =
40 4
16
70, тогда число оборотов рукоятки
n Р.Ф
70
7
или
28
Таким образом, необходимо взять диск с 28-ю отверстиями и поворачивать рукоятку при
делении на 16 отверстий. Передаточное отношение сменных колес
a c 40 70 69 40 20 40
bd
1
70
70 50 28
Проверка условия сцепляемости
колес:
20+50>40+15; 40+28>50+15
299. Универсальные делительные головки (УДГ)
Фрезерование винтовых канавокУравнение кинематического баланса цепи
z 8 z 6 z 4 z 10 d 1 b1
1об.заг z z z z c a t В t Р
7
5
3
9
1
1
где tВ – шаг ходового винта станка. tр – шаг резьбы канавки
z 8 z 6 z 4 z10 1
z 7 z 5 z 3 z9 N
Тогда уравнение настройки
iН
a 1 c1
t
N B
b1 d 1
tP
В практике винтовую линию канавки задают не шагом tp, а углом наклона β (или углом
подъема винтовой линии φ = 90 — β) и диаметром d.
,
В этом случае шаг винтовой канавки определяется по формуле:
P
d
t
tg
300. Строгальные станки
Рисунок 10.1 – Типовые поверхности,получаемые при строгании
Рисунок 10.1 –Основная схема
строгания (б)
301. Строгальные станки
Рисунок 10.2 – Примеры схем обработки на строгальных станках302. Строгальные станки
а)б)
Рисунок 10.3 – Примеры закрепление инструмента (а) и заготовки (б) на
поперечно-строгальных станках
303. Строгальные станки
а)б)
Рисунок 10.4 – Крепление заготовок на столах строгальных станков:
а - на столе прихватом (1 – стол, 2 – подставка, 3 – прихват, 4 – крепежный
болт, 5 - заготовка);
б – на столе прижимами (1, 2 – прижимы, 3. 4, 5 – упоры, 7 – заготовка, 8 стол)
304. Поперечно - строгальный станок мод. 737
Рисунок 10.5 – Общий вид поперечно-строгального станка мод. 737305. Поперечно - строгальный станок мод. 737
306. Поперечно - строгальный станок мод. 737
Привод главного движения.а) Конечные элементы цепи.
электродвигатель (насос Н1, Н2) –ползун станка
б) Расчетное перемещение
n об/мин ротора насоса
→
V, мм/мин штока цилиндра (ползуна).
в) Уравнение кинематического баланса цепи
n ротора f Q V , мм/мин ползуна
где: f(Q) – функциональная взаимосвязь скорости штока цилиндра (ползуна) (V) от
производительности насоса (Q) и частоты вращения (n) ротора насоса.
4 Q 1000
V, мм/мин
2
2
D d
Приняв во внимание, что
где Q – производительность лопастного насоса, м3/мин,
D – диаметр цилиндра,мм, d – диаметр штока. мм
и учитывая, что производительность лопастного насоса равна
r2 r1 S z 3
2 В n
2
2
Q
r2 r1
10 о
6
cos о
10
м3/мин.
307. Поперечно - строгальный станок мод. 737
Привод главного движения.где: В – ширина ротора; r2 и r1 – большая и малая полуоси; S- толщина
лопастей; z – число лопастей.
окончательно уравнение кинематического баланса имеет вид
4Вn
10 6 D 2 d 2
r2 r1 S z
2
2
r2 r1
о V, мм / мин
cos о
г) Уравнение настройки.
Величина скорости рабочей подачи ползуна регулируется дросселя Д1 (см. рис.
10.7).
308. Поперечно - строгальный станок мод. 737
Привод поперечной подачи столаа) Конечные элементы цепи.
поршень цилиндра подач с рейкой – стол
б) Расчетное перемещение
L, мм рейки → S, мм/дв.ход ползуна
где L – величина перемещения поршня цилиндра подач с рейкой, мм
в) Уравнение кинематического баланса цепи
L
i П к t S, стола
m z
L
26 30
2 6 S, стола
3,14 2 28 27 26
г) Уравнение настройки.
L
S m z 27 26
3,8 S, мм
26 30 2 6
Величина L настраивается маховичком Мх. (см. рис. 10.7)
309. Продольно - строгальный станок мод. 7231А
Рисунок 10.8 –Общий вид продольно-строгального станка мод. 7231А310. Продольно - строгальный станок мод. 7231А
311. Продольно - строгальный станок мод. 7231А
Привод главного движенияа) Конечные элементы цепи.
