

























































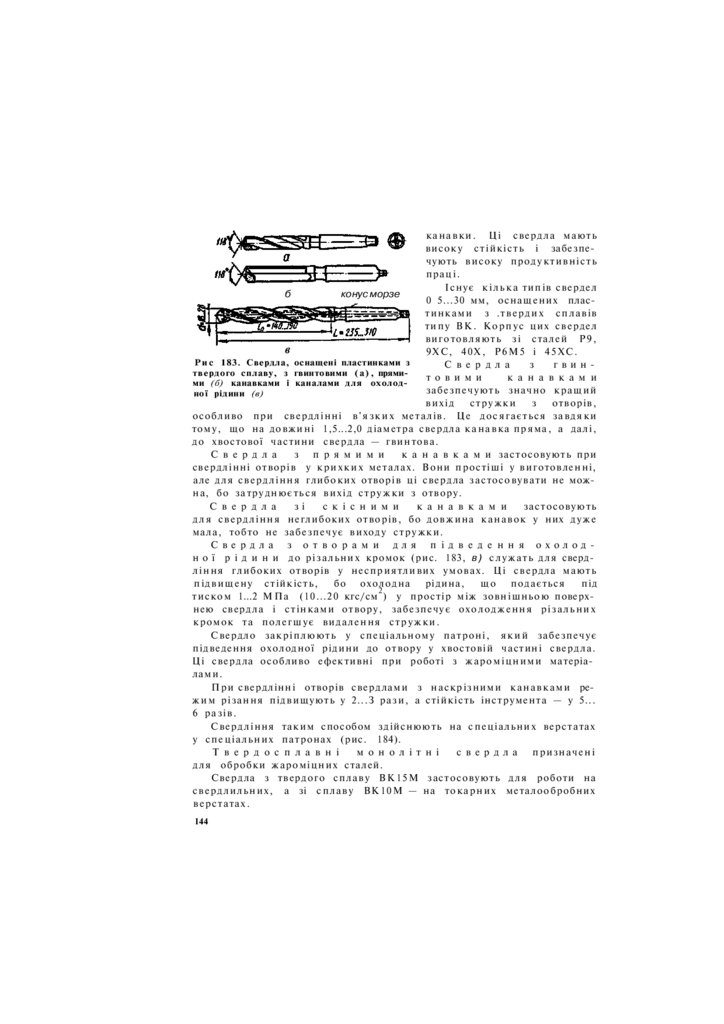
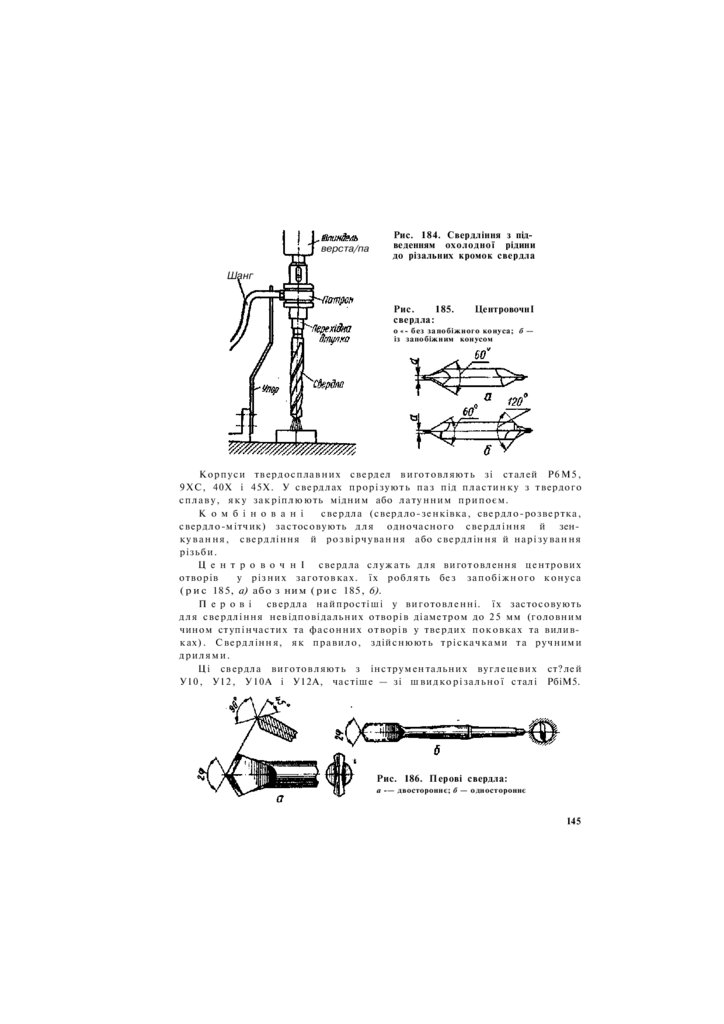
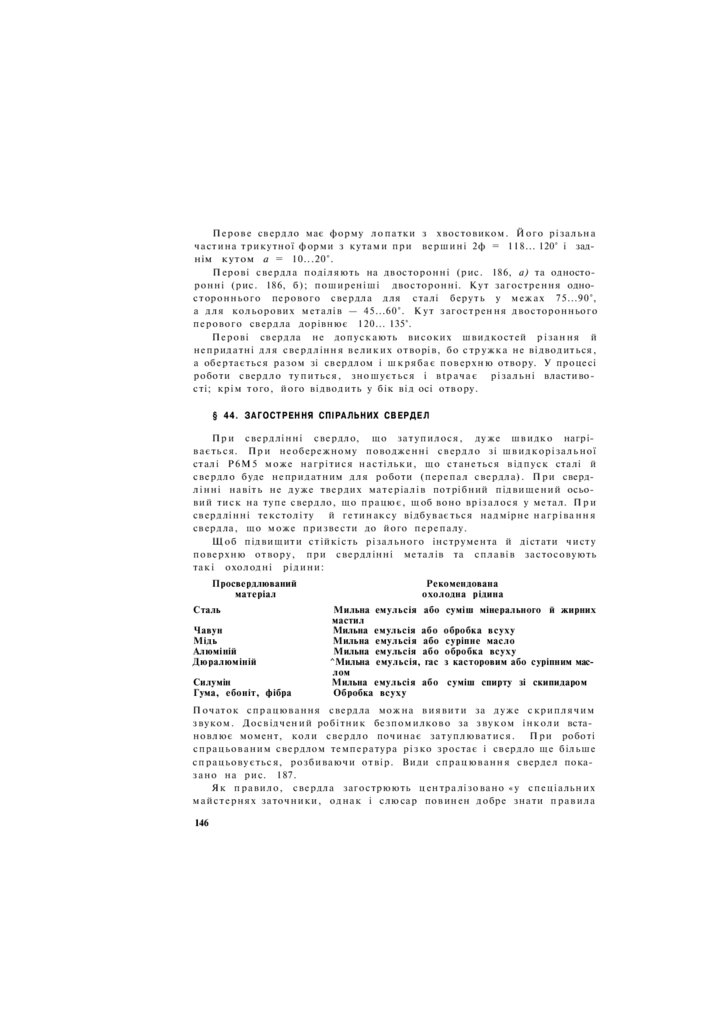



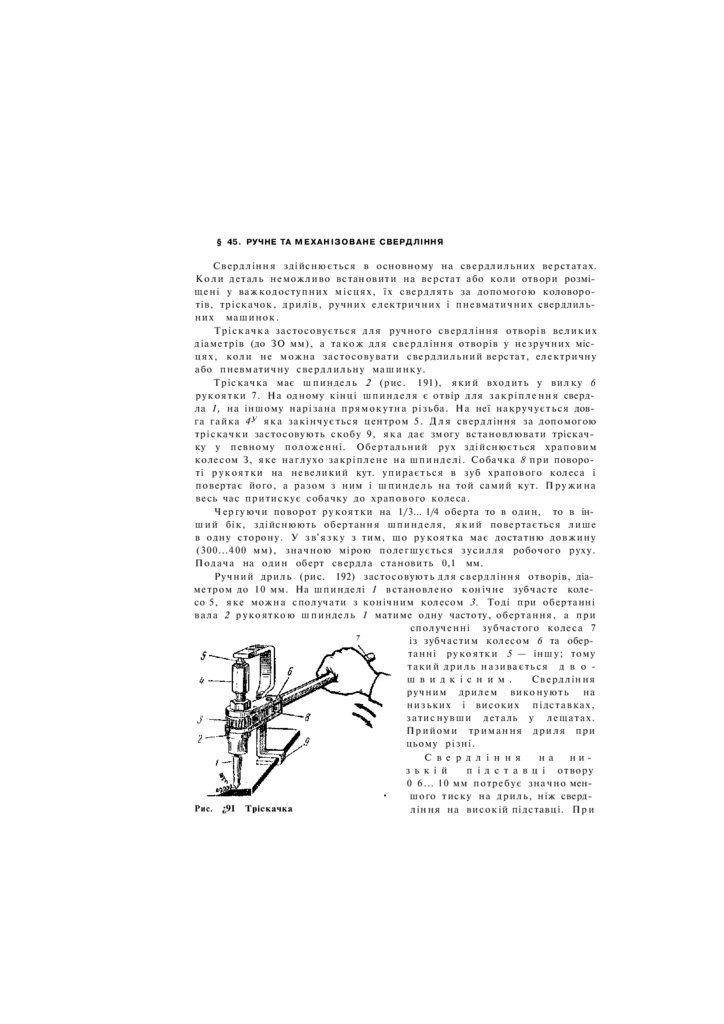









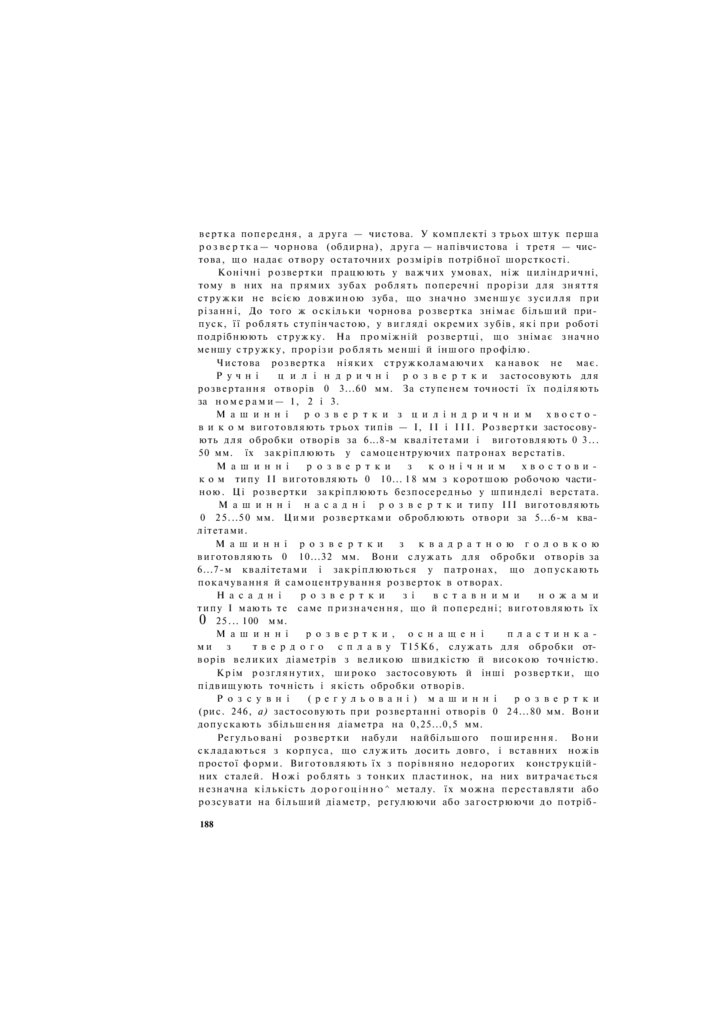
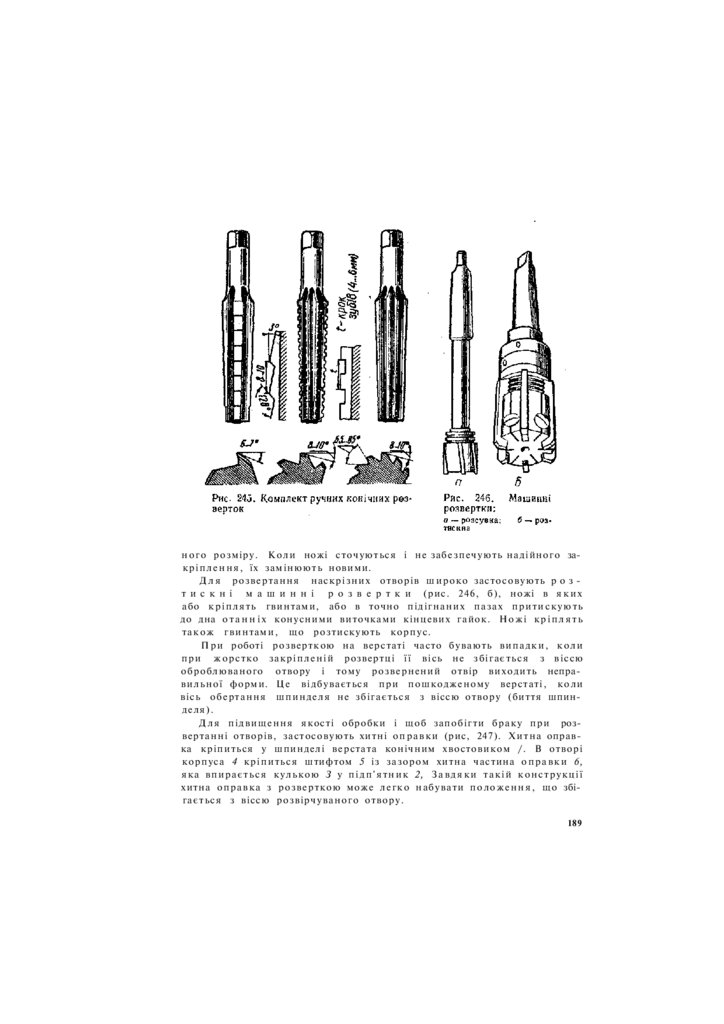

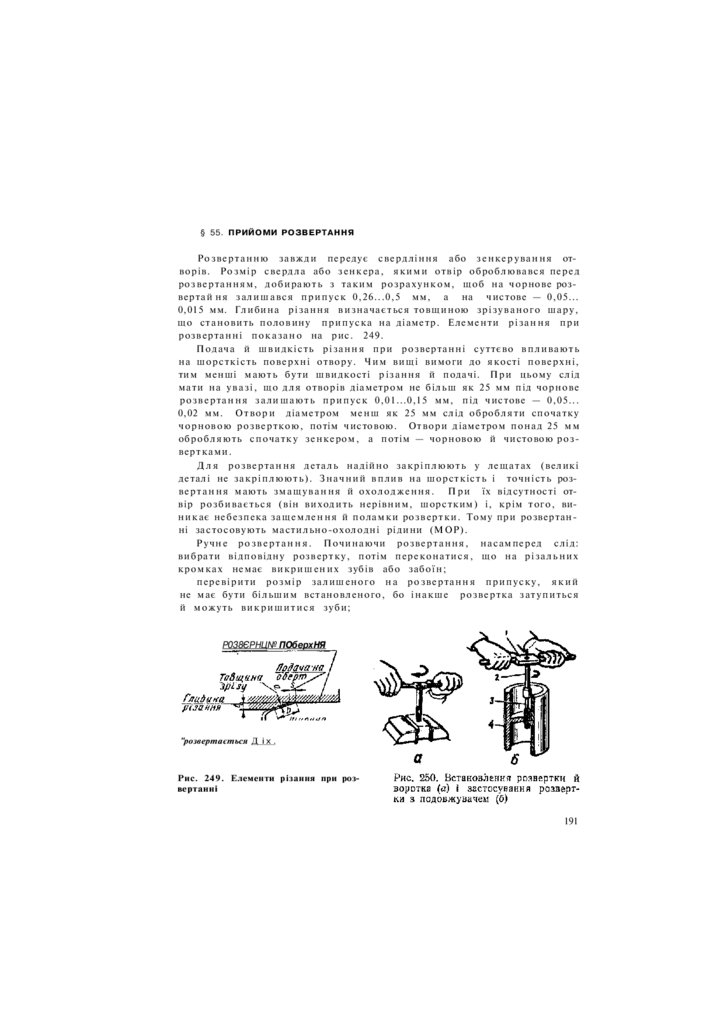

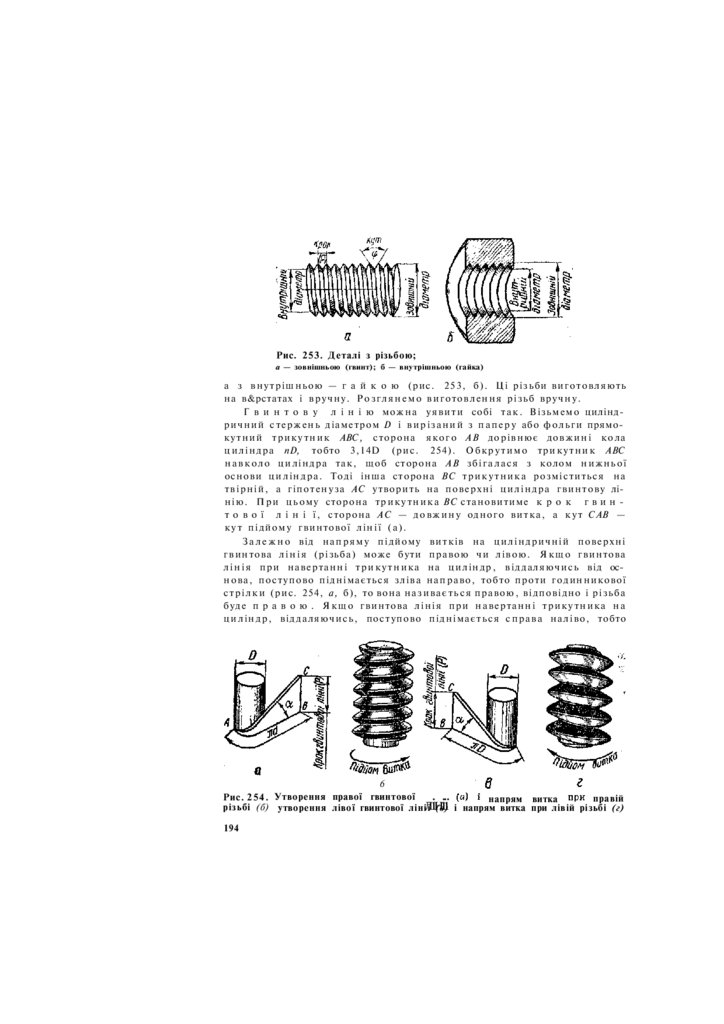





















































Similar presentations:










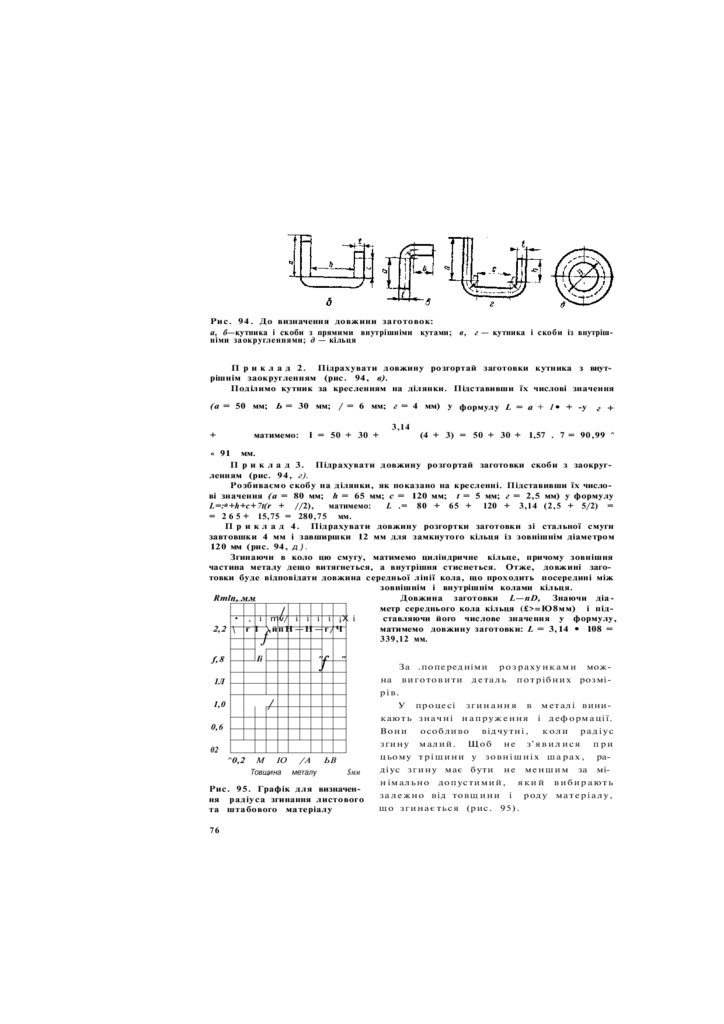
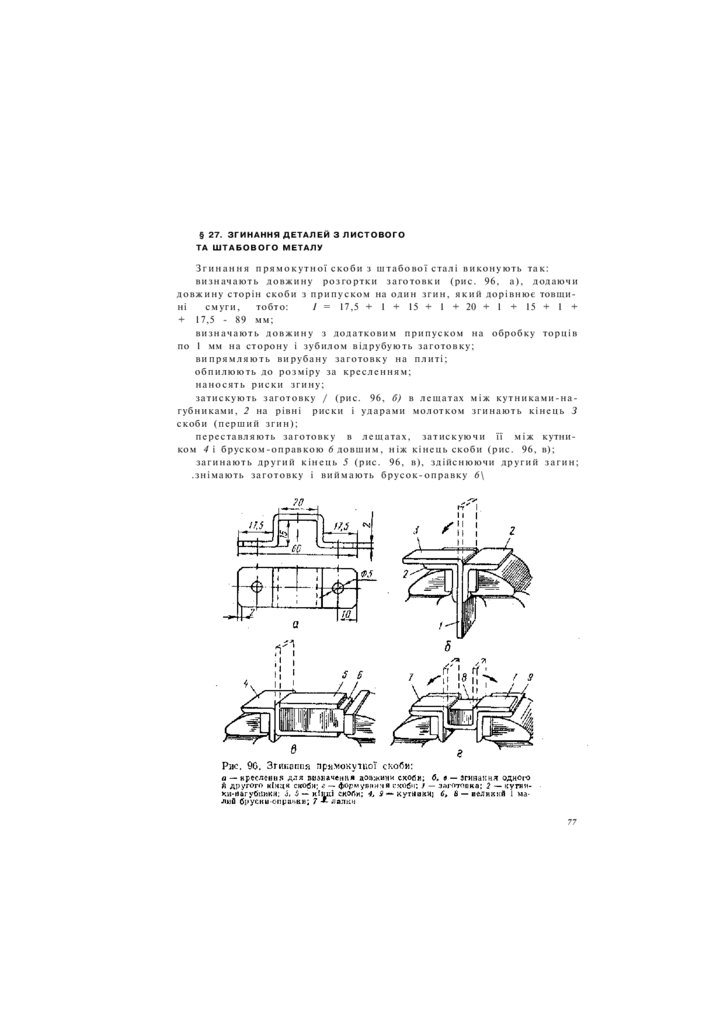
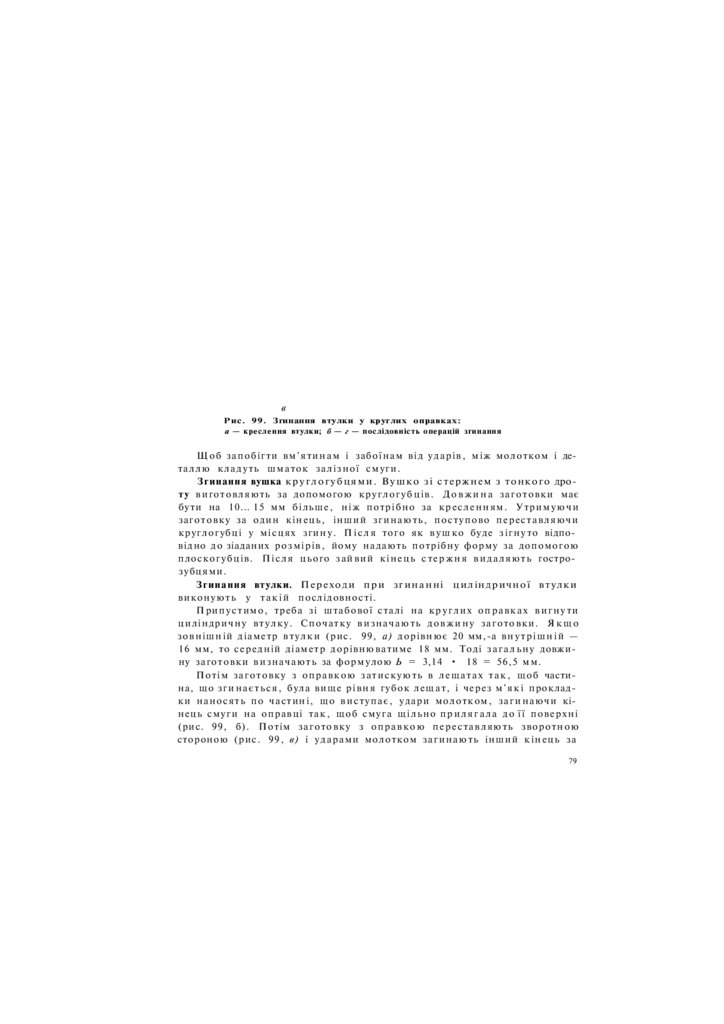
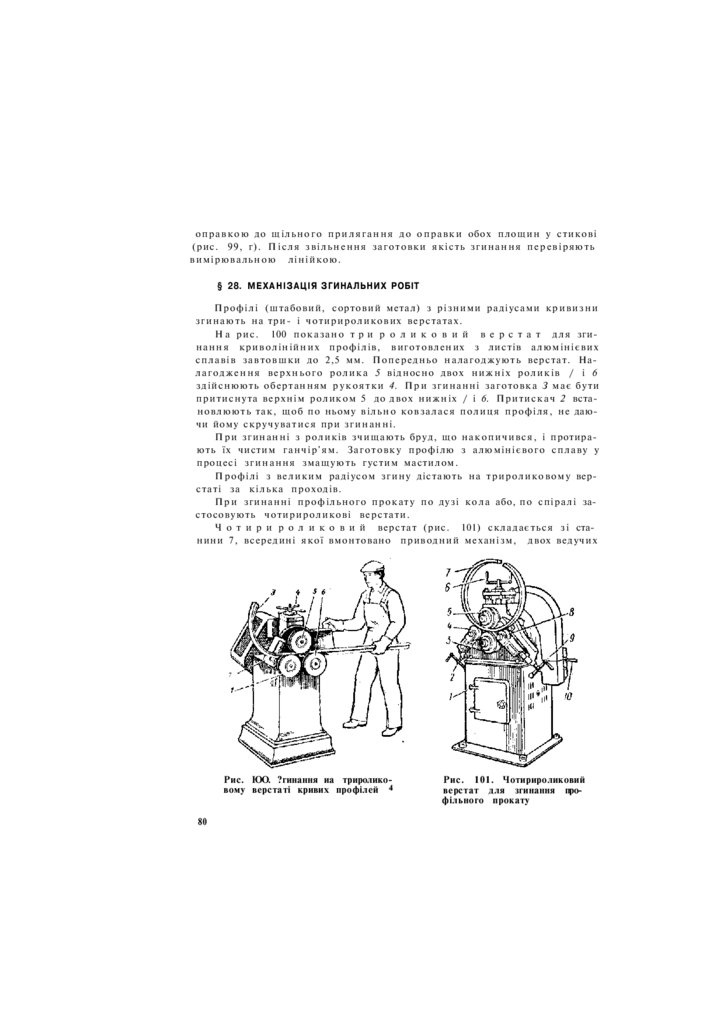
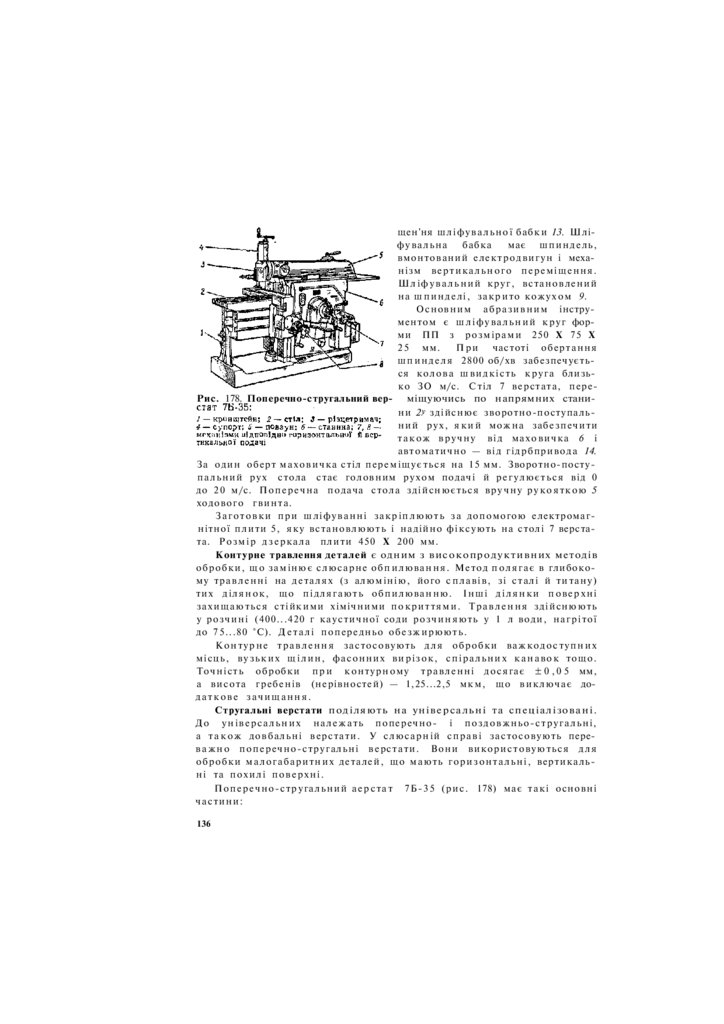
Слюсарна-справа
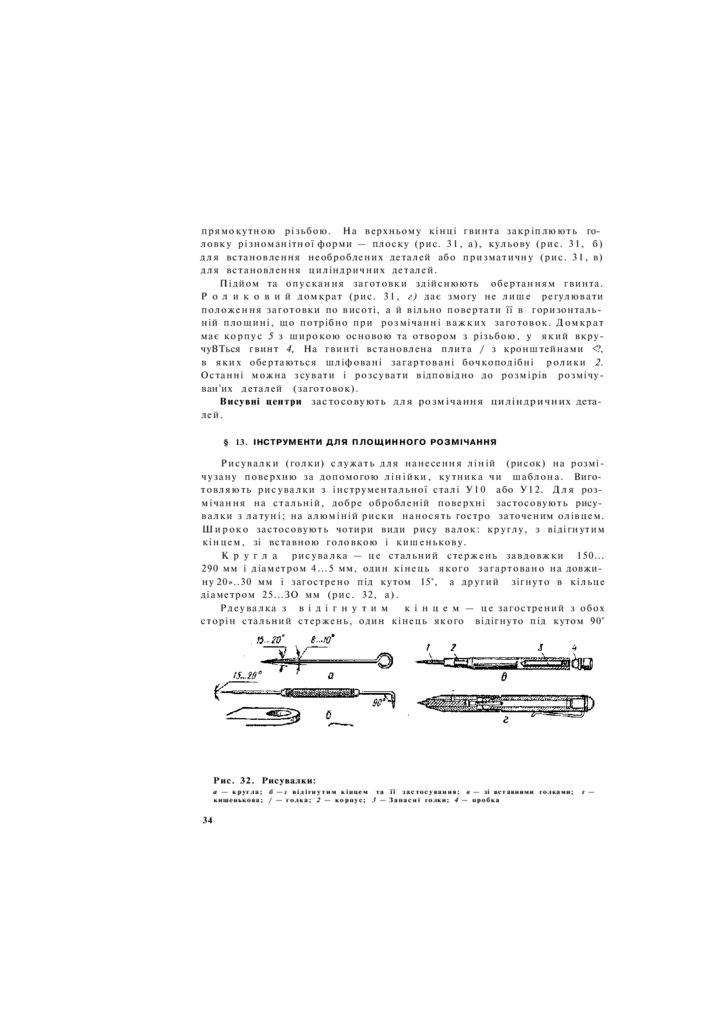
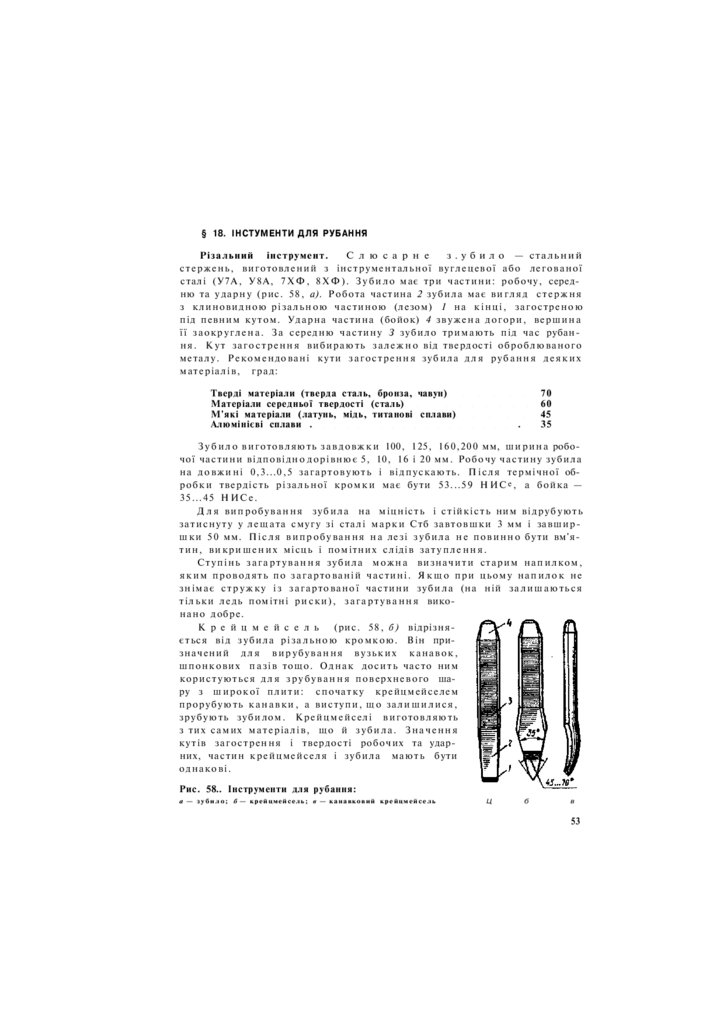
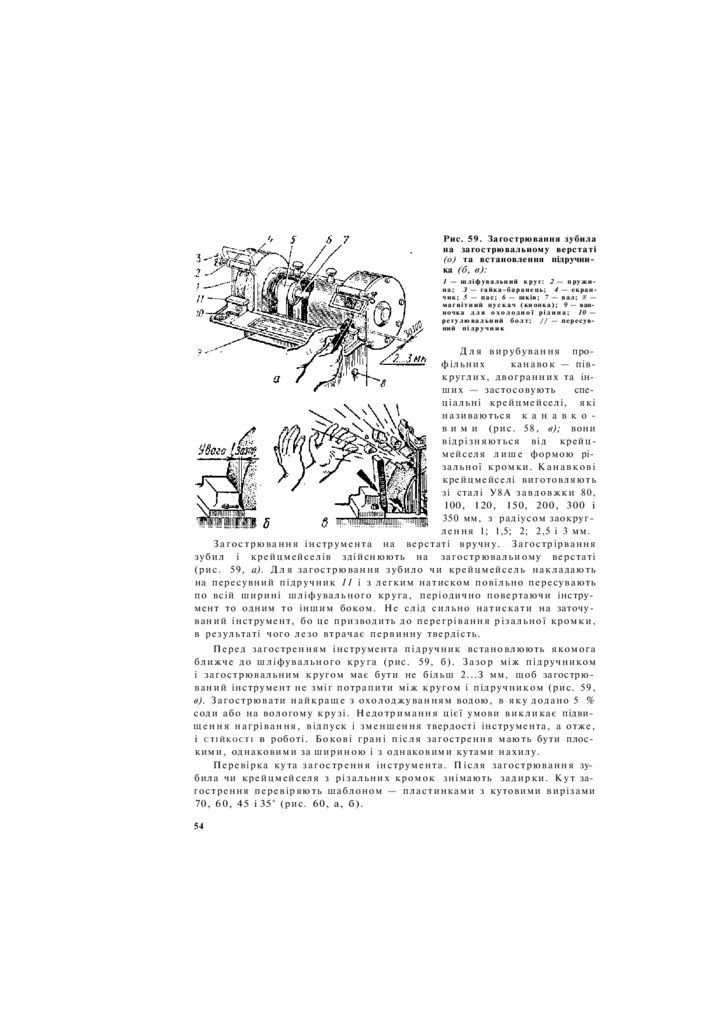
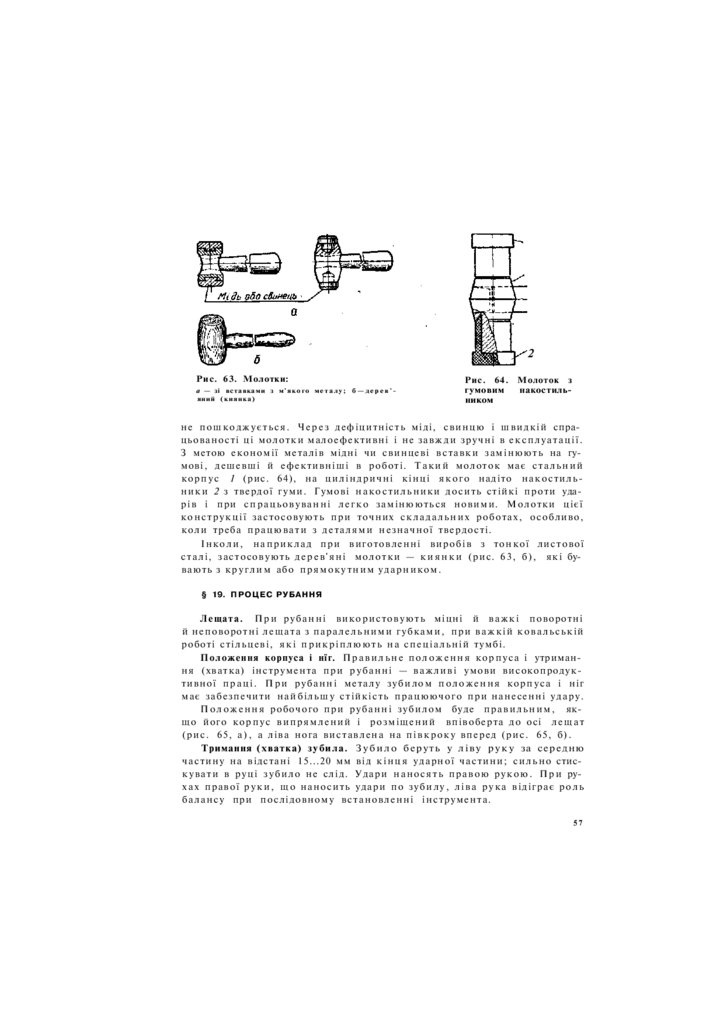
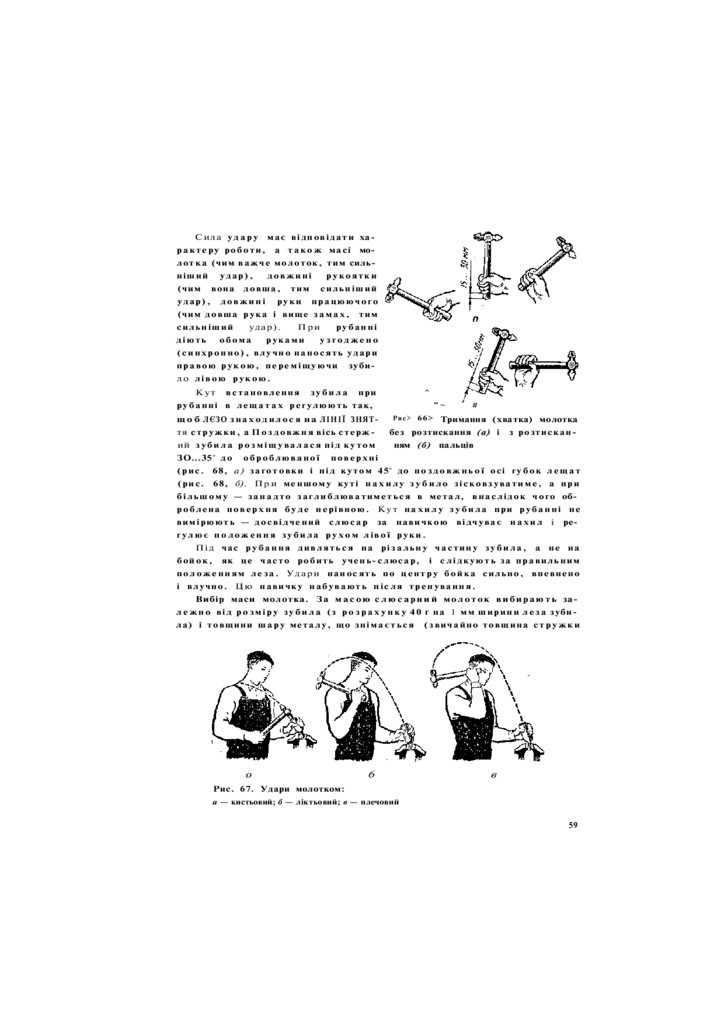
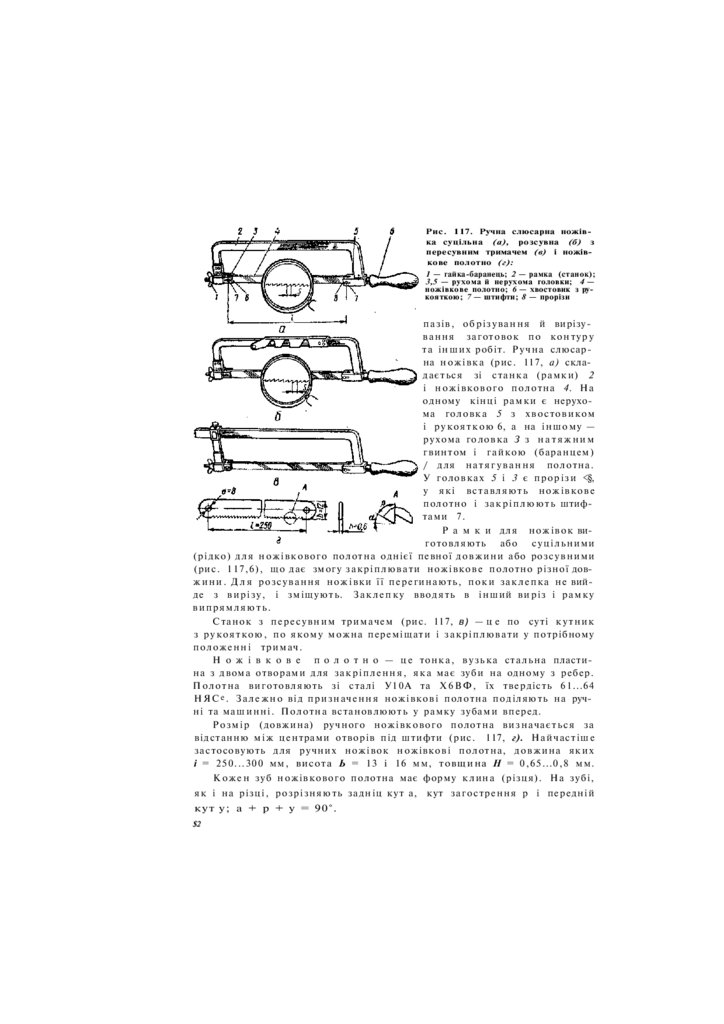
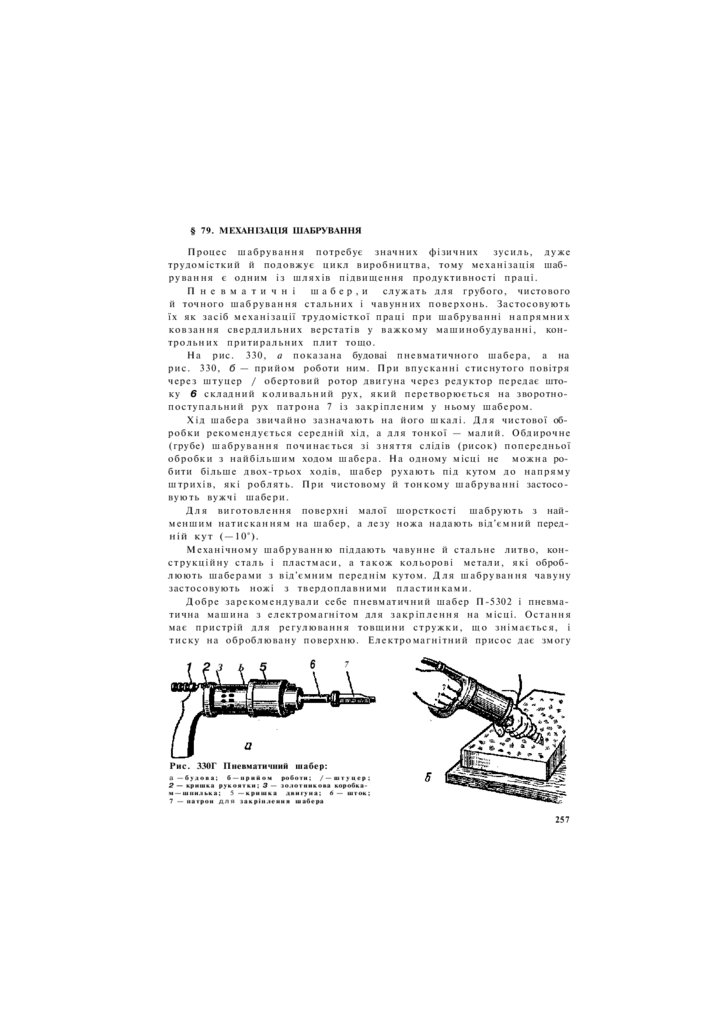
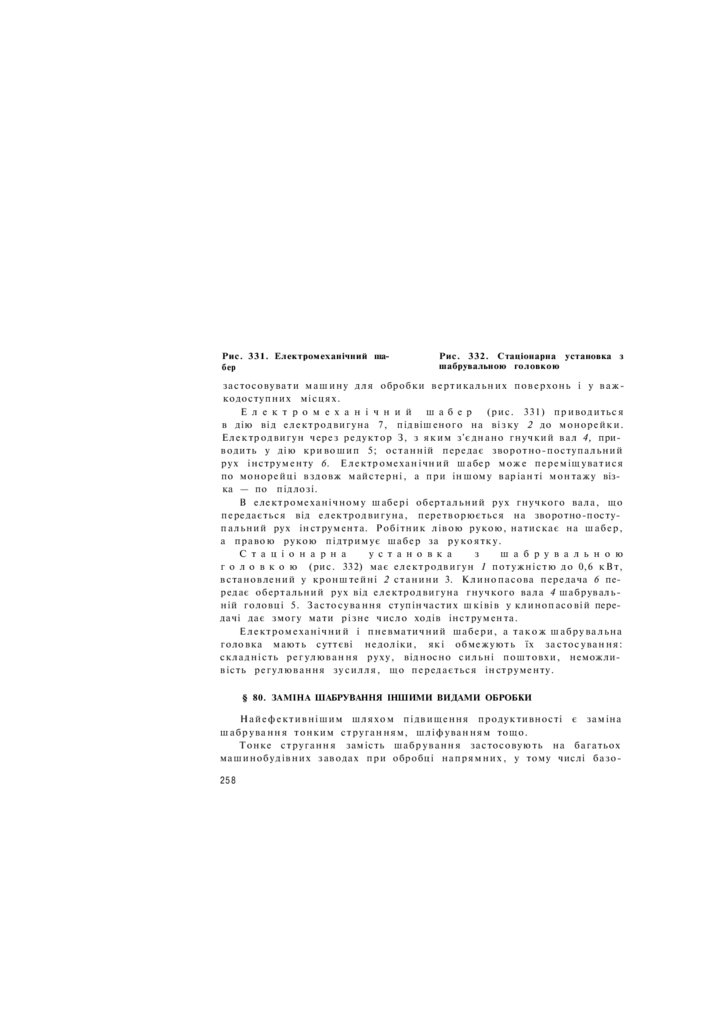
1.