электродвигатель - стол
б) Расчетное перемещение
n об/мин эл.дв. → V мм/мин стола
в) Уравнение кинематического баланса цепи
n эл. двигателя i п m z V. мм/мин стола
где: iп.. – передаточные отношения постоянной передачи;
m – модуль рейки, z – число заходов червяка
20
n эл.дв. 3,14 12 10 Vстола
99
г) Уравнение настройки.
Бесступенчатое регулирование
двигателем постоянного тока.
главного
nэл.дв.=
движения
обеспечивается
Vстола
V
стола.
iп m z
76,1
эл.
312. Продольно - строгальный станок мод. 7231А
Привод горизонтальной подачи правого верхнего суппортаа) Конечные элементы цепи.
храповая муфта М2 - суппорт
б) Расчетное перемещение
a
(М 2 ) S, мм/дв.ход
z
в) Уравнение кинематического баланса цепи
i х.м.. i п. к t S, мм/дв.ход
где iх.м., iп. – передаточные отношения червячной передачи, храпового
механизма (iх.м = а/z, при этом: а – число зубьев, передаваемое собачкой;
z – число зубьев храпового колеса) и постоянной передачи кинематической
цепи;
к – число заходов винта, t – шаг винта, мм
а
90 30
2 10 S , суппорта,
z 42 46
i х.м.
a
z
г) Уравнение настройки.
0,038 Sсуппорта Учитывая, что z=56, окончательно получаем
настраиваемый параметр:
а=2S
313. Долбежный станок мод.7430
Рисунок 10.11 – Общий виддолбежного станка модели
7430
314. Долбежный станок мод.7430
а)б)
Рисунок 10.13 – Схемы обработки на долбежном станке
315. Долбежный станок мод.7430
а)б)
Рисунок 10.14 – Схемы закрепления долбежного резца
316. Долбежный станок мод.7430
317. Долбежный станок мод.7430
Привод главного движения.а) Конечные элементы цепи.
электродвигатель (насос Н1, Н2) –резцовая головка с долбяком
б) Расчетное перемещение
n об/мин ротора насоса
→
V, мм/мин (или n, дв.ходов/мин) долбяка
в) Уравнение кинематического баланса цепи
n ротора f Q V , мм/мин (или n, дв.ходов/мин) долбяка
где: f(Q) – функциональная взаимосвязь скорости штока цилиндра (долбяка) (V) от
производительности насоса (Q) и частоты вращения (n) ротора насоса.
4 Q 1000
V, мм/мин
2
2
D d
Приняв во внимание, что
где Q – производительность лопастного насоса, м3/мин,
D – диаметр цилиндра,мм
d – диаметр штока. мм
и учитывая, что производительность лопастного насоса равна
2 В n 2 2 r2 r1 S z 3
м3/мин,
Q
r
r
10
2
1
о
106
cos о
318. Долбежный станок мод.7430
Привод главного движения.где: В – ширина ротора; r2 и r1 – большая и малая полуоси; S- толщина
лопастей; z – число лопастей, n = nэл.дв·iр.п·ηр.п = 1440∙(175/225)∙0,98 = 470
об/мин – частота вращения ротора лопастного насоса,
уравнение кинематического баланса имеет вид
1880 В
106 D 2 d 2
r2 r1 S z
2
2
r2 r1
о V, мм/мин
cos о
или, приняв во внимание, что V = 2L∙n, где L – длина хода резцовой головки, мм
(см. рис.10.13, а); n- число двойных ходов долбяка в минуту,
имеем окончательно:
1880 В
r2 r1 S z
2
2
r2 r1
о n, дв.ход/мин
6
2
2
10 D d 2L
cos о
г) Уравнение настройки.
Величина скорости рабочей подачи ползуна регулируется дросселя Д (см. рис.
10.15, а), а длина хода долбяка настраивается переставными упорами У1 и У2,
место хода его обеспечивается поворотом квадрата К4 (рис.10.15, б) через
конические шестерни 20/30 и вертикальный ходовой винт XI, перемещающий
долбяк относительно цилиндра
319. Долбежный станок мод.7430
Привод продольной подач.а) Конечные элементы цепи.