2.
ББК34.671 я722
М15
У Д К 683.3(075.3)
Перекладено за виданням: Макиенко Н. И. Общий курс слесарного де
ла.— 3-е изд., испр.— М. : Высш. шк., 1989.— 335 с.
Редакція літератури з машинобудування і будівництва
Редактор П. М. Юрченко
Макієнко M. І.
М15
З а г а л ь н и й курс слюсарної справи: П і д р у ч н и к / П е р .
В . К . С и д о р е н к о . — К . : Вища ш к . , 1 9 9 4 . — 311 с : іл.
I S B N 5-11-004084-2
з
рос.
Описано обладнання, інструменти і пристрої, прийоми виконання слю
сарних операцій. Дано відомості про види, причини виникнення і способи
запобігання браку, організацію робочого місця, безпеку роботи і протипо
жежні заходи.
Для учнів професійно-технічних училищ.
М
2704080000—095
2ЇЇ=94
ISBN
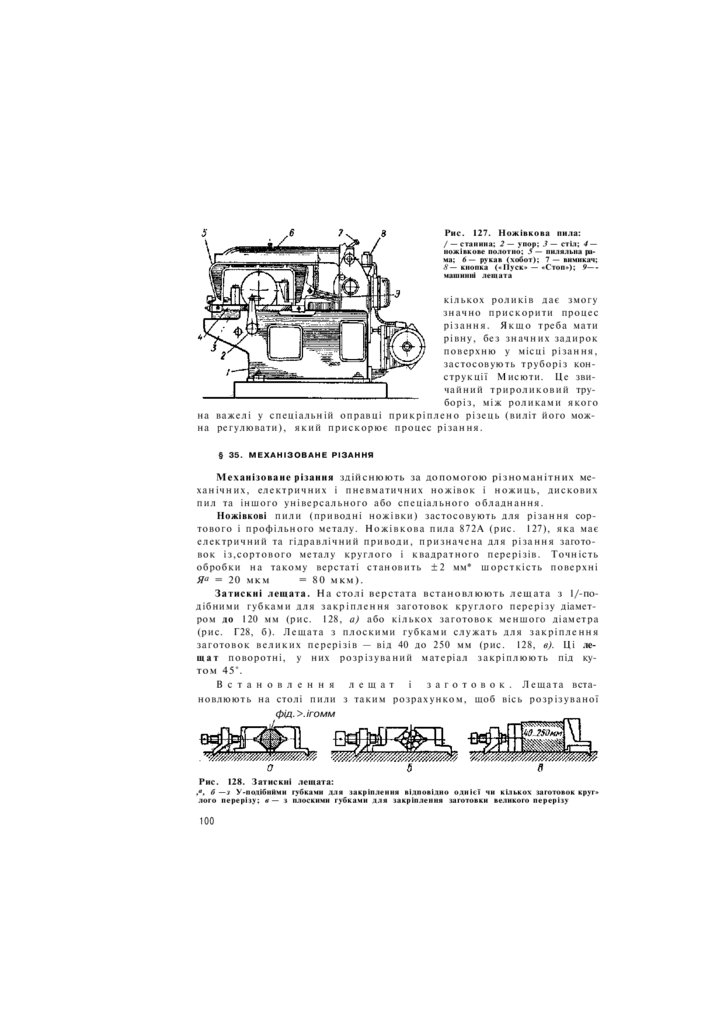
100
5-11-004084-2
-
94
ББК 34.67Ія722
© Издательство «Высшая шко
ла», . 1989, с изменениями
@ Переклад на українську
мову, В. К. Сидоренко, 1994
3.
ВСТУПРозвиток
машинобудування та металообробної
промисловос
ті з а л е ж и т ь від виробництва сучасних верстатів та іншого прогресив
ного технологічного о б л а д н а н н я , створення г н у ч к и х автоматизова
них виробництв, роторних та роторно-конвеєрних л і н і й , застосуван
ня обчислювальної т е х н і к и , систем автоматизованого п р о е к т у в а н н я ,
машин та о б л а д н а н н я з вбудованими засобами мікропроцесорної тех
н і к и , б а г а т о о п е р а ц і й н и х верстатів з числовим програмованим керу
ванням.
В п р о в а д ж е н н я у промисловість, будівництво і сільське господарст
во нової т е х н і к и потребує високої к в а л і ф і к а ц і ї р о б і т н и к і в , здатних
засвоїти та повністю в и к о р и с т а т и усі види
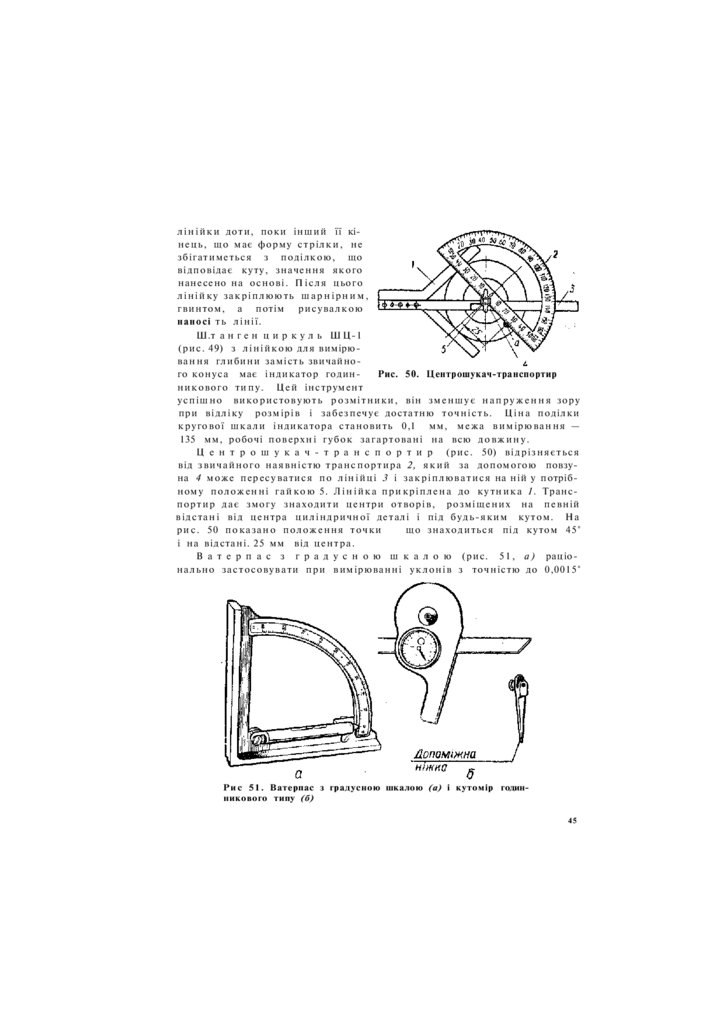
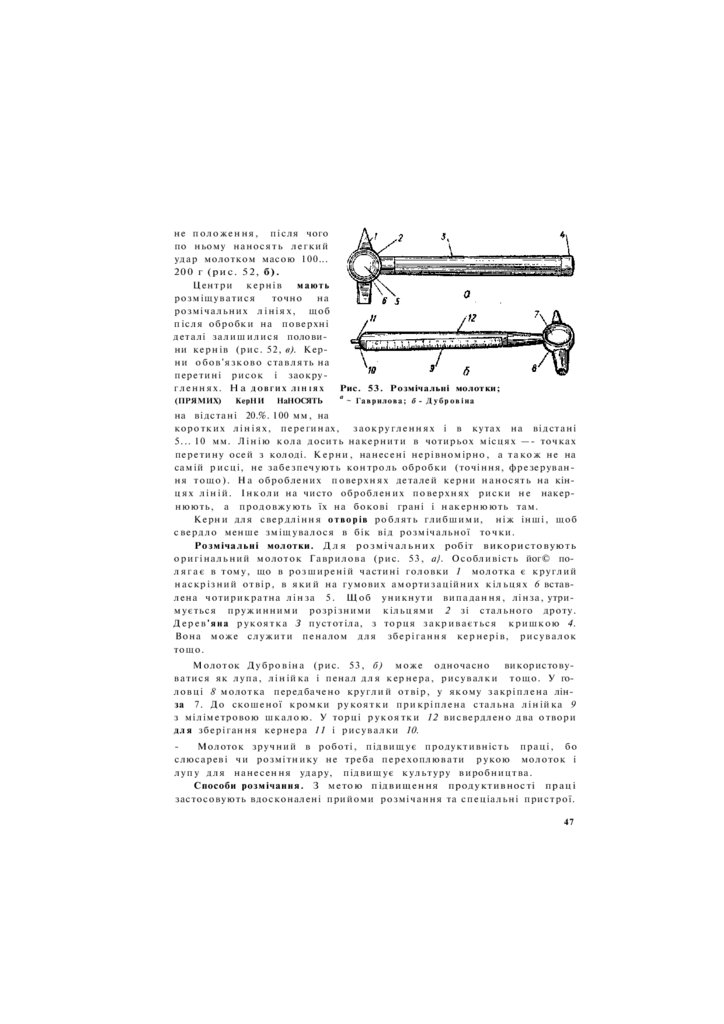
технічного о с н а щ е н н я .
Стаючи фізично легшою, п р а ц я набуває все б і л ь ш творчого характе
р у , потребує різноманітних з н а н ь . Н а п р и к л а д , щоб успішно здійсню
вати р е г у л ю в а н н я , ремонт, н а л а г о д ж е н н я складного у с т а т к у в а н н я ,
треба добре знати його к о н с т р у к ц і ю ; щоб осмислити х а р а к т е р перебігу
я к и х о с ь процесів, потрібні з н а н н я з м е х а н і к и , е л е к т р о н і к и , електро
т е х н і к и . Сучасний робітник, щоб керувати автоматичними системами,
мусить знати їх принцип дії, а т а к о ж уміти провадити р о з р а х у н к и ,
читати креслення та іншу технічну документацію. З а р а з потрібні
робітники, я к і мають високу к в а л і ф і к а ц і ю та володіють професіями
ш и р о к о г о профілю ( н а п р и к л а д , такими я к слюсар механоскладаль
них робіт, розмітник, контролер верстатних і слюсарних робіт, слю
сар з ремонту та н а л а г о д ж е н н я промислового у с т а т к у в а н н я , слюсарінструментальник по штампах і п р и с т р о я х , слюсяр-електрик, налад
чик автоматичованих л і н і й ) .
Професійно-технічні
училища — основна ш к о л а
підготовки ви
с о к о к в а л і ф і к о в а н и х робітників. Серед робочих професій слюсар —
о д н а з н а й п о ш и р е н і ш и х . В основу підготовки с л ю с а р і в п о р я д з теоре
тичним н а в ч а н н я м покладена участь у продуктивній п р а ц і . На уро
ках виробничого н а в ч а н н я учні вивчають теоретичні основи техніки
та т е х н о л о г і ї в и к о н а н н я робіт, передбачених к в а л і ф і к а ц і й н и м и харак
теристиками, о б л а д н а н н я , пристрої, інструменти, що застосовуються
при виконанні цих робіт, металознавство, к р е с л е н н я , допуски і тех
нічні в и м і р ю в а н н я , економіку виробництва, безпеку п р а ц і , технічну
естетику, а потім під час виробничої п р а к т и к и на підприємствах учні
набувають навичок та умінь виконувати
роботу із с п е ц і а л ь н о с т і .
4.
Р о з д і л 1. ЗАГАЛЬНІ ВІДОМОСТІПРО С Л Ю С А Р Н У СПРАВУ
§ 1. П Р О Ф Е С І Я С Л Ю С А Р Я
Слюсарні роботи — це обробка м а т е р і а л і в , я к а звичайно допов
нює верстатну механічну обробку, або виготовлення виробів сполу
ченням деталей, с к л а д а н н я м машин і механізмів, а т а к о ж їх регулю
в а н н я м . Слюсарні роботи виконуються за допомогою ручного чи
механізованого слюсарного інструмента або на верстатах.
Люди навчилися добувати й о б р о б л я т и метали з давніх-давен.
З металу виготовляли з н а р я д д я п р а ц і (наприклад, сокири, коси, серпи),
засоби захисту (щити, мечі тощо), предмети домашнього в ж и т к у (кот
л и , ч а ш к и , т а з и ) , п р и к р а с и та інші вироби.
П р о т я г о м багатьох р о к і в металеві вироби в и г о т о в л я л и вручну ковалі-ремісники. П і з н і ш е з розвитком ковальського ремесла, появою
р і з н и х п р и с т р о ї в , удосконаленням з н а р я д ь п р а ц і , застосуванням брон
зи та з а л і з а п р а ц я м і ж ковалями-ремісниками р о з д і л и л а с я . Одні ко
в а л і в и к о н у в а л и грубші роботи, н а п р и к л а д з н а р я д д я п р а ц і , речі
домашнього в ж и т к у , а д р у г і — дрібніші та тонші предмети.
В X I V — X V ст. в и н и к а є нова г а л у з ь ковальського виробництва —
холодне к у в а н н я металу, тобто остаточна його обробка без нагрі
в а н н я , а разом з нею і слюсарне ремесло. Н а й т и п о в і ш и м и представ
никами цієї справи були замочники — майстри з в и г о т о в л е н н я зам
ків. На початку XVIII ст. замочників називали «шлосерами» (замок на
німецькій der Schloss). З часом іноземне слово набуло ш и р ш о г о зна
чення. Т а к в и н и к л а назва «слюсар».
З р а з к и зброї, з н а р я д ь п р а ц і , різних механізмів (замків, годин
н и к і в , машин) та інших виробів в р а ж а ю т ь складністю о б р о б к и , ре
тельністю о з д о б л е н н я , засвідчуючи, що холодна обробка металу, мис
тецтво р і з а т и метал вручну були поширені ще к і л ь к а століть т о м у .
З п о я в о ю м е т а л о р і з а л ь н и х верстатів та їх удосконаленням поступово
с к о р о ч у в а л а с я частка ручної п р а ц і , бо вона з а м і н ю в а л а с я працею
стругальників, токарів, фрезерувальників,
ш л і ф у в а л ь н и к і в тощо.
Та о д н і є ю з ведучих з а л и ш и л а с я професія с л ю с а р я . Як і р а н і ш е , ціну
ється п р а ц я слюсаря-майстра, від я к о г о вимагається вміння викону
вати всі види ручної обробки металів.
5.
§ 2. ВИДИ С Л Ю С А Р Н И Х РОБІТУ сучасному машинобудуванні р о л ь слюсарних робіт надзвичай
но в е л и к а : жодну машину, механізм чи п ри л а д не можна с к л а с т и та
відрегулювати Оез участі с л ю с а р я .
Слюсарні роботи застосовують в різних видах виробництва. Тому
слюсарів-універсалш п о д і л я ю т ь за видами робіт:
слюсарі-складальники — складають
машини
та м е х а н і з м и ;
слюсарі-ремонтники — здійснюють технічне о б с л у г о в у в а н н я
та
ремонт машин і механізмів,
слюсарі-інструментальники — забезпечують виробництво інстру
ментами та пристроями;
слюсарі з м о н т а ж у п р и л а д і в — виконують у с т а н о в л е н н я їх на
місце, підведення р і з н и х видів енергії т о щ о .
В и в ч е н н я слюсарної с п р а в и потрібно т а к о ж м е х а н і з а т о р а м сіль
с ь к о г о господарства, водіям автомобілів та іншим п р а ц і в н и к а м .
С л ю с а р н і роботи р і з н и х видів об'єднує єдина т е х н о л о г і я виконан
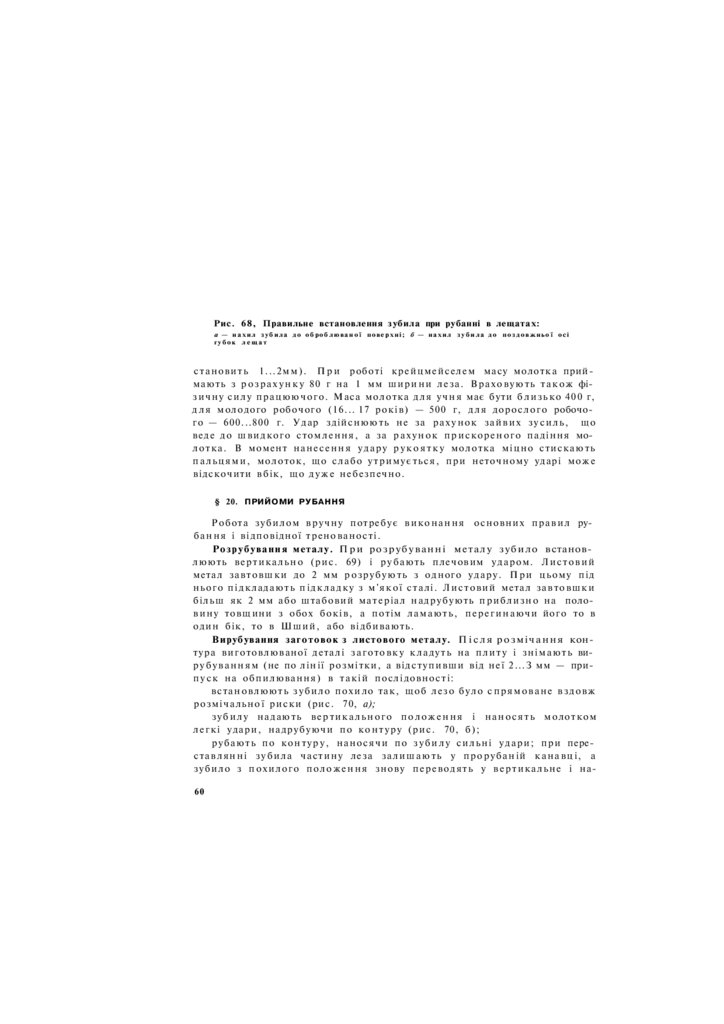
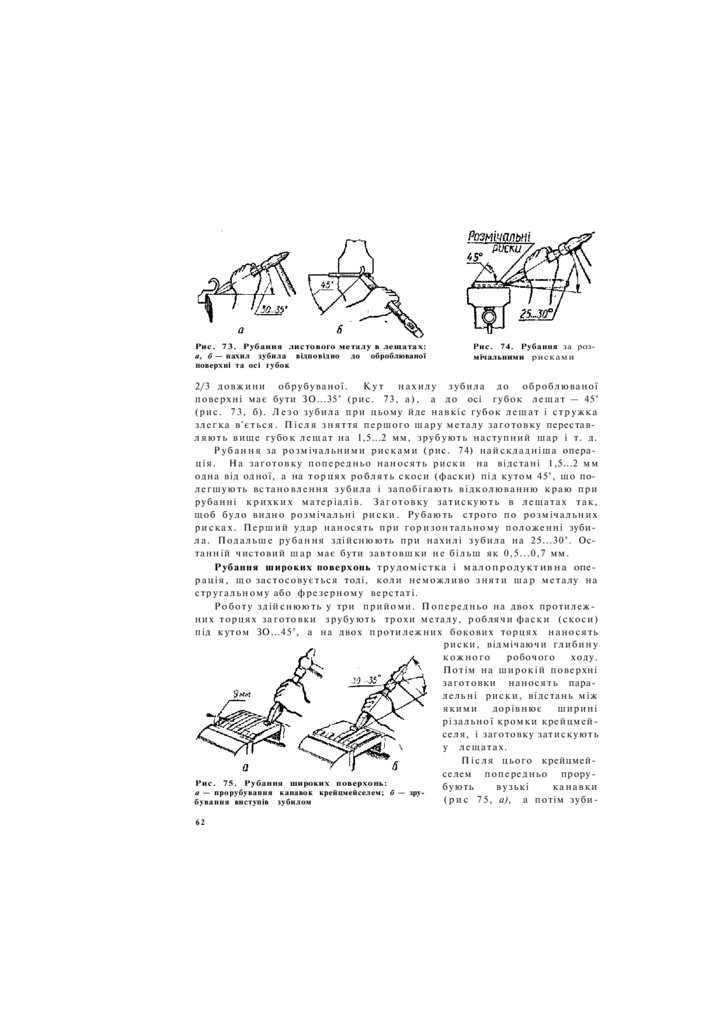
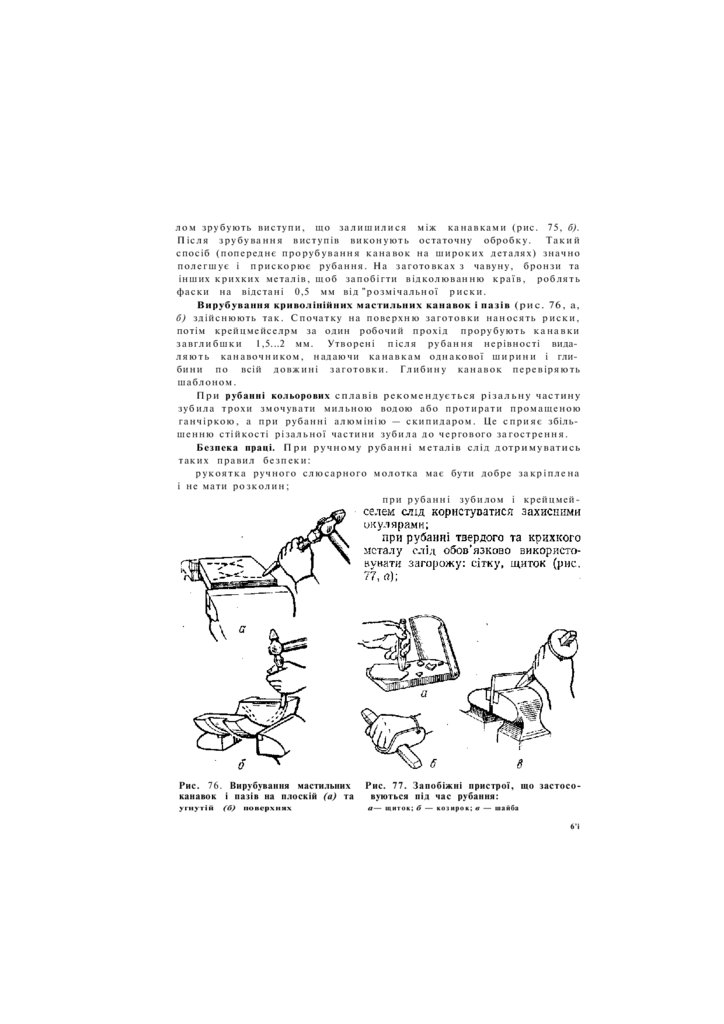
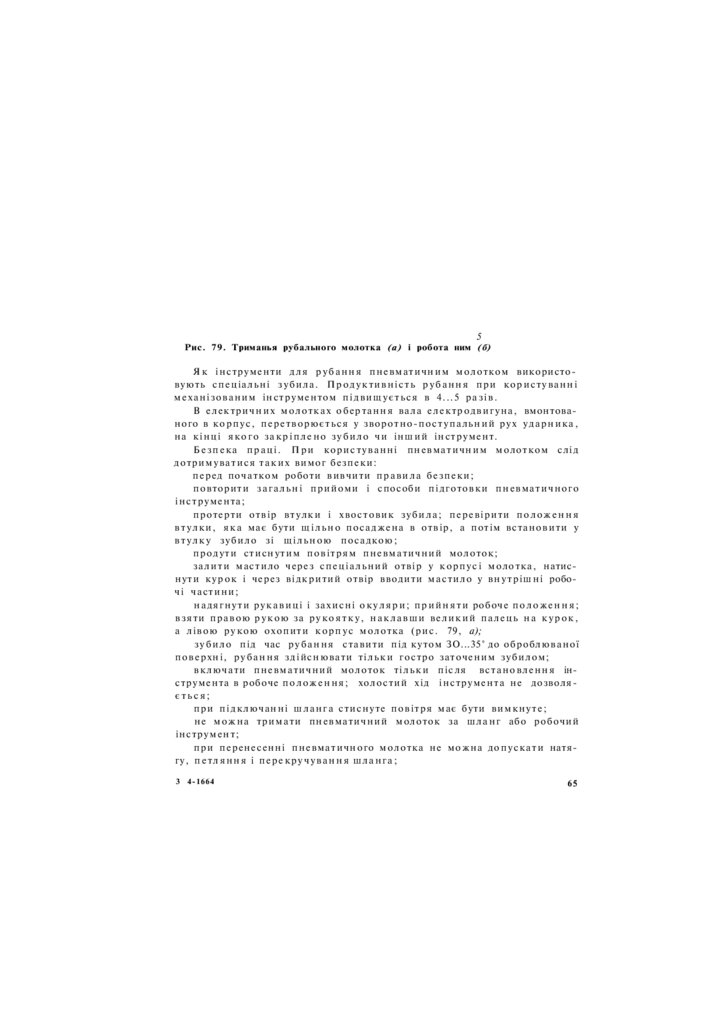
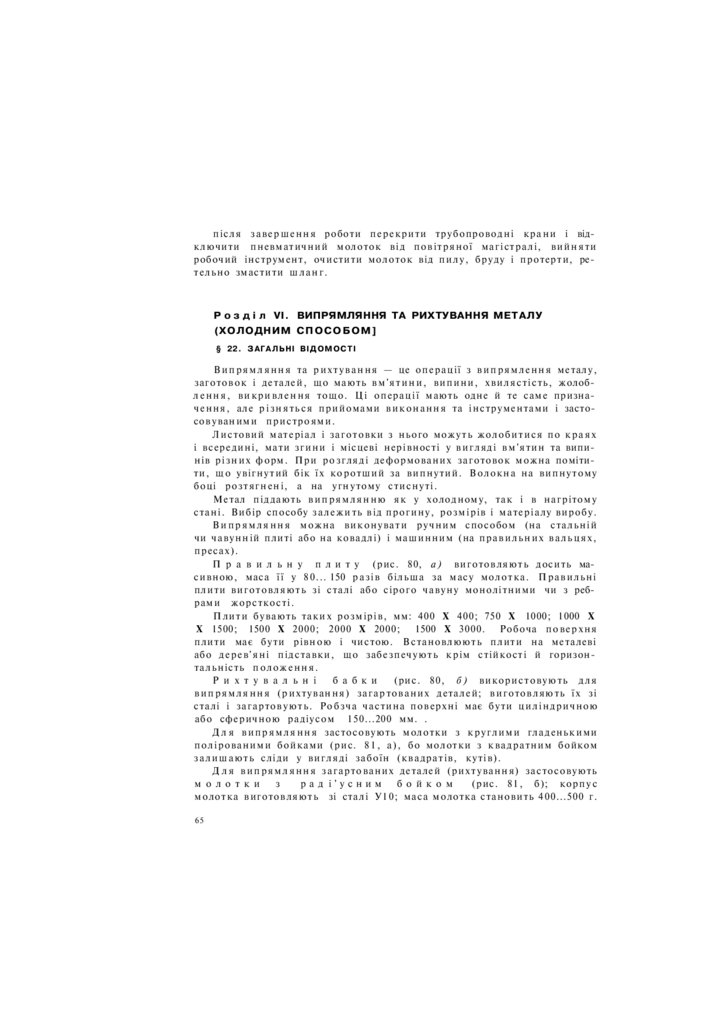
ня операцій, до яких належать розмічання, рубання, випрямляння
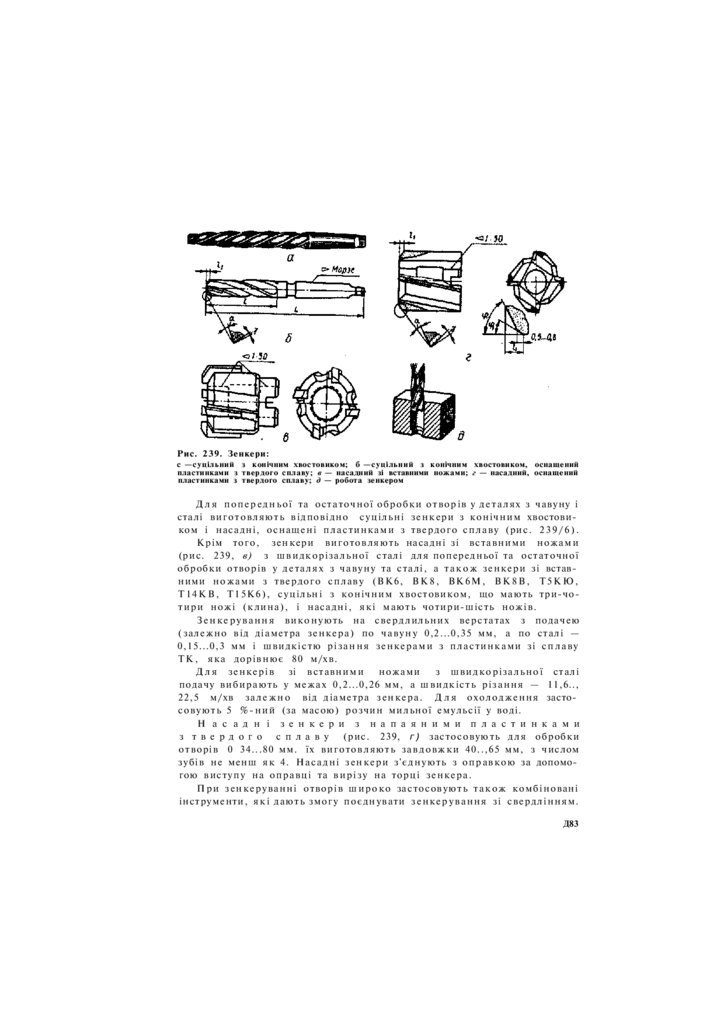
т а з г и н а н н я , р і з а н н я , о б п и л ю в а н н я , с в е р д л і н н я , з е н к у в а н н я т а зен
керування, розвірчування отворів, нарізування різьби, клепання,
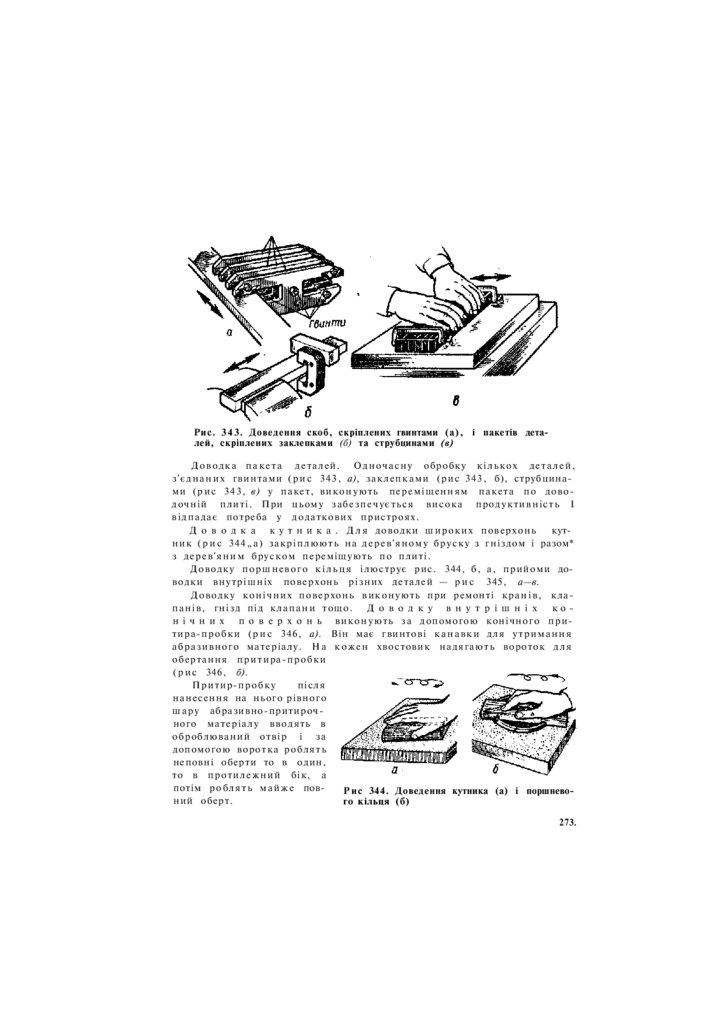
ш а б р у в а н н я , р о з п и л ю в а н н я та п р и п а с у в а н н я , п р и т и р а н н я та дове
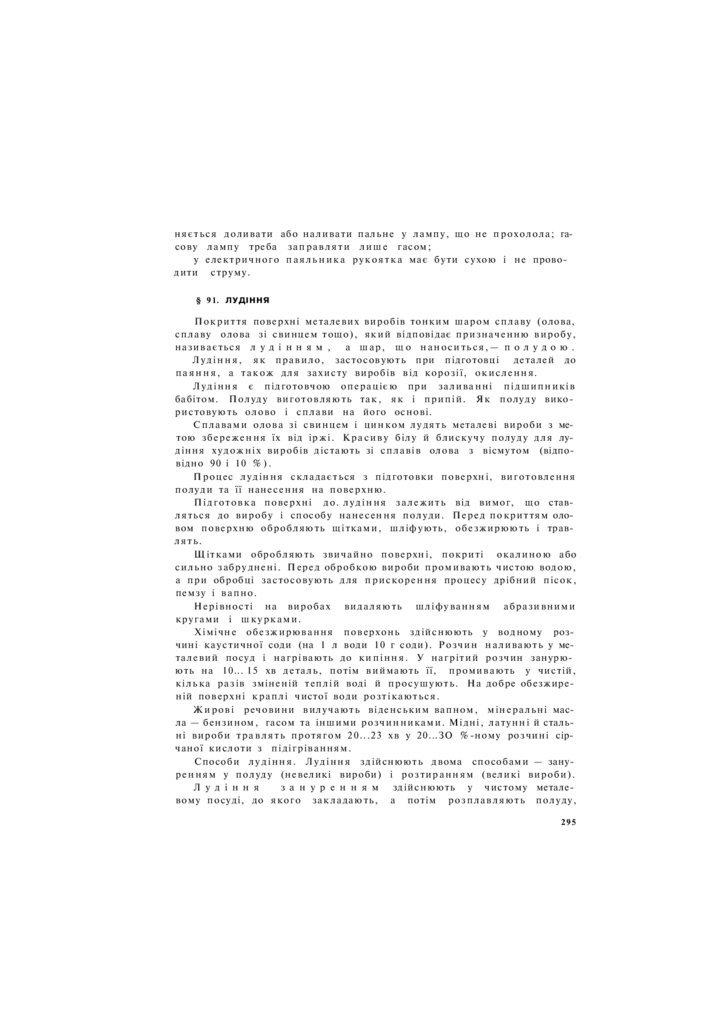
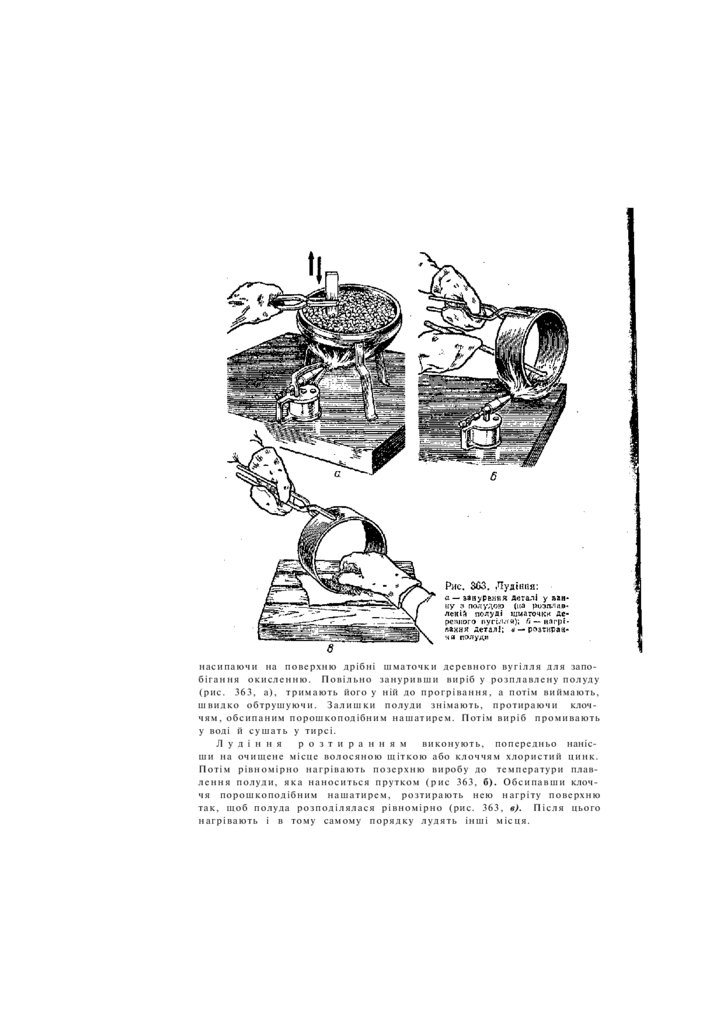
дення, лудіння і склеювання.
Завдяки застосуванню
механізованого
інструмента,
пристро
їв і верстатного о б л а д н а н н я професія с л ю с а р я почала н а б л и ж а т и с я
до професій робітників-верстатників. Тепер слюсар повинен уміти
п р а ц ю в а т и на с т р у г а л ь н и х , ш л і ф у в а л ь н и х , доводочних та інших
верстатах.
Обсяг слюсарної обробки значною мірою х а р а к т е р и з у є т ь с я рів
нем т е х н о л о г і ї і з а л е ж и т ь від типу виробництва.
На підприємствах або в м а й с т е р н я х , що в и г о т о в л я ю т ь різнома
нітні вироби у невеликій к і л ь к о с т і ( о д и н и ч н е в и р о б и и ц т в о ) , від с л ю с а р і в потрібна універсальність. Слюсар на такому під
приємстві виконує роботи різної складності. П р и потребі він здійс
нює ремонт і монтаж верстатів, в и г о т о в л я є пристрої, в и к о н у є роботу
шліфувальника, токаря, фрезерувальника тощо.
Н а підприємствах с е р і й н о г о в и р о б н и ц т в а , д е виго
т о в л я ю т ь однорідні деталі великими п а р т і я м и , підвищується точність
механічної обробки і відповідно зменшується обсяг с л ю с а р н и х робіт,
але слюсар в и к о н у є ручну роботу, що не м о ж н а на м а ш и н і .
П р а ц я с л ю с а р я з а л и ш а є т ь с я і н а підприємствах м а с о в о г о в и
р о б н и ц т в а , д е однорідна п р о д у к ц і я в и п у с к а є т ь с я у в е л и к і й
кількості та т р и в а л и й час (рік, два і більше).
Р у ч н а с л ю с а р н а о б р о б к а менш п р о д у к т и в н а , н і ж механічна (на
верстатах), і потребує б і л ь ш и х фізичних з у с и л ь робітника. Тому т а м ,
де це м о ж л и в о , ручну обробку з а м і н ю ю т ь механічною.
5
6.
§ 3. КУЛЬТУРА ТА ПРОДУКТИВНІСТЬ ПРАЦІ.ЯКІСТЬ ПРОДУКЦІЇ
Культуру праці р о з г л я д а ю т ь як уміння та звичку р а ц і о н а л ь н о
планувати, організовувати і контролювати свою роботу.
Продуктивність праці вимірюється к і л ь к і с т ю продукції, виготов
леної робітником за одиницю робочого часу (годину, зміну, м і с я ц ь ,
рік), або к і л ь к і с т ю часу, витраченого на виробництво одиниці про
дукції.
Однією з важливих умов підвищення продуктивності
праці є
усунення причин, що ведуть до втрат робочого часу. Робота має бути
о р г а н і з о в а н а т а к , щоб к о ж н а хвилина робочого часу використовува
л а с я з максимальною ефективністю. Д л я цього потрібні організова
ність і самодисципліна.
Якість продукції — с у к у п н і с т ь властивостей п р о д у к ц і ї , що задо
в о л ь н я ю т ь певним потребам відповідно до її п р и з н а ч е н н я . Якість про
дукції визначається при одночасному розгляді та оцінці технічних,
е к с п л у а т а ц і й н и х , к о н с т р у к т о р с ь к и х , технологічних параметрів, норм
надійності та довговічності, художньо-естетичних властивостей та
економічних п о к а з н и к і в (вартості виробництва та е к с п л у а т а ц і ї ) . По
к а з н и к и якості продукції встановлюються відповідними ГОСТами.
Н а д і й н і с т ь — властивість виробу виконувати задані функ
ції, зберігаючи свої е к с п л у а т а ц і й н і показники протягом необхідного
п р о м і ж к у часу чи наробітку.
Н а д і й н і с т ь з а л е ж н о від призначення виробу та умов його експлу
а т а ц і ї — це безвідмовність, довговічність, з б е р і г а н н я та ремонтопри
датність.
Д о в г о в і ч н і с т ь — здатність виробу зберігати свої власти
вості (продуктивність, безвідмовність, точність тощо) у визначених
межах т р и в а л и й час. П о к а з н и к о м довговічності може бути ресурс часу
чи обсяг роботи при встановленому навантаженні.
На я к і с т ь роботи впливають оптимальний темп
(ступінь швид
кості) і ритм (чергування). Як при з а н и ж е н и х , так і при завищених
темпах роботи послаблюється увага, знижуються я к і с т ь роботи, точ
н і с т ь рухів. П р и визначенні ритму роботи слюсаря враховують, що
операції, я к і потребують концентрації уваги, не повинні чергуватися
з о п е р а ц і я м и , що потребують швидких рухів.
Р о з д і л II. ОРГАНІЗАЦІЯ ПРАЦІ С Л Ю С А Р Я
§ 4. Н А У К О В А О Р Г А Н І З А Ц І Я ПРАЦІ
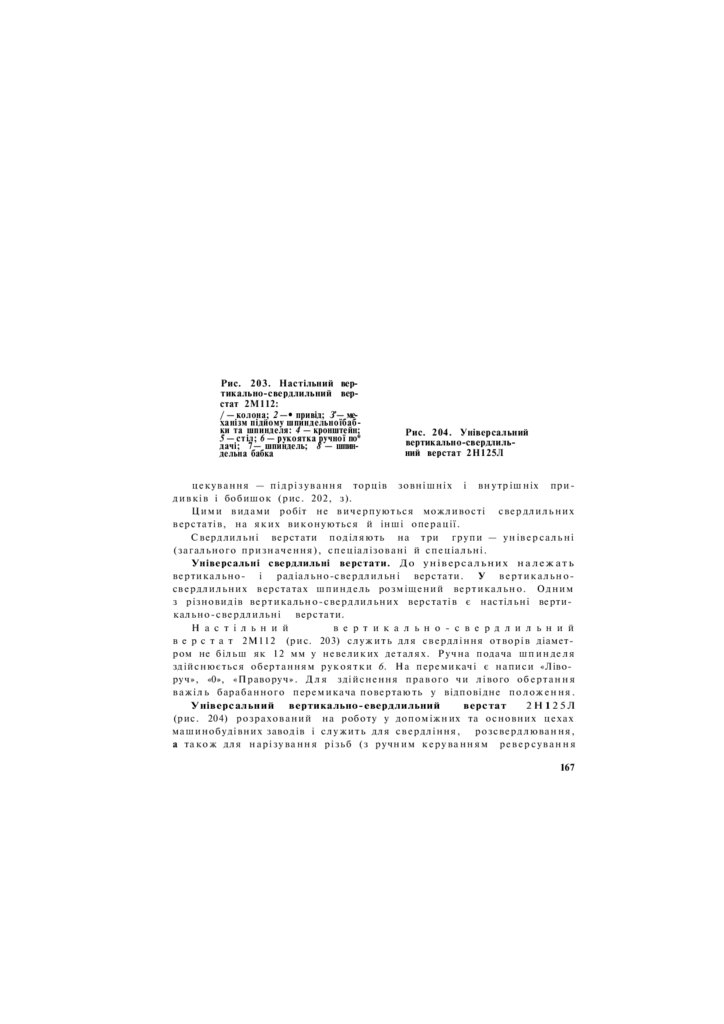
Загальні положення. У сучасних умовах н а у к о в о ю в в а ж а є т ь с я
о р г а н і з а ц і я п р а ц і , що грунтується на д о с я г н е н н я х н а у к и і методах,
я к і в п р о в а д ж у ю т ь с я у виробництво і н а й к р а щ е поєднують т е х н і к у
б
7.
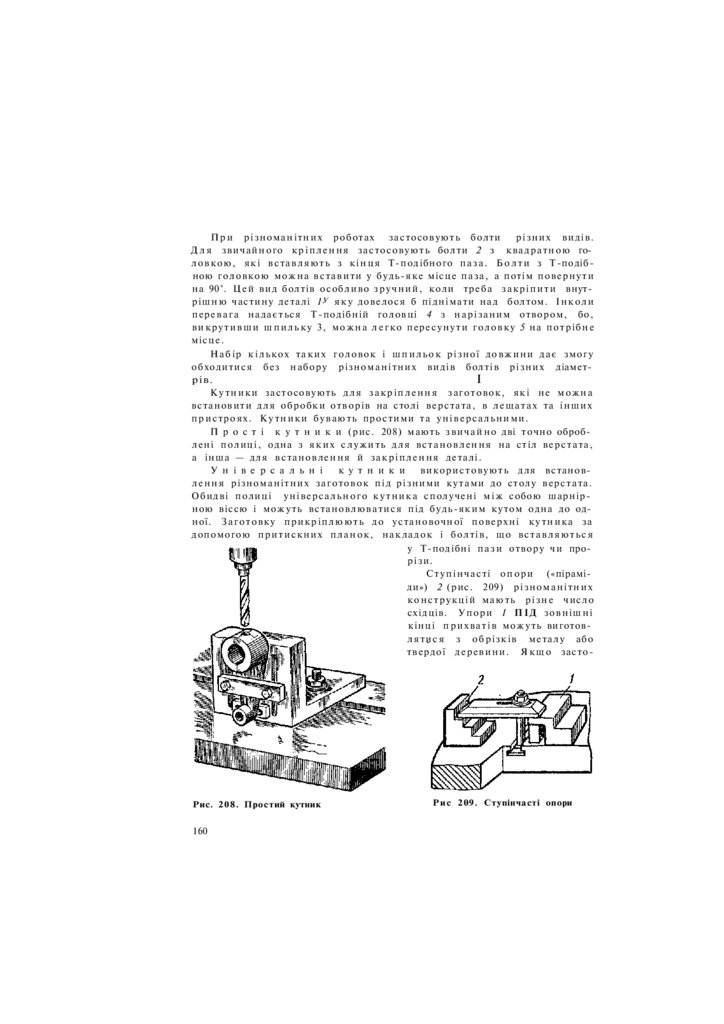
та людей в єдиному виробничому процесі, забезпечує найефективнішевикористання
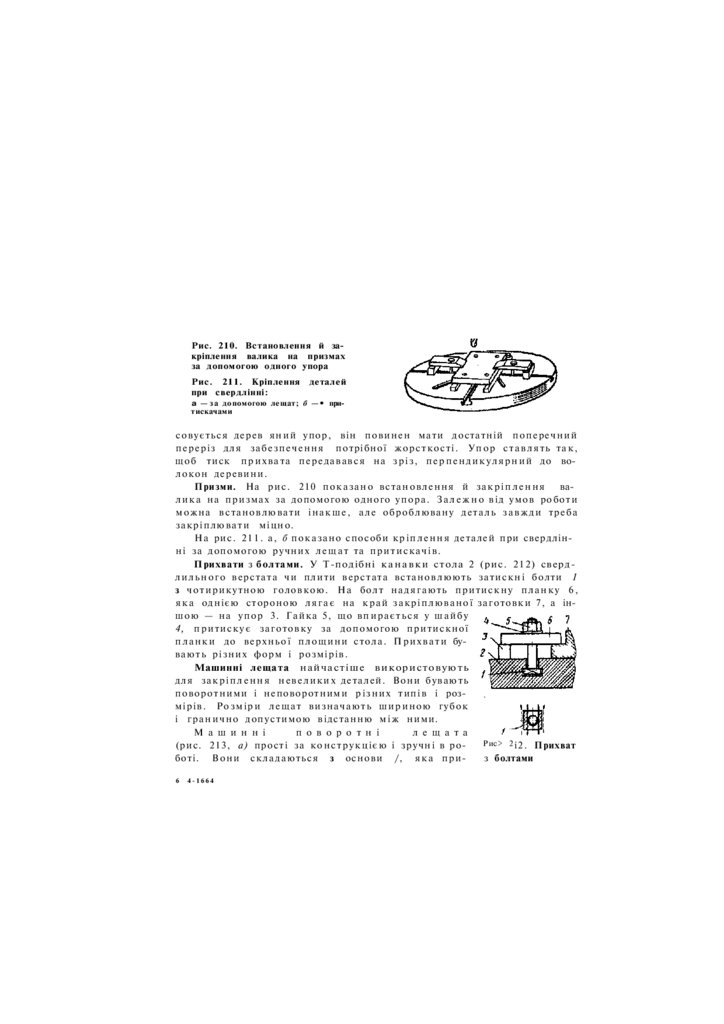
м а т е р і а л ь н и х і трудових ресурсів, безперервне під
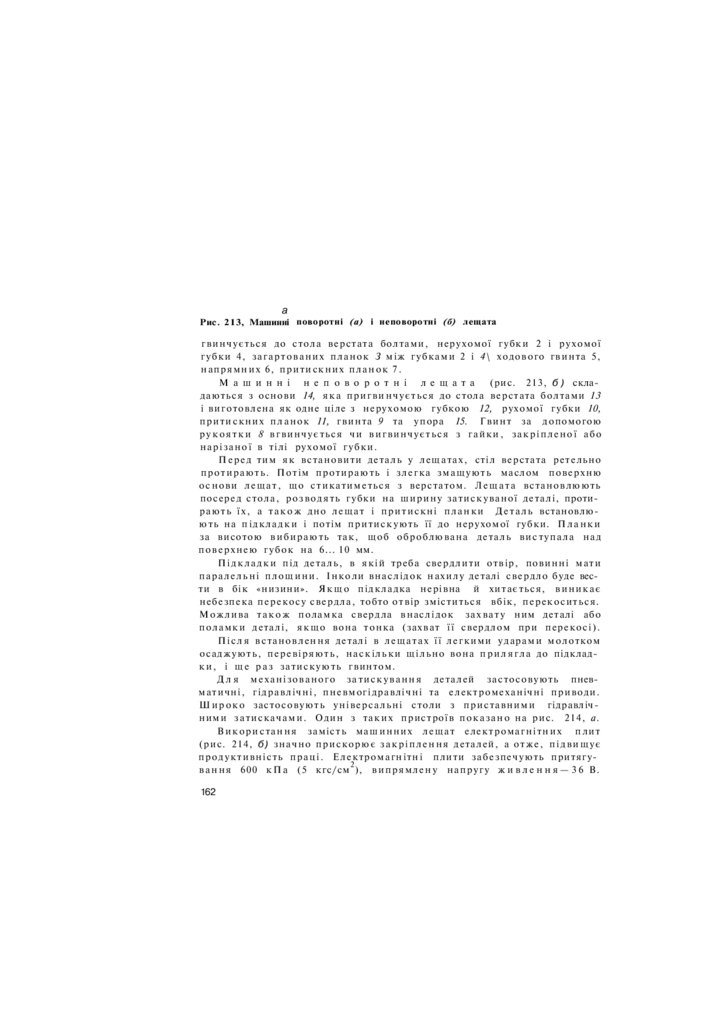
вищення продуктивності
праці, сприяє збереженню здоров'я ро
бітника.
Наукова організація праці містить такі елементи, як обладнання
навчальних майстерень, організація робочих місць (планування, ос
в і т л е н н я ) і трудового процесу (робоча поза, робочі р у х и та їх еле
менти), р о з р о б к а р е ж и м у п р а н і (темп, ритм), створення о п т и м а л ь н и х
с а н і т а р н о - г і г і є н і ч н и х ( м і к р о к л і м а т , шум, в і б р а ц і я , о с в і т л е н н я , осо
биста г і г і є н а ) і естетичних ( к о л і р , п о ф а р б у в а н н я , о д я г , м у з и к а ) умов
п р а ц і , п р о т и п о ж е ж н и х з а х о д і в т а з а б е з п е ч е н н я безпеки п р а ц і .
О б л а д н а н н я слюсарних м а й с т е р е н ь .
ЇУ' с л ю с а р н и х м а й с т е р н я х
і на д і л ь н и ц я х розміщено о б л а д н а н н я і н д и в і д у а л ь н о г о та з а г а л ь н о г о
к о р и с т у в а н н я . Д о о б л а д н а н н я і н д и в і д у а л ь н о г о к о р и с т у в а н н я нале
ж а т ь верстаки з л е щ а т а м и , з а г а л ь н о г о к о р и с т у в а н н я — с в е р д л и л ь н і
й прості з а т о ч у в а л ь н і верстати ( т о ч и л ь н о - ш л і ф у в а л ь н і ) , о б п и л ю в а л ь но-зачисні верстати, ь е р е в і р н і р о з м і ч а л ь н і п л и т и , г в и н т о в и й прес,
н о ж і в к о в и й верстат, в а ж і л ь н і н о ж и ц і , плити д л я в и п р я м л я н н я т а ін.
Д л я р о з м і щ е н н я з а г о т о в о к і д е т а л е й , п р и с т р о ї в та інструментів, до
поміжних м а т е р і а л і в є групові інструментальні шафи, с т е л а ж і , т а р а
д л я заготовок (деталей) і с т р у ж к и .
С л ю с а р н и й
в е р с т а к — основне о б л а д н а н н я
робочого
м і с ц я д л я в и к о н а н н я ручних робіт. Це с п е ц і а л ь н и й с т і л , на я юму
виконуються
слюсарні
роботи. Він має бути міцним і с т і й к и м .
К а р к а с в е р с т а к а — з в а р н а к о н с т р у к ц і я з ч а в у н н и х чи с т а л ь н и х т р у б ,
с т а л ь н о г о п р о ф і л ю ( к у т и к а ) . К р и ш к у (стільницю)
в е р с т а к а виго
т о в л я ю т ь з дощок з а в т о в ш к и 50...60 мм (з т в е р д и х порід д е р е в а ) .
С т і л ь н и ц ю , з а л е ж н о від х а р а к т е р у в и к о н у в а н и х на в е р с т а к у робіт,
п о к р и в а ю т ь листовим металом з а в т о в ш к и 1...2 мм, л і н о л е у м о м чи
ф а н е р о ю і о к а н т о в у ю г ь б о р т и к о м , щоб з неї не с к о ч у в а л и с я де
талі.
Під с т і л ь н и ц е ю в е р с т а к а з в и ч а й н о є висувні я щ и к и (не менше
д в о х ) , поділені на к і л ь к а к о м і р о к д л я з б е р і г а н н я в певному п о р я д к у
інструментів, д р і б н и х деталей та д о к у м е н т а ц і ї .
Слюсарні
верстаки б у в а ю т ь одно- та б а г а т о м і с н і . Одномісні
( р и с . 1, а) мають д о в ж и н у 1000. ..1200 мм, ш и р и н у 700. ..800 мм, висоту
800...900 мм, а багатомісні — д о в ж и н у
з а л е ж н о від числа
пра
цюючих, ш и р и н а і висота їх та с а м а , що й о д н о м і с н и х . Н а й з р у ч н і ш і і
н а й ш и р ш е з а с т о с о в у ю т ь с я одномісні в е р с т а к и .
Б а г а т о м і с н і с л ю с а р н і в е р с т а к и (рис. 1, б) мають істотний недо
л і к : коли один робітник в и к о н у є точні роботи ( р о з м і ч а н н я , обпилю
в а н н я , ш а б р у в а н н я ) , а д р у г и й в цей час — р у б а н н я чи к л е п а н н я , то
в результаті в і б р а ц і ї в е р с т а к а п о р у ш у є т ь с я точність робіт, я к і вико
нує перший р о б і т н и к .
7
8.
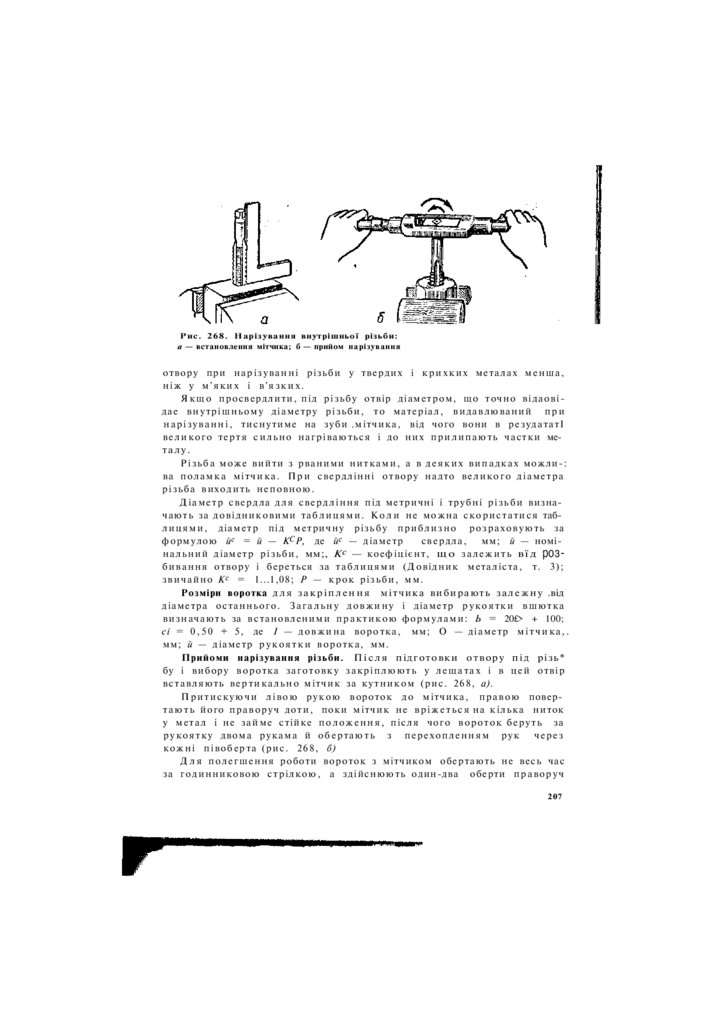
Рис. 1. Слюсарні верстаки з поворотними лещатами:а — одномісні: 6 — багатомісні; / — каркас; 2 — стільниця: 3 — лещата;
4—захисний
е к р а н ; 5 — п л а н ш е т д л я к р е с л е н ь ; 6 — с в і т и л ь н и к : 7 — п о л и ц я д л я в и м і р ю в а л ь н о г о ін«
с т р у м е н т а ; 8 — п л а н ш е т д л я р о б о ч о г о і н с т р у м е н т а : 9 — я щ и к и ; 10 — п о л и ц і ; // —
сидіння
С л ю с а р н и й в е р с т а к (рис. 1, а) с к л а д а є т ь с я з м е т а л е в о г о к а р к а с а
/, в е р с т а к о в о ї д о ш к и (стільниці) 2, з а х и с н о г о е к р а н а (металева сітка
з дрібним очком чи о р г а н і ч н е скло) 4. На в е р с т а к у р о з м і щ у ю т ь
л е щ а т а З з п а р а л е л ь н и м и г у б к а м и , п л а н ш е т 5 д л я к р е с л е н ь , світиль
ник 6", к р о н ш т е й н з п о л и ч к о ю 7 д л я в и м і р ю в а л ь н о г о інструмента,
п л а н ш е т 5 д л я робочого і н с т р у м е н т а .
П і д с т і л ь н и ц е ю є чотири я щ и к и 9 з в і д д і л е н н я м и д л я з б е р і г а н н я
інструмента і д в і п о л и ц і 10 д л я д е т а л е й і з а г о т о в о к . До н і ж к и верста
ка к р і п и т ь с я відкидне сидіння 11.
У м а й с т е р н я х п р о ф т е х у ч и л и щ встановлюють в е р с т а к и , що не перед
бачають п і д с т а в к и і д о п у с к а ю т ь р е г у л ю в а н н я
підйому л е щ а т на
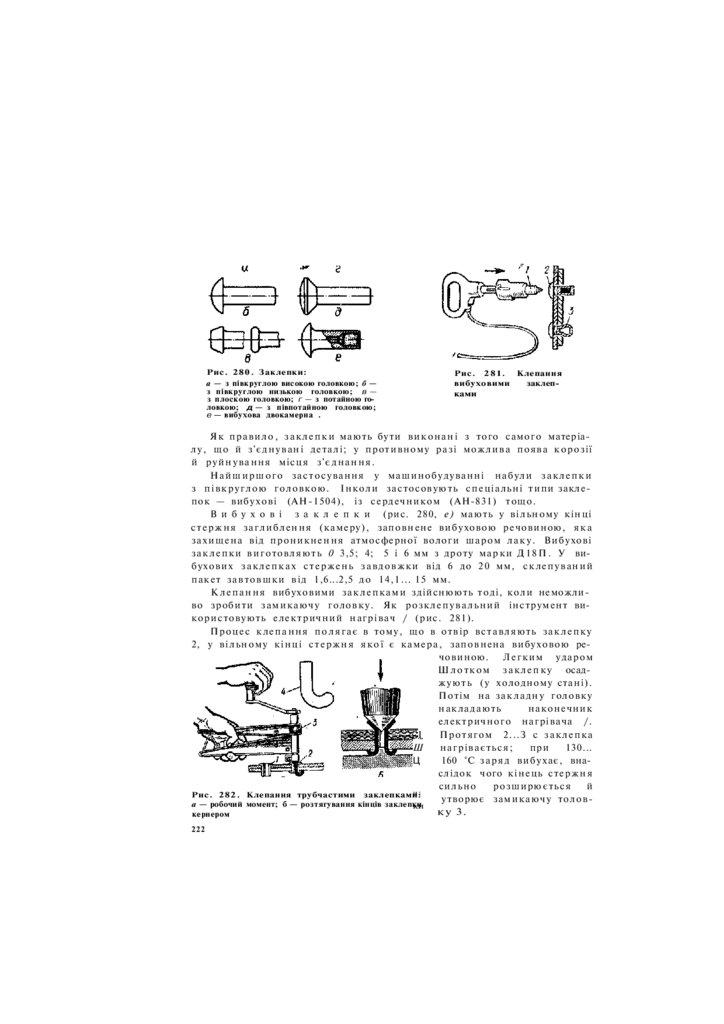
потрібну висоту (рис. 2). У к а р к а с і цього в е р с т а к а міцно з а к р і п л е н а
с п е ц і а л ь н а г а й к а З з різьбою, всередину я к о ї входить стальний хвос
т о в и к . Л е щ а т а піднімають чи о п у с к а ю т ь за допомогою гвинта /,
обертаючи маховичок 8,
В е р с т а к оснащено захисним екраном 5 з м е т а л е в о ї сітки з а в в и ш к и
1 м з о ч к о м не б і л ь ш як 3 мм чи о р г а н і ч н о г о с к л а , п о л и ч к о ю 4 д л я
в и м і р ю в а л ь н о г о інструмента, планшетами 6 д л я робочого інструмента,
що р а з о м з інструментом у к л а д а ю т ь в я щ и к . Д е р е в ' я н а с т і л ь н и ц я вер
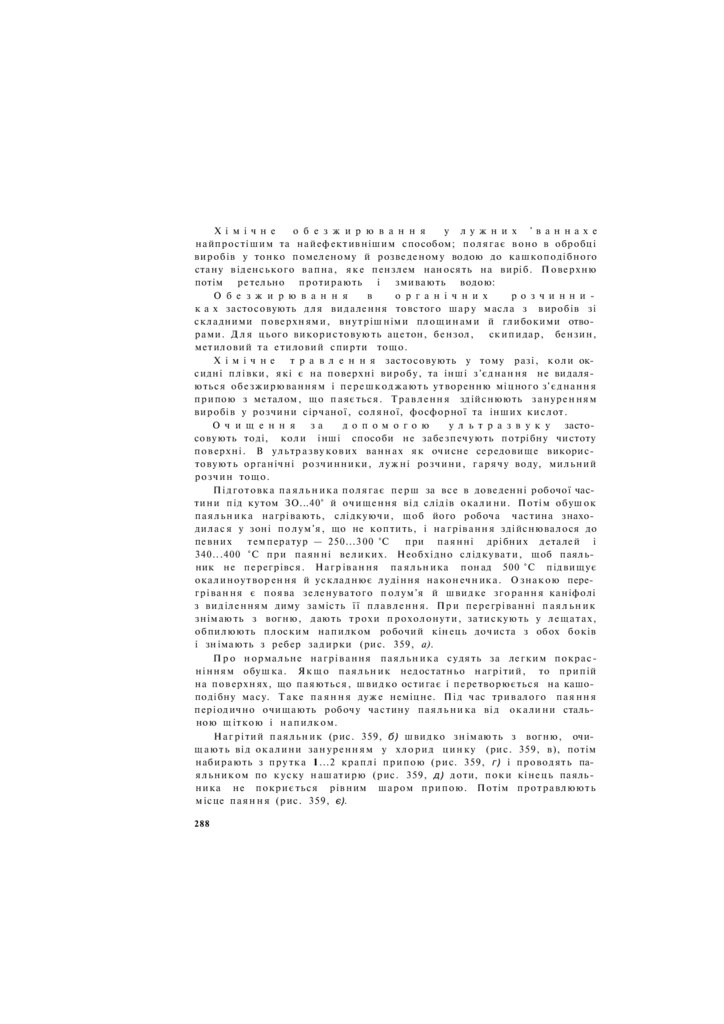
стака з а м і с т ь б о р т и к і в о к а н т о в а н а р а м к о ю 7 з а л ю м і н і є в о г о к у т и к а .
8
9.
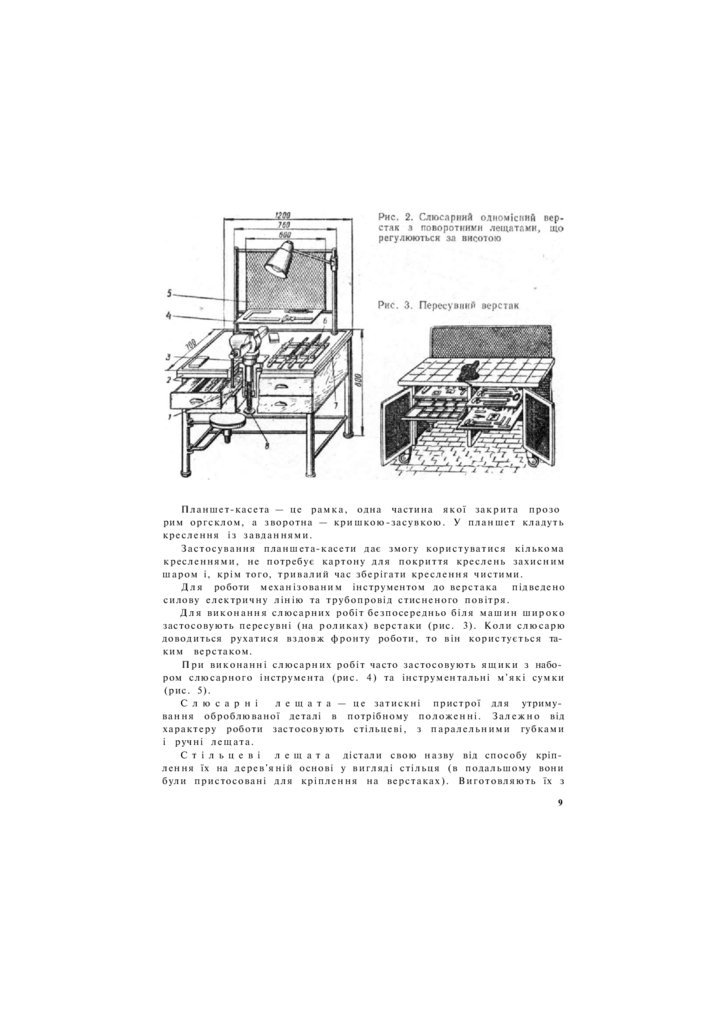
Планшет-касета — це р а м к а , одна частина я к о ї з а к р и т а прозорим о р г с к л о м , а зворотна — к р и ш к о ю - з а с у в к о ю . У п л а н ш е т кладуть
креслення із з а в д а н н я м и .
З а с т о с у в а н н я планшета-касети дає змогу к о р и с т у в а т и с я к і л ь к о м а
кресленнями, не потребує картону д л я п о к р и т т я к р е с л е н ь з а х и с н и м
ш а р о м і, к р і м того, т р и в а л и й час зберігати к р е с л е н н я чистими.
Д л я роботи м е х а н і з о в а н и м інструментом до в е р с т а к а
підведено
силову електричну л і н і ю та трубопровід стисненого п о в і т р я .
Д л я в и к о н а н н я с л ю с а р н и х робіт безпосередньо б і л я м а ш и н ш и р о к о
застосовують пересувні (на р о л и к а х ) в е р с т а к и (рис. 3). К о л и с л ю с а р ю
доводиться р у х а т и с я в з д о в ж фронту роботи, то він к о р и с т у є т ь с я та
ким верстаком.
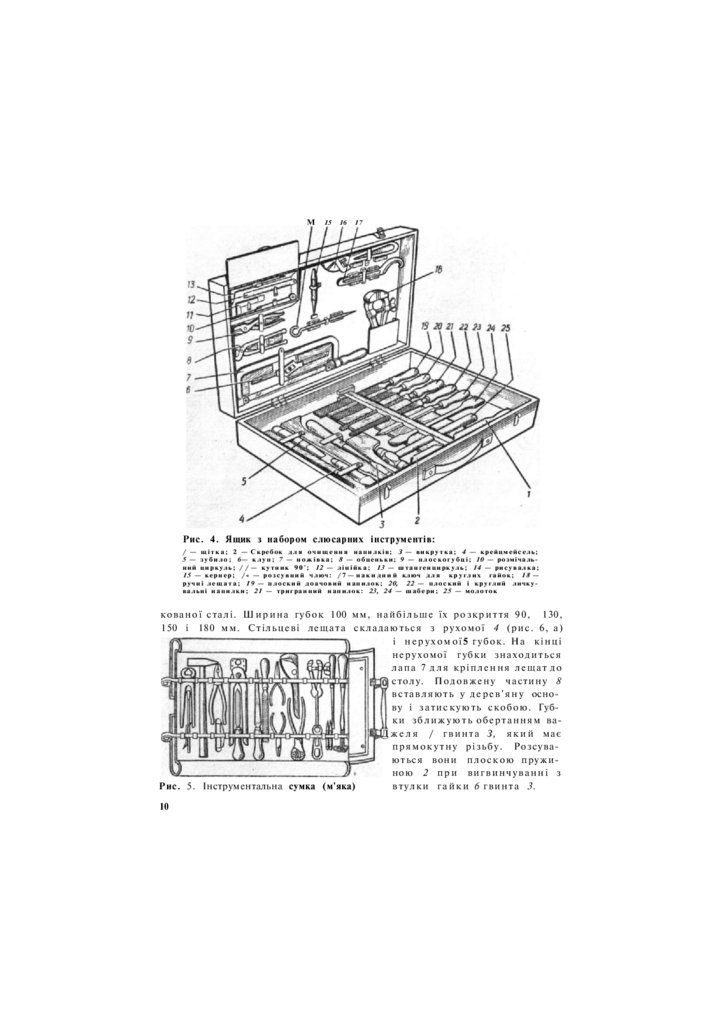
П р и в и к о н а н н і с л ю с а р н и х робіт часто застосовують я щ и к и з набо
ром слюсарного інструмента (рис. 4) та інструментальні м ' я к і сумки
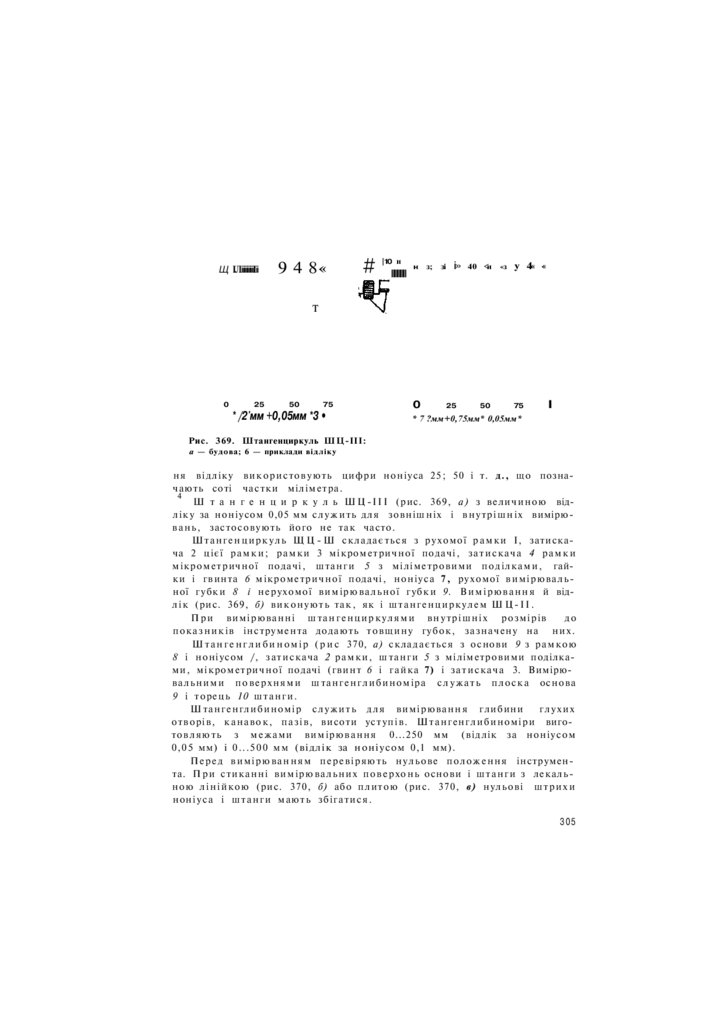
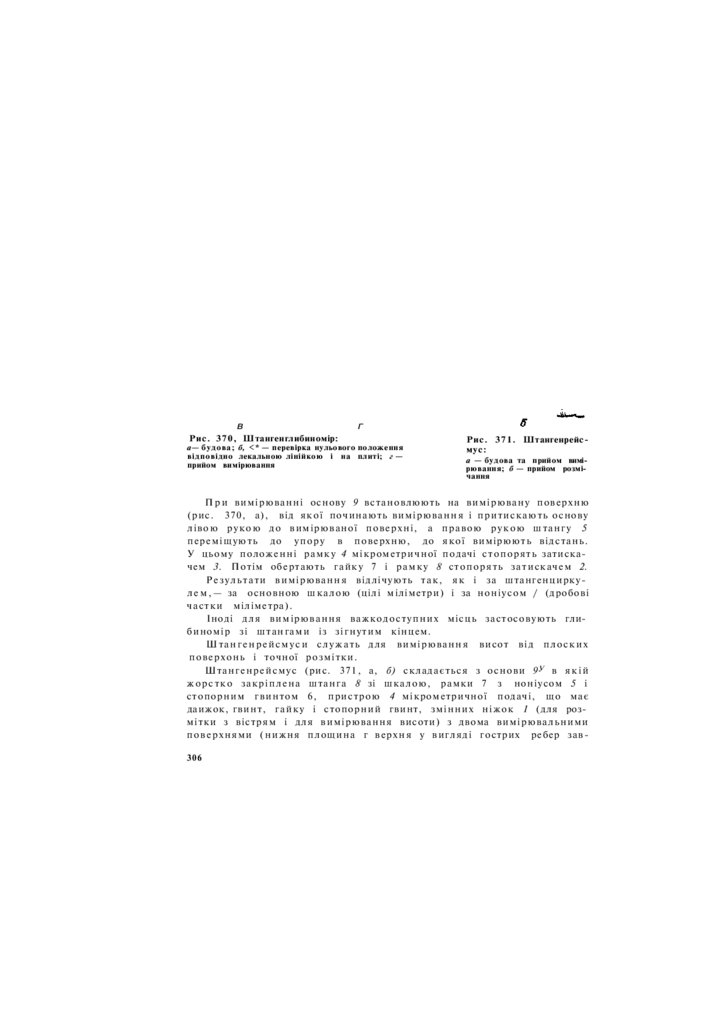
(рис. 5).
С л ю с а р н і
л е щ а т а — ц е з а т и с к н і пристрої д л я утриму
в а н н я оброблюваної деталі в потрібному п о л о ж е н н і . З а л е ж н о від
х а р а к т е р у роботи застосовують стільцеві, з п а р а л е л ь н и м и губками
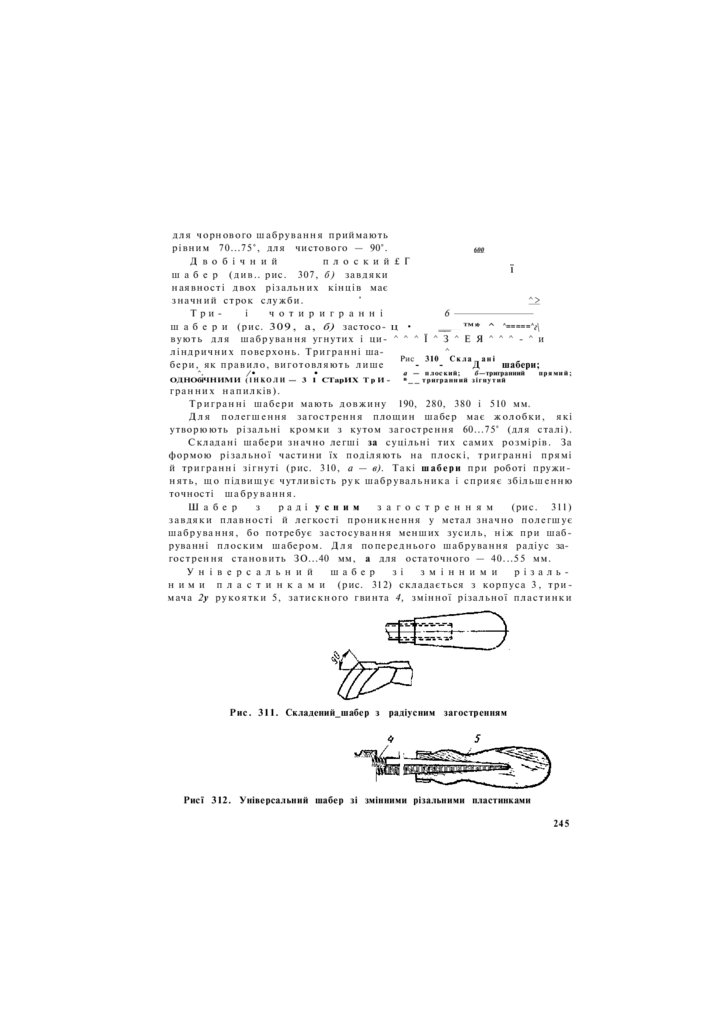
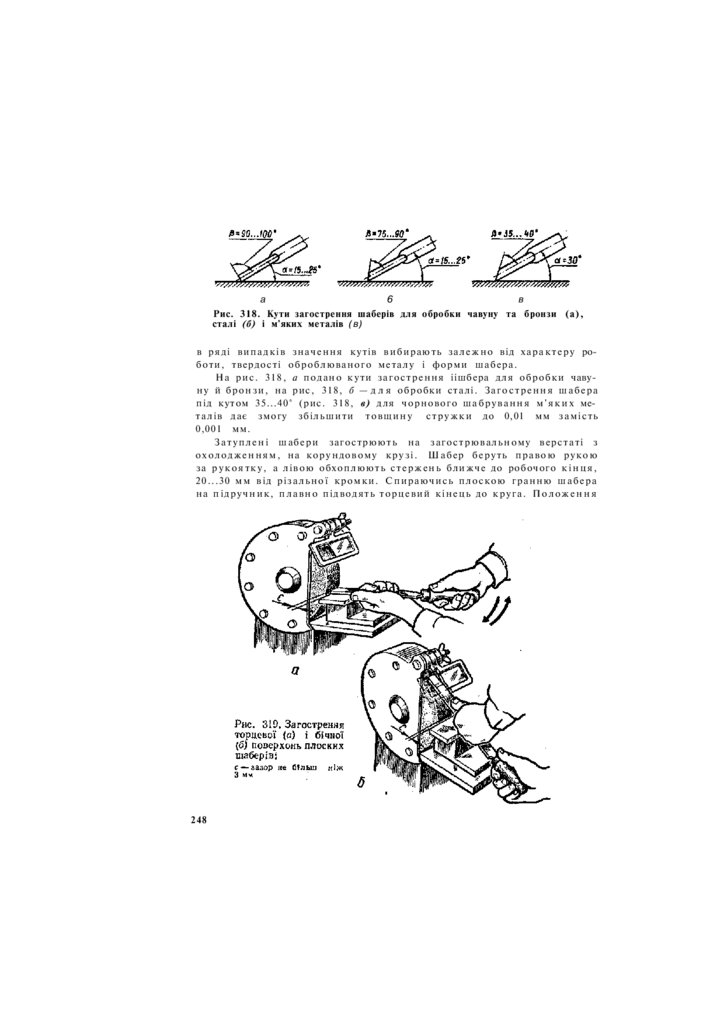
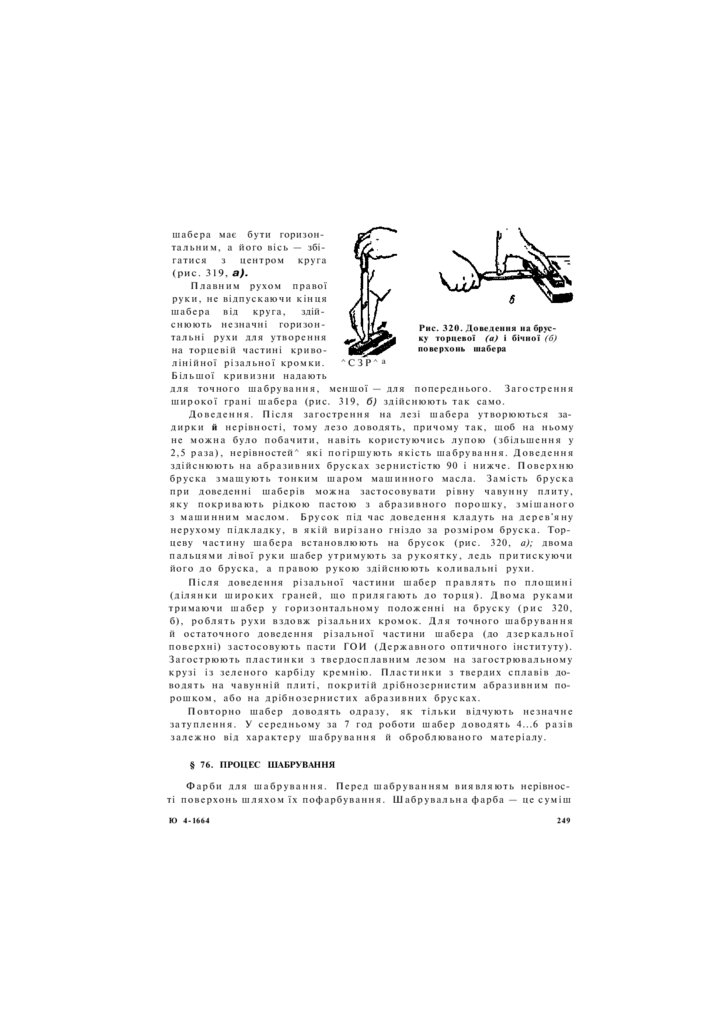
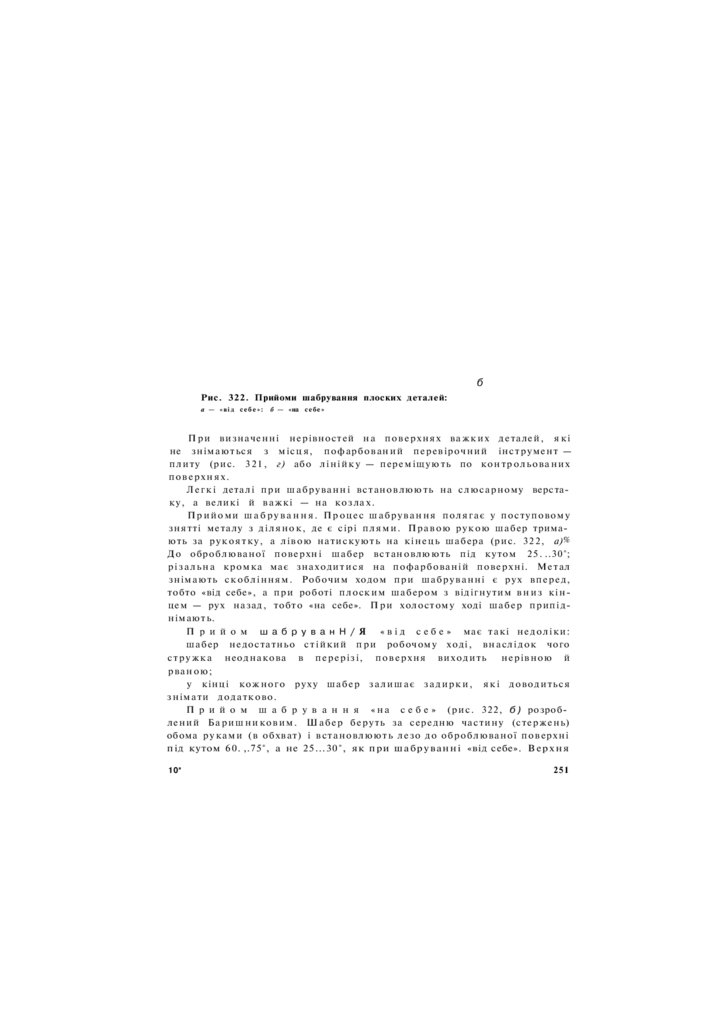
і ручні л е щ а т а .
С т і л ь ц е в і л е щ а т а дістали свою назву від способу кріп
лення їх на д е р е в ' я н і й основі у в и г л я д і с т і л ь ц я (в подальшому вони
були пристосовані д л я к р і п л е н н я на в е р с т а к а х ) . В и г о т о в л я ю т ь їх з
9
10.
М15
16
17
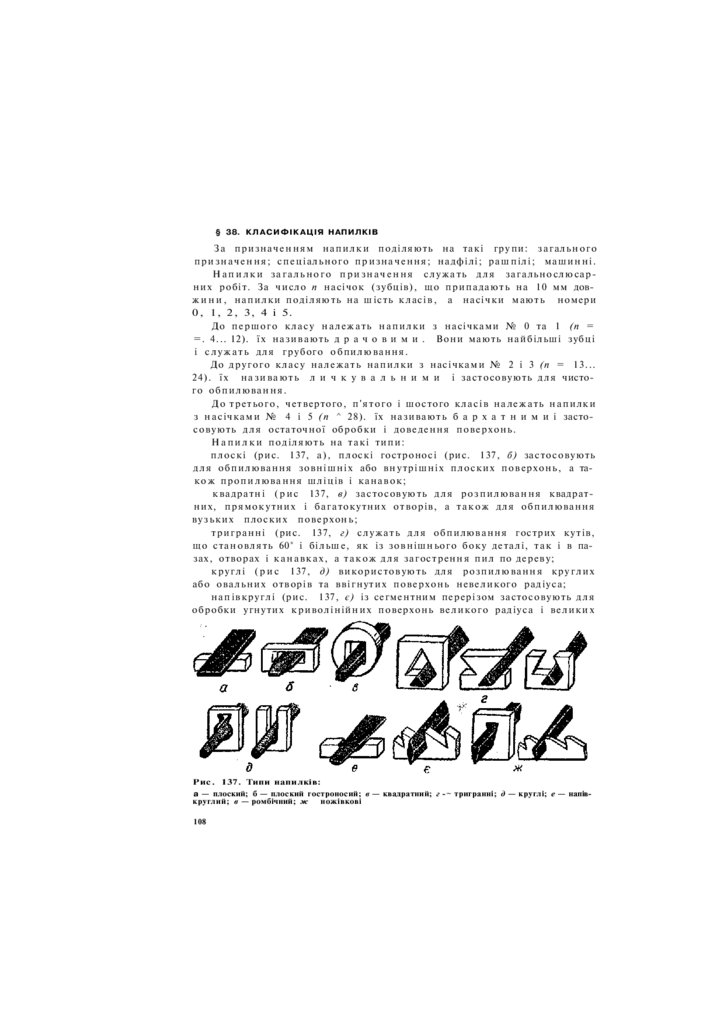
Рис. 4. Ящик з набором слюсарних інструментів:
/ — щ і т к а ; 2 — Скребок д л я о ч и щ е н н я н а п и л к і в ; З — в и к р у т к а ; 4 — к р е й ц м е й с е л ь ;
5 — з у б и л о ; 6— к л у п ; 7 — н о ж і в к а ; 8 — о б ц е н ь к и ; 9 — п л о с к о г у б ц і ; 10 — розмічаль
ний ц и р к у л ь ; / / — к у т н и к 90°; 12 — л і н і й к а ; 13 — ш т а н г е н ц и р к у л ь ; 14 — р и с у в а л к а ;
15 — к е р н е р ; /« — р о з с у в н и й члюч: / 7 — н а к и д н и й ключ д л я к р у г л и х г а й о к ; 18 —
р у ч н і л е щ а т а ; 19 — п л о с к и й д о а ч о в и й н а п и л о к ; 20, 22 — п л о с к и й і к р у г л и й личку
вальні н а п и л к и ; 21 — т р и г р а н н и й н а п и л о к : 23, 24 — ш а б е р и ; 25 — молоток
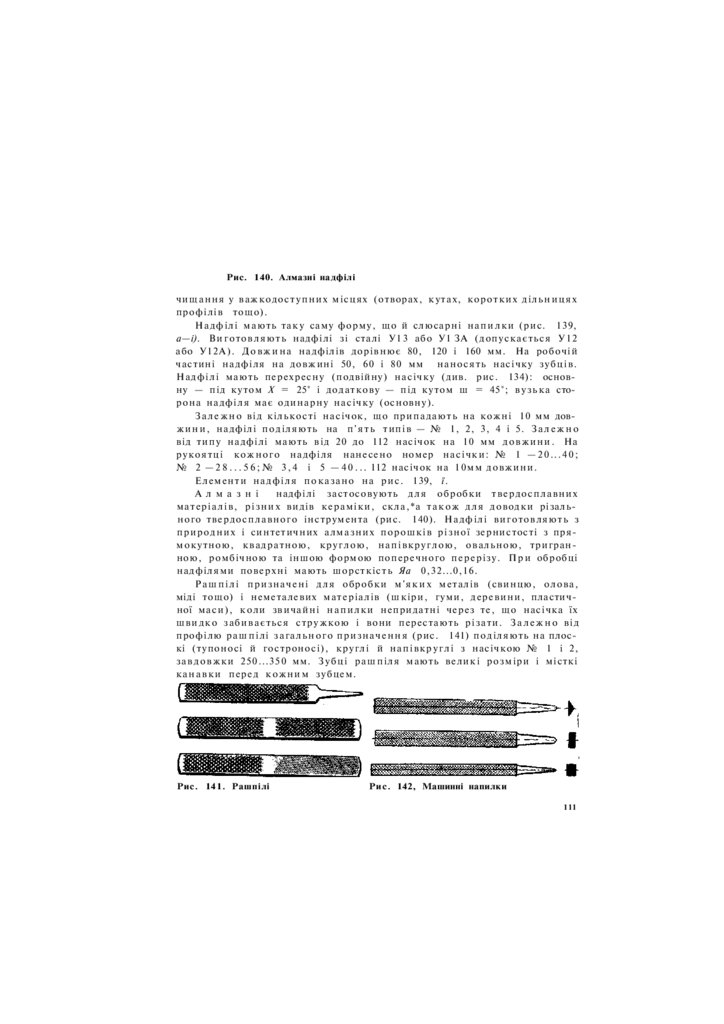
к о в а н о ї сталі. Ш и р и н а губок 100 мм, н а й б і л ь ш е їх р о з к р и т т я 90, 130,
150 і 180 мм. Стільцеві л е щ а т а складаються з р у х о м о ї 4 ( р и с . 6, а)
і н е р у х о м о ї 5 г у б о к . На кінці
нерухомої губки з н а х о д и т ь с я
л а п а 7 д л я к р і п л е н н я л е щ а т до
столу. П о д о в ж е н у частину 8
в с т а в л я ю т ь у д е р е в ' я н у осно
ву і з а т и с к у ю т ь скобою. Губ
ки з б л и ж у ю т ь о б е р т а н н я м ваД ж е л я / г в и н т а З, я к и й має
п р я м о к у т н у р і з ь б у . Розсува
ються вони п л о с к о ю пружи
ною 2 п р и в и г в и н ч у в а н н і з
Рис. 5. Інструментальна сумка (м'яка)
в т у л к и г а й к и 6 гвинта 3.
10
11.
вРис. 6. Стільцеві лещата:
а — к о н с т р у к ц і я ; б, в — з а т и с к у в а н н я в і д п о в і д н о в е р х н і м и
краями
та
нижніми
губок
П е р е в а г о ю с т і л ь ц е в и х л е щ а т є простота к о н с т р у к ц і ї і в и с о к а міц
ність, а недоліком — те, що робочі поверхні г у б о к не в усіх положен
нях п а р а л е л ь ;і одна одній, внаслідок чого з а т и с к у в а н і вузькі пред
мети д л я обробки з а х о п л ю ю т ь с я
л и ш е верхніми
краями
губок
(рис. 6, б), а ш и р о к і — л и ш е н и ж н і м и (рис. 6, в), що не забезпечує
міцності к р і п л е н н я . Крім того, губки л е щ а т при
з а т и с к а н н і в р і з у ю т ь с я в д е т а л ь , утворюючи на
її поверхні в м ' я т и н и .
Стільцеві л е щ а т а застосовують рідко і л и ш е
д л я ви к он ан н я грубих в а ж к и х робіт, пов'яза
них із з а с т о с у в а н н я м ударних н а в а н т а ж е н ь , —
при р у б а н н і , к л е п а н н і , з г и н а н н і т о щ о .
Л е щ а т а з паралельними губками і ручним
приводом випускають трьох типів: І — поворот
ні, II — неповоротні, III — інструментальні з
вільним ходом передньої г у б к и .
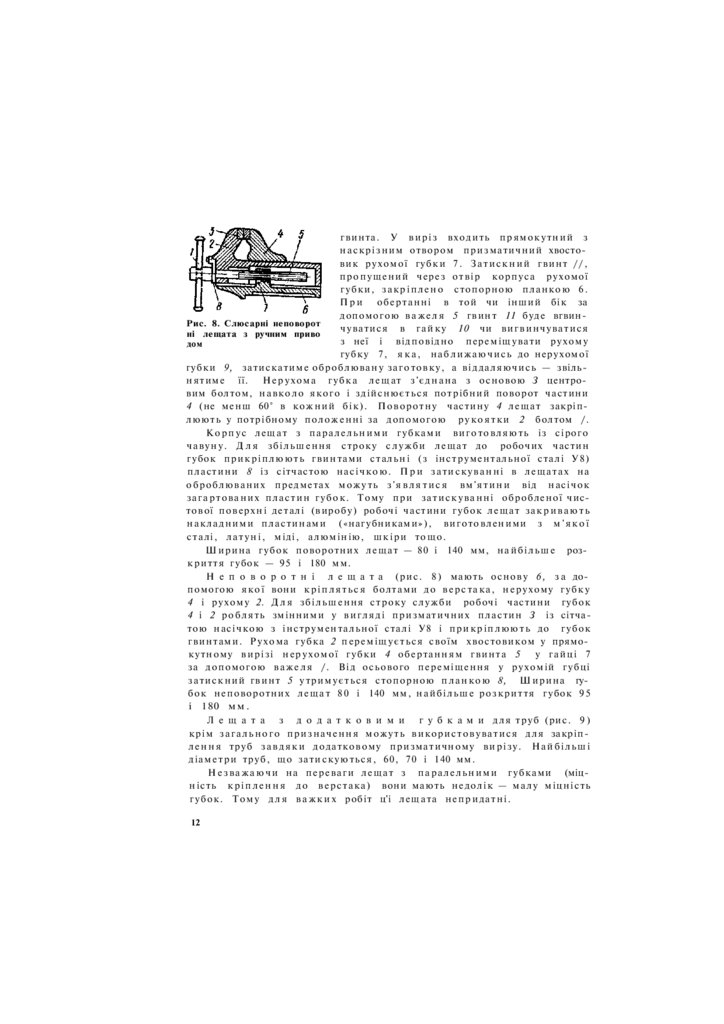
П о в о р о т н і
л е щ а т а (рис. 7 ) м о ж у т ь
обертатися на кут не менш як 60°. У корпусі
нерухомої губки 9 л е щ а т є н а с к р і з н и й прямокут
ний в и р і з , в я к и й вміщено г а й к у 10 затискного
10 11
5 « 5
г
і
Рис. 7. Слюсарні по
воротні лещата з руч
ним приводом
12.
гвинта. У в и р і з входить п р я м о к у т н и й зн а с к р і з н и м отвором призматичний хвосто
в и к р у х о м о ї губки 7. З а т и с к н и й гвинт / / ,
п р о п у щ е н и й через отвір к о р п у с а рухомої
губки, з а к р і п л е н о стопорною п л а н к о ю 6.
При
обертанні в той чи інший бік за
допомогою в а ж е л я 5 гвинт 11 буде вгвин
Рис. 8. Слюсарні неповорот
чуватися в г а й к у 10 чи вигвинчуватися
ні лещата з ручним приво
з неї і відповідно переміщувати рухому
дом
губку 7, я к а , н а б л и ж а ю ч и с ь до нерухомої
губки 9, затискатиме оброблювану з а г о т о в к у , а віддаляючись — звіль
нятиме її.