шток Ш цилиндра подач (или стакан Сн с рейкой) – стол
б) Расчетное перемещение
L, мм рейки → S, мм/дв.хода стола,
где L – величина перемещения стакана с рейкой, мм
в) Уравнение кинематического баланса цепи
L
i П к t S, стола
m z
L
35 29 28 43
1 6 S, стола
3,14 3 20 36 27 43 30
г) Уравнение настройки.
L
S m z 36 27 43 30
113 S, мм
35 29 28 43 1 6
Величина L настраивается маховичком Мх2. (см. рис. 10.7, б)
320. Протяжные станки
Рисунок 10.16 –Виды поверхностей, обрабатываемые на протяжных станках321. Протяжной станок мод. 7510М
Рисунок 10.17 – Общий вид горизонтально - протяжного станка модели 7510М322. Протяжной станок мод. 7510М
а)б)
в)
Рисунок 10.19 - Схемы обработки на протяжном станке
323. Протяжной станок мод. 7510М
324. Протяжной станок мод. 7510М
Привод главного движения.а) Конечные элементы цепи.
электродвигатель (насос Н1, Н2) –шток с протяжкой
б) Расчетное перемещение
n об/мин ротора насоса
→
V, мм/мин протяжки
в) Уравнение кинематического баланса цепи
n ротора f Q V
, мм/мин протяжки
где: f(Q) – функциональная взаимосвязь скорости штока цилиндра (протяжки)
(V) от производительности насоса (Q) и частоты вращения (n) ротора насоса.
4 Q 1000
V, мм/мин
Приняв во внимание, что
D 2 d 2
где Q – производительность лопастного насоса, м3/мин,
D – диаметр цилиндра,м, d – диаметр штока. мм
и учитывая, что производительность лопастного насоса равна
2 В n
r2 r1 S z 3
2
2
Q
r2 r1
10 о
6
10
cos о
м3/мин.
325. Протяжной станок мод. 7510М
Привод главного движения.где: В – ширина ротора; r2 и r1 – большая и малая полуоси; S- толщина лопастей; z
– число лопастей,
окончательно уравнение кинематического баланса имеет вид
4 Вn
106 D 2 d 2
r2 r1 S z
2
2
r2 r1
о V, мм/мин
cos о
г) Уравнение настройки.
Величина скорости рабочей подачи ползуна регулируется дросселем Д1 (см.
рис. 10.20).
326. Агрегатные станки
Рисунок 11.1 – Унифицированные элементы агрегатных станков327. Агрегатные станки
а)б)
д)
в)
г)
Рисунок 11.2. Компоновки агрегатных станков
328. Агрегатные станки
а)б)
в)
Рисунок 11.4 – Типовые компоновки агрегатных станков с поворотным столом
329. Агрегатные станки
Рисунок 11.7 – Самодействующая силовая головка с механической подачей330. Агрегатные станки
а)б)
в)
Рисунок 11.13 – Варианты установки револьверной бабки
331. Агрегатные станки
Рисунок 11.15 – Силовой стол с электромеханическим приводом подач332. Автоматические линии
Рисунок 12.2 – Автоматическая линия (АЛ1) для обработки базовыхповерхностей блока цилиндров двигателя автомобиля
333. Автоматические линии
а)б)
Рисунок 12.3 – Принципиальная схема роторной линии (а) и схема
развертки барабана роторного автомата (б)
334. Автоматические линии
Транспортные устройстваа)
г)
б)
в)
д)
е)
Рисунок 12.4 – Шаговые транспортеры
335. Автоматические линии
а)б)
Рисунок 12.6 – Магазинные загрузочные устройства
336. Автоматические линии
а)б)
в)
г)
Рисунок 12.7 – Питатели (а, б) и отсекатели (в, г) загрузочных устройств
337. Гибкие производственные системы
Рисунок 13.1 – Составляющие компоненты ГПС338. Гибкие производственные системы
а)б)
г)
в
д)
Рисунок 13.5 - Типовая схема компоновок автоматизированных транспортно-складских
систем:
а — линейного типа; б — многорядного типа на базе кранов-штабелеров и напольного
оборудования; в - кольцевого типа на базе конвейерного оборудования; г - многорядного типа
339. Гибкие производственные системы
а)б)
Рис. 13.6 – Автоматическая самоходная тележка (а) и
кассетный магазин (б)
340. Гибкие производственные системы
Рис. 13.7 – Схемы работы транспортно-накопительной системытокарного ГПМ