Н е р у х о м а г у б к а л е щ а т з ' є д н а н а з основою З центро
вим болтом, н а в к о л о я к о г о і здійснюється потрібний поворот частини
4 (не менш 60° в к о ж н и й б і к ) . П о в о р о т н у частину 4 л е щ а т закріп
люють у потрібному п о л о ж е н н і за допомогою р у к о я т к и 2 болтом /.
К о р п у с л е щ а т з п а р а л е л ь н и м и г у б к а м и в и г о т о в л я ю т ь із сірого
ч а в у н у . Д л я з б і л ь ш е н н я строку с л у ж б и л е щ а т д о робочих частин
губок п р и к р і п л ю ю т ь гвинтами с т а л ь н і (з інструментальної сталі У8)
пластини 8 із сітчастою н а с і ч к о ю . П р и з а т и с к у в а н н і в л е щ а т а х на
о б р о б л ю в а н и х предметах м о ж у т ь з ' я в л я т и с я в м ' я т и н и від насічок
з а г а р т о в а н и х п л а с т и н г у б о к . Тому при з а т и с к у в а н н і обробленої чистової поверхні деталі (виробу) робочі частини губок л е щ а т з а к р и в а ю т ь
н а к л а д н и м и пластинами («нагубниками»), виготовленими з м ' я к о ї
сталі, л а т у н і , міді, алюмінію, ш к і р и т о щ о .
Ш и р и н а губок поворотних лещат — 80 і 140 мм, н а й б і л ь ш е роз
к р и т т я губок — 95 і 180 мм.
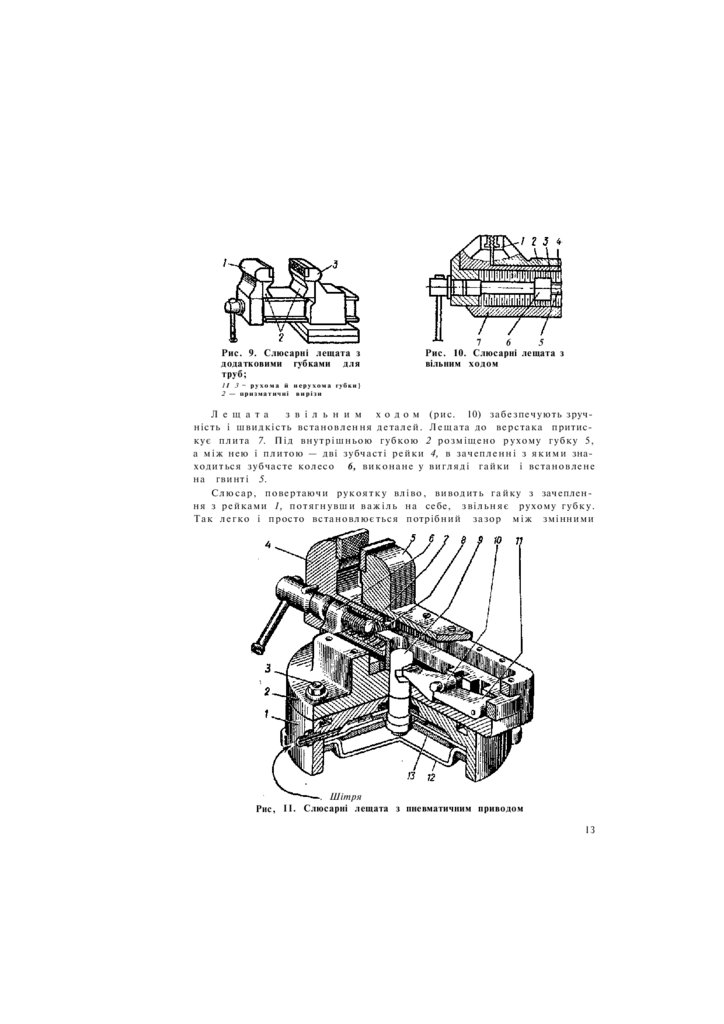
Н е п о в о р о т н і л е щ а т а (рис. 8 ) мають основу 6 , з а до
помогою я к о ї вони к р і п л я т ь с я болтами до в е р с т а к а , нерухому г у б к у
4 і р у х о м у 2. Д л я з б і л ь ш е н н я с т р о к у с л у ж б и робочі частини губок
4 і 2 р о б л я т ь змінними у в и г л я д і призматичних пластин З із сітчатою насічкою з інструментальної сталі У8 і п р и к р і п л ю ю т ь до губок
гвинтами. Р у х о м а г у б к а 2 п е р е м і щ у є т ь с я своїм хвостовиком у прямо
кутному в и р і з і н е р у х о м о ї г у б к и 4 о б е р т а н н я м гвинта 5
у гайці 7
за допомогою в а ж е л я /. Від осьового переміщення у рухомій губці
з а т и с к н и й гвинт 5 у т р и м у є т ь с я стопорною п л а н к о ю 8, Ш и р и н а гу
бок неповоротних л е щ а т 80 і 140 мм, н а й б і л ь ш е р о з к р и т т я губок 95
і 180 м м .
Л е щ а т а з д о д а т к о в и м и
г у б к а м и д л я т р у б (рис. 9 )
к р і м з а г а л ь н о г о п р и з н а ч е н н я м о ж у т ь в и к о р и с т о в у в а т и с я д л я закріп
л е н н я т р у б з а в д я к и додатковому призматичному в и р і з у . Н а й б і л ь ш і
д і а м е т р и т р у б , що з а т и с к у ю т ь с я , 60, 70 і 140 мм.
Н е з в а ж а ю ч и на переваги л е щ а т з п а р а л е л ь н и м и губками (міц
ність к р і п л е н н я до в е р с т а к а ) вони мають недолік — м а л у міцність
губок. Т о м у д л я в а ж к и х робіт ц'і л е щ а т а н е п р и д а т н і .
12
13.
Рис. 9. Слюсарні лещата здодатковими губками для
труб;
7
6
5
Рис. 10. Слюсарні лещата з
вільним ходом
1І 3 ~ р у х о м а й н е р у х о м а г у б к и }
2 — призматичні вирізи
Л е щ а т а
з в і л ь н и м х о д о м (рис. 10) забезпечують зруч
ність і ш в и д к і с т ь в с т а н о в л е н н я д е т а л е й . Л е щ а т а до в е р с т а к а притис
к у є плита 7. П і д в н у т р і ш н ь о ю губкою 2 розміщено р у х о м у губку 5,
а м і ж нею і плитою — дві зубчасті р е й к и 4, в з а ч е п л е н н і з я к и м и зна
ходиться зубчасте колесо 6, в и к о н а н е у в и г л я д і г а й к и і встановлене
на гвинті 5.
С л ю с а р , повертаючи р у к о я т к у в л і в о , виводить г а й к у з зачеплен
ня з рейками 1, п о т я г н у в ш и в а ж і л ь на себе, з в і л ь н я є рухому г у б к у .
Т а к л е г к о і просто встановлюється потрібний з а з о р м і ж змінними
. Шітря
Рис, II. Слюсарні лещата з пневматичним приводом
ІЗ
14.
11. 10
9
8
7
6
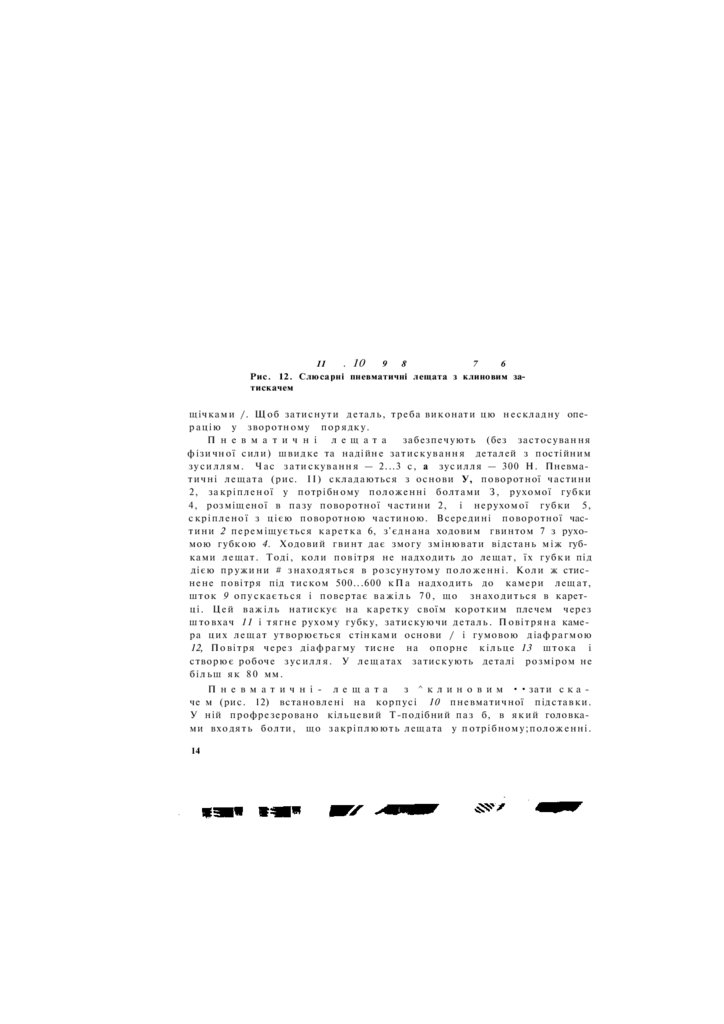
Рис. 12. Слюсарні пневматичні лещата з клиновим за
тискачем
щічками /. Щ о б затиснути деталь, т р е б а виконати цю н е с к л а д н у опе
р а ц і ю у зворотному п о р я д к у .
П н е в м а т и ч н і
л е щ а т а
забезпечують (без з а с т о с у в а н н я
ф і з и ч н о ї сили) швидке та надійне з а т и с к у в а н н я деталей з постійним
з у с и л л я м . Ч а с з а т и с к у в а н н я — 2...3 с, а з у с и л л я — 300 Н. Пневма
тичні л е щ а т а (рис. I I ) складаються з основи У, поворотної частини
2, з а к р і п л е н о ї у потрібному п о л о ж е н н і болтами З, рухомої губки
4, розміщеної в п а з у поворотної частини 2, і нерухомої губки 5,
с к р і п л е н о ї з цією поворотною частиною. Всередині поворотної час
тини 2 переміщується к а р е т к а 6, з ' є д н а н а ходовим гвинтом 7 з рухо
мою губкою 4. Ходовий гвинт дає змогу змінювати відстань м і ж губ
ками л е щ а т . Тоді, к о л и повітря не надходить до лещат, їх г у б к и під
дією п р у ж и н и # з н а х о д я т ь с я в розсунутому п о л о ж е н н і . К о л и ж стис
нене п о в і т р я під тиском 500...600 к П а надходить до камери лещат,
ш т о к 9 о п у с к а є т ь с я і повертає в а ж і л ь 7 0 , що знаходиться в карет
ц і . Ц е й в а ж і л ь натискує на к а р е т к у своїм коротким плечем через
ш т о в х а ч 11 і т я г н е рухому губку, затискуючи д е т а л ь . П о в і т р я н а каме
ра цих л е щ а т утворюється стінками основи / і гумовою д і а ф р а г м о ю
12, П о в і т р я через д і а ф р а г м у тисне на о п о р н е к і л ь ц е 13 штока і
створює робоче з у с и л л я . У л е щ а т а х з а т и с к у ю т ь деталі розміром не
б і л ь ш я к 8 0 мм.
П н е в м а т и ч н і - л е щ а т а
з ^ к л и н о в и м ••зати с к а
че м (рис. 12) встановлені на корпусі 10 пневматичної підставки.
У ній профрезеровано кільцевий Т-подібний паз б, в я к и й головка
ми в х о д я т ь болти, що з а к р і п л ю ю т ь л е щ а т а у п о т р і б н о м у ; п о л о ж е н н і .
14
15.
Лещата складаються зрухемої 1 і нерухомої 2 гу
бок, пневматичної камери
з гумовою мембраною 9 і
натискним, диском 7, пода
вального ш т о к а 8 і клино
вої передачі, що має клин
З і ф і г у р н у г а й к у 4.
Губки
лещат розсува
ються вручну гвинтом 11
на відстань до 120 мм, а
т а к о ж за допомогою пнев
матичного к р а н а ; пневма
тичний привід розсуває губ
Рис. ІЗ. Ручні, слюсарні лещата:
ки на 6 мм.
а —з п р у ж и н о ю і ш а р н і р н и м з ' є д н а н н я м ; б — д л я
П р и з а т и с к у в а н н і деталей д р і б н и х р о б і т ; в — в и к о р и с т а н н я л е щ а т
гвинтом І І
встановлюють
відстань м і ж губками за розміром деталі, п і с л я чого подають п о в і т р я
в пневматичну к а м е р у під мембрану 9. Н а т и с к у ю ч и на мембрану, по
в і т р я піднімає догори натискний д и с к 7 з п о д а в а л ь н и м штоком 8 і
клином 3; своїм скосом клин переміщує ф і г у р н у г а й к у 4 і з а т и с к н и й
гвинт 11 з рухомою губкою 7 на 6 мм і з а к р і п л ю є д е т а л ь . Т и с к
у пневматичній м е р е ж і становить 1,4 М П а , з а т и с к н е з у с и л л я д о с я г а є
20 к Н .
Д л я з в і л ь н е н н я деталі п о в е р т а ю т ь р у ч к у ручного к р а н а чи від
пускають н о ж н у педаль, в н а с л і д о к чого стиснене повітря з пневма
тичної камери виходить в атмосферу. П р у ж и н а 5 відсовує ф і г у р н у
г а й к у 4 і через гвинт 11, переміщуючи рухому г у б к у У, з в і л ь н я є де
таль.
П р и роботі з л е щ а т а м и треба д о т р и м у в а т и с я т а к и х п р а в и л :
перед початком роботи о г л я д а т и л е щ а т а , звертаючи о с о б л и в у
увагу на міцність їх к р і п л е н н я ;
не виконувати на л е щ а т а х г р у б и х робіт ( р у б а н н я , в и п р я м л я н н я
чи з г и н а н н я ) в а ж к и м и м о л о т к а м и , бо це призводить до ш в и д к о г о руй
н у в а н н я лещаТ;
з а к р і п л ю ю ч и деталі у л е щ а т а х , не д о п у с к а т и ударів по в а ж е л ю ,
що може призвести до з р и в у р і з ь б и ходового гвинта чи г а й к и ;
по завершенні' робіт очищати лещата в о л о с я н о ю щ і т к о ю від струж
ки, бруду та пилу, а н а п р я м н і та різьбові з ' є д н а н н я з м а щ у в а т и мас
л о м ; розводити губки л е щ а т , бо в стисненому стані в и н и к а є з а й в е
н а п р у ж е н н я у з ' є д н а н н і гвинта і г а й к и .
Р у ч й і с л ю с а р н і л е щ а т а (рис. 13) застосовують д л я
з а к р і п л е н н я деталей (заготовок) н е в е л и к и х р о з м і р і в нрй обпилюван
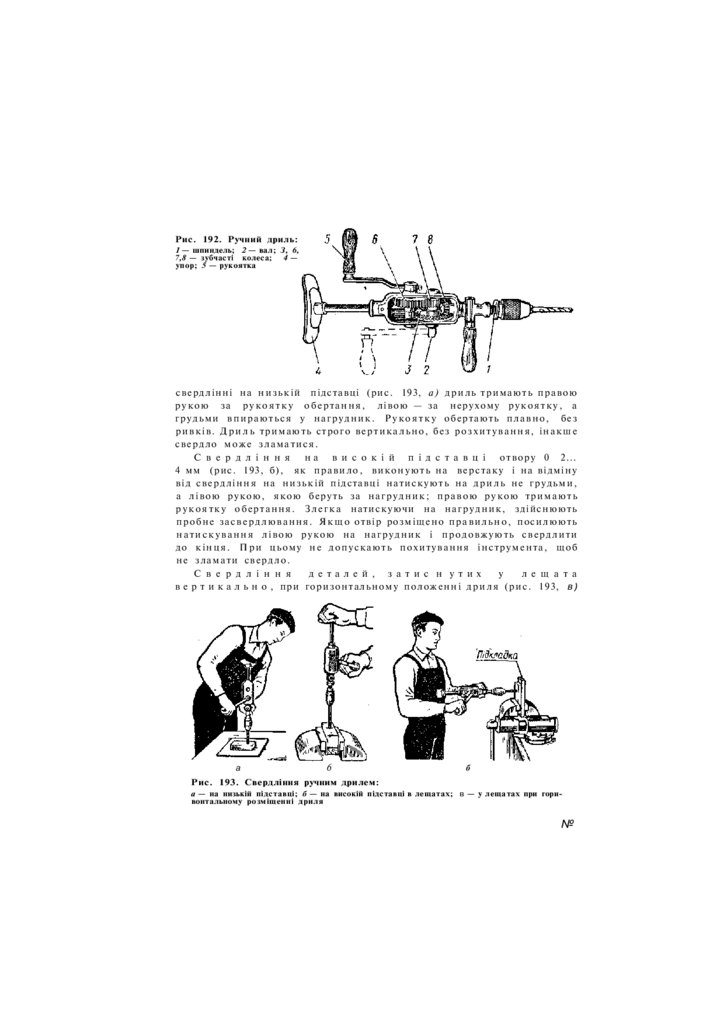
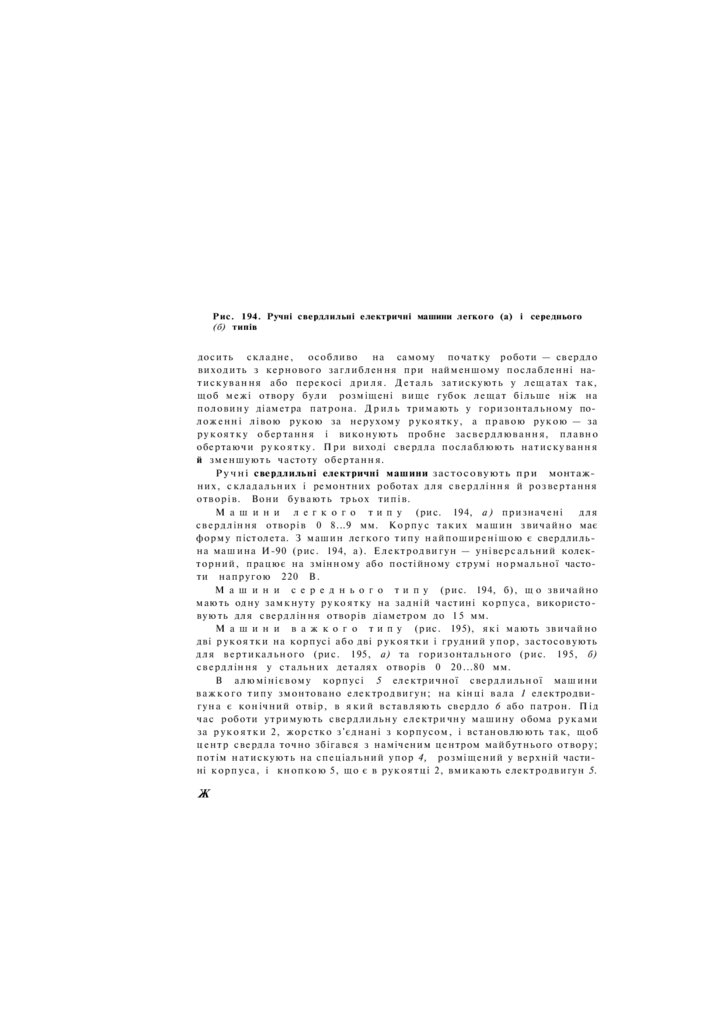
ні чи с в е р д л і н н і , бо їх незручно і небезпечно тримати руками.'
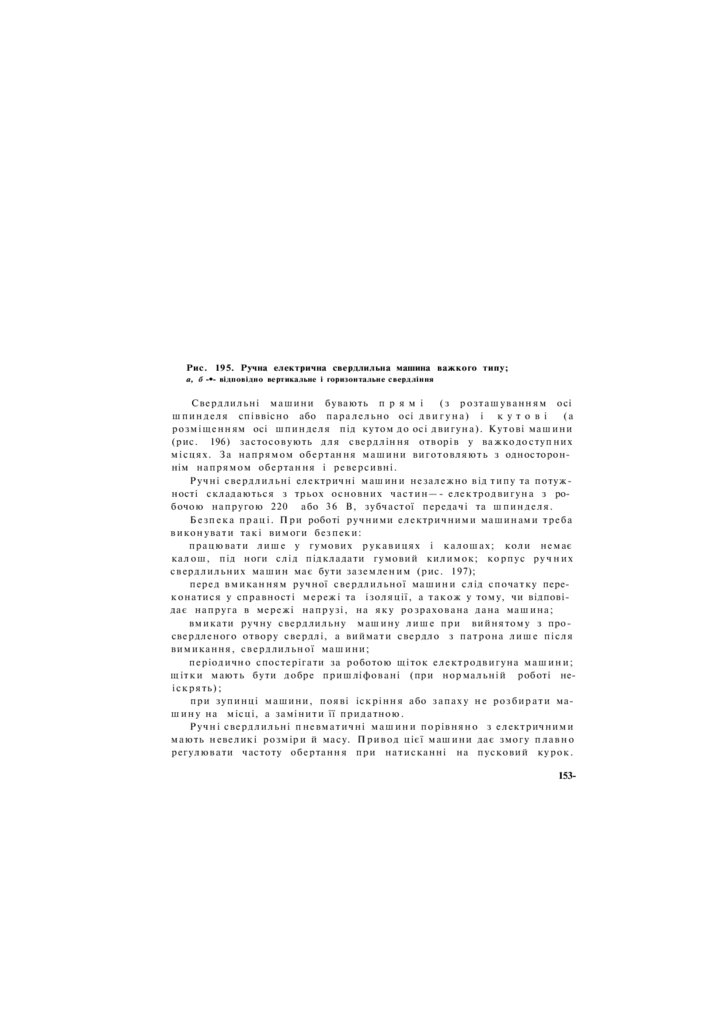
15
16.
Рис, 14. Кутовігубкові) лещата
(косо-
Рис. 15. Лещата зі спеціаль
ними (вирізаними) губками
Р у ч н і л е щ а т а р о з р і з н я ю т ь т р ь о х т и п і в : ш а р н і р ш (рис. 13, а ) ,
з конічним к р і п л е н н я м і п р у ж и н н і ; їх в и г о т о в л я ю т ь з ш и р и н о ю губок
3 6 , 40, 50 і 56 мм і р о з к р и т т я м г у б о к 2 8 , 40, 50 і 56 мм, а д л я дріб
них робіт (рис. 13, б) — з ш и р и н о ю губок 6, 10 і 16 мм і р о з к р и т т я м
г у б о к 5,5 і 6,5 мм.
З а с т о с о в у ю т ь т а к о ж л е щ а т а іншої к о н с т р у к ц і ї . П р и обпилюван
ні ф а с о к чи п о х и л и х п о в е р х о н ь в и к о р и с т о в у ю т ь кутові (косогубі)
л е щ а т а (рис. 14), На р и с . 15 п о к а з а н о л е щ а т а зі с п е ц і а л ь н и м и г у б к а м и
( з призматичними вирізами) д л я з а к р і п л е н н я ц и л і н д р и ч н и х д е т а л е й .
§ 5. З А Г А Л Ь Н І ВИМОГИ Щ О Д О О Р Г А Н І З А Ц І Ї
РОБОЧОГО МІСЦЯ С Л Ю С А Р Я
Одним з основних елементів о р г а н і з а ц і ї робочого місця с л ю с а р я е
його п л а н у в а н н я , п р и я к о м у в р а х о в у ю т ь вимоги н а у к о в о ї організа
ції п р а ц і до р о з м і щ е н н я цього робочого місця відносно інших робочих
м і с ц ь у майстерні, о б л а д н а н н я , м і с ц е п о л о ж е н н я робітника та оснаст
к и , інструментів, п р и с т р о ї в (порядок на робочому місці).
З метою економії р у х і в і у н и к н е н н я непотрібних п о ш у к і в предме
ти на робочому місці п о д і л я ю т ь на постійного і тимчасового кори
с т у в а н н я , з а я к и м и з а к р і п л е н і місця з б е р і г а н н я т а р о з м і щ е н н я .
Відстань від т а р и з заготовками і готовою п р о д у к ц і є ю і від облад
н а н н я до р о б і т н и к а має бути т а к о ю , щоб робітник міг використовува
ти п е р е в а ж н о рух р у к . П р и цьому в р а х о в у ю т ь , що трудові прийоми,
п о в ' я з а н і з невеликими опорами з у с и л л ю , особливо коли треба досяг
ти в е л и к о ї точності при виготовленні деталей, в и к о н у ю т ь л и ш е кис
т я м и р у к чи навіть одними п а л ь ц я м и . П р и в и к о н а н н і прийому, по
в ' я з а н о г о з незначним з у с и л л я м і властивою д л я нього невеликою ам
плітудою, р у х и здійснюють за р а х у н о к м ' я з і в плеча і п е р е д п л і ч ч я ,
і, н а р е ш т і , при в и к о н а н н і прийомів, п о в ' я з а н и х із значними з у с и л л я м и
( 6 — 8 Н ) , у р у х о в і бере участь вс?я р у к а і н а в і т ь к о р п у с працюючого.
16
17.
М і ж о р г а н і з а ц і є ю робочого місця і рівнем о р г а н і з о в а н о с т і п р а ц іучнів існує п р я м и й З Р ' Я З О К . Від п л а н у в а н н я , тобто х а р а к т е р у розмі
щення на робочому місці основного і допоміжного о б л а д н а н н я , заго
товок, виготовлених деталей, інструментів і п р и с т р о ї в , з а л е ж и т ь
створення умов д л я високопродуктивної п р а н і .
4
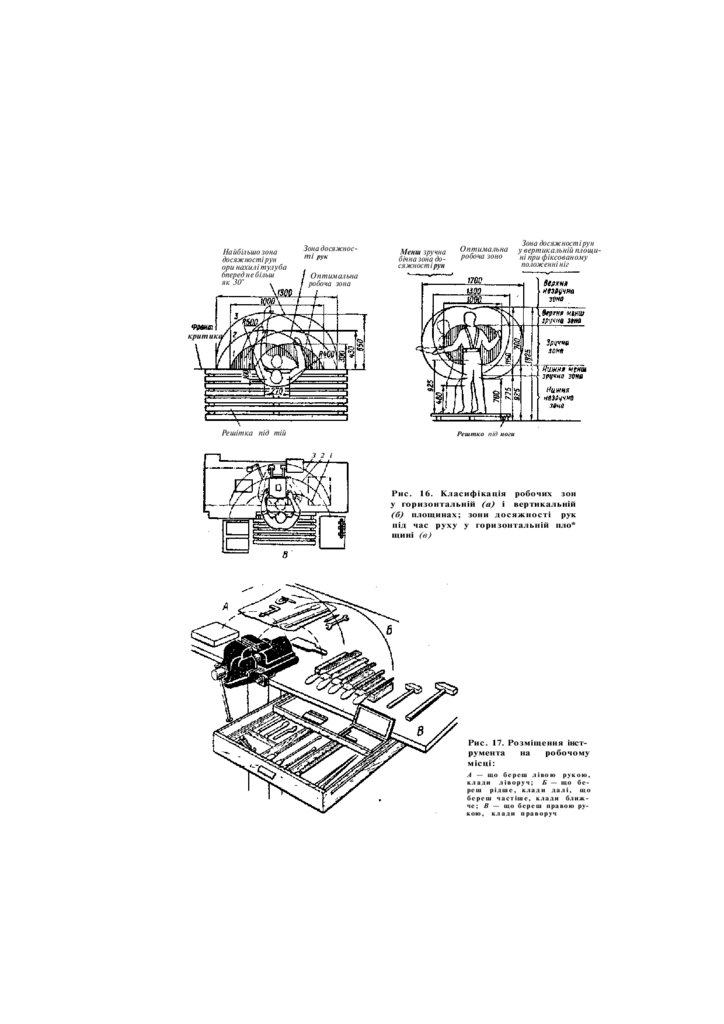
П л а н у ю ч и робочі м і с ц я , слід в р а х о в у в а т и зони д о с я ж н о с т і р у к у
горизонтальній і вертикальній площинах, кількість зчленувань тіла,
що беруть участь у р у х а х .
З о н и (1У 2,- 5) д о с я ж н о с т і р у к учнів у г о р и з о н т а л ь н і й п л о щ и н і щи
роботі стоячи та сидячи п о к а з а н о на р и с . 16, а. Ці зони в и з н а ч а ю с ь ,
на я к і й відстані від к о р п у с а працюючого мають р о з м і щ у в а т и с я пред
мети, я к и м и він користується в процесі роботи.
Д о т р и м а н н я зон д о с я ж н о с т і з в і л ь н я є робочого від з а й в и х | у хів. Н а й з р у ч н і ш а о п т и м а л ь н а зона в и з н а ч а є т ь с я півдутою радіуедм
п р и б л и з н о 300 мм д л я к о ж н о ї р у к и . М а к с и м а л ь н а зона д о с я ж н о с т і —
430 мм без н а х и л у к о р п у с а і 650 мм з н а х и л о м к о р п у с а не б і л ь ш е н і ж
на 30° д л я учнів середнього зросту. Р о з м і щ е н н я предметів д а л і зазна
чених м е ж в и к л и к а є д о д а т к о в і , а відповідно, з а й в і р у х и , тобто ви
к л и к а є н е п о т р і б н у в и т р а т у робочого часу, п р и с к о р ю є втомлюваність
працюючого і з н и ж у є п р о д у к т и в н і с т ь п р а ц і .
З о н и д о с я ж н о с т і р у к у в е р т и к а л ь н і й п л о щ и н і при роботі стоя
чи п о к а з а н о на р и с . 16, б. В о н и дають змогу визначити вигідніше
розміщення інструментів та інших предметів з у р а х у в а н н я м зрос
ту працюючого.
Трудові р у х и м о ж н а поділити на п ' я т ь г р у п : 1) р у х и п а л ь ц і в ;
2) п а л ь ц і в та з а п ' я с т к а ; 3) п а л ь ц і в , з а п ' я с т к а і п е р е д п л і ч ч я ; 4) паль
ців, з а п ' я с т к а , передпліччя і плеча; 5) п а л ь ц і в , з а п ' я с т к а , передпліч
чя, плеча і к о р п у с а (рис. 16, в).
Д л я зменшення втомлюваності у р у х а х р о б і т н и к а має брати участь
найменша к і л ь к і с т ь з ч л е н у в а н н я . Тому робоче місце п л а н у ю т ь і об
л а д н а н н я р о з с т а в л я ю т ь т а к , щоб працюючий в и к о р и с т о в у в а в най
простіші р у х и , тобто р у х и п е р ш и х трьох г р у п . Р у х п ' я т о ї г р у п и ,
тобто всього к о р п у с а , по змозі, не слід робити. Д л я ц ь о г о всі
предмети, в п е р ш у ч е р г у з а г о т о в к и , р о з м і щ у ю т ь на т а к і й висоті,
коли р о б і т н и к бере їх р у к а м и , не нагинаючись.
О с н о в н і вимоги щодо д о т р и м а н н я певного п о р я д к у на робочих
місцях:
усе необхідне д л я роботи має знаходитися під р у к о ю , щоб м о ж н а
б у л о о д р а з у з н а й т и потрібний предмет;
інструменти та м а т е р і а л и , я к и м и під час роботи користуються
частіше, р о з м і щ у ю т ь б л и ж ч е до себе, а ті, що застосовуються р і д ш е , —
д а л і ; всі предмети, я к і в и к о р и с т о в у ю т ь с я , розміщують приблиз
но на висоті пояса;
17
18.
Найбільшо зонадосяжності рун
ори нахилі тулуба
6перед не більш
як 30°
Зона досяжнос
ті рук
Менш зручна
бічна зона до
сяжності рун
Оптимальна
робоча зоно
Зона досяжності рун
у вертикальній площи
ні при фіксованому
положенні ніг
Оптимальна
робоча зона
критика
Решітка під тій
Рештко під ноги
З 2 і
Рис. 16. Класифікація робочих зон
у горизонтальній (а) і вертикальній
(б) площинах; зони досяжності рук
під час руху у горизонтальній пло*
щині (в)
Рис. 17. Розміщення інст
румента
на
робочому
місці:
А — що б е р е ш л і в о ю р у к о ю ,
к л а д и л і в о р у ч ; Б — що бе
реш р і д ш е , клади далі, що
б е р е ш ч а с т і ш е , к л а д и ближ
ч е ; В — що б е р е ш п р а в о ю ру
кою, к л а д и п р а в о р у ч
19.
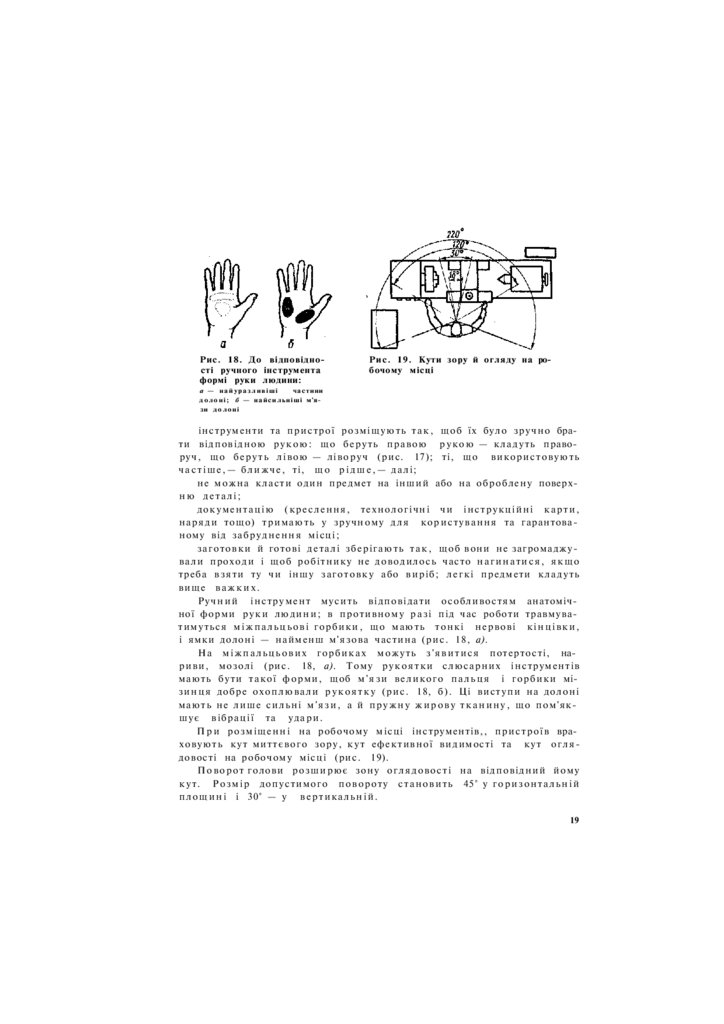
Рис. 18. До відповідності ручного інструментаформі руки людини:
Рис. 19. Кути зору й огляду на ро
бочому місці
а — найуразливіші
частини
д о л о н і ; б — н а й с и л ь н і ш і м'я
зи д о л о н і
інструменти та пристрої розміщують т а к , щоб їх було з р у ч н о бра
ти відповідною р у к о ю : що беруть правою р у к о ю — к л а д у т ь право
руч, що б е р у т ь л і в о ю — л і в о р у ч (рис. 17); ті, що використовують
ч а с т і ш е , — б л и ж ч е , ті, щ о р і д ш е , — д а л і ;
не можна класти один предмет на інший або на оброблену поверх
ню деталі;
д о к у м е н т а ц і ю ( к р е с л е н н я , технологічні чи і н с т р у к ц і й н і к а р т и ,
н а р я д и тощо) т р и м а ю т ь у зручному д л я к о р и с т у в а н н я та гарантова
ному від з а б р у д н е н н я місці;
з а г о т о в к и й готові деталі з б е р і г а ю т ь т а к , щоб вони не загромаджу
вали проходи і щоб робітнику не доводилось часто н а г и н а т и с я , я к щ о
треба в з я т и ту чи іншу заготовку або виріб; л е г к і предмети кладуть
вище в а ж к и х .
Р у ч н и й і н с т р у м е н т мусить відповідати особливостям анатоміч
ної форми р у к и людини; в противному р а з і під час роботи травмува
тимуться м і ж п а л ь ц ь о в і г о р б и к и , що мають т о н к і нервові к і н ц і в к и ,
і ямки долоні — найменш м'язова частина (рис. 18, а).
На м і ж п а л ь ц ь о в и х г о р б и к а х можуть з ' я в и т и с я потертості, на
риви, мозолі (рис. 18, а). Тому р у к о я т к и с л ю с а р н и х інструментів
мають бути т а к о ї форми, щоб м ' я з и великого п а л ь ц я і горбики мі
з и н ц я добре о х о п л ю в а л и р у к о я т к у (рис. 18, б). Ці виступи на долоні
мають не л и ш е с и л ь н і м ' я з и , а й п р у ж н у ж и р о в у т к а н и н у , що пом'як
шує вібрації та удари.
П р и розміщенні на робочому місці інструментів,, п р и с т р о ї в вра
ховують к у т миттєвого з о р у , к у т ефективної видимості та к у т о г л я довості на робочому місці (рис. 19).
П о в о р о т голови р о з ш и р ю є з о н у о г л я д о в о с т і на відповідний йому
кут. Р о з м і р допустимого повороту с т а н о в и т ь 45° у г о р и з о н т а л ь н і й
п л о щ и н і і 30° — у в е р т и к а л ь н і й .
19
20.
§ 6. О Р Г А Н І З А Ц І Я Р О Б О Ч О Г О М І С Ц Я С Л Ю С А Р ЯР о б о ч и м м і с ц е м н а з и в а є т ь с я певна д і л ь н и ц я виробничої
площі цеху, майстерні, з а к р і п л е н а за д а н и м роб і тни к ом (чи бригадрю робочих), п р и з н а ч е н а д л я в и к о н а н н я певної роботи і в п о р я д к о в а н а
відповідно до х а р а к т е р у цієї роботи о б л а д н а н н я м , п р и с т р о я м и , ін
струментами та м а т е р і а л а м и .
П р а в и л ь н і вибір і р о з м і щ е н н я о б л а д н а н н я , інструментів та матеріа
лі© на робочому місці створюють н а й с п р и я т л и в і ш і умови д л я роботи.
П і д р а ц і о н а л ь н о ю о р г а н і з а ц і є ю робочого м і с ц я р о з у м і ю т ь те, к о л и
при найменших витратах сил і засобів з а б е з п е ч у ю т ь с я безпечні умови
роботи, н а й в и щ а п р о д у к т и в н і с т ь і висока я к і с т ь п р о д у к ц і ї .
Робоче місце с л ю с а р я о р г а н і з у є т ь с я з а л е ж н о від змісту виробни
чого з а в д а н н я і т и п у виробництва (одиничне, серійне, масове), проте
більшість робочих місць обладнують, як п р а в и л о , слюсарними верс
т а к а м и , на я к и х встановлюють і з а к р і п л ю ю т ь слюсарні
лещата.
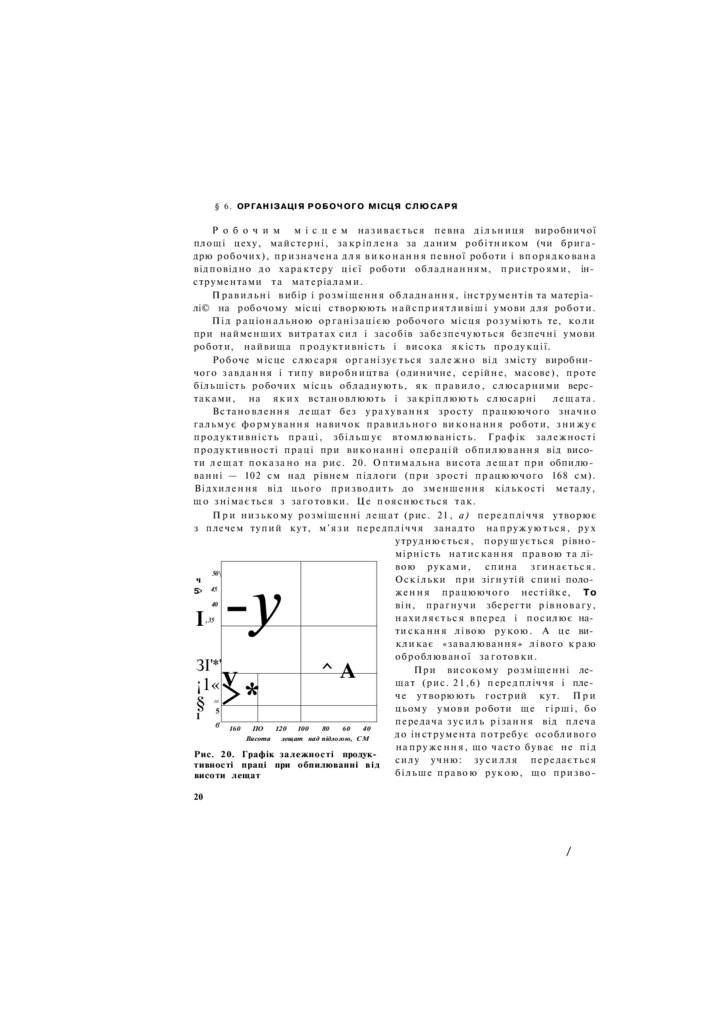
В с т а н о в л е н н я л е щ а т без у р а х у в а н н я зросту працюючого з н а ч н о
г а л ь м у є ф о р м у в а н н я навичок п р а в и л ь н о г о в и к о н а н н я роботи, з н и ж у є
п р о д у к т и в н і с т ь п р а ц і , з б і л ь ш у є втомлюваність. Г р а ф і к з а л е ж н о с т і
продуктивності п р а ц і при в и к о н а н н і операцій о б п и л ю в а н н я від висо
ти л е щ а т п о к а з а н о на рис. 20. О п т и м а л ь н а висота л е щ а т при обпилю
ванні — 102 см над рівнем підлоги (при зрості працюючого 168 см).
В і д х и л е н н я від цього п р и з в о д и т ь до з м е н ш е н н я к і л ь к о с т і металу,
що з н і м а є т ь с я з з а г о т о в к и . Це п о я с н ю є т ь с я т а к .
П р и н и з ь к о м у розміщенні л е щ а т (рис. 2 1 , а) п е р е д п л і ч ч я утворює
з плечем тупий кут, м ' я з и передпліччя занадто н а п р у ж у ю т ь с я , р у х
утруднюється, п о р у ш у є т ь с я рівномірність н а т и с к а н н я п р а в о ю та лі
вою р у к а м и , спина з г и н а є т ь с я .
50\
ч
О с к і л ь к и при з і г н у т і й спині поло
5> 45
ж е н н я працюючого нестійке, Т о
40
він, п р а г н у ч и зберегти р і в н о в а г у ,
н а х и л я є т ь с я вперед і посилює на
,35
т и с к а н н я л і в о ю р у к о ю . А це ви
к л и к а є «завалювання» л і в о г о к р а ю
оброблюваної з а г о т о в к и .
П р и високому розміщенні ле
щ а т (рис. 2 1 , 6 ) п е р е д п л і ч ч я і пле
че утворюють гострий кут. П р и
10
цьому умови роботи ще г і р ш і , бо
5
І
передача з у с и л ь р і з а н н я від плеча
в 160 ПО 120 100 80 60 40
до
інструмента потребує особливого
Висота
лещат над підлогою, СМ
н а п р у ж е н н я , що часто буває не під
Рис. 20. Графік залежності продук
с и л у учню: з у с и л л я передається
тивності праці при обпилюванні в і д
б і л ь ш е п р а в о ю р у к о ю , щ о призвовисоти лещат
І
ЗІ'*'
-у
¡1« V
§
>*
^А
20
/
21.
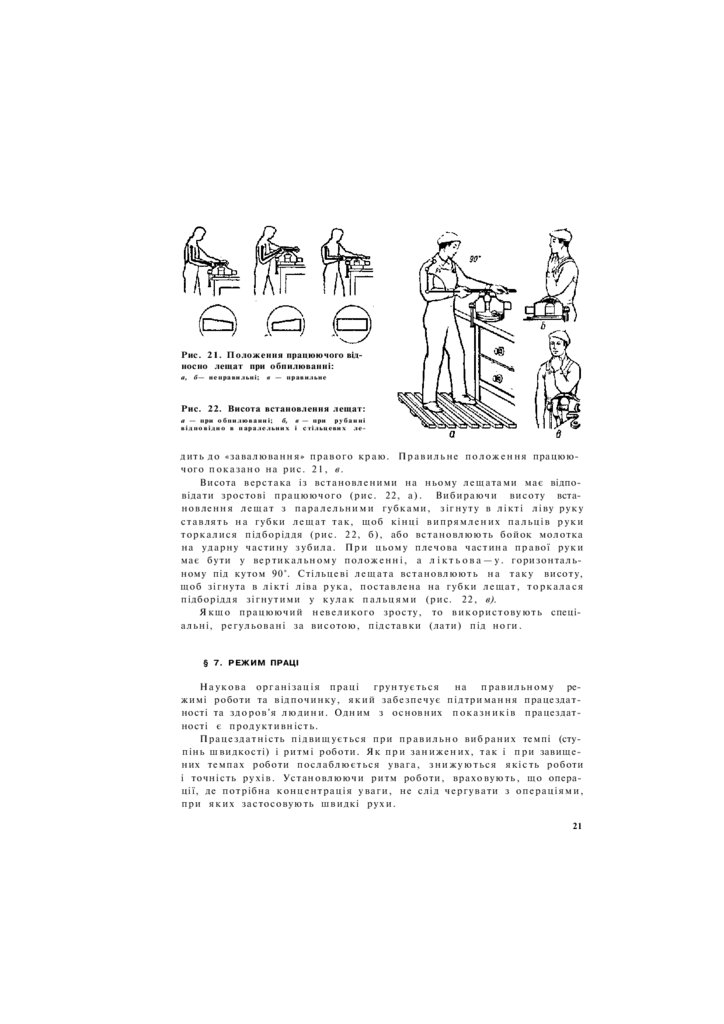
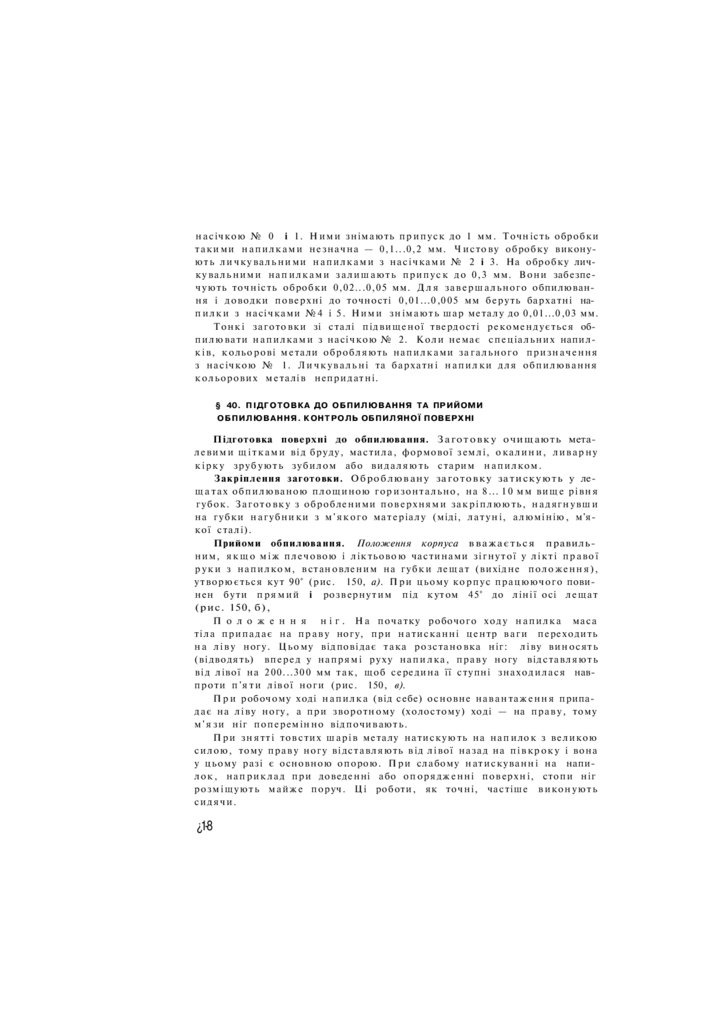
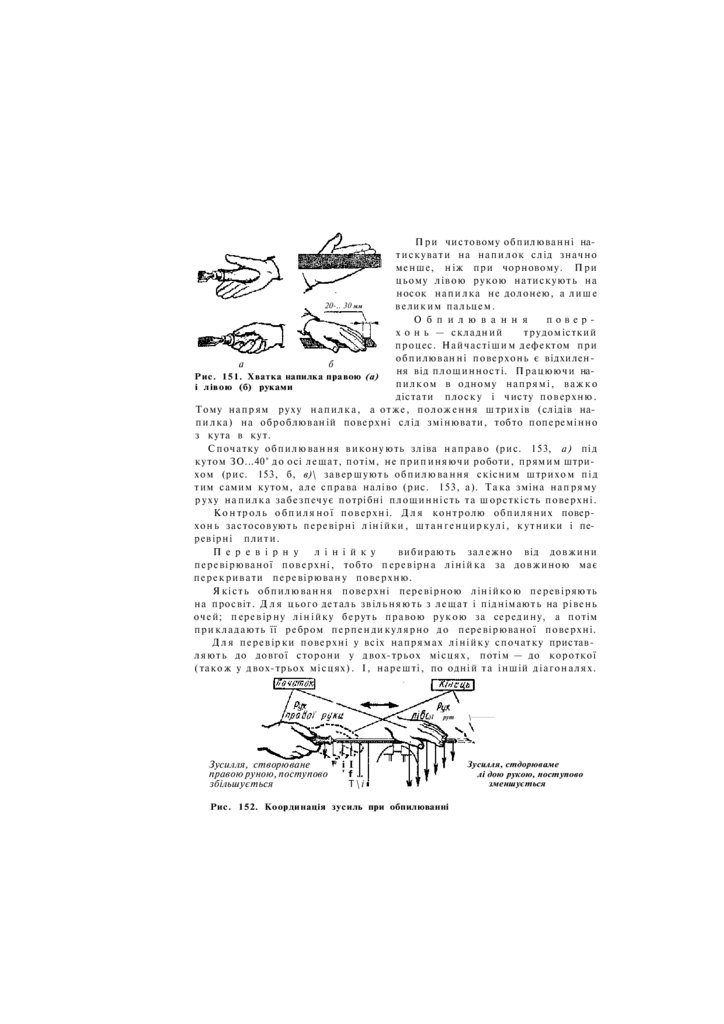
Рис. 21. Положення працюючого відносно лещат при обпилюванні:
а, б— н е п р а в и л ь н і ;
в — правильне
Рис. 22. Висота встановлення лещат:
а — при о б п и л ю в а н н і ; б, в — при р у б а н н і
в і д п о в і д н о в п а р а л е л ь н и х і с т і л ь ц е в и х ле-
дить д о «завалювання» п р а в о г о к р а ю . П р а в и л ь н е п о л о ж е н н я працюю
чого п о к а з а н о на р и с . 2 1 , в.
Висота верстака із встановленими на ньому л е щ а т а м и має відпо
відати зростові працюючого (рис. 22, а ) . Вибираючи висоту вста
новлення л е щ а т з п а р а л е л ь н и м и г у б к а м и , з і г н у т у в л і к т і л і в у р у к у
с т а в л я т ь н а губки л е щ а т т а к , щоб кінці в и п р я м л е н и х п а л ь ц і в р у к и
т о р к а л и с я підборіддя (рис. 22, б), або встановлюють бойок молотка
на у д а р н у частину з у б и л а . П р и цьому плечова частина п р а в о ї р у к и
має бути у в е р т и к а л ь н о м у п о л о ж е н н і , а л і к т ь о в а — у . горизонталь
ному під кутом 90°. Стільцеві л е щ а т а встановлюють на т а к у висоту,
щоб з і г н у т а в л і к т і л і в а р у к а , поставлена на г у б к и л е щ а т , т о р к а л а с я
підборіддя з і г н у т и м и у к у л а к п а л ь ц я м и (рис. 22, в).
Я к щ о працюючий н е в е л и к о г о зросту, то в и к о р и с т о в у ю т ь спеці
альні, р е г у л ь о в а н і за висотою, п і д с т а в к и (лати) під н о г и .
§ 7. РЕЖИМ ПРАЦІ
Наукова організація праці
грунтується
на п р а в и л ь н о м у ре
жимі роботи та відпочинку, я к и й забезпечує п і д т р и м а н н я працездат
ності та з д о р о в ' я л ю д и н и . Одним з основних п о к а з н и к і в працездат
ності є п р о д у к т и в н і с т ь .
П р а ц е з д а т н і с т ь п і д в и щ у є т ь с я п р и п р а в и л ь н о в и б р а н и х темпі (сту
пінь швидкості) і ритмі роботи. Як п р и з а н и ж е н и х , т а к і п р и завище
них темпах роботи п о с л а б л ю є т ь с я у в а г а , з н и ж у ю т ь с я я к і с т ь роботи
і точність р у х і в . Установлюючи р и т м роботи, в р а х о в у ю т ь , що опера
ції, де потрібна к о н ц е н т р а ц і я у в а г и , не слід ч е р г у в а т и з о п е р а ц і я м и ,
при я к и х застосовують швидкі р у х и .
21
22.
Г 1**'00г
11
22
і 55 1 ^ 1 / 1
\ 3з
Стомлення (втома) — це, як пра
вило, результат малопродуктивної,
>
п о г а н о о р г а н і з о в а н о ї п р а ц і . Одним
І "
із ч и н н и к і в , що з б і л ь ш у ю т ь стом
л е н і с т ь , є монотонність п р а ц і . Вона
Я" ю посилює ф і з и ч н е та розумове стом
і ,і
, /
9
6
7
8
і
г
0
л е н н я , бо потребує з а т р а т и додат
J
Години роботи
кової енергії на її п о д о л а н н я .
Рис. 23. Приблизний графік праце
З а л е ж н о від умов роботи стом
здатності протягом робочого дня (пе
л е н н я може наступати і ш в и д ш е
ріоду)
і п о в і л ь н і ш е . Я к щ о в процесі ро
бочого д н я доводиться часто н а г и н а т и с я чи високо піднімати р у к и
(надто високий чи н и з ь к и й в е р с т а к ) , а т а к о ж працювати у незруч
ній позі, стомленість наступає ш в и д ш е і п р о д у к т и в н і с т ь п р а ц і знач
но знижується.
П р а ц е з д а т н і с т ь людини з а з н а є з н а ч н и х змін протягом д н я , тиж
н я . Вона може з б е р і г а т и с я на високому рівні чи, н а в п а к и , ш в и д к о
з н и ж у в а т и с я (при порушенні р е ж и м у д н я , поганому
освітленні,
впливі високої т е м п е р а т у р и , ш у м о в и х ф а к т о р і в , недостатньому чи не
р а ц і о н а л ь н о м у х а р ч у в а н н і тощо).
П р о т я г о м робочого д н я п р а ц е з д а т н і с т ь х а р а к т е р и з у є т ь с я трьома
періодами (рис. 23): 1) робочий «входить» у роботу (період в х о д ж е н н я
у роботу),
поступово
підвищується
продуктивність його
праці;
2) період стійкої п р а ц е з д а т н о с т і ; 3) період п о я в и і з р о с т а н н я с т о м л е н н я .
К р и в а продуктивності п р а ц і п р о т я г о м п е р ш и х двох годин підні
мається в в е р х . В и с о к и й р і в е н ь працездатності т р и м а є т ь с я близь
ко півтори години, потім поступово з н и ж у є т ь с я у з в ' я з к у зі стом
л ю в а н н я м . Як п р а в и л о , в середині робочого д н я ( п і с л я обідньої перер
ви) п р а ц е з д а т н і с т ь відновлюється не о д р а з у . З н о в у н а с т у п а є період
«входження в роботу», я к и й з м і н ю є т ь с я періодом стійкої працездат
ності, однак рівень^працездатності буває трохи нижчим дообіднього.
На п ' я т і й - ш о с т і й годині роботи перед з а в е р ш е н н я м робочого д н я
з н о в у с п о с т е р і г а є т ь с я з н и ж е н н я працездатності, я к е відповідає перед
о б і д н ь о м у . На сьомій і восьмій г о д и н а х з р о с т а є с т о м л е н н я .
К о р о т к і перерви і відпочинок під час роботи з а п о б і г а ю т ь стом
л е н н ю . Я к щ о робітник працює стоячи, треба відпочивати сидячи,
і н а в п а к и . П р и роботі рекомендується т а к о ж час від часу з м і н ю в а т и
п о л о ж е н н я к о р п у с а . Я к щ о цього не робити, поступово може розвину
т и с я в и к р и в л е н н я хребта і сутулість, а і н к о л и і з г о р б л е н і с т ь . Д л я від
новлення сил і боротьби з втомленістю і сутулістю р е к о м е н д у є т ь с я зай
матися виробничою гімнастикою і спортом. Р а н к о в а з а р я д к а та фі
зичні в п р а в и у процесі робочого д н я с п р и я ю т ь д о с к о н а л і ш і й роботі
нервово-м'язевого а п а р а т у ,
підвищують працездатність організму.
у
22
І
22
І
23.
§ 8. САНІТАРНО-ГІГІЄНІЧНІ У М О В И ПРАЦІП о в і т р я н е
с е р е д о в и щ е — склад,
температура і
во
логість п о в і т р я («мікроклімат») — має в а ж л и в е з н а ч е н н я д л я створен
ня здорових о п т и м а л ь н и х с а н і т а р н о - г і г і є н і ч н и х умов п р а ц і . Спо
с т е р е ж е н н я свідчать, що п р и відповідності чистоти і вологості
повіт
ря гігієнічним вимогам п р о д у к т и в н і с т ь п р а ц і п і д в и щ у є т ь с я при
б л и з н о на 10 %.
Д л я п р и м і щ е н ь і з незначним н а д л и ш к о м теплоти рекомендують
ся т а к і т е м п е р а т у р и п о в і т р я : при в и к о н а н н і л е г к и х робіт — 18...20 °С,
робіт середньої в а г и — 1 6 . . . 1 8 °С, в а ж к и х р о б і т — 1 4 . . . 1 6 °С.
До з а х о д і в боротьби з п е р е г р і в а н н я м о р г а н і з м у н а л е ж а т ь : ме
х а н і з а ц і я в а ж к и х робіт, з а х и с т від д ж е р е л а в и п р о м і н ю в а н н я , вилу
чення н а д л и ш к о в и х т е п л о в и д і л е н ь за допомогою в е н т и л я ц і ї , профі
л а к т и к а п о р у ш е н н я водно-сольового обміну та інших н а с л і д к і в пере
грівання. Д л я відновлення
водно-сольового
балансу
організму
р о б і т н и к і в г а р я ч и х ц е х і в з а б е з п е ч у ю т ь підсоленою г а з о в а н о ю водою.
Ш у м і
в і б р а ц і я призводять д о швидкого стомлювання,
з н и ж у ю т ь п р о д у к т и в н і с т ь п р а ц і та я к і с т ь в и р о б і в , ш к і д л и в о вплива
ють на о р г а н и с л у х у л ю д и н и ( в и к л и к а ю т ь г л у х о т у ) , а т а к о ж на нер
вову систему, п о р у ш у ю т ь н о р м а л ь н е ф у н к ц і о н у в а н н я інших о р г а н і в .
Ш у м п р и з в о д и т ь до гіпертонічних та інших з а х в о р ю в а н ь . Особливо
ш к і д л и в і високочастотні ш у м и , я к і в и н и к а ю т ь п р и роботі а г р е г а т і в
ударної дії, рухомі потоки п о в і т р я г а з у .
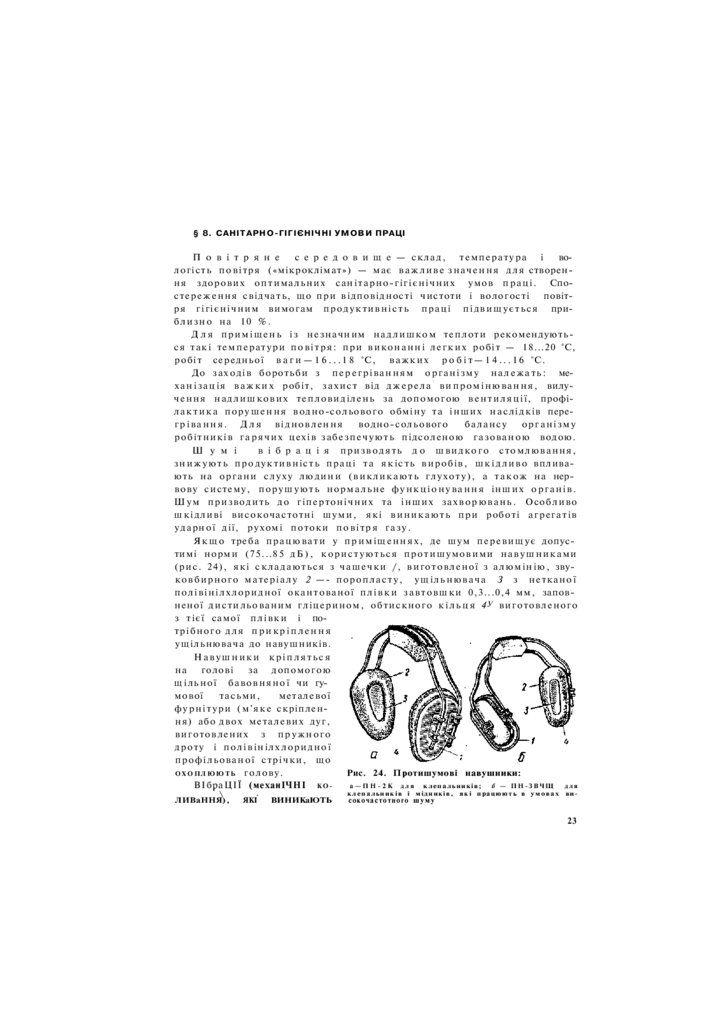
Я к щ о треба п р а ц ю в а т и у п р и м і щ е н н я х , де ш у м п е р е в и щ у є допус
тимі норми (75...85 д Б ) , к о р и с т у ю т ь с я п р о т и ш у м о в и м и н а в у ш н и к а м и
(рис. 24), я к і с к л а д а ю т ь с я з ч а ш е ч к и /, виготовленої з а л ю м і н і ю , зву
к о в б и р н о г о м а т е р і а л у 2 —- п о р о п л а с т у , у щ і л ь н ю в а ч а З з нетканої
п о л і в і н і л х л о р и д н о ї о к а н т о в а н о ї п л і в к и з а в т о в ш к и 0,3...0,4 мм, запов
неної д и с т и л ь о в а н и м г л і ц е р и н о м , обтискного к і л ь ц я 4 У виготовленого
з тієї самої п л і в к и і по
трібного д л я п р и к р і п л е н н я
ущільнювача до навушників.
Навушники кріпляться
на
голові
за допомогою
щ і л ь н о ї б а в о в н я н о ї чи гу
мової
тасьми,
металевої
ф у р н і т у р и ( м ' я к е скріплен
ня) або двох металевих дуг,
виготовлених з п р у ж н о г о
дроту і полівінілхлоридної
профільованої стрічки, що
ОХОПЛЮЮТЬ голову.
Рис. 24. Протишумові навушники:
ВІбраЦІЇ
(механІЧНІ К О а — П Н - 2 К д л я клепальників;
б — ПН-ЗВЧЩ
для
г
\
ЛИВаННЯ),
.
ЯКІ
ВИНИКаЮТЬ
клепальників і мідників, які працюють в умовах
сокочастотного ш у м у
ви-
23
24.
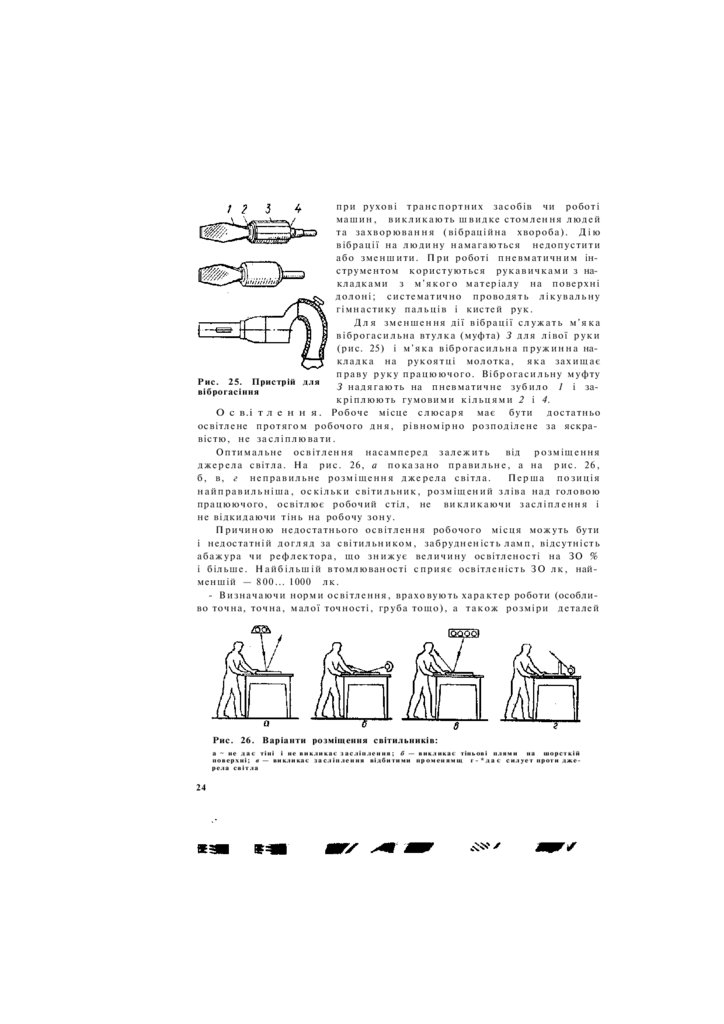
при рухові т р а н с п о р т н и х засобів чи роботімашин, в и к л и к а ю т ь ш в и д к е стомлення л ю д е й
т а з а х в о р ю в а н н я (вібраційна х в о р о б а ) . Д і ю
в і б р а ц і ї на л ю д и н у н а м а г а ю т ь с я недопустити
або з м е н ш и т и . П р и роботі пневматичним ін
струментом к о р и с т у ю т ь с я р у к а в и ч к а м и з на
к л а д к а м и з м ' я к о г о м а т е р і а л у на поверхні
долоні; систематично п р о в о д я т ь л і к у в а л ь н у
г і м н а с т и к у п а л ь ц і в і кистей р у к .
Д л я з м е н ш е н н я дії в і б р а ц і ї с л у ж а т ь м ' я к а
в і б р о г а с и л ь н а в т у л к а (муфта) З д л я л і в о ї р у к и
(рис. 25) і м ' я к а в і б р о г а с и л ь н а п р у ж и н н а на
к л а д к а н а р у к о я т ц і молотка, я к а з а х и щ а є
п р а в у р у к у працюючого. В і б р о г а с и л ь н у муфту
Рис. 25. Пристрій для
З
н а д я г а ю т ь на пневматичне з у б и л о 1 і за
віброгасіння
к р і п л ю ю т ь гумовими к і л ь ц я м и 2 і 4.
О с в.і т л е н н я . Робоче місце с л ю с а р я має бути достатньо
освітлене п р о т я г о м робочого д н я , р і в н о м і р н о розподілене за яскра
вістю, не з а с л і п л ю в а т и .
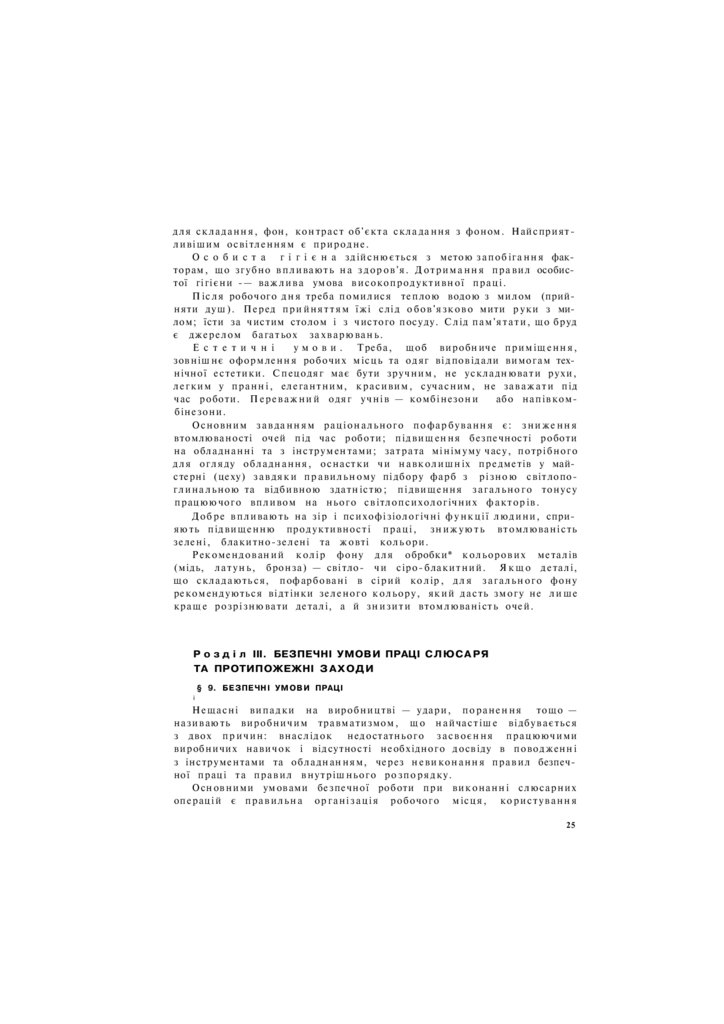
О п т и м а л ь н е о с в і т л е н н я насамперед з а л е ж и т ь
від р о з м і щ е н н я
д ж е р е л а с в іт ла. На р и с . 26, а п о к а з а н о п р а в и л ь н е , а на р и с . 26,
б, в, г н е п р а в и л ь н е р о з м і щ е н н я д ж е р е л а світла.
Перша позиція
н а й п р а в и л ь н і ш а , о с к і л ь к и с в і т и л ь н и к , розміщений з л і в а над головою
працюючого, освітлює робочий стіл, не в и к л и к а ю ч и з а с л і п л е н н я і
не відкидаючи т і н ь на робочу з о н у .
Причиною недостатнього о с в і т л е н н я робочого місця м о ж у т ь бути
і недостатній д о г л я д за с в і т и л ь н и к о м , забрудненість л а м п , відсутність
а б а ж у р а чи р е ф л е к т о р а , що з н и ж у є в е л и ч и н у освітленості на ЗО %
і більше. Н а й б і л ь ш і й втомлюваності с п р и я є освітленість ЗО л к , най
меншій — 800... 1000 л к .
- В и з н а ч а ю ч и норми освітлення, в р а х о в у ю т ь х а р а к т е р роботи (особли
во точна, точна, малої точності, г р у б а тощо), а т а к о ж р о з м і р и деталей
Рис. 26. Варіанти розміщення світильників:
а ~ не д а є т і н і і не в и к л и к а є з а с л і п л е н н я ; б — в и к л и к а є тіньові п л я м и на ш о р с т к і й
п о в е р х н і ; в — викликає з а с л і п л е н н я в і д б и т и м и п р о м е н я м щ г - * д а є с и л у е т проти д ж е
рела світла
24
25.
д л я с к л а д а н н я , фон, контраст о б ' є к т а с к л а д а н н я з фоном. Найсприятл и в і ш и м освітленням є природне.
О с о б и с т а г і г і є н а здійснюється з метою з а п о б і г а н н я фак
торам, що з г у б н о в п л и в а ю т ь на з д о р о в ' я . Д о т р и м а н н я п р а в и л особис
тої гігієни -— в а ж л и в а умова в и с о к о п р о д у к т и в н о ї п р а ц і .
П і с л я робочого д н я треба помилися теплою водою з милом (прий
няти душ). Перед п р и й н я т т я м ї ж і слід о б о в ' я з к о в о мити р у к и з ми
лом; їсти за чистим столом і з чистого посуду. Слід п а м ' я т а т и , що бруд
є д ж е р е л о м багатьох з а х в а р ю в а н ь .
Е с т е т и ч н і
у м о в и . Треба, щоб виробниче п р и м і щ е н н я ,
зовнішнє оформлення робочих місць та одяг відповідали вимогам тех
нічної естетики. Спецодяг має бути зручним, не у с к л а д н ю в а т и р у х и ,
легким у п р а н н і , елегантним, к р а с и в и м , сучасним, не з а в а ж а т и під
час роботи. П е р е в а ж н и й одяг учнів — комбінезони
або напівкомбінезони.
Основним з а в д а н н я м р а ц і о н а л ь н о г о п о ф а р б у в а н н я є : з н и ж е н н я
втомлюваності очей під час роботи; підвищення безпечності роботи
на обладнанні та з інструментами; з а т р а т а мінімуму часу, потрібного
д л я огляду о б л а д н а н н я , оснастки чи н а в к о л и ш н і х предметів у май
стерні (цеху) з а в д я к и п р а в и л ь н о м у підбору ф а р б з р і з н о ю світлопог л и н а л ь н о ю та відбивною здатністю; підвищення з а г а л ь н о г о тонусу
працюючого впливом на нього світлопсихологічних ф а к т о р і в .
Д о б р е в п л и в а ю т ь на зір і психофізіологічні ф у н к ц і ї л ю д и н и , спри
яють підвищенню продуктивності п р а ц і , з н и ж у ю т ь втомлюваність
зелені, блакитно-зелені та жовті к о л ь о р и .
Р е к о м е н д о в а н и й к о л і р фону д л я обробки* к о л ь о р о в и х металів
(мідь, л а т у н ь , бронза) — світло- чи сіро-блакитний. Я к щ о деталі,
що с к л а д а ю т ь с я , пофарбовані в сірий к о л і р , д л я з а г а л ь н о г о фону
рекомендуються відтінки зеленого к о л ь о р у , я к и й дасть змогу не л и ш е
к р а щ е р о з р і з н ю в а т и деталі, а й з н и з и т и втомлюваність очей.
Р о з д і л III. БЕЗПЕЧНІ УМОВИ ПРАЦІ С Л Ю С А Р Я
ТА ПРОТИПОЖЕЖНІ З А Х О Д И
§ 9. БЕЗПЕЧНІ У М О В И ПРАЦІ
і
Н е щ а с н і випадки на виробництві — удари, п о р а н е н н я
тощо —
називають виробничим травматизмом, що найчастіше в і д б у в а є т ь с я
з двох п р и ч и н : внаслідок
недостатнього з а с в о є н н я працюючими
виробничих навичок і відсутності необхідного досвіду в поводженні
з інструментами та обладнанням, через н е в и к о н а н н я п р а в и л безпеч
ної праці та п р а в и л в н у т р і ш н ь о г о р о з п о р я д к у .
Основними умовами безпечної роботи при в и к о н а н н і слюсарних
операцій є п р а в и л ь н а о р г а н і з а ц і я робочого м і с ц я , к о р и с т у в а н н я
25
26.
л и ш е справними іструментами, суворе д о т р и м а н н я виробничої дисц и п л і н и та вимог б е з п е к и .
Усі частини верстатів і механізмів, що обертаються, а т а к о ж об
роблювані з а г о т о в к и з частинами, що виступають,
м у с я т ь мати
захисні огородження.
Небезпеку становлять внутрішньозаводський
автомобільний і
безрейковий е л е к т р о т р а н с п о р т , ручні вагонетки,
візки, а також
рух робітників у в у з ь к и х проходах чи на ш л я х а х , де п р а ц ю є вантажо
підйомний т р а н с п о р т .
Д л я транспорту, що р у х а є т ь с я , встановлюють різні с и г н а л и —
звукові (дзвінки, сирени) і світлові (лампи р і з н и х к о л ь о р і в — чер
воного, жовтого, зеленого), я к і треба знати і дотримувати.
П р и безпосередньому дотику до струмоведучих частин (вимика
чів, р у б и л ь н и к і в тощо) чи до металевих предметів, які випадково
в и я в и л и с я під н а п р у г о ю , в и н и к а є небезпека у р а ж е н н я е л е к т р и ч н и м
струмом. У місцях, де є електричні установки, в и в і ш у ю т ь поперед
ж у в а л ь н і написи ( н а л р и к л а д , «Небезпечно!», «Під струмом!») або
с т а в л я т ь умовні з н а к и .
Електроінструменти слід підключати до електричної
мережі з
допомогою шлангового к а б е л я , я к и й має с п е ц і а л ь н у ж и л у , що слу
ж и т ь д л я з а з е м л е н н я і з а н у л е н н я , через штепсельну розетку, одне
гніздо якої з ' є д н а н о з землею чи з нульовим проводом. На штепсель
ній вилці к о н т а к т д л я з ' є д н а н н я корпуса з землею р о б л я т ь більшої
д о в ж и н и , н і ж інші струмоведучі к о н т а к т и . З а в д я к и такій будові п р и
вмиканні е л е к т р о і н с т р у м е н т а спочатку відбувається з а з е м л е н н я чи
з а н у л е н н я , а потім в м и к а ю т ь с я струмоведучі к о н т а к т и .
П р и роботі з електроінструментами слід застосовувати індиві
д у а л ь н і засоби з а х и с т у — гумові р у к а в и ч к и , к а л о ш і та к и л и м к и ,
ізолюючі підставки тощо.
х
До початку роботи треба:
н а д я г н у в ш и спецодяг, перевірити, щоб у нього не було з в и с а ю ч и х
к і н ц і в , р у к а в а застебнути ч и з а к а т а т и вище л і к т я ;
перевірити с л ю с а р н и й верстак — він має бути міцним, с т і й к и м
і відповідати зросту р о б і т н и к а ; слюсарні л е щ а т а бути с п р а в н и м и і
міцно з а к р і п л е н и м и на верстаку, ходовий гвинт обертатися в г а й ц і
л е г к о ; насічка на г у б к а х л е щ а т бути я к і с н о ю ;
підготувати робоче місце; з в і л ь н и т и потрібну д л я роботи п л о щ у ,
видаливши всі сторонні предмети; забезпечити достатню освітленість;
заготовити і р о з к л а с т и у відповідному п о р я д к у потрібні д л я роботи
інструменти, пристрої, м а т е р і а л и тощо;
перевірити с п р а в н і с т ь інструментів, п р а в и л ь н і с т ь їх з а т о ч к и і
доводки;
при перевірці інструмента з в е р н у т и у в а г у на те, щоб молотки
мали рівну, ледь о п у к л у поверхню, були добре насаджені на руко
ятки і з а к р і п л е н і клином; з у б и л а і крейцмейселі не мали з а з у б р и н
26
27.
на робочій частині та гострих ребер на г р а н я х ; на п и л к и і шаберимають бути міцно насаджені р у к о я т к и ;
перевірити с п р а в н і с т ь робочого о б л а д н а н н я та його о г о р о д ж е н н я ;
перед п і д н я т т я м в а н т а ж і в перевірити с п р а в н і с т ь підйомних при
строїв (блоків, домкратів тощо), у всіх підйомних механізмів мають
бути надійні гальмівні пристрої, "а маса в а н т а ж у , що п і д ні ма є ть ся ,
не перевищувати вантажопідйомність механізму; в а н т а ж і слід на
дійно з а к р і п л ю в а т и міцними стальними к а н а т а м и або л а н ц ю г а м и ;
не можна з а л и ш а т и в а н т а ж у підвішеному стані п і с л я роботи; забо
р о н я є т ь с я стояти і проходити під піднятим в а н т а ж е м ; не м о ж н а пере
вищувати граничні норми маси в а н т а ж і в , що п е р е н о с я т ь с я в р у ч н у .
Під час роботи:
міцно з а т и с к а т и в л е щ а т а х д е т а л ь чи з а г о т о в к у , а під час встанов
л е н н я чи з н я т т я її д о т р и м у в а т и с я обережності, бо п р и падінні д е т а л ь
може нанести т р а в м у ;
о ш у р к и з в е р с т а к а чи оброблюваної деталі в и д а л я т и л и ш е щ і т к о ю ;
при р у б а н н і металу з у б и л о м в р а х о в у в а т и , в я к и й бік безпечніше
д л я оточуючих с п р я м о в у в а т и частки, що відлітають, і встановити з
цього боку з а х и с н у сітку; п р а ц ю в а т и л и ш е в з а х и с н и х о к у л я р а х ;
я к щ о за умовами роботи не м о ж н а застосовувати захисні о к у л я р и ,
р у б а н н я в и к о н у в а т и т а к , щоб в і д р у б у в а н і частки відлітали в той бік,
де немає людей;
;
не к о р и с т у в а т и с я випадковими підставками чи несправними при
строями;
не допускати з а б р у д н е н н я о д я г у гасом, бензином, мастилом.
П і д час роботи пневматичним інструментом д о т р и м у в а т и с я таких
вимог:
при приєднанні до інструмента ш л а н г попередньо перевірити і
продути стиснутим п о в і т р я м ;
не тримати пневматичний інструмент за ш л а н г чи робочу частину;
не р о з ' є д н у в а т и ш л а н г и ;
подавати п о в і т р я л и ш е п і с л я в с т а н о в л е н н я інструмента в робоче
положення.
П і с л я з а к і н ч е н н я роботи:
ретельно п р и б р а т и робоче місце;
п о к л а с т и інструмент, п р и с т р о ї та матеріали на відповідні м і с ц я ;
д л я п о п е р е д ж е н н я с а м о з а й м а н н я промащеного г а н ч і р ' я та виник
нення п о ж е ж і п р и б р а т и його в спеціальний металевий я щ и к з кри
шкою, щ о щ і л ь н о з а ч и н я є т ь с я .
§ 10. ПРОТИПОЖЕЖНІ З А Х О Д И
Д ж е р е л а м и в и н и к н е н н я п о ж е ж і м о ж у т ь бути: с т р у м и к о р о т к о г о
з а м и к а н н я , щ о утворюють е л е к т р и ч н у дугу; п е р е г р і в а н н я елект
ричних м е р е ж і е л е к т р о о б л а д н а н н я ; тепло, що
утворюється
вна27
28.
слідок тертя д и с к і в , п і д ш и п н и к і в , пасових передач; іскрові розрядистатичної е л е к т р и к и ; п о л у м ' я ; промениста е н е р г і я ; іскри.
П р и ч и н о ю в и н и к н е н н я п о ж е ж і м о ж у т ь бути з а й м а н н я виробни
чих відходів, п р о м а щ е н о г о г а н ч і р ' я , п а к л і , п а п е р у та інших матері
а л і в , щ о в и к о р и с т о в у ю т ь с я д л я очищення механізмів. П о ж е ж і т а к о ж
можливі в р е з у л ь т а т і с а м о з а г о р я н н я твердого м і н е р а л ь н о г о п а л и в а ,
складеного в к у п у .
Н а й б і л ь ш е з н а ч е н н я п р и оцінці п о ж е ж н о ї безпеки горючих ре
човин має температура, при я к і й можливе їх з а г о р я н н я — температу
ра с п а л а х у й температура з а й м а н н я .
Т е м п е р а т у р а
с п а л а х у — ц е найменша температура го
рючої рідини, при я к і й створюється суміш г а з і в чи п а р і в з повіт
р я м , здатна з а й м а т и с я і горіти к о р о т к о ч а с н о п р и піднесенні від
критого п о л у м ' я . .
Д о л е г к о з а й м и с т и х рідин н а л е ж а т ь бензин, бензол, метиловий
спирт, гас, т е м п е р а т у р а с п а л а х у я к и х с т а н о в и т ь відповідно — 5 0 . . .
+ 10 °С ( з а л е ж н о від марки) і — 1 3 °С; —1 °С; + 2 8 °С.
Т е м п е р а т у р о ю
з а й м а н н я н а з и в а є т ь с я найменша тем
п е р а т у р а горючої речовини, при я к і й вона з а й м а є т ь с я від в і д к р и т о г о
д ж е р е л а з а п а л е н н я (полум'я) і п р о д о в ж у є горіти п і с л я в и д а л е н н я
цього
джерела.
П р о ц е с г о р і н н я , що в и н и к а є в р е з у л ь т а т і н а г р і в а н н я всієї с у м і ш і ,
к о л и немає з о в н і ш н ь о г о в и д и в у (відкритий вогонь)/ н а з и в а є т ь с я само
з а й м а н н я м . Т е м п е р а т у р а , при я к і й повільне о к и с л е н н я переходить
у с а м о з а й м а н н я , н а з и в а є т ь с я температурою с а м о з а й м а н н я .
Горючі гази і п а р и (бензин, ацетилен, с к и п и д а р , водень тощо)
у суміші з киснем п о в і т р я здатні утворювати вибухові с у м і ш і . Ви
бух — це н а д з в и ч а й н о ш в и д к е , в и з н а ч у в а н е частками секунди горін
н я , я к е с у п р о в о д ж у є т ь с я в и д і л е н н я м значної кількості теплоти і роз
ж а р е н и х газоподібних продуктів під великим тиском.
Основний з а п о б і ж н и й з а х і д проти п о ж е ж — це постійне дотри
м а н н я в чистоті й п о р я д к у робочого місця, обережне п о в о д ж е н н я з
вогнем, нагрівальними п р и л а д а м и і легкозаймистими речовинами.
Не можна допускати с к у п ч е н н я б і л я робочого місця великої кіль
кості легкозаймистої виробничої сировини,
н а п і в ф а б р и к а т і в тощо.
Відходи виробництва, особливо горючі, складають у відведеному д л я
них місці.
По завершенні роботи робоче місце слід привести у н а л е ж н и й по
р я д о к . Промащені обтиральні матеріали прибрати д о с п е ц і а л ь н и х я щ и
к і в . Посудина з легкозаймистими рідинами, а т а к о ж балони з г а з а м и
перенести у місця їх постійного з б е р і г а н н я . Слід вимкнути всі елект
роприводи та освітлювальні точки, за в и н я т к о м чергових л а м п .
Н а й п р о с т і ш і п р о т и п о ж е ж н і засоби та інвентар — я щ и к и з піс
ком та лопатами, мішечки з п к ж о м , п о ж е ж н и й к р а н , насоси, вогне
гасники — м у с я т ь бути з а в ж д и в наявності та справності.
28
29.
П р и виникненні п о ж е ж і слід вимкнути всі е л е к т р о у с т а н о в к и ,негайно телефоном чи спеціальним сигналом в и к л и к а т и п о ж е ж н у
команду і вжити заходів з т у ш і н н я п о ж е ж і власними силами за до
помогою існуючого п р о т и п о ж е ж н о г о о б л а д н а н н я та і н в е н т а р я .
Засобами п о ж е ж о г а с і н н я є т а к о ж відра і гідропульти д л я води,
р і з н і п о к р и в а л а (азбестові ковдри, кошми, брезенти).
П а л а ю ч і матеріали і н е в е л и к у К І Л Ь К І С Т Ь палаючої рідини г а с я т ь
ПІСКОМ; гас, бензин, л а к и і спирти, ацетон — піною; мастильні масла,
оліфу, с к и п и д а р — розпиленою водою чи піною.
Д л я г а с і н н я п о ж е ж та з а г о р я н ь застосовують ручні пінні вогне
гасники ОП-3 або ОП-5. Вогнегасник ОП-3 п р и в о д я т ь у дію ударом
бойка об твердий предмет, а ОП-5 — поворотом р у к о я т к и вверх. Піс
ля цього к о р п у с вогнегасника повертають головкою донизу і спрямо
вують піну на п о л у м ' я .
Д л я г а с і н н я п о ж е ж з успіхом можна застосовувати вуглекислот
ні вогнегасники, які мають балони місткістю 2 л (ОУ-2), 5 л (ОУ-5)
і 8 л (ОУ-8). Вуглекислотний вогенегасник п р и в о д я т ь у дію пово
ротом маховичка в е н т и л я проти годинникової с т р і л к и . Д о в е н т и л я
приєднують ш л а н г зі снігоутворювачем, через я к и й рідка вуглекис
л о т а в и к и д а є т ь с я у вигляді с н і г у та г а з у і, обволікаючи палаючий
о б ' є к т , гасить вогонь.
П і д час п о ж е ж і не м о ж н а вибивати с к л о у в і к н а х , бо це з б і л ь ш у є
п р и п л и в п о в і т р я , я к е с п р и я є посиленню вогню; слід з б е р і г а т и с п о к і й .
Р о з д і л IV. ПЛОЩИННЕ РОЗМІЧАННЯ
§ 11. З А Г А Л Ь Н І ПОНЯТТЯ
З а г о т о в к и д л я деталей машин надходять на обробку в механічні
цехи у вигляді поковок сортового металу. З а л е ж н о від п р и з н а ч е н н я
деталей одні заготовки з а л и ш а ю т ь с я необробленими, а інші обробля
ються частково чи повністю. П р и цьому з поверхні заготовок видаля
є т ь с я певний ш а р металу, внаслідок чого зменшується її р о з м і р . Різ
н и ц я між розмірами заготовки д о і п і с л я обробки н а з и в а є т ь с я п р и
п у с к о м
на
обробку.
Щ о б знати де і до я к и х р о з м і р і в обробляти заготовку, її спочат
к у розмічають. Р о з м і ч а н н я м н а з и в а є т е с я о п е р а ц і я нанесен
ня на оброблювану заготовку р о з м і ч а л ь н и х л і н і й (рисок), що визна
чають контури майбутньої деталі чи місця, яке потрібно обробляти.
Р о з м і ч а н н я в и к о н у ю т ь точно і а к у р а т н о , бо п о м и л к и , допущені
при цьому, можуть призвести до того, що виготовлена деталь буде
б р а к о в а н о ю . Б у в а є й н а в п а к и : неточно відлиту, а тому з а б р а к о в а н у ,
з а г о т о в к у можна виправити ретельним р о з м і ч а н н я м , перерозподілив
ши припуски д л я кожної розмічуваної поверхні.
29
30.
Точність, що д о с я г а є т ь с я п р и з в и ч а й н и х методах р о з м і ч а н н я ,становить п р и б л и з н о 0,5 мм. П р и точному розмічанні її можна підви
щити до сотих часток міліметра.
Р о з м і ч а н н я застосовується п е р е в а ж н о в одиничному і дрібносерійному виробництві. На заводах багатосерійного і м а с о в о г о вироб
ництва потреба у розмічанні відпадає з а в д я к и в и к о р и с т а н н ю спеці
альних пристроїв — к о н д у к т о р і в , упорів тощо.
. З а л е ж н о від форми р о з м і ч у в а н и х заготовок і деталей р о з м і ч а н н я
поділяють на п л о щ и н н е та просторове (об'ємне).
П л о щ и н н е
р о з м і ч а н н я , щ о виконують звичайно н а
п о в е р х н я х п л о с к и х деталей, на штабовому і листовому м а т е р і а л і ,
п о л я г а є у нанесенні на з а г о т о в к у к о н т у р н и х п а р а л е л ь н и х і перпен
д и к у л я р н и х л і н і й (рисок), к і л , д у г , кутів, осьових ліній, різнома
нітних геометричних фігур за з а д а н и м розміром чи контурів р і з н и х
отворів за ш а б л о н а м и .
Прийомами п л о щ и н н о г о р о з м і ч а н н я не м о ж н а розмітити навіть
н а й п р о с т і ш е тіло, я к щ о його поверхні н е п р я м о л і н і й н і . При-площин
ному розмічанні н е м о ж л и в о навіть нанести на б о к о в у поверхню цилінд
ра горизонтальні р и с к и , п е р п е н д и к у л я р н і до його осі, бо до цієї по
верхні не м о ж н а п р и к л а с т и косинець чи л і н і й к у . Та я к б и й з н а й ш л а с ь
г н у ч к а л і н і й к а , я к у б вдалося обвити н а в к о л о поверхні ц и л і н д р а , то
нанесення п а р а л е л ь н и х рисок на ц и л і н д р в и к л и к а л о б значні т р у д н о щ і .
П р о с т о р о в е
р о з м і ч а н н я н а й у ж и в а н і ш е в машинобу
дуванні; за прийомами воно суттєво в і д р і з н я є т ь с я від п л о щ и н н о г о .
Складність просторового р о з м і ч а н н я п о л я г а є в тому, що доводиться
не т і л ь к и розмічати окремі поверхні деталей, розміщені в р і з н и х
п л о щ и н а х і під р і з н и м и кутами одна до одної, а й у в ' я з у в а т и розміт
ки цих окремих п о в е р х о н ь м і ж собою.
§ « . ПРИСТРОЇ ДЛЯ П Л О Щ И Н Н О Г О Р О З М І Ч А Н Н Я
Д л я в и к о н а н н я розмітки в и к о р и с т о в у ю т ь розмічальні плити, під
к л а д к и , поворотні пристрої, д о м к р а т и і т. ін.
На розмічальній плиті встановлюють з а г о т о в к и чи д е т а л і , я к і тре
ба розмітити, і розміщують усі пристрої та інструменти. Р о з м і ч а л ь н а
плита в і д л и в а є т ь с я з дрібнозернистого ч а в у н у . У н и ж н і й її частині
е ребра ж о р с т к о с т і , що з а х и щ а ю т ь п л и т у від можливого п р о г и н у під
дією сили т я ж і н н я самої плити і р о з м і ч у в а н и х деталей. В е р х н ю робочу
поверхню і бокові сторони плити точно о б р о б л я ю т ь на с т р у г а л ь н и х
верстатах, а потім ш а б р у ю т ь .
На робочій поверхні в е л и к и х п л и т інколи р о б л я т ь поздовжні та
поперечні к а н а в к и , що з н а х о д я т ь с я на р і в н и х відстанях одна від
одної (200...250 мм) і утворюють рівні к в а д р а т и . К а н а в к и , що мають
г л и б и н у 2...З мм і ш и р и н у 1...2 мм, полегшують в с т а н о в л е н н я на пли
ті р і з н и х п р и с т р о ї в .
ЗО
31.
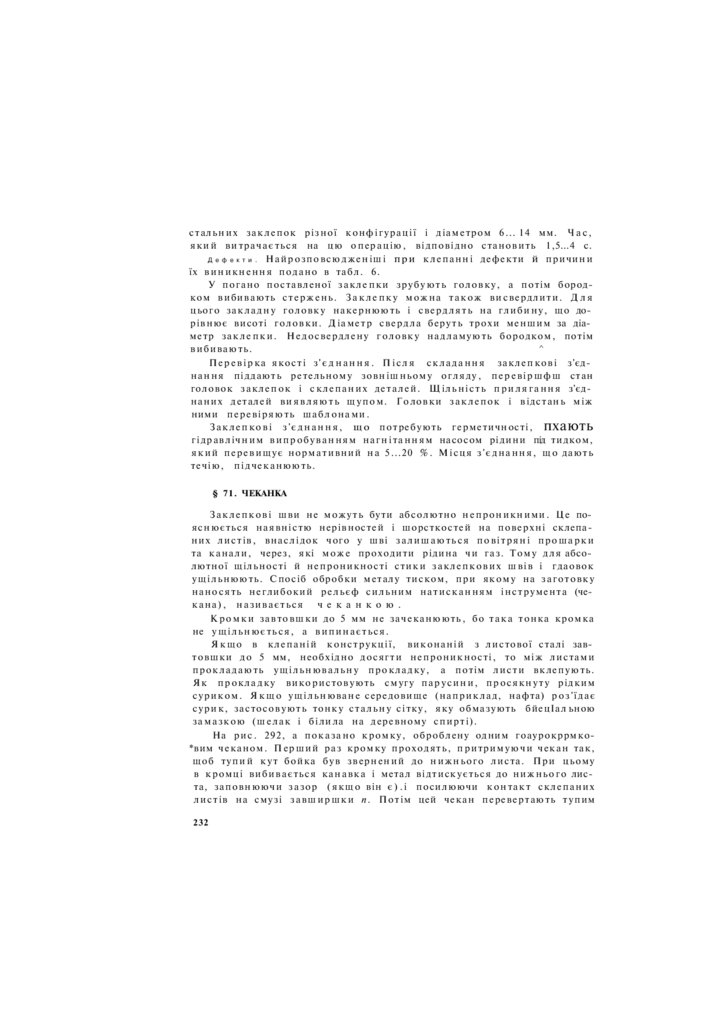
Рис. 27. Розмічальні плити:а — на т у м б а х ;
б — на
фундаменті
Р о з м і р п л и т и д о б и р а ю т ь т а к , щ о б її ширина і д о в ж и н а були на
500 мм б і л ь ш е за відповідні р о з м і р и розмічуваних з а г о т о в о к . П л и т и
великих розмірів, н а п р и к л а д 6000 X 10000 мм, в и г о т о в л я ю т ь складаними з двох або чотирьох плит, я к і з ' є д н у ю т ь болтами і ш п о н к а м и .
Малі плити встановлюють на в е р с т а к и , столи або ч а в у н н і тум
би (рис. 27, а ) , великі с т а в л я т ь на цегляні фундаменти (рис. 27, б)
або д о м к р а т и , розміщені на фундаменті. Висота від робочої поверхні
д о підлоги має бути 800...900 мм д л я невеликих П Л И Т і 700...800 мм —
для великих.
Робоча частина плити встановлюється за рівнем строго горизон
тально. Г о р и з о н т а л ь н е п о л о ж е н н я невеликих п л и т д о с я г а є т ь с я вста
н о в л е н н я м к л и н і в , а в е л и к и х — за допомогою д о м к р а т і в або подвій
них к л и н і в з гвинтом.
П о в е р х н я плити з а в ж д и має бути сухою і чистою. П і с л я роботи
п л и т у обмітають щ і т к о ю , р е т е л ь н о п р о т и р а ю т ь г а н ч і р к о ю , змащу
ють маслом д л я з а х и с т у від к о р о з і ї та н а к р и в а ю т ь д е р е в ' я н и м щитом.
Не менше одного р а з у на тиждень п л и т у промивають с к и п и д а р о м чи
гасом. Не м о ж н а пересувати по плиті розмічувані з а г о т о в к и д л я уник
н е н н я появи забоїн та п о д р я п и н .
Необроблені з а г о т о в к и встановлюють не безпосередньо на плиту,
а на с п е ц і а л ь н і п і д к л а д к и або д о м к р а т и .
Інструменти та пристрої, що з а с т о с о в у ю т ь с я при р о з м і ч а н н і , пере
с у в а ю т ь по плиті п л а в н о . Р о б о ч у п о в е р х н ю п л и т и рекомендується
н а т и р а т и графітовим п о р о ш к о м .
Д л я особливо в е л и к и х деталей доречно встановлювати к і л ь к а
р о з м і ч а л ь н и х п л и т п о р у ч на одному р і в н і .
П л о щ и н н і с т ь р о з м і ч а л ь н и х п л и т п е р е в і р я ю т ь за допомогою точ
ної перевірної л і н і й к и та щ у п а (або ц и г а р к о в о г о п а п е р у ) . Л і н і й к у
п р и к л а д а ю т ь ребром д о робочої поверхні р о з м і ч а л ь н о ї п л и т и . З а з о р
м і ж п о в е р х н я м и л і н і й к и т а р о з м і ч а л ь н о ї плити к о н т р о л ю ю т ь щ у п о м .
То в щ ин а щ у п а , що проходить у щ і л и н у м і ж л і н і й к о ю та р о з м і ч а л ь н о ю
плитою, не повинна п е р е в и щ у в а т и 0,03...0,06 мм ( з а л е ж н о від р о з м і р у
плити).
31
32.
Рис. 2 8 . Рефлекторний світильиик
Рис. 2 9 . Підкладки:
а — плоскі, призматичні, цилін
дричді, з двотавровим перерізом
б — клиновидні
Робочі поверхні ш а б р у в а л ь н и х плит, які застосовуються д л я точ
но? розмітки, п е р е в і р я ю т ь на ф а р б у за допомогою перевірної л і н і й к и .
К і л ь к і с т ь п л я м у квадраті 25 х 25 мм має бути не менш як 20.
Плити розміщують у найсвітлішій частині п р и м і щ е н н я або під
світловим ліхтарем, у місцях, де на них не може впливати в і б р а ц і я
від працюючих верстатів.
П р и розмічанні поверхонь (особливо внутрішніх) в е л и к и х д е т а л е й
як додаткове д ж е р е л о освітлення з р у ч н о використовувати рефлектор
ний с в і т и л ь н и к к о н с т р у к ц і ї К о р о в і н а (рис. 28), я к и й н а д я г а ю т ь на
голову. Т а к и й світильник з р у ч н и й не л и ш е р о з м і щ е н н я м д ж е р е л а
світла, а й тим, що в и в і л ь н я є р у к и розмітника. Він с к л а д а є т ь с я з
рефлектора, п р и к р і п л е н о г о через ш а р н і р до стальної с т р і ч к и З, я к а
стягнена гумовою стрічкою 4, В рефлектор в с т а в л я є т ь с я е л е к т р и ч н а
лампочка н а п р у г о ю 12 В. П р о в і д 2 з гумовою і з о л я ц і є ю , п р и к р і п л е н и й
до стальної стрічки /, має штепсельну в и л к у 5.
П е р ш н і ж приступити до р о з м і ч а н н я , з а г о т о в к у встановлюють
і в и в і р я ю т ь на р о з м і ч а л ь н і й плиті, к о р и с т у ю ч и с ь д л я ц ь о г о опор
ними п і д к л а д к а м и , призмами і домкратами р і з н и х к о н с т р у к ц і й .
Підкладки с л у ж а т ь д л я забезпечення п р а в и л ь н о г о в с т а н о в л е н н я
деталей при розмічанні, а т а к о ж д л я захисту р о з м і ч а л ь н и х плит рід
п о д р я п и н і з а б о ї н . З а л е ж н о від п р и з н а ч е н н я п і д к л а д к и б у в а ю т ь різ
них к о н с т р у к ц і й . Н а й п р о с т і ш и м и е П л о с к і
о п о р н і
під
к л а д к и (рис. 29, а). П і д к л а д к и в е л и к и х р о з м і р і в виготовляють пусто
тілими ц и л і н д р и ч н и м и , п р и з м а т и ч н и м и , двотаврового п е р е р і з у т о щ о ,
(рис. 29, а).
К л и н о в и д н і
п і д к л а д к и (рис. 29, б ) в и г о т о в л я ю т ь з
двох з ' є д н а н и х , точно о б р о б л е н и х с т а л ь н и х клинів 2 і 3. Розмічува
ну з а г о т о в к у встановлюють щ верхній поверхні к л и н а 2. Підйом
та о п у с к а н н я заготовки здійснюють о б е р т а н н я м гвинта 7, що знахо32
33.
д и т ь с я в тілі к л и н а 3. Маючи набір к л и н і в різної т о в щ и н и , регулюють п о л о ж е н н я розмічува
них з а г о т о в о к по висоті. На боковій поверхні
н и ж н ь о г о к л и н а нанесена ш к а л а , я к а д а є змогу
к о н т р о л ю в а т и і точно регулювати висоту к л и н а .
П е р е м і щ е н н я к л и н а на одну п о д і л к у д о р і в н ю є
0,1 мм.
Поворотний пристрій
з
електромагнітом
(рис. ЗО) забезпечує ш в и д к е з а к р і п л е н н я розмі
Рис. ЗО. Поворотний
чуваних деталей у н а й з р у ч н і ш о м у п о л о ж е н н і .
пристрій з електроД е т а л ь встановлюють на площині 1 електромаг
магнітом
ніту, к о т у ш к и я к о г о з а х и щ е н і литим кожухом
2. Е л е к т р о м а г н і т н и й стіл обертають н а в к о л о осі 3. Г о р и з о н т а л ь н а
вісь 11 проходить к р і з ь круговий паз сферичного п р и л и в к а к о ж у х а
магнітного стола і з ' є д н а н а втулкою з віссю 3. На другому кінці го
ризонтальної осі. насаджено лімб 8 великого діаметра зі ш к а л о ю на
360°. Д л я в і д л і к у кутів повороту горизонтальної осі с л у ж и т ь рухо
мий ноніус 9, що обертається на цій осі та фіксується гвинтом 10.
Точне встановлення лімба за ноніусом здійснюється маховичком 5,
я к и й ф р и к ц і й н о сполучений з лімбом і ф і к с у є т ь с я з а т я ж н и м гвинтом
6. Кут повороту магнітного стола н а в к о л о осі 3 встановлюють за
ш к а л о ю або за розточеними через 15° отворами кромки 12 кругового
п а з а . П р и встановленні за ш к а л о ю стіл ф і к с у ю т ь гвинтом 4. Вми
к а ю т ь е л е к т р о м а г н і т вимикачем 7.
Д о переваг пристрою н а л е ж а т ь швидке встановлення
розмічу
в а н и х деталей, точне кутове о р і є н т у в а н н я , з р у ч н і с т ь при роботі,
а до недоліків — погане б а л а н с у в а н н я (при розмічанні в а ж к и х дета
лей вони легко перекида
ю т ь с я ) , небезпечність рап
тового вимикання електро
магніту, неможливість кріп
л е н н я немагнітних виробів,
висока вартість установки
з перетворювачем струму.
Домкрати застосовують
д л я встановлення громізд
ких і в а ж к и х заготовок;
вони дають змогу в и в і р я т и
і регулювати
положення
р о з м і ч у в а н и х заготовок по
висоті.
На р и с . 3 1 , а п о к а з а н о
Рис. 31. Гвинтовий домкрат з плоскою (а),
з в и ч а й н и й
домкрат,
кульовою (б), призматичною (в) і роликовою
(г) головками
у к о р п у с і я к о г о є гвинт з
2
4-1664
аз
34.
п р я м о к у т н о ю різьбою. На верхньому кінці гвинта з а к р і п л ю ю т ь гол о в к у різноманітної форми — плоску (рис. 3 1 , а ) , к у л ь о в у (рис. 3 1 , б)
д л я встановлення необроблених деталей або призматичну (рис. 3 1 , в)
д л я встановлення циліндричних д е т а л е й .
Підйом та о п у с к а н н я з а г о т о в к и здійснюють о б е р т а н н я м гвинта.
Р о л и к о в и й домкрат (рис. 3 1 , г ) дає змогу н е л и ш е регулювати
п о л о ж е н н я заготовки по висоті, а й вільно повертати її в горизонталь
ній площині, що потрібно при розмічанні в а ж к и х з а г о т о в о к . Д о м к р а т
має к о р п у с 5 з ш и р о к о ю основою та отвором з різьбою, у я к и й в к р у чуВТься гвинт 4, На гвинті встановлена плита / з кронштейнами <?,
в я к и х обертаються шліфовані з а г а р т о в а н і бочкоподібні р о л и к и 2.
Останні можна зсувати і розсувати відповідно до р о з м і р і в розмічуван'их деталей (заготовок).
Висувні центри застосовують д л я р о з м і ч а н н я ц и л і н д р и ч н и х дета
лей.
§ 13. ІНСТРУМЕНТИ Д Л Я П Л О Щ И Н Н О Г О Р О З М І Ч А Н Н Я
Р и с у в а л к и (голки) с л у ж а т ь д л я нанесення л і н і й (рисок) на розмічузану поверхню за допомогою л і н і й к и , к у т н и к а чи ш а б л о н а . Виго
т о в л я ю т ь р и с у в а л к и з інструментальної сталі У10 або У12. Д л я роз
м і ч а н н я на с т а л ь н і й , добре обробленій поверхні застосовують рису
в а л к и з л а т у н і ; на а л ю м і н і й риски наносять гостро заточеним о л і в ц е м .
Ш и р о к о застосовують чотири види рису в а л о к : к р у г л у , з відігнутим
к і н ц е м , зі вставною головкою і к и ш е н ь к о в у .
К р у г л а
р и с у в а л к а — ц е стальний с т е р ж е н ь з а в д о в ж к и 150...
290 мм і діаметром 4...5 мм, один к і н е ц ь якого з а г а р т о в а н о на довжи
ну 20»..30 мм і загострено під кутом 15°, а д р у г и й зігнуто в к і л ь ц е
діаметром 25...ЗО мм (рис. 32, а ) .
Рдеувалка з в і д і г н у т и м
к і н ц е м — ц е загострений з обох
с т о р і н с т а л ь н и й с т е р ж е н ь , один кінець якого відігнуто під кутом 90°
Рис. 32. Рисувалки:
а — к р у г л а ; б —з в і д і г н у т и м к і н ц е м та її з а с т о с у в а н н я ; в — зі вставними голками;
кишенькова; / — г о л к а ; 2 — к о р п у с ; 3 — З а п а с н і голки; 4 — п р о б к а
34
г —
35.
Рис. 33. Загострення рисувалкиРис. 34. Звичайний кернер (а)
гострення (б)
і його за-
(рис. 32, б). Середня частина р и с у в а л к и потовщена і д л я зручності
на ній зроблено н а к а т к у . Відігнутим кінцем н а н о с я т ь риски у в а ж к о доступних м і с ц я х .
Р и с у в а л к а з і в с т а в н о ю г о л к о ю (рис. 32, в ) в и к о н а н а з а
типом годинникових в и к р у т о к ; як вставна г о л к а м о ж у т ь бути викорис
тані стальні з а г о с т р е н і та з а г а р т о в а н і с т е р ж н і .
К и ш е н ь к о в а р и с у в а л к а (рис. 32, г ) в и к о н а н а у в и г л я д і
о л і в ц я з в і с т р я м , що в б и р а є т ь с я . К о р п у с р и с у в а л к и с к л а д а є т ь с я .з
двох частин, що обертаються одна відносно одної на чотирьох шарні
рах, я к і при с к л а д а н н і „вводяться через поздовжні п а з и . Передбачено
тримач д л я з а к р і п л е н н я р и с у в а л к и в кишені працюючого і д л я за
побігання с к о ч у в а н н ю з п л и т и . На робочий н а к о н е ч н и к н а п а я н о
стержень із твердого сплаву ВК6> загострений на к о н у с з кутом 20°.
Р и с у в а л к и мають бути гострозаточеними. їх конечна п о в е р х н я
д о б р е оброблена (гладенька), не д р я п а т и л і н і й к у , кутник* Ч и м гост
р і ш а робоча частина р и с у в а л к и , тим тоншою буде розмічальна риска
і, о т ж е , вищою точність р о з м і т к и .
З а г о с т р ю ю т ь р и с у в а л к и на з а т о ч у в а л ь н и х верстатах (рис. 33).
Р и с у в а л к у б е р у т ь л і в о ю р у к о ю за середину, а п р а в о ю р у к о ю за кі
н е ц ь , п р о т и л е ж н и й тому, що з а т о ч у є т ь с я . Д о т р и м у ю ч и сталий кут
н а х и л у щодо а бр а зи в н ог о к р у г а ,
з л е г к и м натиском п р и к л а д а ю т ь
р и с у в а л к у конусом до обертового к р у г а , рівномірно обертаючи її
п а л ь ц я м и правої р у к и . Щоб у н и к н у т и відпуску, вістря р и с у в а л к и
періодично о х о л о д ж у ю т ь у рідині.
Кернер — слюсарний інструмент д л я нанесення з а г л и б л е н ь (кер
нів) на попередньо розмічених л і н і я х (керни р о б л я т ь д л я того, щоб
2*
Э5
36.
р и с к и були в и р а з н о помітні і не с т и р а л и с я в процесі обробки детал і ) . К е р н е р и в и г о т о в л я ю т ь з інструментальної вуглецевої чи легова
ної сталі У7А, У8А, 7 Х Ф або 8 Х Ф . Р о б о ч у частину к е р н е р і в (конус)
термічно обробляють на д о в ж и н у 15...ЗО мм до твердості г Ш С е 55...59,
а ударну частину — на д о в ж и н у 15...25 мм до твердості Н И С е 40...
4 5 . Середня частина к е р н е р а має рифлення (накатку) д л я зручності
т р и м а н н я п і д час роботи. Р о з р і з н я ю т ь кернери з в и ч а й н і , с п е ц і а л ь н і ,
п р у ж и н н і (механічні), електричні т о щ о .
З в и ч а й н и й кернер (рис. 34, а ) — ц е стальний с т е р ж е н ь зав
д о в ж к и 100, 125 або 160 мм і діаметром відповідно 8, 10 або 12 мм;
його бойок має сферичну п о в е р х н ю . Вістря к е р н е р а загострюють
на периферії ш л і ф у в а л ь н о г о к р у г а під кутом 50...60° (рис. 34, б).
П р и точнішому розмічанні к о р и с т у ю т ь с я малими к е р н е р а м и з віст
р я м , загостреним під кутом ЗО...45°. У к е р н е р а х д л я р о з м і ч а н н я цент
р і в отворів, я к і передбачають свердлити, вістря загострюють під ку
том 75°.
З а с т о с у в а н н я с п е ц і а л ь н о г о к е р н е р а д л я н а к е р н е н н я малих
отворів і з а о к р у г л е н ь невеликих радіусів (рис. 35, а) помітно підви
щує я к і с т ь і продуктивність р о з м і ч а н н я .
Кернер д л я к р о к о в о ї р о з м і т к и (рис. 35, б ) с к л а д а є т ь с я з
д в о х к е р н е р і в — основного / і додаткового
2, с к р і п л е н и х спіль
ною п л а н к о ю 3. Відстань м і ж ними регулюється п л а н к о ю З з а л е ж н о
від щоку отворів, що розмічаються. П е р ш е з а г л и б л е н н я накернюють
кернером 1. П о т і м в утворене з а г л и б л е н н я в с т а н о в л я ю т ь кернер
2 і ударом молотком по к е р н е р у / н а к е р н ю ю т ь з а г л и б л е н н я . П і с л я
цього кернер 2 п е р е с т а в л я ю т ь у н а с т у п н е п о л о ж е н н я . К р о к м і ж отво-
Рис. 35. Спеціальні кернери:
а — д л я накернення д у г кола;
36
, .
б—кроковий;
в — з лупою
37.
ПРис. 36. Пружинний кернер
Ю
9
8
7
рами витримується автоматично, чим досягаються точність розмітки
і підвищення продуктивності.
К е р н е р з л у п о ю (рис. 35, в) складається з х о м у т и к і в 5 і 7,
з ' є д н а н и х гвинтом б, я к і з а т я г у ю т ь п і с л я встановлення л у п и 8 відпо
відно до з о р у працюючого. В хомутику 7 розміщується 3...5-кратна
л у п а , хомутик 5 с л у ж и т ь д л я встановлення л у п и на кернер 4 за ви
сотою її к р і п л е н н я .
П р у ж и н н и й (механічний) кернер (рис. 36) застосовують д л я
точної розмітки т о н к и х і відповідальних виробів. П р и н ц и п його дії
г р у н т у є т ь с я на с т и с к а н н і і миттєвому з в і л ь н е н н і п р у ж и н и .
К е р н е р має згвинчений з т р ь о х частин З, 5 і 6 к о р п у с , у я к о м у роз
міщуються п р у ж и н и 7, УІ, стержень 2 з кернером 1, у д а р н и к 8 із
з м і ш у в а л ь н и м с у х а р е м 10 та плоска п р у ж и н а 4. П р и н а т и с к а н н і на
виріб вістрям к е р н е р а в н у т р і ш н і й кінець с т е р ж н я 2 в п и р а є т ь с я в
с у х а р , у результаті чого у д а р н и к переміщується вверх і стискує пру
ж и н у . 7, У т к н у в ш и с ь в ребро з а п л е ч и к а 9, с у х а р зсовується в б і к
1 к р о м к а його сходить зі с т е р ж н я 2. У цей момент у д а р н и к під дією
сили стиснутої п р у ж и н и 7 наносить по кінцю с т е р ж н я з кернером
удар. О д р а з у п і с л я цього п р у ж и н о ю / / відновлюється
початкове
п о л о ж е н н я к е р н е р а . С и л у удару (10...15 Н) регулюють, у г в и н ч у ю ч и
або вигвинчуючи у п о р н и й ковпачок 6. З а м і с т ь к е р н е р а / у с т е р ж е н ь
2 м о ж н а в с т а в и т и к л е й м о і тоді механічний к е р н е р в и к о р и с т о в у в а т и
д л я к л е й м у в а н н я деталей.
Е л е к т р и ч н и й кернер (рис. 37) с к л а д а є т ь с я з к о р п у с а 6 ,
п р у ж и н 2 і 5, у д а р н и к а <?, котушки 4 і к е р н е р а /. П р и н а т и с к а н н і
встановленим на рисці в і с т р я м к е р н е р а електричний л а н ц ю г замика
ється і струм, проходячи через к о т у ш к у , створює
магнітне поле.
У д а р н и к при цьому миттєво в т я г у є т ь с я в к о т у ш к у і наносить удар
по с т е р ж н ю к е р н е р а . П і д час перенесення к е р н е р а в іншу точку
Р и с 37. Електричний кернер
37
38.
іі
і
\
}
І
і
І
1
п р у ж и н а 5 р о з м и к а є ланцюг, а п р у ж и н а 2 повертає у д а р н и к у вихідне
п о л о ж е н н я . Е л е к т р и ч н и й кернер має високу продуктивність.
П н е в м а т и ч н и й « п і с т о л е т » (рис. 38, . а ) застосовують
д л я різноманітних к е р н у в а л ь н и х робіт. Д л я зручності роботи він і
має ручку /, розміщену під кутом до осі к о р п у с а , і пускову к н о п к у 2.
П н е в м а т и ч н и й
п о р т а т и в н и й
кернер (рис. 38$ б ) }
в і д р і з н я є т ь с я від інших к е р н е р і в малими розмірами і відсутністю
р у к о я т к и , якою є сам кернер.
Циркулі використовують д л я розмічання кіл і дуг, ділення відр і з к і в та к і л , а т а к о ж д л я геометричних побудов. Ц и р к у л я м и корис
туються і д л я перенесення р о з м і р і в з вимірювальних л і н і й о к на де
таль.
Р о з м і ч а л ь н і ц и р к у л і бувають прості або з дугою, точні (рис. 39, а)
і п р у ж и н н і (рис. 39, б). Простий ц и р к у л ь складається з двох ш а р - '
нірно з ' є д н а н и х н і ж о к суцільних або зі вставними голками (рис, 3 9 , в);
потрібний р о з х и л н і ж о к фіксується гвинтом.
Особливістю к о н с т р у к ц і ї ц и р к у л я , показаного на рис. 39, щ е
п р и с т р і й 3 д л я встановлення ц и р к у л я безпосередньо за його ш к а л о ю
з точністю 0,2 мм. Мікрометричні гвинти / і 2 підвищують точність
цієї у с т а н о в к и . З м і н н і голки 4 з а т я г у ю т ь г а й к а м и 5.
Слюсарі, прагнучи підвищити точність розмітки, вдосконалюють
#
к о н с т р у к ц і ї ц и р к у л і в . Т а к , Л. С. Н о в и к о в розробив к о н с т р у к ц і ю
ц и р к у л я (рис. 39, г), я к и й складається з двох н і ж о к 6, 'що мають на
38
39.
к і н ц я х з а г а р т о в а н і голки 4, і двох р о з ' є м н и х л і н з 7 з 5-кратним збільш е н н я м . Д л я точного визначення розмірів ц и р к у л ь має мікромет
ричний гвинт 2. П е р е в а г а цього ц и р к у л я — зручність і висока точ
н і с т ь роботи. Однак його деталі п о т р е б у ю т ь особливо а к у р а т н о г о
поводження і зберігання.
Штангенциркулі. Р о з м і ч а л ь н и й
ш т а н г е н ц и р к у л ь , п о к а з а н и й на
рис. 4 0 . а , с л у ж и т ь д л я точного р о з м і ч а н н я п р я м и х л і н і й (рис. 4 0 , б )
і центрів (рис, 4 0 , в), а п о к а з а н и й на р и с . 41 — д л я р о з м і ч а н н я к і л
в е л и к и х д і а м е т р і в . Останній має ш т а н г у З з міліметровими поділками
і дві н і ж к и — нерухому 2 зі стопорним гвинтом / і рухому 8 з р а м к о ю
Рис. 4 1 . Розмічальний
штангенциркуль для кіл
великих діаметрів
Рис. 42. Удосконалений
розмічальний
штанген
циркуль:
1 — стопорний затискач; 2 —
р і з е ц ь ; 3 — н о н і у с ; 4, 12 — за
тискачі; 5 — р і в е н ь ; 6 — рам
ка; 7 — гвинт; 8 — х о м у т и к :
9 — ш т а н г а ; 10 — г а й к а ; // —
м і к р о м е т р и ч н и й гвинт; 13 —
вставка; 14, 15 — з м і н н і опо
ри; 16 — п о д о в ж у в ач
39
40.
5, ноніусом 6 і стопорним гвинтом 4 д л я з а к р і п л е н н я рамки 5. Стопорний гвинт 7 с л у ж и т ь д л я з а к р і п л е н н я вставної г о л к и 9 (10), я к а
переміщується вниз і вверх і м о ж е встановлюватись на р і з н и х рів
нях.
На р и с . 42 п о к а з а н о вдосконалений р о з м і ч а л ь н и й штангенцир
к у л ь д л я р о з м і ч а н н я к і л . Він має штангу 9 з потовщеним кінцем,
у я к и й встановлюється р і з е ц ь 2. По штанзі переміщується р а м к а
6 з ноніусом 3. У н и ж н і й частині р а м к и знаходиться вставка 13,
в о т в і р я к о ї в с т а в л я є т ь с я змінна центруюча конічна о п о р а і закріп
л ю є т ь с я затискачем 12.
Р а м к а 6, за допомогою мікрометричного гвинта 11 з ' є д н а н а з хо
мутиком 8, переміщується по ш т а н з і вручну і з а к р і п л ю є т ь с я затис
качем 4. Мікрометричне п о д а в а н н я р а м к и здійснюється поворотом
г а й к и 10 при з а к р і п л е н о м у гвинтом 7 х о м у т и к у .
Перед р о з м і ч а н н я м спочатку визначають центруючу о п о р у , я к а
відповідає базовому отвору, потім на площину розмічуваної деталі
встановлюють р і з е ц ь . П і с л я цього п е р е в і р я ю т ь г о р и з о н т а л ь н е поло
ж е н н я ш т а н г е н ц и р к у л я за рівнем 5, з а к р і п л ю ю т ь р і з е ц ь стопорним
затискачем 1
і розмічають д е т а л ь .
Рейсмус є основним інструментом д л я просторового р о з м і ч а н н я
і с л у ж и т ь д л я нанесення п а р а л е л ь н и х , в е р т и к а л ь н и х і горизонталь
них л і н і й , а т а к о ж д л я п е р е в і р к и встановлення деталей на п л и т і .
Він складається з чавунної основи 2 (рис. 4 3 , а ) , в е р т и к а л ь н о г о сто
я к а (штатива) 5, гвинта з г а й к о ю 6 д л я з а к р і п л е н н я р и с у в а л к и 4,
Рис, 43, Рейсмус (а) та його застосування (б)
40
41.
установочного гвинта З д л я підведення голки (щоб точно визначитирозмір), п л а н к и 1 і муфти 7. З а с т о с у в а н н я рейсмуса п о к а з а н о на
р и с . 4 3 , б.
Д л я точнішого р о з м і ч а н н я застосовують рейсмус з мікрометрич
ним гвинтом.
§ 14. П І Д Г О Т О В К А ДО Р О З М І Ч А Н Н Я
П е р е д р о з м і ч а н н я м необхідно виконати т а к і о п е р а ц і ї :
очистити стальною щ і т к о ю заготовку від пилу, бруду, о к а л и н и ,
слідів корозії тощо;
ретельно о г л я н у т и заготовку — при в и я в л е н н і р а к о в и н ,
пухи
р і в , тріщин і т. ін., точно виміряти їх і, складаючи п л а н р о з м і ч а н н я ,
вжити з а х о д і в щодо в и д а л е н н я цих дефектів у процесі подальшої об
робки ( я к щ о це м о ж л и в о ) ; всі р о з м і р и заготовки мають бути ретельно
р о з р а х о в а н і , щ о б п і с л я обробки на поверхні не з а л и ш и л о с я дефектів;
вивчити к р е с л е н н я розмічуваної деталі, з ' я с у в а т и її особливості
та п р и з н а ч е н н я ; уточнити р о з м і р и ; подумки накреслити п л а н розмі
ч а н н я (встановлення деталі на п л и т і , спосіб і п о р я д о к роботи); особ
л и в у увагу приділити п р и п у с к а м на обробку (їх беруть з д о в і д н и к і в
з а л е ж н о від м а т е р і а л у і р о з м і р і в д е т а л і , її форми, способу встанов
л е н н я при обробці);
визначити б а з о в і поверхні (бази) з а г о т о в к и , від я к и х слід відкла
дати р о з м і р и у процесі роботи; при площинному розмічанні базами
м о ж у т ь бути оброблені к р о м к и заготовки або осьові л і н і ї , я к і н а н о с я т ь
у п е р ш у чергу; за бази т а к о ж зручно обирати п р и л и в к и , б о б и ш к и ,
платики;
підготувати поверхню до о б р о б к и .
Фарбування поверхонь. Д л я ф а р б у в а н н я в и к о р и с т о в у ю т ь різно
манітні б а р в н и к и .
К р е й д у р о з в о д я т ь у воді (1 : 8), д о в о д я т ь до к и п і н н я . П о т і м ,
щ о б ш а р ф а р б н и к а не с т и р а в с я , у нього додають рідкий столярний
клей (50 г на 1 кг крейди). П і с л я д о д а в а н н я клею суміш ще р а з ки
п ' я т я т ь . Д л я у н и к н е н н я п с у в а н н я суміші (особливо влітку) у розчин
додають т р о х и л ь н я н о ї о л і ї т а сикативу, я к и й п р и с к о р ю є висихання
б а р в н и к а . Т а к и м барвником п о к р и в а ю т ь чорні необроблені заготовки.
Ф а р б у ю т ь м а л я р н и м и п е н з л я м и . О д н а к цей спосіб малопродуктивний,
б о к о л и ц е м о ж л и в о (особливо при великих д е т а л я х або в е л и к и х
їх п а р т і я х ) , ф а р б у ю т ь за д о п о м о г о ю розпилювачів (пульверизато
рів), які к р і м п р и с к о р е н н я роботи з а б е з п е ч у ю т ь рівномірне і міцне
фарбування.
З в и ч а й н о ю
с у х о ю
к р е й д о ю натирають розмічувані
п о в е р х н і . Ф а р б у в а н н я в и я в л я є т ь с я менш міцним. Ц и м способом фар
бують необроблені поверхні
дрібних невідповідальних заготовок.
41
42.
Р о з ч и нм і д н о г о
к у п о р о с у
дістають, розчинивши у с к л я н ц і води т р и
повні чайні л о ж к и кристалічного мідного
купоросу. Очищену від пилу, бруду та олії
поверхню або п о к р и в а ю т ь розчином мід
ного купоросу (пензлем) або змочують во
дою і н а т и р а ю т ь шматком мідного купо
росу. Р о з м і ч а н н я здійснюють п і с л я виси
хання к у п о р о с у .
На п о в е р х н і з а г о т о в о к осідає мідь тонким
ш а р о м , на я к и й добре н а н о с я т ь с я р о з м і ч а л ь н
1
Рис. 44. Нанесення барвни* р и с к и . Ц и м способом ф а р б у ю т ь лише
ка на заготовку
стальні та чавунні заготовки з попередньо
обробленими під розмітку п о в е р х н я м и .
Ф а р б у в а н н я с п и р т о в и м л а к о м , я к и й є розчином ш е л а к у в
с п и р т і з д о д а в а н н я м ф у к с и н у , застосовують л и ш е при точному роз
мічанні оброблених поверхонь невеликих виробів.
Ш в и д к о с о х н у ч і л а к и т а фарби застосовують д л я покрит
тя поверхонь в е л и к и х о б р о б л е н и х стальних
і чавунних в и л и в к і в .
К о л ь о р о в і метали, г а р я ч е к а т а н и й листовий і профільний стальний ма
т е р і а л л а к а м и та фарбами не ф а р б у ю т ь .
П р и нанесенні барвника, (рис. 44) заготовку тримають у лівій руці
у нахиленому п о л о ж е н н і . Т о н к и й і рівномірний ш а р барвника нано
с я т ь на поверхню перехресними в е р т и к а л ь н и м и і горизонтальними
р у х а м и п е н з л я . Р о з ч и н д л я у н и к н е н н я п а т ь о к і в набирають л и ш е
кінцем пензля у невеликій к і л ь к о с т і .
§ 15. ПРИЙОМИ П Л О Щ И Н Н О Г О Р О З М І Ч А Н Н Я
Нанесення розмічальних рисок. Р о з м і ч а л ь н і риски
наносять у
т а к і й послідовності: спочатку п р о в о д я т ь г о р и з о н т а л ь н і , потім —- вер
т и к а л ь н і , п і с л я цього — похилі й останніми — к о л а , дуги та заокруг
л е н н я . К р е с л е н н я д у г в останню чергу дає змогу проконтролювати
т о ч н і с т ь проведення п р я м и х р и с о к : я к щ о вони нанесені точно, дуга
з а м к н е їх і сполучення вийде п л а в н и м .
П р я м і
р и с к и н а н о с я т ь р и с у в а л к о ю , я к у слід н а х и л я т и в на
п р я м і "її переміщення (рис. 45, а) і вбік від л і н і й к и (рис. 45, б). Кути
н а х и л у мають відповідати зазначеним на р и с у н к у і не змінюватися
в процесі нанесення рисок, інакше риски не будуть п а р а л е л ь н и м и лі
н і й ц і . Р и с у в а л к у весь час притискують, до л і н і й к и , я к а щ і л ь н о при
л я г а є до д е т а л і .
Р и с к и п р о в о д я т ь л и ш е один р а з . П о в т о р н о провести л і н і ю по од
ному й т о м у самому місцю в а ж к р , і в результаті вийде к і л ь к а пара
л е л ь н и х рисок. Я к щ о риска нанесена н е я к і с н о , її зафарбовують, да42
43.
ють б а р в н и к у просохнути і проводять риску з н о в у . '
Лінійка
Перпендикулярні
риски
(не в геометричних побудовах) на
носять за допомогою к у т н и к а . Де
т а л ь (заготовку) кладуть у кут плити І з л е г к а притискують т я г а р е м ,
Рис. 45. Прийоми нанесення прямих
щоб вона не з с о в у в а л а с я у процесі
рисок:
а — з н а х и л о м р и с у в а л к и в напрямі її пе
розмічання. П е р ш у риску проводять
р е м і щ е н н я ; б — з нахилом рисувалки в бік
за кутником, п о л и ц ю я к р г о при
від лінійки
к л а д а ю т ь до
бокової
поверхні
(рис- 46 ? а) розмічальної плити (положення к у т н и к а / — / ) . П і с л я цього
к у т н и к п р и к л а д а ю т ь полицею д о бокової поверхні а (положення / / —
//) і проводять д р у г у р и с к у , я к а буде п е р п е н д и к у л я р н а до п е р ш о ї ) .
П а р а л е л ь н і
риски
наносять
за
допомогою
кутника
(рис» 46, б), пересуваючи його на потрібну відстань.
В і д ш у к у в а н н я центрів' кіл з д і й с н ю ю т ь за д о п о м о г о ю ц е н т р о ш у качів т а центронамітників.
Н а й п р о с т і ш и й
центрошукач
Р и с . 46. Нанесення рисок:
Неправильно
а — перпендикулярних; б — паралельних
Рис, 47. Відшукування центрів кіл найпростішим центрошукачем (а), керне
ром-центрошукачем (б) і шарнірним центрошукачем (з)
43
44.
( р и с 47, а) — це кутник з прикріпленою до нього л і н і й к о ю , я к а є
бісектрисою прямого кута. Вста
новивши
кутник-центрошукач на
зовнішню поверхню виробу, про
водять р и с у в а л к о ю п р я м у . Вона
пройде через центр к о л а . Повер
н у в ш и к у т н и к на певний кут (близь
ко 90°), п р о в о д я т ь д р у г у п р я м у . На
їх перетині й знаходиться відшу
куваний центр.
П р и малому діаметрі розмічуваРис. 4 8 . Транспортир для розмічай
ного т о р ц я центрошукачем користу
ня кутів і уклонів (а) та його за
ватися незручно. У цьому випадку
стосування (б) '
використовують кернер-центрошукач.
К е р н е р - ц е н т р о ш у к а ч (рис. 47, б ) застосовують д л я на
несення центрів на циліндричних д е т а л я х діаметром до 40 мм. В і н має
з в и ч а й н и й к е р н е р 1 У вміщений у воронці (дзвоні) 3. У в о р о н к у
встановлено ф л а н е ц ь 2 з отвором, в якому л е г к о ковзає к е р н е р . Роз
мічання п о л я г а є в тому, що воронку п р и т и с к у ю т ь до т о р ц я виробу
і м о л о т к о м у д а р я ю т ь по головці 5 к е р н е р а . П і д дією п р у ж и н и 4 кер
нер знаходиться у н и ж н ь о м у п о л о ж е н н і .
Ш а р н і р н и й ц е н т р о ш у к а ч (рис. 47, в ) має перевагу
перед іншими. За його допомогою з н а х о д я т ь п о л о ж е н н я центрових
л і н і й не л и ш е ц и л і н д р и ч н и х , а й конічних, п р я м о к у т н и х та інших
о т в о р і в . Ц е н т р о ш у к а ч має чотири ш а р н і р н о сполучених м і ж собою
п л а н к и , з ' є д н а н і п р у ж и н а м и . П р и роботі ц е н т р о ш у к а ч а п р у ж и н и
притискують к і н ц і п л а н о к до стінок отвору. Т о ч к и Д і £, нанесені
на осі ш а р н і р і в , в к а з у ю т ь п о л о ж е н н я взаємно п е р п е н д и к у л я р н и х
ліній.
Р о з м і ч а н н я кутів та уклонів з д і й с н ю ю т ь за д о п о м о г о ю транс
портирів (рис. 48, а), штангенциркулів, к у т о м і р і в . П р и розмічанні
т р а н с п о р т и р (рис. 48, б ) встановлюють н а заданий кут. Притри
муючи лівою р у к о ю його основу, п р а в о ю повертають ш и р о к и й к і н е ц ь
_________
1
40)
100І
м
©
Рис. 49. Штангенциркуль ШЦ-І з ін
дикатором годинникового типу
44
45.
л і н і й к и доти, поки інший її кінець, що має форму с т р і л к и , не
збігатиметься з поділкою, що
відповідає куту, значення якого
нанесено на основі. П і с л я цього
лінійку закріплюють шарнірним,
гвинтом, а потім р и с у в а л к о ю
наносі ть л і н і ї .
Ш.т а н г е н ц и р к у л ь ШЦ-1
(рис. 49) з л і н і й к о ю д л я вимірю
в а н н я глибини замість звичайно
го конуса має індикатор годинРис. 50. Центрошукач-транспортир
никового т и п у . Цей інструмент
успішно в и к о р и с т о в у ю т ь р о з м і т н и к и , він з м е н ш у є н а п р у ж е н н я зору
при в ідл ік у розмірів і забезпечує достатню т о ч н і с т ь . Ц і н а поділки
кругової ш к а л и індикатора становить 0,1 мм, м е ж а в и м і р ю в а н н я —
135 мм, робочі поверхні губок з а г а р т о в а н і на всю д о в ж и н у .
Ц е н т р о ш у к а ч - т р а н с п о р т и р (рис. 50) в і д р і з н я є т ь с я
від звичайного н а я в н і с т ю т р а н с п о р т и р а 2, я к и й за допомогою повзу
на 4 м о ж е п е р е с у в а т и с я по л і н і й ц і 3 і з а к р і п л ю в а т и с я на ній у потріб
ному п о л о ж е н н і г а й к о ю 5. Л і н і й к а п р и к р і п л е н а до к у т н и к а 1. Транс
п о р т и р д а є змогу знаходити центри отворів, розміщених на певній
в і д с т а н і від центра циліндричної деталі і під будь-яким кутом. На
р и с . 50 п о к а з а н о п о л о ж е н н я т о ч к и
що знаходиться під кутом 45°
і на відстані. 25 мм від ц е н т р а .
В а т е р п а с з г р а д у с н о ю ш к а л о ю (рис. 5 1 , а ) раціо
н а л ь н о застосовувати при вимірюванні у к л о н і в з точністю до 0,0015°
Р и с 51. Ватерпас з градусною шкалою (а) і кутомір годин
никового типу (б)
45
46.
і п р и встановленні деталей на плиті, коли площина розмічальної плити суворо в и в і р е н а за рівнем.
К у т о м і р г о д и н н и к о в о г о т и п у (рис. 5 1 , 6 ) н е по
т р е б у є значного н а п р у ж е н н я з о р у п р и визначенні кутових величин
за. ш к а л о ю . Ц і н а п о д і л к и кругової ш к а л и — 5 к у т о в и х хвилин. Пов
ний оберт с т р і л к и відповідає зміні кута м і ж л і н і й к а м и на 10°. У круг
лому о т в о р і циферблата п о к а з а н о цифру, що відповідає цілому числу
г р а д у с і в . Д о п о м і ж н а н і ж к а с л у ж и т ь д л я в и м і р ю в а н н я малих кутів.
§
Ш Н Л К Е Р Н Ю В А Н Н Я РОЗМІЧАЛЬНИХ ЛІНІЙ
К е р н о м н а з и в а є т ь с я з а г л и б л е н н я ( л у н к а ) , утворене внаслі
д о к дії вістря (конуса) к е р н е р а при у ^ а р і
по ньому молотком.
МЙса молотка має відповідати масі к е р н е р а .
Ир.и роботі кернер беруть т р ь о м а п а л ь ц я м и л ш о ї р у к и (великим,
вказї%ним і середнім) і с т а в л я т ь вістрям точно на середину розмічаль
ної р и с к и (рис. 52, а). Спочатку н а х и л я щ т ь к е р н е р в бік від себе і
п р и т и с к у ю т ь до наміченої т о ч к и , пстім швидко с т а в л я т ь у вертикаль
ної
ш
ш
ш
ш
ш
Вигпяд до обро5ки
Вигляд теля обробки
Рис. 52. Накернювання розмічальних ліній:
а — встановлення кернера; б — накернення; $ — в и г л я д розмітки
46
47.
не п о л о ж е н н я , п і с л я чогопо ньому н а н о с я т ь л е г к и й
удар молотком масою 100...
200 г (рис. 52, б ) .
Центри
кернів
мають
розміщуватися
точно
на
р о з м і ч а л ь н и х л і н і я х , щоб
п і с л я обробки на поверхні
деталі з а л и ш и л и с я полови
ни к е р н і в (рис. 52, в). Кер
ни о б о в ' я з к о в о с т а в л я т ь на
перетині рисок і заокру
гленнях. Н а ДОВГИХ ЛІНІЯХ
Рис. 53. Розмічальні молотки;
(ПРЯМИХ)
КерНИ
НаНОСЯТЬ
а
~ Гаврилова; б - Д у б р о в і н а
на відстані 20.%. 100 мм, на
к о р о т к и х л і н і я х , п е р е г и н а х , з а о к р у г л е н н я х і в кутах на в і д с т а н і
5 . . . 10 мм. Л і н і ю к о л а досить н а к е р н и т и в чотирьох місцях —- т о ч к а х
перетину осей з колоді. К е р н и , нанесені н е р і в н о м і р н о , а т а к о ж не на
самій р и с ц і , не забезпечують к о н т р о л ь обробки (точіння, фрезеруван
ня т о щ о ) . На оброблених п о в е р х н я х деталей к е р н и н а н о с я т ь на кін
ц я х л і н і й . І н к о л и на чисто о б р о б л е н и х п о в е р х н я х р и с к и не накер
нюють, а п р о д о в ж у ю т ь їх на бокові грані і накернюють т а м .
Керни д л я с в е р д л і н н я о т в о р і в р о б л я т ь глибшими, н і ж інші, щоб
с в е р д л о менше з м і щ у в а л о с я в бік від розмічальної т о ч к и .
Розмічальні молотки. Д л я р о з м і ч а л ь н и х робіт в и к о р и с т о в у ю т ь
о р и г і н а л ь н и й молоток Г а в р и л о в а (рис. 5 3 , а}. Особливість йог© по
л я г а є в тому, що в р о з ш и р е н і й частині головки 1 молотка є к р у г л и й
н а с к р і з н и й о т в і р , в я к и й на гумових а м о р т и з а ц і й н и х к і л ь ц я х 6 встав
лена ч о т и р и к р а т н а л і н з а 5. Щ о б у н и к н у т и в и п а д а н н я , л і н з а , утри
мується п р у ж и н н и м и р о з р і з н и м и к і л ь ц я м и 2 зі стального дроту.
Д е р е в ' я н а р у к о я т к а З пустотіла, з т о р ц я з а к р и в а є т ь с я к р и ш к о ю 4.
Вона м о ж е с л у ж и т и пеналом д л я з б е р і г а н н я к е р н е р і в , р и с у в а л о к
тощо.
Молоток Д у б р о в і н а (рис. 53, б) м о ж е одночасно
використову
в а т и с я як л у п а , л і н і й к а і пенал д л я к е р н е р а , р и с у в а л к и тощо. У го
л о в ц і 8 м о л о т к а передбачено к р у г л и й о т в і р , у я к о м у з а к р і п л е н а лін
за 7. До скошеної кромки р у к о я т к и п р и к р і п л е н а с т а л ь н а л і н і й к а 9
з м і л і м е т р о в о ю ш к а л о ю . У торці р у к о я т к и 12 висвердлено два о т в о р и
д л я з б е р і г а н н я к е р н е р а 11 і р и с у в а л к и 10.
Молоток з р у ч н и й в роботі, п і д в и щ у є продуктивність п р а ц і , бо
слюсареві чи р о з м і т н и к у не треба п е р е х о п л ю в а т и р у к о ю молоток і
л у п у д л я нанесення удару, п і д в и щ у є к у л ь т у р у виробництва.
Способи розмічання. З метою підвищення продуктивності п р а ц і
застосовують вдосконалені прийоми р о з м і ч а н н я та с п е ц і а л ь н і пристрої.
47
48.
Рис. 54. Розмічанняшаблоном:
за
а — робота р и с у в а л к о ю й розмічена заготовка: б — робота
рисувалкою й накернювання
Р о з м і ч а н н я з а ш а б л о н о м звичайно застосовують при
виготовленні в е л и к и х партій о д н а к о в и х за формою і розмірами дета
л е й . Інколи т а к и м способом розмічають хоч і н е в е л и к і партії, але
с к л а д н и х виробів ( р и с 54). Шаблони виготовляють з листового мате
р і а л у з а в т о в ш к и 0 , 5 . . . 1 мм, а д л я деталей складної форми або т и х ,
що мають о т в о р и , з а в т о в ш к и 3...5 мм. П р и р о з м і ч а н н і шаблон на
к л а д а ю т ь на п о ф а р б о в а н у з а г о т о в к у (деталь) і п р о в о д я т ь р и с у в а л к о ю
р и с к у в з д о в ж контура шаблона (рис. 54, а), п і с л я чого р и с к у накерн ю ю т ь . За допомогою ш а б л о н і в зручно розмічати отвори д л я сверд
л і н н я , бо при цьому відпадає потреба в геометричних побудовах —
п о д і л у в і д р і з к і в і к і л на частини і т. ін.
Отвори
розмічають
за шаблоном р и с у в а л к о ю
або
кернером
( р и с . 54, б).
І н к о л и шаблон м о ж е бути кондуктором, за я к и м д е т а л ь оброб
л ю ю т ь без р о з м і ч а н н я . Д л я цього його накладають н а з а г о т о в к у ,
потім с в е р д л я т ь о т в о р и і о б р о б л я ю т ь бокові поверхні.
Д о ц і л ь н і с т ь з а с т о с у в а н н я шаблона п о л я г а є в тому, що розмічаль
на р о б от а, на я к у витрачається багато часу, в и к о н у є т ь с я л и ш е один
р а з при виготовленні ш а б л о н а . Усі наступні о п е р а ц і ї р о з м і ч а н н я
с т а н о в л я т ь л и ш е к о п і ю в а н н я о к р е с л е н ь ш а б л о н а . Р о з м і ч а л ь н і шаб
л о н и м о ж н а т а к о ж використовувати і д л я к о н т р о л ю деталі п і с л я об
робки.
Р о з м і ч а н н я з а з р а з к о м в і д р і з н я є т ь с я т и м , щ о н е по
т р е б у є виготовлення шаблона. Цей спосіб ш и р о к о з а с т о с о в у ю т ь при
ремонтних роботах, к о л и р о з м і р и 'знімають б е з п о с е р е д н ь о з д е т а л і ,
48
49.
що в и й ш л а з л а д у , і переносять на розмічуваний м а т е р і а л . П р и цьомув р а х о в у ю т ь с п р а ц ь о в а н і с т ь деталей.
Р о з м і ч а н н я
за
м і с ц е м
частіше застосовують п р и
с к л а д а н н і в е л и к и х деталей. Одну д е т а л ь розмічають за іншою в такому
п о л о ж е н н і , в якому вони мають, бути з ' є д н а н і .
Р о з м і ч а н н я о л і в ц е м виконують з а л і н і й к о ю н а заго
т о в к а х ' з алюмінію ч и д ю р а л ю м і н і ю . Розмічати останні з а допомогою
р и с у в а л к и не слід, бо при нанесенні рисок р у й н у є т ь с я з а х и с н и й ш а р
і створюються умови д л я п о я в и к о р о з і ї .
Т о ч н е р о з м і ч а н н я виконують з а тими самими п р а в и л а м и ,
що й з в и ч а й н е , а л е застосовують точніші в и м і р ю в а л ь н і та р о з м і ч а л ь н і
інструменти. П о в е р х н і р о з м і ч у в а н и х заготовок ретельно очищають
і п о к р и в а ю т ь т о н к и м ш а р о м р о з ч и н у мідного куіїоросу. К р е й д у за
стосовувати д л я ф а р б у в а н н я не рекомендується, бо вона швидко сти
р а є т ь с я , п р и л и п а є до р у к і забруднює інструмент.
П р и нацесенні рисок користуються шта.нгенрейсмусом з точністю
0,05 мм, а встановлення і в и в і р е н н я заготовок в и к о н у ю т ь за індика
т о р о м . Т о ч н і ш е в с т а н о в л е н н я м о ж н а в и к о н а т и , застосовуючи плоскоп а р а л е л ь н і м і р и д о в ж и н и (плитки) і з а к р і п л ю ю ч и їх у спеціальних
д е р ж а к а х . Р и с к и п р о в о д я т ь неглибокі, а н а к е р н ю в а н н я здійснюють
гострозаточеним кернером з трьома н і ж к а м и , розміщеними під кутом
90° одна до одної.
Р о з м і т к а має точно відповідати розмірам, зазначеним на крес
л е н н і ; р о з м і ч а л ь н і р и с к и повинні бути д о б р е помітними, не стирати
ся у процесі о б р о б к и з а г о т о в к и , не п о г і р ш у в а т и з о в н і ш н і й в и г л я д
і не з н и ж у в а т и я к і с т ь д е т а л і , тобто глибина рисок і к е р н о в а н и х за
глибин має відповідати технічним вимогам.
Дефекти. Н а й ч а с т і ш и м и дефектами при розмічанні є т а к і :
невідповідність
р о з м і р і в розміченої з а г о т о в к и даним креслен
н я м внаслідок неуважності р о з м і т ч и к а або неточності р о з м і ч а л ь н о г о
інструмента;
неточність встановлення рейсмуса на потрібний р о з м і р , причи
ною я к о г о є н е у в а ж н і с т ь або
недосвідченість розмітчика, брудна
п о в е р х н я плити або з а г о т о в к и ;
недбале в с т а н о в л е н н я з а г о т о в к и на плиті в р е з у л ь т а т і неточного
вимірювання плити.
Безпека праці. П р и р о з м і ч а л ь н и х роботах необхідно дотриму
ватися т а к и х п р а в и л безпеки п р а ц і :
встановлення заготовок (деталей) на п л и т у і з н я т т я їх я плити слід
виконувати лише у рукавицях;
заготовки (деталі) і пристрої надійно встановлювати не на к р а ю
плити, а б л и ж ч е до середини;
перед встановленням заготовки (деталі) перевірити плиту на стій
кість;
49
50.
під час роботи на в і л ь н і (ті, що не використовуються) гострозаточені кінці р и с у в а л о к о б о в ' я з к о в о надягати з а п о б і ж н і пробки абос п е ц і а л ь н і ковпачки;
мідний к у п о р о с , що використовується д л я ф а р б у в а н н я , нано
сити л и ш е пензлем, дотримуючись заходів безпеки,
о с к і л ь к и він
отруйний;
слідкувати за тим, щоб проходи н а в к о л о розмічальної плити були
з а в ж д и вільними;
п е р е в і р я т и надійність к р і п л е н н я м о л о т к а н а р у к о я т ц і ;
в и д а л я т и п и л та о к а л и н у з розмічальної плити щ і т к о ю , а з в е л и к и х
п л и т — мітлою;
промащене г а н ч і р ' я і п а п і р складати т і л ь к и у спеціальні метале
ві я щ и к и з к р и ш к о ю , що щ і л ь н о з а к р и в а є т ь с я .
Р о з д і л У . РУБАННЯ МЕТАЛУ
§ 17. З А Г А Л Ь Н І В І Д О М О С Т І
Р у б а н н я м н а з и в а є т ь с я слюсарна о п е р а ц і я , к о л и з а допомогою
р і з а л ь н о г о (зубила, крейцмейселя та інших) та ударного (слюсарний
м о л о т о к ) інструмента з поверхні заготовки (деталі) видаляють зай
вий ш а р металу або р о з р у б у ю т ь заготовку на частини.
Р у б а н н я здійснюють тоді, к о л и за умовами виробництва верстатну о б р о б к у в а ж к о в и к о н у в а т и або н е р а ц і о н а л ь н о і коли непотрібна
висока точність о б р о б к и .
Р у б а н н я застосовують д л я видалення (зрубування) із заготовки
в е л и к и х нерівностей (шорсткостей), з н я т т я твердої к і р к и , о к а л и н и ,
з а д и р о к , гострих кутів кромок на л и т и х і ш т а м п о в а н и х д е т а л я х , д л я
в и р у б у в а н н я ш п о н к о в и х п а з і в , м а с т и л ь н и х к а н а в о к , д л я оброблення
р о з к о л и н у д е т а л я х під з в а р ю в а н н я (обробка кромок), з р у б у в а н н я
г о л о в о к з а к л е в д к при видаленні, в и р у б у в а н н я отворів у листовому
м а т е р і а л і . Крім того, р у б а н н я застосовують, коли потрібно від прут
к о в о г о , штабового чи листового матеріалу відрубати певну ч а с т и н у .
З а г о т о в к у перед р у б а н н я м з а к р і п л ю ю т ь у л е щ а т а х . В е л и к і заго
т о в к и рубають на плиті або ковадлі, а д у ж е в е л и к і — там ? де вони
знаходяться.
З а л е ж н о від п р и з н а ч е н н я оброблюваної деталі р у б а н н я може бути
чистовим або чорновим. У першому випадку зубилом за один робочий
хід знімають ш а р металу завтовшки від 0,5 до 1 мм, у другому — від
1,5 до 2 мм. Т о ч н і с т ь обробки, що д о с я г а є т ь с я при рубанні, стано
вить 0,4... 1 мм.
П р и р у б а н н і , як і п р и більшвсті слюсарних операцій (обпилю
в а н н і , свердлінні, ш а б р у в а н н і , п р и т и р а н н і тощо), здійснюється рі-
51.
о.
^
р
в
ж
Р и с . 55. Кути різальної частини слюсарного інструмента:
а — з у б и л а ; б — крейцмейселя; в — шабера; е — напилка; д — ножівкового полотна; е — сверд
л а ; е — розвертки; ж — мітчика
з а н н я — процес в и д а л е н н я р і з а л ь н и м інструментом з оброблюваної
з а г о т о в к и з а й в о г о ш а р у металу' у вигляді с т р у ж к и .
Р і з а л ь н а частина (лезо) будь-якого р і з а л ь н о г о інструмента я в л я є
собою к л и н (зубило, різець) або к і л ь к а к л и н і в (ножівкове полотно,
мітчик, п л а ш к а , ф р е з а , н а п и л о к ) з певними кутами р і з а н н я (рис. 55,
а—ж).
З у б и л о — найпростіший р і з а л ь н и й інструмент, у я к о м у форма
к л и н а в и р а ж е н а особливо чітко (рис. 56, а).
З а л е ж н о від того, як буде з а г о с т р е н о р і з а л ь н и й к л и н (рис. 56,
б), як він буде встановлений щодо п л о щ и н и (поверхні) деталі і як буде
с п р я м о в а н а сила, що р у х а є к л и н у шарові металу, м о ж н а дістати най
б і л ь ш и й чи найменший в и г р а ш у силі, що в и т р а ч а є т ь с я у процесі
р і з а н н я , з н и з и т и шорсткість п о в е р х н і , з б і л ь ш и т и строк с л у ж б и ін
струмента.
Ч и м гостріше к л и н , тобто чим менший кут, утворений його сторо
нами, тим менше з у с и л л я треба п р и к л а с т и д л я його з а г л и б л е н н я у ма
т е р і а л . Теорією і п р а к т и к о ю р і з а н н я встановлено певні кути загост
р е н н я р і з а л ь н и х інструментів д л я р і з н и х металів. Елементи та гео
метрична форма р і з а л ь н о ї частини з у б и л а п о к а з а н і на рис. 57.
Н а оброблюваній заготовці р о з р і з н я ю т ь :
оброблену поверхню
і оброблювану, а т а к о ж поверхню р і з а н н я . Оброблюваною поверхнею
н а з и в а є т ь с я та, з я к о ї зніматиметься ш а р м а т е р і а л у ( с т р у ж к а ) , а об
робленою — п о в е р х н я , з я к о ї с т р у ж к у з н я т о . П о в е р х н я р і з а н н я —
це п о в е р х н я , що оброблюється на заготовці безпосередньо головною
р і з а л ь н о ю кромкою інструмента.
51
52.
Різальна кромкарізальна
а
Рис. 56. Клин-зубилр (а) та кути
його загострення (б)
\
\0бродлена
поберхня
Рис. 57. Елементи різання й геомет
рія різальної частини зубила
П о в е р х н я , по я к і й сходить с т р у ж к а при р і з а н н і , н а з и в а є т ь с я пе
редньою, а п р о т и л е ж н а їй,' з в е р н е н а до обробленої поверхні заготов
к и , задньою. П е р е т и н передньої та задньої п о в е р х о н ь утворює різаль
ну к р о м к у , ш и р и н а я к о ї у з у б и л а з в и ч а й н о д о р і в н ю є 15...25 мм.
К у т з а г о с т р е н н я (3 — це кут, утворений передньою і задньою по
в е р х н я м и інструмента.
Передній к у т у — де к у т м і ж передньою поверхнею і площиною,
проведеною через р і з а л ь н у к р о м к у п е р п е н д и к у л я р н о до обробленої
п о в е р х н і . Ч и м б і л ь ш и й в інструмента передній к у т , тим менше к у т
з а г о с т р е н н я і, відповідно, менше з у с и л л я р і з а н н я , але р і з а л ь н а час
тина — менш міцна і с т і й к а .
З а д н і й к у т а, що утворюється задньою п о в е р х н е ю і п о в е р х н е ю
0
р і з а н н я , має бути н е в е л и к и м (3...8 ). Я к щ о з у б и л о н а х и л и т и під біль
шим кутом, воно в р і ж е т ь с я у поверхню, що о б р о б л я є т ь с я ; при мен
ш и х к у т а х з у б и л о ковзатиме, не здійснюючи р і з а н н я . Цей к у т змен
ш у є тертя задньої поверхні інструмента по оброблюваній п о в е р х н і .
К у т р і з а н н я б — це к у т м і ж передньою і оброблюваною поверх
н я м и . Він дорівнює сумі кута з а г о с т р е н н я і заднього, тобто б = Р +
+ а.
Д і я клиноподібного інструмента на оброблюваний метал зміню
є т ь с я з а л е ж н о від п о л о ж е н н я осі к л и н а і н а п р я м у дії сили Р. Розріз
н я ю т ь два основних види роботи к л и н а :
вісь к л и н а і н а п р я м дії сили Р п е р п е н д и к у л я р н і до поверхні заго
товки (заготовка р о з р у б у є т ь с я ) ;
в і с ь к л и н а і н а п р я м дії сили Р утворюють з п о в е р х н е ю з а г о т о в к и
к у т менш як 90° (із з а г о т о в к и з н і м а є т ь с я с т р у ж к а ) .
У д р у г о м у в и п а д к у передня п о в е р х н я к л и н а с т и с к у є з р у б л ю в а н и й
ш а р металу, що з н а х о д и т ь с я перед нею, окремі частки я к о г о зміщу
ю т ь с я одна відносно одної; к о л и н а п р у ж е н н я , в металі перевищує його
міцність, відбувається з с у в або с к о л ю в а н н я часток, у р е з у л ь т а т і чого
утворюється
стружка.
52
53.
§ 18. ІНСТУМЕНТИ Д Л Я РУБАННЯРізальний інструмент.
С л ю с а р н е
з . у б и л о — стальний
с т е р ж е н ь , виготовлений з інструментальної вуглецевої а б о л е г о в а н о ї
сталі (У7А, У8А, 7 Х Ф , 8 Х Ф ) . З у б и л о має три частини: робочу, серед
ню та у д а р н у (рис. 58, а). Р о б о т а частина 2 з у б и л а має в и г л я д с т е р ж н я
з клиновидною р і з а л ь н о ю частиною (лезом) 1 на к і н ц і , з а г о с т р е н о ю
під певним кутом. У д а р н а частина (бойок) 4 з в у ж е н а д о г о р и , вершина
її з а о к р у г л е н а . За середню частину З з у б и л о тримають під час рубан
н я . К у т з а г о с т р е н н я в и б и р а ю т ь з а л е ж н о від твердості о б р о б л ю в а н о г о
металу. Рекомендовані кути з а г о с т р е н н я з у б и л а д л я р у б а н н я д е я к и х
матеріалів, град:
Тверді матеріали (тверда сталь, бронза, чавун)
Матеріали середньої твердості (сталь)
М'які матеріали (латунь, мідь, титанові сплави)
Алюмінієві сплави .
70
60
45
35
.
З у б и л о в и г о т о в л я ю т ь з а в д о в ж к и 100, 125, 160,200 мм, ш и р и н а робо
чої частини відповідно д о р і в н ю є 5, 10, 16 і 20 мм. Р о б о ч у частину з у б и л а
на д о в ж и н і 0,3...0,5 з а г а р т о в у ю т ь і в і д п у с к а ю т ь . П і с л я термічної об
р о б к и твердість р і з а л ь н о ї к р о м к и має бути 53...59 Н И С е , а бойка —
35...45 Н И С е .
Д л я в и п р о б у в а н н я з у б и л а на міцність і с т і й к і с т ь ним в і д р у б у ю т ь
з а т и с н у т у у л е щ а т а смугу зі сталі м а р к и Стб з а в т о в ш к и 3 мм і завшир
ш к и 50 мм. П і с л я в и п р о б у в а н н я на лезі з у б и л а не п о в и н н о бути вм'я
тин, в и к р и ш е н и х місць і помітних слідів з а т у п л е н н я .
С т у п і н ь з а г а р т у в а н н я з у б и л а м о ж н а в и з н а ч и т и старим н а п и л к о м ,
я к и м п р о в о д я т ь п о з а г а р т о в а н і й частині. Я к щ о при цьому н а п и л о к н е
з н і м а є с т р у ж к у із з а г а р т о в а н о ї частини з у б и л а (на ній з а л и ш а ю т ь с я
т і л ь к и ледь помітні р и с к и ) , з а г а р т у в а н н я вико
нано добре.
К р е й ц м е й с е л ь
(рис. 58, б ) відрізня
ється від з у б и л а р і з а л ь н о ю к р о м к о ю . Він при
значений д л я в и р у б у в а н н я в у з ь к и х к а н а в о к ,
шпонкових п а з і в тощо. О д н а к досить часто ним
к о р и с т у ю т ь с я д л я з р у б у в а н н я поверхневого ша
ру з ш и р о к о ї п л и т и : спочатку крейцмейселем
п р о р у б у ю т ь к а н а в к и , а виступи, що з а л и ш и л и с я ,
зрубують зубилом. Крейцмейселі виготовляють
з тих самих м а т е р і а л і в , що й з у б и л а . З н а ч е н н я
к у т і в з а г о с т р е н н я і твердості робочих та удар
них, частин к р е й ц м е й с е л я і з у б и л а мають бути
однакові.
Рис. 58.. Інструменти для рубання:
а — з у б и л о ; б — крейцмейсель; в — канавковий крейцмейсель
Ц
б
в
53
54.
Рис. 59. Загострювання зубилана загострювальиому верстаті
(о) та встановлення підручни
ка (б, в):
1 — шліфувальний круг: 2 — пружи
на; З — г а й к а - б а р а н е ц ь ; 4 — екранчик; 5 — пас; 6 — шків; 7 — вал; 8 —
м а г н і т н и й п у с к а ч (кнопка); 9 — ван
ночка д л я о х о л о д н о ї р і д и н а ; 10 —
р е г у л ю в а л ь н и й б о л т ; // — пересув
ний п і д р у ч н и к
Д л я в и р у б у в а н н я про
фільних
к а н а в о к — півк р у г л и х , д в о г р а н н и х та ін
ших — застосовують
спе
ціальні крейцмейселі, які
називаються к а н а в к о в и м и (рис. 58, в); вони
в і д р і з н я ю т ь с я від крейцмейселя л и ш е формою рі
зальної кромки. Канавкові
крейцмейселі виготовляють
зі сталі У8А з а в д о в ж к и 80,
100, 120, 150, 200, 300 і
350 мм, з радіусом заокруг
л е н н я 1; 1,5; 2; 2,5 і 3 мм.
З а г о с т р ю в а н н я і н с т р у м е н т а н а верстаті вручну. З а г о с т р і р в а н н я
зубил і крейцмейселів здійснюють на з а г о с т р ю в а л ь и о м у верстаті
(рис. 59, а). Д л я з а г о с т р ю в а н н я з у б и л о чи крейцмейсель н а к л а д а ю т ь
на пересувний п і д р у ч н и к 11 і з л е г к и м натиском п о в і л ь н о пересувають
по всій ширині ш л і ф у в а л ь н о г о к р у г а , періодично повертаючи інстру
мент то одним то іншим боком. Не слід с и л ь н о н а т и с к а т и на заточу
в а н и й інструмент, бо це призводить до п е р е г р і в а н н я р і з а л ь н о ї к р о м к и ,
в р езу льт ат і чого л е з о в т р а ч а є п е р в и н н у твердість.
П е р е д з а г о с т р е н н я м інструмента п і д р у ч н и к встановлюють якомога
б л и ж ч е до ш л і ф у в а л ь н о г о к р у г а (рис. 59, б). З а з о р м і ж п і д р у ч н и к о м
і з а г о с т р ю в а л ь н и м к р у г о м має бути не більш 2...З мм, щоб загострю
ваний інструмент не зміг потрапити м і ж к ру г ом і підручником (рис. 59,
в). З а г о с т р ю в а т и н а й к р а щ е з о х о л о д ж у в а н н я м водою, в я к у додано 5 %
соди або на вологому к р у з і . Н е д о т р и м а н н я цієї умови в и к л и к а є підви
щ е н н я н а г р і в а н н я , відпуск і з м е н ш е н н я твердості інструмента, а отже,
і С Т І Й К О С Т І в роботі. Б о к о в і гр а ні п і с л я з а г о с т р е н н я мають бути плос
кими, однаковими за ш и р и н о ю і з однаковими кутами н а х и л у .
Перевірка к у т а з а г о с т р е н н я і н с т р у м е н т а . П і с л я з а г о с т р ю в а н н я зу
била чи к р е й ц м е й с е л я з р і з а л ь н и х кромок знімають з а д и р к и . К у т за
г о с т р е н н я п е р е в і р я ю т ь шаблоном — п л а с т и н к а м и з кутовими в и р і з а м и
70, 60, 45 і 35° (рис. 60, а, б).
54
55.
4Н а й д о с к о н а л і ш и м є п р и л а д , що дає змогу
п е р е в і р я т и різні р і з а л ь н і інструменти (зубила,
крейцмейселі, свердла тощо). П р и л а д (рис. 6 1 ,
я) с к л а д а є т ь с я з основного диска 1 0 75 мм
з градуйованою ш к а л о ю від 10 до 140°, диска
2, я к и й обертається на гвинті-осі З, стопорного
гвинта 4 і установочної р и с к и 5. Спосіб вимі
р ю в а н н я к у т а з а г о с т р е н н я з у б и л а д л я ме
талів середньої твердості (сталь) подано на
рис. 6 1 , б.
Слюсарний молоток — це інструмент д л я
ударних робіт. Він має ударник і р у к о я т к у .
Молотки виготовляють двох т и п і в : з квадрат
ним (рис. 62, а) і к р у г л и м (рис. 62, б) бойками.
Основною х а р а к т е р и с т и к о ю молотка є його
Рис. 60. Шаблон {а) та
маса.
перевірка ним кута заго
С л ю с а р н і
молотки з круглим
стрення зубила (б)
б о й к о м виготовляють шести номерів. Мо
л о т к и ^ 1 масою 200 г рекомендується застосовувати д л я інструмен
т а л ь н и х робіт, а т а к о ж д л я р о з м і ч а н н я і в и п р я м л я н н я ; молотки № 2
(400 г), № 3 (500 г) і № 4 (600 г) — д л я слюсарних робіт; молотки
№ 5 (800 г) і № 6 (1000 г) застосовують рідко (при ремонтних робо
тах).
С л ю с а р н і
м о л о т к и
з
к в а д р а т н и м
б о й к о м
виготовляють восьми номерів: № 1 (50 г), № 2 (100 г), № 3 (200 г) —
Ф70
Нас і чка
Товщино 3,5
Товщина 15
а
Рис. 61. Прилад для перевірки елементів різальних інструментів;
а__
б у д о в а ; б — прийом вимірювання
56.
Рис, 62. Молотки з квадратним (а) і круглим (б) бойками; схеми розклинювання рукояток (в)
д л я слюсарно-інструментальних робіт; № 4 (400 г), № 5 (500 г) і № 6
(600 г) — д л я с л ю с а р н и х робіт: р у б а н н я , з г и н а н н я , к л е п а н н я та і н . ;
№ 7 (800 г) і № 8 ( 1 0 0 0 т ) з а с т о с о в у ю т ь рідко (при в и к о н а н н і ремонт
них робіт). Д л я в а ж к и х робіт застосовують молотки масою 4 . . . 16 кг,
я к і н а з и в а ю т ь с я кувалдами.
П р о т и л е ж н и й бойку 1 к і н е ц ь молотка н а з и в а є т ь с я носком 3. Н о с о к
має клиноподібну форму, з а о к р у г л е н у на к і н ц і . Н о с к о м к о р и с т у ю т ь с я
п р и в и п р я м л я н н і , р о з к л и н у в а н н і тощо. Б о й к о м н а н о с я т ь удари п о
з у б и л у або крейцмейселю. Робочі частини молотка (бойок квадратної чи
клиноподібної форми) термічно о б р о б л я ю т ь до твердості 4 9 . . . 5 6 Н И С е .
В и г о т о в л я ю т ь молотки зі сталей 50 і 40Х та і н с т р у м е н т а л ь н и х вуг
л е ц е в и х сталей м а р о к У7 та У 8 . У середній частині молотка є отвір
о в а л ь н о ї форми д л я в с т а в л я н н я р у к о я т к и .
Р у к о я т к у 4 молотка в и г о т о в л я ю т ь з твердої деревини ( к и з и л , горо
бина, дуб, клен, граб, ясен, береза) або із синтетичних м а т е р і а л і в . Ру
к о я т к а має о в а л ь н и й п е р е р і з ; в і л ь н и й її к і н е ц ь у 1,5 р а з а товще к і н ц я ,
на якому насаджено ударник.
Кінець 2, на який насаджують ударник, розклинюють дерев'яним
к л и н о м , з м а щ е н и м с т о л я р н и м клеєм, або металевим к л и н о м , на я к о м у
р о б л я т ь насічки ( й о р ж і ) . Т о в щ и н а к л и н і в у в у з ь к і й частині дорівнює
0 , 8 . . . 1,5 мм, а в ш и р о к і й — 2,5...6 мм.
Я к щ о отвір молотка передбачено л и ш е з боковим р о з ш и р е н н я м , то
з а б и в а ю т ь один п о з д о в ж н і й к л и н ; я к щ о р о з ш и р е н н я передбачено
в з д о в ж отвору, то з а б и в а ю т ь два к л и н и (див. рис. 62, в)\ я к щ о розши
р е н н я буде в усі боки, з а б и в а ю т ь три стальних або три д е р е в ' я н и х
к л и н и , розміщуючи два п а р а л е л ь н о , а третій — п е р п е н д и к у л я р н о до
н и х . П р а в и л ь н о н а с а д ж е н и м в в а ж а є т ь с я молоток, у я к о г о вісь рукоят
ки утворює з віссю м о л о т к а п р я м и й кут.
К р і м з в и ч а й н и х с т а л ь н и х молотків при потребі, н а п р и к л а д при
с к л а д а н н і м а ш и н , застосовують т а к з в а н і «м'які» молотки зі в с т а в к а м и
з міді, фібри, свинцю та алюмінієвих сплавів (рис. 6 3 , а). П р и ударах,
я к і наносять «м'яким» молотком, п о в е р х н я м а т е р і а л у з а г о т о в к и м а й ж е
$6
•ЯВИ
57.
2Рис. 63. Молотки:
а — зі вставками з м ' я к о г о м е т а л у ; б — д е р е в '
яний ( к и я н к а )
Рис. 64.
гумовим
ником
Молоток з
накостиль-
не п о ш к о д ж у є т ь с я . Ч е р е з дефіцитність міді, свинцю і ш в и д к і й спра
цьованості ці молотки малоефективні і не з а в ж д и зручні в е к с п л у а т а ц і ї .
З метою економії металів мідні чи свинцеві вставки замінюють на гу
мові, дешевші й ефективніші в роботі. Т а к и й молоток має с т а л ь н и й
к о р п у с 1 (рис. 64), на ц и л і нд р ич ні кінці я к о г о надіто н а к о с т и л ь ники 2 з твердої гуми. Гумові н а к о с т и л ь н и к и досить стійкі проти уда
рів і при с п р а ц ь о в у в а н н і л е г к о замінюються новими. Молотки цієї
к о н с т р у к ц і ї застосовують п р и точних с к л а д а л ь н и х роботах, особливо,
к о л и треба п р а ц ю в а т и з д е т а л я м и незначної твердості.
І н к о л и , н а п р и к л а д п р и виготовленні виробів з тонкої листової
с т а л і , застосовують д е р е в ' я н і м о л о т к и — к и я н к и (рис. 6 3 , б), які бу
вають з к р у г л и м або п р я м о к у т н и м у д а р н и к о м .
§ 19. П Р О Ц Е С РУБАННЯ
Лещата. П р и рубанні в и к о р и с т о в у ю т ь міцні й в а ж к і поворотні
й неповоротні л е щ а т а з п а р а л е л ь н и м и г у б к а м и , п р и в а ж к і й к о в а л ь с ь к і й
роботі стільцеві, я к і п р и к р і п л ю ю т ь на с п е ц і а л ь н і й тумбі.
Положення корпуса і нїг. П р а в и л ь н е п о л о ж е н н я к о р п у с а і утриман
ня (хватка) інструмента при р у б а н н і — в а ж л и в і умови високопродук
тивної п р а ц і . П р и р у б а н н і металу з у б и л о м п о л о ж е н н я к о р п у с а і ніг
має забезпечити н а й б і л ь ш у с т і й к і с т ь працюючого при нанесенні у д а р у .
П о л о ж е н н я робочого п р и р у б а н н і з у б и л о м буде п р а в и л ь н и м , як
що його к о р п у с в и п р я м л е н и й і розміщений впівоберта до осі л е щ а т
(рис. 65, а ) , а л і в а нога виставлена на п і в к р о к у вперед (рис. 65, б).
Тримання (хватка) зубила. З у б и л о б е р у т ь у л і в у р у к у за середню
частину на відстані 15...20 мм від к і н ц я ударної частини; с и л ь н о стис
к у в а т и в руці з у б и л о не слід. У д а р и н а н о с я т ь п р а в о ю р у к о ю . П р и ру
х а х правої р у к и , щ о наносить удари п о з у б и л у , л і в а р у к а відіграє р о л ь
б а л а н с у при послідовному встановленні інструмента.
57
58.
Р и с . 65. Положення корпуса (а) і ніг (б)під час рубання
П р и м і т к а . При рубанні металу за
стосовуй сітку і користуйся захисними оку
лярами.
Тримання (хватка) молотка. Мо
лоток беруть п р а в о ю р у к о ю за руко
я т к у на відстані 15...ЗО мм від віль
ного к і н ц я , охоплюючи р у к о я т к у чо
тирма п а л ь ц я м и і п р и т и с к у ю ч и до
долоні, в е л и к и й п а л е ц ь н а к л а д а ю т ь
на в к а з і в н и й . Усі п а л ь ц і залиша
ються в т а к о м у п о л о ж е н н і при зама
хові та у д а р і . Ц и м способом тримають
молоток при т а к з в а н о м у нанесенні
кистьового у д а р у без р о з т и с к а н н я па
л ь ц і в (рис. 66, а). П р и іншій хватці
на п о ч а т к у з а м а х у м і з и н е ц ь , безімен
ний і середній пальці поступово розти
с к а ю т ь і р у к о я т к у молотка охоплюють
л и ш е в к а з і в н и м і великим п а л ь ц я м и . Потім розтисиуті п а л ь ц і сти
с к у ю т ь і прискорюють рух р у к и в н и з . У ре з у л ь та ті удар виходить
с и л ь н и м . Ц е й спосіб х в а т к и застосовують п р и т а к з в а н о м у нанесенні
у д а р у з р о з т и с к а н н я м п а л ь ц і в (рис. 66, б).
У д а р и молотком. Я к і с т ь і п р о д у к т и в н і с т ь р у б а н н я з а л е ж а т ь від
х а р а к т е р у з а м а х у та у д а р у молотком. Удар може бути кистьовим, лік
ть о ви м або плечовим.
П р и к и с т ь о в о м у ударі (рис. 67, а ) з а м а х молотком здійсню
ють л и ш е за р а х у н о к з г и н а н н я кисті р у к и . П р и цьому кисть у з а п ' я с т і
з г и н а ю т ь до в і д к а з у , розтиснувши з л е г к а п а л ь ц і , к р і м в е л и к о г о і вка
з і в н о г о (при цьому мізинець не сходить з р у к о я т к и молотка). Потім
п а л ь ц і стискують і н а н о с я т ь ударі К и с т ь о в и й удар застосовують при
в и к о н а н н і точних робіт, л е г к о м у р у б а н н і , з р у б у в а н н і тонких ш а р і в
м е т а л у тощо.
Н а н о с я ч и л і к т ь о в и й удар (рис. 67, б), р у к у з г и н а ю т ь у лік
т і . П р и з а м а х у діють п а л ь ц і р у к и , які р о з т и с к а ю т ь і стискають, кисть
(рух її вверх, а потім вниз) і п е р е д п л і ч ч я . Щоб нанести с и л ь н и й удар,
р у к у р о з г и н а ю т ь досить ш в и д к о . Ц и м ударом к о р и с т у ю т ь с я п р и зви
чайному р у б а н н і , з р у б у в а н н і ш а р у металу середньої товщини або при
прорубуванні пазів і канавок.
Прк п л е ч о в о м у ударі (рис. 67, в ) р у к а р у х а є т ь с я в плечі.
П р и цьому з в е л и к и м замахом н а н о с я т ь м а к с и м а л ь н о ї сили удар з
плеча. В ц ь о м у ударі беруть участь плече, передпліччя і кисть. Пле
човим ударом к о р и с т у ю т ь с я при знятті товстого ш а р у металу і оброб
ленні великих поверхонь.
58
59.
Сила у д а р ум а є в і д п о в і д а т и ха
рактеру роботи,
а
т а к о ж масі
мо
л о т к а (чим в а ж ч е м о л о т о к , т и м силь
ніший
(чим
удар),
вона
удар),
довжині
довша,
довжині
рукоятки
тим
руки
сильніший
працюючого
(чим д о в ш а р у к а і в и щ е з а м а х ,
сильніший
діють
удар).
обома
руками
тим
рубанні
При
узгоджено
(синхронно), влучно наносять удари
правою рукою, переміщуючи
зуби
ло лівою рукою.
Кут
встановлення
зубила
при
^
р у б а н н і в л е щ а т а х р е г у л ю ю т ь так,
"~
Р и с > 66>
щ о б ЛЄЗО з н а х о д и л о с я н а ЛІНІЇ ЗНЯТтя с т р у ж к и , а П о з д о в ж н я вісь с т е р ж -
без розтискання (а) і
ий з у б и л а р о з м і щ у в а л а с я п і д к у т о м
ЗО...35° д о
оброблюваної
#
Тримання (хватка) молотка
з розтискан
ням (б) пальців
поверхні
(рис.
68, а ) з а г о т о в к и і п і д к у т о м 45° д о п о з д о в ж н ь о ї о с і г у б о к л е щ а т
(рис.
68, б). П р и м е н ш о м у к у т і н а х и л у з у б и л о з і с к о в з у в а т и м е , а п р и
більшому — з а н а д т о заглиблюватиметься в метал,
в н а с л і д о к ч о г о об
роблена поверхня буде нерівною.
Кут нахилу зубила при рубанні не
вимірюють — досвідчений
за
слюсар
навичкою
відчуває
нахил
і
ре
гулює положення зубила рухом лівої руки.
Під час р у б а н н я д и в л я т ь с я на
бойок,
як це часто робить
різальну частину зубила,
учень-слюсар,
і
а
не на
с л і д к у ю т ь за правильним
п о л о ж е н н я м л е з а . Удари наносять по центру б о й к а сильно, впевнено
і влучно. Цю навичку набувають після тренування.
Вибір маси молотка. З а м а с о ю с л ю с а р н и й м о л о т о к в и б и р а ю т ь за
л е ж н о в і д р о з м і р у з у б и л а ( з р о з р а х у н к у 4 0 г н а 1 м м ш и р и н и л е з а зуби
ла) і товщини ш а р у металу, що знімається
о
6
(звичайно товщина стружки
в
Рис. 67. Удари молотком:
а — кистьовий; б — ліктьовий; в — плечовий
59
60.
Рис. 68, Правильне встановлення зубила при рубанні в лещатах:а — н а х и л з у б и л а до о б р о б л ю в а н о ї п о в е р х н і ; б — н а х и л з у б и л а до п о з д о в ж н ь о ї о с і
губок лещат
становить 1 . . . 2 м м ) . П р и роботі крейцмейселем масу молотка прий
мають з р о з р а х у н к у 80 г на 1 мм ш и р и н и л е з а . В р а х о в у ю т ь т а к о ж фі
з и ч н у с и л у п р а ц ю ю ч о г о . Маса молотка д л я у ч н я має бути б л и з ь к о 400 г,
д л я молодого робочого (16... 17 років) — 500 г, д л я дорослого робочо
го — 600...800 г. Удар здійснюють не за р а х у н о к з а й в и х з у с и л ь , що
веде до ш в и д к о г о стомлення, а за р а х у н о к п р и с к о р е н о г о падіння мо
л о т к а . В момент н а н е с е н н я у д а р у р у к о я т к у молотка міцно стискають
п а л ь ц я м и , молоток, щ о с л а б о у т р и м у є т ь с я , при неточному ударі може
відскочити вбік, що д у ж е небезпечно.
§ 20. ПРИЙОМИ РУБАННЯ
Робота зубилом в р у ч н у потребує в и к о н а н н я основних п р а в и л ру
б а н н я і відповідної тренованості.
Розрубування металу. П р и р о з р у б у в а н н і металу з у б и л о встанов
люють в е р т и к а л ь н о (рис. 69) і р у б а ю т ь плечовим ударом. Л и с т о в и й
метал з а в т о в ш к и до 2 мм р о з р у б у ю т ь з одного удару. П р и цьому під
нього підкладають п і д к л а д к у з м ' я к о ї сталі. Л и с т о в и й метал з а в т о в ш к и
більш як 2 мм або штабовий матеріал надрубують п р и б л и з н о на поло
в и н у товщини з обох боків, а потім л а м а ю т ь , п е р е г и н а ю ч и його то в
один бік, то в Шший, або відбивають.
Вирубування заготовок з листового металу. П і с л я р о з м і ч а н н я кон
тура виготовлюваної деталі з а г о т о в к у к л а д у т ь на п л и т у і з н і м а ю т ь ви
р у б у в а н н я м (не по л і н і ї розмітки, а відступивши від неї 2...З мм — при
п у с к на обпилювання) в т а к і й послідовності:
встановлюють з у б и л о п о х и л о так, щоб л е з о б у л о с п р я м о в а н е в з д о в ж
розмічальної р и с к и (рис. 70, а);
з у б и л у надають в е р т и к а л ь н о г о п о л о ж е н н я і н а н о с я т ь молотком
л е г к і удари, надрубуючи по к о н т у р у (рис. 70, б);
рубають по к о н т у р у , наносячи по з у б и л у с и л ь н і удари; при пере
с т а в л я н н і з у б и л а частину леза з а л и ш а ю т ь у п р о р у б а н і й к а н а в ц і , а
з у б и л о з п о х и л о г о п о л о ж е н н я знову переводять у в е р т и к а л ь н е і на60
61.
Рис. 69. Розрубування смугина ковадлі
Рис. 70. Початок (а) і кінець (б)
встановлення зубила при рубанні
листового металу й надрубування
за контуром (в)
носять наступний у д а р ; т а к р о б л я т ь безперервно д о к і н ц я ( з а м и к а н н я )
розмічальної р и с к и ;
перевернувши лист, п р о р у б у ю т ь метал по чітко визначеному на про
т и л е ж н о м у боці к о н т у р у (рис. 70, в)\
з н о в у перевертають лист і з а к і н ч у ю т ь р у б а н н я (рис. 7 1 , а); я к щ о
л и с т відносно тонкий і п р о р у б а н и й достатньо, з а г о т о в к у вибива
ють молотком (рис. 7 1 , б).
П р и р у б а н н і з у б и л о м із з а о к р у г л е н и м лезом (рис. 72, а) к а н а в к а
утворюється р і в н а , а при рубанні з у б и л о м із п р я м и м лезом (рис. 72,
б) — сходинкою.
Рубання листового і штабового металу в и к о н у ю т ь у л е щ а т а х . Ру
б а н н я листового м а т е р і а л у , як п р а в и л о , ведуть на рівні губок л е щ а т .
З а г о т о в к у (виріб) міцно з а т и с к у ю т ь у л е щ а т а х т а к , щоб р о з м і ч а л ь н а
л і н і я з б і г а л а с я з рівнем губок.
З у б и л о встановлюють д о к р а ю з а г о т о в к и т а к , щоб р і з а л ь н а к р о м к а
була на поверхні двох губок, а середина р і з а л ь н о ї к р о м к и була на
Р и с 71, Вирубування заготовки з листового
металу:
а — п р о р у б у в а н н я з а г о т о в к и по к о н т у р у ; б — в и б и в а н «
її я з а г о т о в к и молотком
Рис. 72. Зубила з за
округленими (а) і прями
ми (б) лезами
61
62.
Рис. 73. Рубання листового металу в лещатах:а, б — нахил зубила відповідно до оброблюваної
поверхні та осі губок
Рис. 74. Рубання за роз
мічальними рисками
2/3 д о в ж и н и обрубуваної.
Кут
н а х и л у з у б и л а д о оброблюваної
поверхні має бути ЗО...35° (рис. 73, а ) , а до осі губок л е щ а т — 45°
(рис. 73, б). Л е з о з у б и л а при цьому йде н а в к і с губок л е щ а т і с т р у ж к а
з л е г к а в ' є т ь с я . П і с л я з н я т т я п е р ш о г о ш а р у м е т а л у з а г о т о в к у перестав
л я ю т ь вище губок л е щ а т на 1,5...2 мм, з р у б у ю т ь наступний ш а р і т. д.
Р у б а н н я за р о зм і ч а л ь ни ми р и с к а м и (рис. 74) н а й с к л а д н і ш а опера
ц і я . На з а г о т о в к у попередньо н а н о с я т ь р и с к и на відстані 1,5...2 мм
одна від одної, а на т о р ц я х р о б л я т ь скоси (фаски) під кутом 45°, що по
л е г ш у ю т ь в с т а н о в л е н н я з у б и л а і з а п о б і г а ю т ь в і д к о л ю в а н н ю к р а ю при
рубанні крихких матеріалів. Заготовку затискують в лещатах так,
щоб було видно р о з м і ч а л ь н і р и с к и . Р у б а ю т ь строго по р о з м і ч а л ь н и х
р и с к а х . П е р ш и й удар н а н о с я т ь при г о р и з о н т а л ь н о м у п о л о ж е н н і зуби
л а . П о д а л ь ш е р у б а н н я здійснюють п р и н а х и л і з у б и л а на 25...30°. Ос
танній чистовий ш а р має бути з а в т о в ш к и не б і л ь ш як 0,5...0,7 мм.
Рубання широких поверхонь т р у д о м і с т к а і м а л о п р о д у к т и в н а опе
р а ц і я , щ о застосовується тоді, к о л и н е м о ж л и в о з н я т и ш а р м е т а л у н а
с т р у г а л ь н о м у або ф р е з е р н о м у верстаті.
Р о б о т у з д і й с н ю ю т ь у три прийоми. П о п е р е д н ь о на двох протилеж
них т о р ц я х з а г о т о в к и з р у б у ю т ь т р о х и металу, р о б л я ч и фаски (скоси)
під кутом ЗО...45°, а на двох п р о т и л е ж н и х бокових торцях н а н о с я т ь
р и с к и , відмічаючи г л и б и н у
кожного
робочого
ходу.
Потім на ш и р о к і й поверхні
заготовки наносять пара
л е л ь н і р и с к и , відстань м і ж
якими
дорівнює
ширині
р і з а л ь н о ї кромки крейцмейселя, і заготовку затискують
у лещатах.
П і с л я цього крейцмей
селем попередньо прору
Рис. 75. Рубання широких поверхонь:
бують
вузькі
канавки
а — прорубування канавок крейцмейселем; б — зру
( р и с 75, а), а потім зубибування виступів зубилом
62
63.
л о м з р у б у ю т ь виступи, що з а л и ш и л и с я м і ж к а н а в к а м и (рис. 75, б).П і с л я з р у б у в а н н я виступів в и к о н у ю т ь остаточну обробку.
Такий
спосіб (попереднє п р о р у б у в а н н я к а н а в о к на ш и р о к и х деталях) з н а ч н о
п о л е г ш у є і п р и с к о р ю є рубання. На з а г о т о в к а х з чавуну, бронзи та
інших крихких металів, щ о б з а п о б і г т и відколюванню к р а ї в , р о б л я т ь
ф а с к и на відстані 0,5 мм від "розмічальної р и с к и .
Вирубування криволінійних мастильних канавок і пазів ( р и с . 76, а,
б) здійснюють т а к . Спочатку на п о в е р х н ю з а г о т о в к и н а н о с я т ь р и с к и ,
потім крейцмейселрм за один робочий п р о х і д п р о р у б у ю т ь к а н а в к и
з а в г л и б ш к и 1,5...2 мм. Утворені п і с л я р у б а н н я нерівності вида
л я ю т ь к а н а в о ч н и к о м , надаючи к а н а в к а м однакової ш и р и н и і гли
бини по всій д о в ж и н і з а г о т о в к и . Г л и б и н у к а н а в о к п е р е в і р я ю т ь
шаблоном.
П р и рубанні кольорових с п л а в і в р е к о м е н д у є т ь с я р і з а л ь н у ч а с т и н у
з у б и л а трохи змочувати м и л ь н о ю водою або п р о т и р а т и промащеною
г а н ч і р к о ю , а п р и рубанні алюмінію — с к и п и д а р о м . Це с п р и я є збіль
шенню стійкості р і з а л ь н о ї частини з у б и л а до чергового з а г о с т р е н н я .
Безпека праці. П р и р у ч н о м у р у б а н н і металів с л і д д о т р и м у в а т и с ь
таких п р а в и л б е з п е к и :
р у к о я т к а ручного с л ю с а р н о г о молотка має бути добре з а к р і п л е н а
і не мати р о з к о л и н ;
при р у б а н н і з у б и л о м і крейцмей-
Рис. 76. Вирубування мастильних
канавок і пазів на плоскій (а) та
угнутій
(б) поверхнях
Рис. 77. Запобіжні пристрої, що застосовуються під час рубання:
а— щ и т о к ; б — к о з и р о к ; в — шайба
6'і
64.
д л я з а п о б і г а н н я п о ш к о д ж е н н ю р у к (при незручних роботах, ат а к о ж в період н а в ч а н н я ) на к и с т ь р у к и слід н а д я г а т и з а п о б і ж н и й
к о з и р о к (рис. 77, б), а на з у б и л о — з а п о б і ж н у г у м о в у ш а й б у (рис. 77, в).
§ 21. М Е Х А Н І З А Ц І Я РУБАННЯ
Р у ч н е р у б а н н я п р и можливості замінюють обробкою на металооб
робних верстатах ( с т р у г а н н я , ф р е з е р у в а н н я ) , обробкою за допомогою
а б р а з и в н и х інструментів, ручних м е х а н і з о в а н и х інструментів і при
строїв.
Д о ручних м е х а н і з о в а н и х інструментів н а л е ж а т ь пневматичні т а
електричні р у б а л ь н і м о л о т к и .
П н е в м а т и ч н и й
р у б а л ь н и й
м о л о т о к
РМ-5
(рис. 78) с к л а д а є т ь с я з к о р п у с а , бойка, з о л о т н и к а і р у к о я т к и з пус
ковим пристроєм. Стиснуте п о в і т р я з цехової магістралі к р і з ь гумовий
ш л а н г і штуцер 1 надходить до р у к о я т к и м о л о т к а . Слюсар бере однією
р у к о ю за р у к о я т к у , а д р у г о ю у т р и м у є ствол, с п р я м о в у ю ч и р у х з у б и л а
(рис. 79, а, б).
П р и натисканні на курок З (рис. 78) в і д к р и в а є т ь с я к л а п а н 2 і по
в і т р я під тиском 5....6 к П а з магістралі к р і з ь штуцер 1 надходить у
ц и л і н д р . З а л е ж н о від п о л о ж е н н я з о л о т н и к а 4 п о в і т р я к а н а л а м и внут
р і ш н ь о г о к о р п у с а п о т р а п л я є в к а м е р у 5 робочого ходу або в каме
ру б зворотного ходу. У першому в и п а д к у п о в і т р я ш т о в х а є у д а р н и к 7
п р а в о р у ч і він б'є по хвостовику робочого інструмента. В кінці робо
чого ходу з о л о т н и к під тиском п о в і т р я з м і щ у є т ь с я , п о в і т р я п о т р а п л я є
в к а м е р у 6 — здійснюється зворотний хід. Потім ц и к л роботи повторю
є т ь с я . Молоток в в о д я т ь у роботу п і с л я н а т и с к а н н я на о б р о б л ю в а н у
поверхню р і з а л ь н о ю кромкою інструмента.
64
65.
5Рис. 79. Триманья рубального молотка (а) і робота ним (б)
Я к інструменти д л я р у б а н н я пневматичним молотком використо
вують с п е ц і а л ь н і з у б и л а . П р о д у к т и в н і с т ь р у б а н н я п р и к о р и с т у в а н н і
м е х а н і з о в а н и м інструментом п і д в и щ у є т ь с я в 4...5 р а з і в .
В е л е к т р и ч н и х м о л о т к а х о б е р т а н н я в а л а е л е к т р о д в и г у н а , вмонтова
ного в к о р п у с , перетворюється у зворотно-поступальний р у х у д а р н и к а ,
на к і н ц і я к о г о з а к р і п л е н о з у б и л о чи інший інструмент.
Б е з п е к а п р а ц і . П р и к о р и с т у в а н н і пневматичним молотком слід
дотримуватися т а к и х вимог безпеки:
перед початком роботи вивчити п р а в и л а б е з п е к и ;
повторити з а г а л ь н і прийоми і способи підготовки п н е в м а т и ч н о г о
інструмента;
протерти отвір в т у л к и і хвостовик з у б и л а ; п е р е в і р и т и п о л о ж е н н я
в т у л к и , я к а має бути щ і л ь н о п о с а д ж е н а в отвір, а потім встановити у
в т у л к у з у б и л о з і щ і л ь н о ю посадкою;
продути стиснутим п о в і т р я м пневматичний молоток;
з а л и т и мастило через с п е ц і а л ь н и й отвір у к о р п у с і молотка, натис
нути к у р о к і через відкритий отвір вводити м а с т и л о у в н у т р і ш н і робо
чі частини;
н а д я г н у т и р у к а в и ц і і з а х и с н і о к у л я р и ; п р и й н я т и робоче п о л о ж е н н я ;
взяти правою рукою за рукоятку, наклавши великий палець на курок,
а л і в о ю р у к о ю охопити к о р п у с молотка (рис. 79, а);
з у б и л о під час р у б а н н я ставити під кутом ЗО...35° до оброблюваної
поверхні, р у б а н н я здійснювати т і л ь к и гостро заточеним зубилом;
включати пневматичний молоток т і л ь к и п і с л я в с т а н о в л е н н я ін
струмента в робоче п о л о ж е н н я ; холостий хід інструмента не дозволя
ється;
при підключанні ш л а н г а стиснуте п о в і т р я має бути в и м к н у т е ;
не м о ж н а тримати пневматичний молоток за ш л а н г або робочий
інструмент;
при перенесенні пневматичного молотка не м о ж н а д о п у с к а т и натя
гу, п е т л я н н я і п е р е к р у ч у в а н н я ш л а н г а ;
3 4-1664
65
66.
п і с л я з а в е р ш е н н я роботи п е р е к р и т и трубопроводні к р а н и і відключити пневматичний молоток від п о в і т р я н о ї магістралі, в и й н я т и
робочий інструмент, очистити молоток від п и л у , бруду і протерти, ре
тельно змастити ш л а н г .
Р о з д і л VI. ВИПРЯМЛЯННЯ ТА РИХТУВАННЯ МЕТАЛУ
(ХОЛОДНИМ С П О С О Б О М ]
§ 22. ЗАГАЛЬНІ В І Д О М О С Т І
В и п р я м л я н н я та р и х т у в а н н я — це операції з в и п р я м л е н н я металу,
заготовок і деталей, що мають в м ' я т и н и , випини, х в и л я с т і с т ь , жолоб
л е н н я , в и к р и в л е н н я тощо. Ці операції мають одне й те саме призна
чення, але р і з н я т ь с я прийомами в и к о н а н н я та інструментами і засто
совуваними п р и с т р о я м и .
Листовий матеріал і заготовки з нього можуть ж о л о б и т и с я по к р а я х
і всередині, мати згини і місцеві нерівності у в и г л я д і в м ' я т и н та випи
нів р і з н и х форм. П р и р о з г л я д і деформованих заготовок можна поміти
ти, що увігнутий бік їх коротший за випнутий. В о л о к н а на випнутому
боці р о з т я г н е н і , а на угнутому стиснуті.
Метал піддають в и п р я м л я н н ю як у холодному, т а к і в нагрітому
стані. Вибір способу з а л е ж и т ь від прогину, розмірів і м а т е р і а л у виробу.
В и п р я м л я н н я можна виконувати ручним способом (на стальній
чи чавунній плиті або на ковадлі) і машинним (на п р а в и л ь н и х в а л ь ц я х ,
пресах).
П р а в и л ь н у п л и т у (рис. 80, а ) виготовляють досить ма
сивною, маса її у 80... 150 р а з і в більша за масу молотка. П р а в и л ь н і
плити в и г о т о в л я ю т ь зі сталі або сірого ч а в у н у монолітними чи з реб
рами жорсткості.
Плити бувають т а к и х р о з м і р і в , мм: 400 X 400; 750 X 1000; 1000 X
X 1500; 1500 X 2000; 2000 X 2000; 1500 X 3000. Робоча п о в е р х н я
плити має бути рівною і чистою. Встановлюють плити на металеві
або д е р е в ' я н і підставки, що забезпечують к р і м стійкості й горизон
тальність п о л о ж е н н я .
Р и х т у в а л ь н і
б а б к и
(рис. 80, б ) використовують д л я
в и п р я м л я н н я ( р и х т у в а н н я ) з а г а р т о в а н и х деталей; в и г о т о в л я ю т ь їх зі
сталі і з а г а р т о в у ю т ь . Р о б з ч а частина поверхні має бути ц и л і н д р и ч н о ю
або сферичною радіусом 150...200 мм. .
Д л я в и п р я м л я н н я застосовують молотки з к р у г л и м и гладенькими
полірованими бойками (рис. 8 1 , а), бо молотки з квадратним бойком
з а л и ш а ю т ь сліди у в и г л я д і забоїн (квадратів, кутів).
Д л я в и п р я м л я н н я з а г а р т о в а н и х деталей ( р и х т у в а н н я ) застосовують
м о л о т к и
з
рад і'усним
б о й к о м
(рис. 8 1 , б); к о р п у с
молотка виготовляють зі сталі У10; маса молотка становить 400...500 г.
65
67.
6Рис. 80. Правильна
плита (о) і рихтувальні бабки (б)
6
Рис. 81. Рихтувальні молотки з круглим гладень
ким полірованим бойком (а) і з радіусними бой
ками (б)
Д о б р е з а р е к о м е н д у в а л и себе р и х т у в а л ь н і молотки з п л а с т и н к а м и твер
дого с п л а в у . К о р п у с молотка в и г о т о в л я ю т ь зі сталі У7 або У 8 , а в ро
бочі кінці в с т а в л я ю т ь п л а с т и н к и з твердого с п л а в у В К 8 або В К б . Ро
бочу частину бойка загострюють і доводять по р а д і у с у до 0,05...0,1 мм.
М о л о т к и з і в с т а в н и м . и б о й к а м и з м ' я к и х металів
(рис. 8 1 , а) застосовують при в и п р я м л я н н і деталей з остаточно оброб
л е н о ю поверхнею і деталей або заготовок з к о л ь о р о в и х металів і спла
в і в . Вставні бойки м о ж у т ь бути мідними, свинцевими або д е р е в ' я н и м и .
Г л а д и л к и (дерев'яні ч и металеві бруски) застосовують при
в и п р я м л я н н і тонкого листового чи штабового металу.
§ 23. ВИПРЯМЛЯННЯ МЕТАЛУ
К р и в и з н у деталей п е р е в і р я ю т ь на око (рис. 82, а) або за з а з о р о м
м і ж плитою і покладеною на неї деталлю. К р а ї вигнутих місць позна
чають крейдою.
П р и в и п р я м л я н н і в а ж л и в о п р а в и л ь н о вибирати м і с ц я , п о я к и х
с л і д наносити удари, Сила ударів має бути р о з м і р н о ю з к р и в и з н о ю ;
Рис. 82. Перевірка кривизни (а) і випрямляння (б) штабового металу
З*
67
68.
її поступово зменшують у м і р у переходу від н а й б і л ь ш о г о з г и н у донайменшого. В и п р я м л я н н я в в а ж а є т ь с я з а в е р ш е н и м , коли всі нерів
ності з н и к н у т ь і д е т а л ь стане п р я м о ю , що м о ж н а визначити накладан
н я м л і н і й к и . В и п р я м л я н н я здійснюють на ковадлі, п р а в и л ь н і й плиті
або надійних п і д к л а д к а х , я к і не дадуть з і с к о в з н у т и з них деталі при
ударі.
Д л я з а х и с т у р у к від ударів і в і б р а ц і й при в и п р я м л я н н і металу
треба н а д я г а т и р у к а в и ц і , міцно тримати деталь, з а г о т о в к и на плиті
чи к о в а д л і .
Випрямляння штабового металу з д і й с н ю є т ь с я т а к . На в и п н у т о м у
боці крейдою позначають межі з г и н і в , п і с л я чого л і в о ю р у к о ю , попе
редньо н а д я г н у в ш и на неї р у к а в и ц ю , беруть штабу (смугу), а п р а в о ю —
молоток і займають робоче п о л о ж е н н я (рис. 82, б).
Смугу розміщують на п р а в и л ь н і й плиті так, щоб вона л е ж а л а вип*
нутістю догори, торкаючись плити у двох точках. Удари наносять по
випнутих частинах, регулюючи с и л у удару з а л е ж н о від товщини смуги
і величини к р и в и з н и : чим більше в и к р и в л е н н я і товща смуга, тим силь
нішими мають бути удари. В міру в и п р я м л я н н я смуги с и л у ударів по
слаблюють і частіше перевертають смугу з одного боку на інший до
повного в и п р я м л е н н я . П р и к і л ь к о х випинах спочатку в и п р я м л я ю т ь
н а й б л и ж ч і до к і н ц і в , а потім — розміщені посередині.
Р е з у л ь т а т и в и п р я м л я н н я ( п р я м о л і н і й н і с т ь заготовки) п е р е в і р я ю т ь
на око, а точніше — на р о з м і ч а л ь н і й плиті на просвіт або н а к л а д а н н я м
л і н і й к и на смугу.
Випрямляння прутка. П і с л я п е р е в і р к и на о к о на випнутому боці
п р у т к а крейдою позначають межі в и г и н і в . Потім пруток к л а д у т ь на
п л и т у або к о в а д л о т а к , щоб зігнута частина з н а х о д и л а с я випнутістю
догори (риг. 83). Удари н а н о с я т ь по випнутій частині від к р а ї в з г и н у
до середини, регулюючи с и л у ударів з а л е ж н о від діаметра п р у т к а і ве
л и ч и н и згину. В м і р у в и п р я м л я н н я згину силу ударів зменшують і,
повертаючи п р у т о к н а в к о л о своєї осі, з а к і н ч у ю т ь в и п р я м л я н н я легки
м и ударами. Я к щ о п р у т о к має к і л ь к а згинів, с п о ч а т к у в и п р я м л я ю т ь
б л и ж ч і до к і н ц і в , а потім — розміщені посередині.
Випрямляння листового металу с к л а д н і ш е , н і ж попередні о п е р а ц і ї .
Л и с т о в и й метали і вирізані з нього з а г о т о в к и м о ж у т ь мати поверхню
х в и л я с т у або з в и п и н а м и . На заготовці, що має х в и л я с т і с т ь по к р а я х
(рис. 84, а), спочатку обводять крейдою чи м ' я к и м графітовим олівцем
х в и л я с т і д і л я н к и . П і с л я цього з а г о т о в к у кладуть на плиту так, щоб її
к р а ї не звисали, а л е ж а л и повністю на опорній п о в е р х н і . Притиску
ючи заготовку рукою, починають в и п р я м л я н н я . Щ о б розтягнути сере
д и н у заготовки, удари молотком н а н о с я т ь від середини до к р а ю так,
як з а з н а ч е н о чорними к р у ж е ч к а м и на рис. 84, в. К р у ж е ч к и менших
діаметрів відповідають ударам меншої сили, і н а в п а к и , тобто с и л ь н і ш і
удари н а н о с я т ь посередині і зменшують їх с и л у в міру н а б л и ж е н н я
68
69.
Рис, 83. Випрямляння пруткаРис. 84. Зігнуті заготовки
з листового металу (а, б)
і схеми їх випрямляння (в, г)
Хвилястість
1.1*/
\ | І
в
І.**
?Т
%,(
В
до к р а ю з а г о т о в к и . Щ о б у н и к н у т и утворення т р і щ и н і н а к л е п у металу,
не м о ж н а наносити повторні удари по одному й тому самому місцю.
Особливої а к у р а т н о с т і , уважності та обережності д о т р и м у ю т ь с я
п р и в и п р я м л я н н і заготовок з тонкого листового металу. У д а р и нано
с я т ь несильні, бо при н е п р а в и л ь н о м у ударі бокові г р а н і молотка мо
ж у т ь або пробити листову заготовку, або с п р и я т и н а т я г у металу.
П р и в и п р я м л я н н і заготовок з випинами в и з н а ч а ю т ь п о ж о л о б л е н і
д і л я н к и , встановлюють, де більше випнуто метал (рис. 84, б). В и п н у т і
д і л я н к и обводять крейдою або м ' я к и м графітовим олівцем, потім заго
т о в к у к л а д у т ь н а п л и т у випнутою д і л я н к о ю д о г о р и так, щ о б к р а ї ї ї
не з в и с а л и , а л е ж а л и повністю на опорній поверхні п л и т и . В и п р я м л я н
ня починають з н а й б л и ж ч о г о до в и п и н у к р а ю , по я к о м у н а н о с я т ь один
р я д ударів молотком у м е ж а х ,
позначених
чорними к р у ж е ч к а м и
(рис. 84, а). Потім наносять удари по іншому к р а ю . П і с л я цього по
першому к р а ю н а н о с я т ь д р у г и й р я д ударів і п е р е х о д я т ь з н о в у до іншо
го к р а ю і так доти, поки поступово не н а б л и з я т ь с я до в и п и н у . У д а р и
молотком н а н о с я т ь часто, але не с и л ь н о , особливо перед з а к і н ч е н н я м
в и п р я м л я н н я . П і с л я к о ж н о г о удару в р а х о в у ю т ь в п л и в й о г о н а заго
т о в к у — б е з п о с е р е д н ь о в місці н а н е с е н н я і н а в к о л о н ь о г о . Не допу
с к а є т ь с я н а н е с е н н я кількох ударів по одному й тому самому місцю, бо
це може призвести до утворення нової випнутої д і л я н к и .
П і д ударами молотка матеріал н а в к о л о в и п н у т о г о місця витягуєть
ся і поступово в и р і в н ю є т ь с я . Я к щ о на поверхні з а г о т о в к и на невели
кій відстані одна від одної є к і л ь к а в и п и н і в , то ударами по к р а я х окре
мих випинів з ' є д н у ю т ь їх в один, я к и й потім в и п р я м л я ю т ь у д а р а м и
н а в к о л о нього, я к з а з н а ч е н о в и щ е .
69
70.
Рис. 85. Випрямляння тонких листів:а —дерев'яним
бруском
молотком (киянкою);
б — д е р е в ' я н и м або
металевим
Тонкі л и с т и в и п р я м л я ю т ь
дерев'яними
молотками-киянками
(рис. 85, а ) , мідними, л а т у н н и м и або свинцевими молотками, а д у ж е
тонкі листи к л а д у т ь на р і в н у п л и т у і випресовують металевими або де
р е в ' я н и м и брусками (рис. 85, б).
В и п р я м л я н н я ( р и х т у в а н н я ) з а г а р т о в а н и х д е т а л е й . П і с л я загарту
в а н н я стальні деталі і н к о л и ж о л о б л я т ь с я . Точність р и х т у в а н н я м о ж е
становити 0,01...0,05 мм.
З а л е ж н о від х а р а к т е р у р и х т у в а н н я застосовують молотки із загар
тованим бойком або спеціальні р и х т у в а л ь н і молотки із з а о к р у г л е н и м
бойком. Д е т а л ь при цьому к р а щ е розміщувати не на плоскій плиті,
а на р и х т у в а л ь н і й бабці (рис. 86, а). Удари н а н о с я т ь не по випнутому,
а по угнутому боці деталі.
Вироби з а в т о в ш к и не менш як 5 мм, я к щ о вони з а г а р т о в а н і не на
с к р і з н о , а л и ш е на г л и б и н у 1...2 мм, мають в ' я з к у с е р ц е в и н у , тому рих
т у ю т ь с я п о р і в н я н о л е г к о ; їх слід р и х т у в а т и , н а н о с я ч и удари по випну
тих м і с ц я х .
Випрямляння загартованого кутника, в якого після загартування
з м і н и в с я кут м і ж п о л и ц я м и , п о к а з а н о на (рис. 86, а~г). Я к щ о к у т
став менш як 90°, то удари молоткбм н а н о с я т ь біля вершини внутріш
нього кута (рис. 86, б, г, ліворуч), я к щ о кут став більш як 90°, удари
н а н о с я т ь б і л я , в е р ш и н и з о в н і ш н ь о г о кута (рис. 86, в, г, п р а в о р у ч ) .
Рис. 86. Рихтування загартованих деталей:
а — н а рихтувальній бабці; б, в — кутника відповідно по внутрішньому й зовнішному кутуг
г— місце нанесення ударів
70
71.
а6
Рис, 87. Випрямляння коротких валів і прутків:
а — на п р и з м а х ; б — на плиті
У разі ж о л о б л е н н я виробу по п л о щ и н і і по в у з ь к о м у р е б р у рихту
в а н н я здійснюють окремо — спочатку по п л о щ и н і , а потім по ребру.
Випрямляння короткого пруткового матеріалу в и к о н у ю т ь на приз
мах (рис. 87, а)у п р а в и л ь н и х п л и т а х (рис. 87, б) або простих підклад
к а х , н а н о с я ч и удари молотком по випнутих м і с ц я х і в и к р и в л е н н я х .
Л і к в і д у в а в ш и випнутості, д о с я г а ю т ь п р я м о л і н і й н о с т і , н а н о с я ч и л е г к і
у д а р и по всій д о в ж и н і п р у т к а і повертаючи його р у к о ю . Прямоліній
ність п е р е в і р я ю т ь на о к о або на просвіт м і ж плитою і п р у т к о м .
Д у ж е п р у ж н і чи товсті заготовки в и п р я м л я ю т ь на двох п р и з м а х ,
наносячи удари через м ' я к у п р о к л а д к у д л я з а п о б і г а н н я забоїн на заго
т о в к а х . Я к щ о з у с и л л я , що р о з в и в а є т ь с я молотком, недостатнє д л я ви
п р я м л я н н я , застосовують ручні або механічні преси.
Випрямляння валів (діаметром до 300 мм) на р у ч н и х п р е с а х
(рис. 88, а) в и к о н у ю т ь т а к . Вал 2 к л а д у т ь на п р и з м и 4 і 5, а натиск
здійснюють гвинтом 3. П р о г и н в и з н а ч а ю т ь в центрах 1 за допомогою ін
д и к а т о р а 6 (рис. 88, б).
Д л я л і к в і д а ц і ї з а л и ш к о в и х н а п р у ж е н ь відповідальні вали п о в і л ь н о
н а г р і в а ю т ь п р о т я г о м ЗО...60 хв — до 400...500 °С, а потім п о с т у п о в о
охолоджують.
Випрямляння наклепом здійснюють, п о к л а в ш и з і г н у т и й в а л на
р і в н у п л и т у випнутістю донизу, наносячи невеликим молотком часті
72.
Ш І 1Попьнин
Азбест
Рис. 90. Випрямляння труби газополуменевим способом
й л е г к і удари по поверхні в а л а (рис. 89, а).
П і с л я у т в о р е н н я н а поверхні н а к л е п а н о г о
Рис. 89. Схема випря
ш а р у (рис. 89, б) п р о с в і т м і ж в а л о м і пли
мляння викривленого
вала наклепом (а) і
тою з н и к а є — в и п р я м л я н н я п р и п и н я ю т ь .
наклепаний шар (б)
Випрямляння методом підігрівання (безударне). "Профільний метал (таврового та
двотаврового перерізу, к у т н и к и , швелери), пустотілі в а л и , товсту
л и с т о в у сталь, п о к о в к и в и п р я м л я ю т ь з н а г р і в а н н я м (рис. 90) зігну
того місця (випнутості) п а я л ь н о ю л а м п о ю або з в а р ю в а л ь н и м паль
н и к о м до вишнево-червоного к о л ь о р у ; ш а р и металу, що оточують
випнутість, о х о л о д ж у ю т ь сирим азбестом або мокрим г а н ч і р ' я м .
О с к і л ь к и нагрітий метал пластичніший, при о х о л о д ж е н н і струме
нем стиснутого п о в і т р я він с т и с к у є т ь с я і в и п р я м л я є т ь с я .
§ 24. О Б Л А Д Н А Н Н Я Д Л Я ВИПРЯМЛЯННЯ
Р у ч н е в и п р я м л я н н я — м а л о п р о д у к т и в н а о п е р а ц і я і її з а с т о с о в у ю т ь
д л я н е в е л и к и х п а р т і й деталей. В основному на п і д п р и є м с т в а х здійс
нюють машинне в и п р я м л я н н я на правильних в а л ь ц я х , пресах і спеці
альних пристроях.
З г и н а л ь н і в а л ь ц і бувають ручні і п р и в о д н і . Н а р у ч н и х
і приводних т р и в а л к о в и х з г и н а л ь н и х в а л ь ц я х в и п р я м л я ю т ь з а г о т о в к и
п р я м і та зігнуті по радіусу, що мають на поверхні в и п и н и і в м ' я т и н и .
Л и с т о в і заготовки з а в т о в ш к и до 3 мм в и п р я м л я ю т ь з в и ч а й н о на руч
них т р и в а л к о в и х з г и н а л ь н и х в а л ь ц я х , а з а в т о в ш к и до 4 мм — на при
водних.
Л и с т о з г и н а л ь н а
т р и в а л к о в а
м а ш и н а
(рис.
9 1 , а) має розміщені один над одним в а л к и 3 і 2 (рис. 9 1 , б), що м о ж у т ь
з а л е ж н о від товщини з а г о т о в к и в і д д а л я т и с я один від одного чи набли
ж а т и с я . Т а к о ж може бути опущено чи піднято розміщений п о з а д у
третій в а л о к /.
З а г о т о в к у (лист чи смугу) 4 встановлюють м і ж двома передніми
в а л к а м и і, обертаючи за годинниковою с т р і л к о ю , п р о п у с к а ю т ь м і ж
в а л к а м и . Д л я остаточної л і к в і д а ц і ї випин і в м ' я т и н з а г о т о в к и пропус
кають між валками кілька разів.
В и п р я м л я н н я в а л к і в і кутової сталі н а г в и н т о в и х
пресах
застосовується тоді, коли в и п р я м л е н н я молотком не з а б е з п е ч у є необ72
1«
»1
73.
Рис. 91. Листозгинальна тривалкова машина (а) і схема випрямляння (б)
х і д н о г о р е з у л ь т а т у . Один робітник встановлює, утримує і к о н т р о л ю є
в и п р я м л ю в а н у заготовку, а інший обертає маховик. В а л або т р у б у
(рис. 92, а) розміщують на п р и з м а х т а к , щоб зігнута частина була обер
нена догори, а пруток (труба) щ і л ь н о л е ж а в у кутових в и ї м к а х приз
ми. П р и цьому призматичний наконечник преса має з н а х о д и т и с я н а
місці найбільшої к р и в и з н и . Д л я з а п о б і г а н н я в м ' я т и н м і ж наконечни
к о м і валом к л а д у т ь м ' я к і п р о к л а д к и .
74.
О б е р т а н н я м м а х о в и к а наконечник гвинта п л а в н о підводять і нат и с к а ю т ь ним на в а л (трубу) доти, поки не здійсниться в и п р я м л я н н я ,
що в и з н а ч а ю т ь за просвітом на перевірній плиті.
Д е я к і особливості має в и п р я м л я н н я кутової сталі. Д е ф о р м о в а н и й
кутик встановлюють у призмі на столі преса (рис. 92, б), м і ж поли
цями к у т и к а кладуть з а г а р т о в а н и й стальний в а л и к , П р и натисканні
гвинтом преса в а л и к надає к у т и к у відповідної форми.
В е л и к і листи, смуги і стрічки з випинами і хвилястістю випрямля
ють на л и с т о п р а в и л ь н и х верстатах, г о р и з о н т а л ь н и х правильно-розтяж
них м а ш и н а х і пневматичних молотах.
§ 25. О С О Б Л И В О С Т І ВИПРЯМЛЯННЯ (РИХТУВАННЯ)
ЗВАРНИХ ВИРОБІВ
З в а р н і вироби, що мають ж о л о б л е н н я , з а л и ш к о в і внутрішні напру
ж е н н я біля ш в а , піддають в и п р я м л я н н ю .
Х о л о д н е в и п р я м л я н н я (рихтування) з в а р н и х з ' є д н а н ь
з незначним ж о л о б л е н н я м виконують в р у ч н у за допомогою д е р е в ' я н и х
( м ' я к и х ) і стальних молотків на плитах, ковадлах, о п р а в к а х або пнев
матичних молотків. З в а р н і з ' є д н а н н я зі значним ж о л о б л е н н я м п р а в л я т ь
або на ручних пресах, використовуючи різні о п р а в к и , колодки, а б о
на с п е ц і а л ь н и х п р и с т р о я х .
Холодне в и п р я м л я н н я з в а р н и х з ' є д н а н ь в и к о н у ю т ь д у ж е обережно.
Д і л я н к у з в а р н о г о виробу, я к а має ж о л о б л е н н я або поводку, обробля
ють молотком, внаслідок чого метал доводять до стану текучості й ви
ріб починає поступово набувати потрібну форму. Д л я уникнення мож
ливих рисок і з а р у б о к від ударів молотком, я к і погіршують п о в е р х н ю
виробу, застосовують молотки й о п р а в к и з гладенькою робочою поверх
нею.
П р а в и л а нанесення ударів молотком при холодному в и п р я м л я н н і
з в а р н и х виробів ті самі, що й при в и п р я м л я н н і штабового м а т е р і а л у .
Б е з п е к а п р а ц і . В и п р я м л я ю ч и та рихтуючи метали, слід викону
вати такі вимоги б е з п е к и : працювати лише справним інструментом
(правильно насаджені без сколин молотки без р о з к о л и н на р у к о я т к а х ;
д л я з а х и с т у р у к від ударів та вібрації металу працювати в р у к а в и ц я х ;
з а г о т о в к у на плиті або ковадлі утримувати міцно.
Р о з д і л VII. ЗГИНАННЯ МЕТАЛУ
§ 26. З А Г А Л Ь Н І В І Д О М О С Т І
З г и н а н н я — це
або її частині надається
ся молотками ( к р а щ е з
допомогою с п е ц і а л ь н и х
74
спосіб обробки металу, при я к о м у заготовці
зігнута форма. Слюсарне з г и н а н н я виконуєть
м ' я к и м и бойками) у л е щ а т а х , на плиті або за
п р и с т р о ї в / Т о н к и й листовий метал з г и н а ю т ь
75.
РозтягуданіРозтягнуті
Рис. 93. Напруження у заготовці при згинанні
к и я н к а м и , вироби з дроту діаметром до 3 мм — плоскогубцями або
к р у г л о г у б ц я м и . З г и н а ю т ь л и ш е пластичний матеріал.
З г и н а н н я деталей — одна з найрозповсюдженіших с л ю с а р н и х опе
рацій. Виготовлення деталей з г и н а н н я м можливе як вручну на опор
ному інструменті та о п р а в к а х , т а к і в з г и н а л ь н и х машинах (пресах).
Суть з г и н а н н я п о л я г а є в тому, що одну частину заготовки переги
нають відносно іншої на певний кут. Здійснюють це т а к . На з а г о т о в к у ,
що вільно л е ж и т ь на двох опорах, діє з г и н а л ь н е з у с и л л я , що спричи
нює в заготовці з г и н а л ь н е н а п р у ж е н н я . Я к щ о це н а п р у ж е н н я не пере
вищує границі пружності матеріалу, деформація, я к у дістала з а г о т о в к а ,
є пружною і після зняття н а в а н т а ж е н н я заготовка набуває п е р в и н н о г о
вигляду ( в и п р я м л я є т ь с я ) .
О д н а к при згинанні потрібно, щоб заготовка після з н я т т я наванта
ж е н н я зберегла надану їй форму, тому н а п р у ж е н н я з г и н а н н я має пе
ревищувати г р а н и ц ю п р у ж н о с т і . Д е ф о р м а ц і я заготовки буде пластич
ною. П р и цьому внутрішні ш а р и заготовки стискуються і скорочують
с я , а зовнішні розтягуються і подовжуються (рис. 93). В той же час
середній ш а р заготовки (нейтральна л і н і я ) не піддається ні стиску, ні
розтягу; його д о в ж и н а до і після з г и н а н н я з а л и ш а є т ь с я сталою. Тому
визначення розмірів заготовок профілів зводиться до п і д р а х у в а н н я
довжини п р я м и х д і л я н о к (полиць), д о в ж и н и скорочення з а г о т о в к и або
довжини нейтральної лінії в м е ж а х з а о к р у г л е н н я .
П р и згинанні деталей під п р я м и м кутом без з а о к р у г л е н ь з внутріш
нього боку п р и п у с к на з а г и н беруть від 0,5 до 0,8 товщини м а т е р і а л у .
Д о д а ю ч и д о в ж и н у в н у т р і ш н і х сторін к у т н и к а чи скоби, дістанемо дов
ж и н у р о з г о р т а й заготовки деталі.
П р и к л а д і . На рис. 94, а, б показано відповідно кутник і скобу з прямими
внутрішніми кутами.
Розміри кутника: а = 30 мм; Ь — 70 мм; ї == б мм. Довжина розгортки заго
товки І = а + Ь + 0,5/ = ЗО + 70 + 3 = 103 мм,
Розміри скоби: а ~ 70 мм; Ь = 80 мм; с = 60 мм; 4—4 мм. Довжина розгорт
ки заготовки Ь= а + Ь + с + 0,5**= 70 + 80 + 60 + 2 = 212 мм.
75
76.
Рис. 94. До визначення довжини заготовок:а, б—кутника і скоби з прямими внутрішніми кутами; в, г — кутника і скоби із внутріш
німи заокругленнями; д — кільця
П р и к л а д 2. Підрахувати довжину розгортай заготовки кутника з внут
рішнім заокругленням (рис. 94, в).
Поділимо кутник за кресленням на ділянки. Підставивши їх числові значення
(а = 50 мм; Ь = 30 мм; / = 6 мм; г = 4 мм) у формулу L = а + І• + -у
+
матимемо:
І = 50 + 30 +
3,14
г +
(4 + 3) = 50 + 30 + 1,57 . 7 = 90,99 ^
« 91 мм.
П р и к л а д 3. Підрахувати довжину розгортай заготовки скоби з заокруг
ленням (рис. 94, г).
Розбиваємо скобу на ділянки, як показано на кресленні. Підставивши їх число
ві значення (а = 80 мм; h = 65 мм; с = 120 мм; t = 5 мм; г = 2,5 мм) у формулу
L=:a+h+c+7t(r + //2),
матимемо:
L .= 80 + 65 + 120 + 3,14 (2,5 + 5/2) =
= 2 6 5 + 15,75 = 280,75 мм.
П р и к л а д 4. Підрахувати довжину розгортки заготовки зі стальної смуги
завтовшки 4 мм і завширшки 12 мм для замкнутого кільця із зовнішнім діаметром
120 мм (рис. 94, д ) .
Згинаючи в коло цю смугу, матимемо циліндричне кільце, причому зовнішня
частина металу дещо витягнеться, а внутрішня стиснеться. Отже, довжині заго
товки буде відповідати довжина середньої лінії кола, що проходить посередині між
зовнішнім і внутрішнім колами кільця.
Rmln, мм
Довжина заготовки L—nD, Знаючи діаметр середнього кола кільця (£>=Ю8мм) і під• , і mv/ і і і і ¡X і
ставляючи його числове значення у формулу,
2,2 \ г І \ й п Н — Н — г / Ч
матимемо довжину заготовки: L = 3,14 • 108 =
339,12 мм.
/
f
f
Іі
f,8
"
"
За .попередніми
на
1Л
У
0,6
02
М ІО /А
ЬВ
Товщина металу
$мм
Рис. 95. Графік для визначен
ня радіуса згинання листового
та штабового матеріалу
76
процесі
кають з н а ч н і
^0,2
розрахунками
деталь
потрібних
мож
розмі
рів.
/
1,0
виготовити
згинання
в
напруження
Вони
особливо
згину
малий.
відчутні,
Щоб
не
м е т а л і вини
і деформації.
коли
радіус
з'явилися
при
цьому т р і щ и н и у з о в н і ш н і х ш а р а х ,
ра
діус з г и н у має бути
мі
німально
не
допустимий,
залежно від товщини
щ о з г и н а є т ь с я (рис.
меншим
який
і
95).
роду
за
вибирають
матеріалу,
77.
§ 27. ЗГИНАННЯ Д Е Т А Л Е Й З Л И С Т О В О Г ОТ А Ш Т А Б О В О Г О МЕТАЛУ
З г и н а н н я п р я м о к у т н о ї с к о б и з ш т а б о в о ї сталі в и к о н у ю т ь т а к :
визначають довжину р о з г о р т к и з а г о т о в к и (рис. 96, а ) , додаючи
д о в ж и н у сторін скоби з п р и п у с к о м на один згин, я к и й дорівнює товщи
ні
смуги,
тобто:
І = 17,5 + 1 + 15 + 1 + 20 + 1 + 15 + 1 +
+ 17,5 - 89 мм;
в и з н а ч а ю т ь д о в ж и н у з додатковим припуском на обробку т о р ц і в
по 1 мм на сторону і зубилом відрубують заготовку;
в и п р я м л я ю т ь в и р у б а н у заготовку на п л и т і ;
обпилюють до розміру за кресленням;
н а н о с я т ь риски згину;
затискують заготовку / (рис. 96, б) в л е щ а т а х м і ж кутниками-нагубниками, 2 на рівні риски і ударами молотком згинають к і н е ц ь З
скоби (перший згин);
переставляють заготовку в л е щ а т а х , затискуючи її м і ж кутни
ком 4 і бруском-оправкою 6 довшим, н і ж кінець скоби (рис. 96, в);
загинають д р у г и й к і н е ц ь 5 (рис. 96, в), здійснюючи д р у г и й з а г и н ;
.знімають заготовку і виймають брусок-оправку 6\
77
78.
Рис.ника
97.
Згинання подвійного кут
розмічають д о в ж и н у л а п о к на загнутих к і н ц я х ;
н а д я г а ю т ь на лещата другий кутник 9 (рис. 96, г) і, п о к л а в ш и всере
дину скоби той самий б р у с о к - о п р а в к у б, але в іншому п о л о ж е н н і , за
т и с к у ю т ь скобу в л е щ а т а х на рівні рисок;
відгинають першу й другу л а п к и 7, роблять четвертий і п ' я т и й за
гини першої та другої л а п о к ;
п е р е в і р я ю т ь і в и п р я м л я ю т ь за кутником четвертий і п ' я т и й з а г и н и ;
з н і м а ю т ь з а д и р к и на ребрах скоби і обпилюють кінці л а п о к до
розміру.
Згинання подвійного кутника у лещатах (рис. 97) здійснюють п і с л я
р о з м і ч а н н я , в и р у б у в а н н я заготовки, в и п р я м л я н н я на плиті і обпилю
в а н н я по ширині до з а д а н о г о розміру. Підготовлену т а к заготовку /
з а т и с к у ю т ь у л е щ а т а х 3 між кутниками-нагубниками 2 і загинають пер
шу п о л и ч к у к у т н и к а , а потім замінюють один нагубник бруском-підк л а д к о ю 4 і з а г и н а ю т ь другу поличку кутника. По завершенні з г и н а н н я
к і н ц і к у т н и к а обпилюють напилком до потрібного розміру і знімають
з а д и р к и з гострих ребер.
З г и н а н н я хомутика (рис. 98, а). П і с л я обчислення д о в ж и н и заго
товки та її р о з м і ч а н н я у місцях з г и н у з а т и с к у ю т ь в л е щ а т а х о п р а в к у
/ у в е р т и к а л ь н о м у положенні. Д і а м е т р о п р а в к и має дорівнювати ді
аметру отвору хомутика 2. За допомогою двох плоскогубців З по роз
м і ч а л ь н и х р и с к а х з г и н а ю т ь хомутик на оправці (працюють вдвох —
один тримає плоскогубці, а другий наносить удари). Остаточне форму
в а н н я хомутика в и к о н у ю т ь на тій самій о п р а в ц і молотком (рис. 98, б),
а потім на п р а в и л ь н і й плиті (рис. 98, <?).
Рис. 98. Згинання хомутика:
є —згинання плоскогубцями на оправці; 0, « — формування; / — оправка? 2 — хомутик; З —
плоскогубці; 4 ~ нагубники; 5 — м'яка підкладка *
78
79.
вРис. 99. Згинання втулки у круглих оправках:
а — креслення втулки; б — г — послідовність операцій згинання
Щоб запобігти в м ' я т и н а м і забоїнам від ударів, м і ж молотком і де
т а л л ю к л а д у т ь шматок з а л і з н о ї смуги.
Згинання вушка к р у г л о г у б ц я м и . В у ш к о зі с т е р ж н е м з т о н к о г о дро
ту виготовляють за допомогою к р у г л о г у б ц і в . Д о в ж и н а з а г о т о в к и має
бути на 10... 15 мм більше, н і ж потрібно за к р е с л е н н я м . У т р и м у ю ч и
заготовку за один кінець, інший згинають, поступово п е р е с т а в л я ю ч и
круглогубці у місцях згину. П і с л я того як в у ш к о буде з і г н у т о відпо
відно до зіаданих розмірів, йому надають потрібну форму за допомогою
плоскогубців. П і с л я цього з а й в и й к і н е ц ь с т е р ж н я в и д а л я ю т ь гостро
зубцями.
Згинання втулки. Переходи п р и з г и н а н н і циліндричної втулки
виконують у т а к і й послідовності.
Припустимо, треба зі штабової сталі на к р у г л и х о п р а в к а х в и г н у т и
циліндричну в т у л к у . Спочатку в и з н а ч а ю т ь д о в ж и н у з а г о т о в к и . Я к щ о
зовнішній діаметр в т у л к и (рис. 99, а) дорівнює 20 мм,-а в н у т р і ш н і й —
16 мм, то середній діаметр дорівнюватиме 18 мм. Тоді з а г а л ь н у довжи
ну заготовки в изн ачаю т ь за формулою Ь = 3,14 • 18 = 56,5 мм.
Потім заготовку з о п р а в к о ю з а т и с к у ю т ь в л е щ а т а х т а к , щоб части
на, що з г и н а є т ь с я , була в и щ е р і в н я губок л е щ а т , і через м ' я к і проклад
ки наносять по частині, що виступає, удари молотком, з а г и н а ю ч и кі
нець смуги на оправці т а к , щоб смуга щ і л ь н о п р и л я г а л а до її поверхні
(рис. 99, б). Потім заготовку з о п р а в к о ю п е р е с т а в л я ю т ь зворотною
стороною (рис. 99, в) і ударами молотком з а г и н а ю т ь інший к і н е ц ь за
79
80.
о п р а в к о ю до щ і л ь н о г о п р и л я г а н н я до о п р а в к и обох площин у стикові(рис. 99, г). П і с л я з в і л ь н е н н я з а г о т о в к и я к і с т ь з г и н а н н я п е р е в і р я ю т ь
вимірювальною лінійкою.
§ 28. М Е Х А Н І З А Ц І Я ЗГИНАЛЬНИХ РОБІТ
П р о ф і л і (штабовий, сортовий метал) з різними радіусами к р и в и з н и
з г и н а ю т ь на три- і ч о т и р и р о л и к о в и х верстатах.
Н а рис. 100 п о к а з а н о т р и р о л и к о в и й в е р с т а т д л я зги
н а н н я к р и в о л і н і й н и х профілів, виготовлених з листів а л ю м і н і є в и х
с п л а в і в з а в т о в ш к и до 2,5 мм. Попередньо н а л а г о д ж у ю т ь верстат. На
л а г о д ж е н н я в е р х н ь о г о р о л и к а 5 відносно двох н и ж н і х р о л и к і в / і 6
здійснюють обертанням р у к о я т к и 4. П р и з г и н а н н і з а г о т о в к а З має бути
притиснута в е р х н і м роликом 5 до двох н и ж н і х / і 6. П р и т и с к а ч 2 вста
новлюють т а к , щоб по ньому в і л ь н о к о в з а л а с я п о л и ц я п р о ф і л я , не даю
чи йому с к р у ч у в а т и с я при з г и н а н н і .
П р и з г и н а н н і з р о л и к і в з ч и щ а ю т ь бруд, що н а к о п и ч и в с я , і протира
ють їх чистим г а н ч і р ' я м . З а г о т о в к у профілю з алюмінієвого с п л а в у у
процесі з г и н а н н я з м а щ у ю т ь густим мастилом.
П р о ф і л і з великим радіусом з г и н у дістають на т р и р о л и к о в о м у вер
статі за к і л ь к а проходів.
П р и згинанні п р о ф і л ь н о г о п р о к а т у по дузі к о л а або, по с п і р а л і за
стосовують чотирироликові верстати.
Ч о т и р и р о л и к о в и й верстат (рис. 101) с к л а д а є т ь с я з і ста
нини 7, всередині якої вмонтовано приводний механізм, двох ведучих
7
Рис. ЮО. ?гинання иа триролико
вому верстаті кривих профілей 4
80
Рис. 101. Чотирироликовий
верстат для згинання про
фільного прокату
81.
р о л и к і в З і 5, що подають заготовку, і двох натискних р о л и к і в 4 і 5,я к і зги н а ют ь заготовку 7. П о т р і б н и й радіус згину вста новл ю є ть ся за
допомогою р у к о я т о к 2 і 9. Верстат н а л а г о д ж у ю т ь т а к . Обертаючи
р у к о я т к у 6 проти годинникової с т р і л к и , піднімають ведучий в е р х н і й
ролик 5 відносно ведучого н и ж н ь о г о р о л и к а 3 на величину, дещо біль
шу за т о в щ и н у оброблюваного профілю. П і с л я цього, обертаючи
р у к о я т к у 6 за годинниковою стрілкою, о п у с к а ю т ь ведучий р о л и к 5 і
п р и т и с к у ю т ь оброблюваний профіль до ведучого н и ж н ь о г о р о л и к а 3.
П о т і м в м и к а ю т ь е л е к т р о д в и г у н і здійснюють з г и н а н н я під потрібним
радіусом. В и м и к а ю т ь і гальмують ведучі р о л и к и за допомогою руко
я т к и 10.
§ 29. ЗГИНАННЯ І Р О З В А Л Ь Ц Ь О В У В А Н Н Я ТРУБ
Т р у б и з г и н а ю т ь по дузі рі зн ог о радіуса або іншій к р и в і й під різно
манітними к у т а м и і в р і з н и х п л о щ и н а х . З і г н у т і труби ш и р о к о застосо
вують д л я в и г о т о в л е н н я бензинових, мастильних, п о в і т р я н и х трубо
проводів у автомобілях, т р а к т о р а х , л і т а к а х , металообробних верста
тах та інших м а ш и н а х .
Т р у б и з г и н а ю т ь ручним способом, у г а р я ч о м у і холодному стані,
з наповнювачами і без них. Спосіб з г и н а н н я з а л е ж и т ь в і д д і а м е т р а і
матеріалу труби, значення кута згину.
З г и н а н н я т р у б у г а р я ч о м у с т а н і застосовується при діаметрі б і л ь ш
як 100 мм. П р и гарячому з г и н а н н і з наповнювачем т р у б у в і д п а л ю ю т ь ,
розмічають, а потім один к і н е ц ь з а к р и в а ю т ь д е р е в ' я н о ю чи м е т а л е в о ю
пробкою. Д л я у н и к н е н н я в м ' я т и н , в и п и н у і п о я в и т р і щ и н при з г и н а н н і
трубу наповнюють дрібним сухим піском, п р о с і я н и м через сито з віч
ком б л и з ь к о 2 мм, бо н а я в н і с т ь у піску в е л и к и х к а м і н ц і в м о ж е при
звести до п р о д а в л ю в а н а я стінок труби, а надто дрібний пісок д л я зги
нання непридатний, бо при в и с о к і й температурі с п і к а є т ь с я і п р и г о р я є
до стінок труби.
Д л я м е х а н і з а ц і ї н а п о в н е н н я (набивання) т р у б піском застосовують
молоткові або в ібр ац ій н і у с т а н о в к и . Я к щ о установок немає, т р у б у на
повнюють піском через в о р о н к у , а у щ і л ь н ю ю т ь пісок, обстукуючи тру
бу молотком; у д а р и наносять*знизу в в е р х , одночасно обертаючи т р у б у
доти, поки при ударі не буде чути глухого з в у к у .
П і с л я з а п о в н е н н я піском д р у г и й к і н е ц ь т р у б и з а б и в а ю т ь дерев'я
ною пробкою, в я к о ї мають бути отвори або к а н а в к и д л я виходу г а з і в ,
що утворюються при н а г р і в а н н і (рис. 102, а).
Д і а м е т р и пробок (заглушок) з а л е ж а т ь від в н у т р і ш н ь о г о діаметра
труби. Д л я т р у б м а л и х діаметрів з а г л у ш к и р о б л я т ь з г л и н и , гуми або
твердої деревини; в и г о т о в л я ю т ь їх у вигляді конусної п р о б к и довжи
ною, що дорівнює 1,5...2,0 діаметрам труби, з конусністю 1 : 10. Д л я
труб вел ик и х діаметрів з а г л у ш к и в и г о т о в л я ю т ь з металу. Б а ж а ц о , щоб
^
81
82.
Рис. 102. Згинання труби у гарячому стані:а — за шаблоном; б — у трубному притискачі
п р о б к и , які з а б и в а ю т ь с я у кінці т р у б , виступали з них. Це полегш и т ь в и д а л е н н я пробок.
Д л я к о ж н о ї труби з а л е ж н о від діаметра і м а т е р і а л у має бути
в с т а н о в л е н и й м і н і м а л ь н о допустимий р а д і у с з г и н у . При з г и н а н н і
т р у б цей р а д і у с має бути не менше трьох діаметрів т р у б и , а д о в ж и н а
ч а с т и н и , що н а г р і в а є т ь с я , з а л е ж и т ь від к у т а згину і діаметра труби.
Я к щ о трубу з г и н а ю т ь під кутом 90°, то н а г р і в а ю т ь д і л я н к у , що дорів
нює шести діаметрам т р у б и , я к щ о під кутом 60°,— чотирьом діамет
р а м , я к щ о під ,кутом 45°,— трьом діаметрам тощо.
Д о в ж и н а Ь (мм) д і л я н к и , що н а г р і в а є т ь с я , в и з н а ч а є т ь с я за форму
лою Ь = а^/15, де а — кут з г и н у т р у б и , град; сі — з о в н і ш н і й д і а м е т р
т р у б и , мм; 15 — сталий коефіцієнт (90 : 6 = 15; 60 : 4 = 15; 45 : З —
= 15).
Д і л я н к у згину на трубі розмічають крейдою. В и к о н у ю т ь цю опера
ц і ю за з а з д а л е г і д ь виготовленим ш а б л о н о м . У процесі з г и н а н н я т р у б у
п е р е в і р я ю т ь за місцем або за виготовленим з д р о т у ш а б л о н о м .
П р и з г и н а н н і т р у б у г а р я ч о м у стані працюють у р у к а в и ц я х . Т р у б и
н а г р і в а ю т ь п а я л ь н и м и л а м п а м и , у г о р н а х або п о л у м ' я м г а з о в и х паль
н и к і в до вишнево-червоного к о л ь о р у . П а л и в о м у г о р н а х м о ж е бути де
ревне в у г і л л я або д р о в а . К р а щ и м паливом є деревне в у г і л л я , що не
містить ш к і д л и в и х домішок і дає р і в н о м і р н і ш е н а г р і в а н н я .
У разі п е р е г р і в а н н я т р у б у перед з г и н а н н я м о х о л о д ж у ю т ь до виш
нево-червоного к о л ь о р у . Т р у б и рекомендується згинати з одного на
г р і в а н н я , бо повторне н а г р і в а н н я погіршує я к і с т ь м е т а л у .
П р и н а г р і в а н н і звертають особливу у в а г у н а п р о г р і в а н н я п і с к у .
Н е м о ж н а допустити надмірного п е р е г р і в а н н я о к р е м и х д і л я н о к т р у б и ;
я к щ о це т р а п и л о с ь , то т р у б у о х о л о д ж у ю т ь . Від достатньо н а г р і т о ї час
тини труби в і д с к а к у є о к а л и н а .
По з а в е р ш е н н ю з г и н а н н я вибивають або випалюють пробки і ви
сипають пісок. П о г а н е , нещільне з а п о в н е н н я труби, недостатнє або
82
83.
Рис. 103. Згинання труби у холодному стані:а-- на штирях; б — у нерухомій оправці
нерівномірне н а г р і в а н н я перед з г и н а н н я м призводить до утворення
складок або р о з р и в у . З г и н перевіряють шаблоном.
При з г и н а н н і в т р у б н о м у
п р и т и с к у в а ч і в га
р я ч о м у стані стальну т р у б у в с т а в л я ю т ь у т р у б н и й п р и т и с к у в а ч м і ж
кутовою виїмкою основи і сухарем з уступами і обертанням р у к о я т к и
затискують. П р и згинанні з в а р н и х т р у б шов розміщують з о в н і , а не
всередині згину, і н а к ш е труба м о ж е розійтися поза швом. Н а к і н е ц ь
труби, що з г и н а є т ь с я , надягають в і д р і з о к труби більшого д і а м е т р а т а к ,
щоб кінець т р о х и не доходив до місця згину, потім о б х о п л ю ю т ь трубу
двома р у к а м и і з великим з у с и л л я м відводять її у н а п р я м і з г и н у
(рис. 102, б ) .
З г и н а н н я т р у б у х о л о д н о м у с т а н і виконують за допомогою р і з н и х
пристроїв. Н а й п р о с т і ш и м пристроєм д л я з г и н а н н я т р у б діаметром 10...
15 мм є плита з отворами, в я к і й у відповідних м і с ц я х встановлюють
штирі (рис. 103,.а), що с л у ж а т ь упорами при з г и н а н н і .
Труби невеликих діаметрів (до 40 мм) з великими радіусами кри
визни згинають у холодному стані, застосовуючи прості ручні пристрої
з нерухомою о п р а в к о ю (рис. 103, б). З г и н а л ь н а о п р а в к а 4 к р і п и т ь с я
до верстака / з двох сторін скоба
ми 2. Т р у б у встановлюють м і ж зги
нальною о п р а в к о ю і хомутиком З і
руками згинають по жолобоподібиому заглибленню згинальної оп
равки.
Труби діаметром до 20 мм зги
нають у пристрої (рис. 104), що крі
питься до верстака за допомогою
маточини і плити /. На одній осі
Рис
маточини і плити знаходиться нез г ш а т я труби у~холодж>т
рухомий ролик-шаблон 6 з хомутиму стані в спеціальному пристрої
83
84.
КОМ 7, Р у х о м и й р о л и к 2 з а к р і п л е н о вскобі 4 з р у к о я т к о ю 3. Т р у б у 5 для
згинання вставляють між роликами так,
щоб кінець її увійшов у хомутик 7.
Потім р у к о я т к о ю 3 обертають скобу 4 з
рухомим роликом 2 н а в к о л о нерухомого
ролика-шаблона 6 доти, поки труба не
з і г н е т ь с я на відповідний кут.
Згинання мідних і латунних труб.
Мідні або л а т у н н і труби, я к і згинають
у холодному стані, заповнюють розплав
леною к а н і ф о л л ю , розплавленим стеари
Згинання
труби
в
Рис. 105.
ном (парафіном) або свинцем у розплав
кільце:
1,2 — нижні ролики; З, $
притисленому стані. П о р я д о к з г и н а н н я анало
качі; 4 — рукоятка; 5
верхній рогічний описаному р а н і ш е . К а н і ф о л ь п і с л я
лик; 7 — труба
з г и н а н н я в и п л а в л я ю т ь , починаючи з кін
ців труби, бо н а г р і в а н н я середини наповненою к а н і ф о л л ю труби при
зводить до р о з р и в у останньої.
М і д н і т р у б и , я к і п і д л я г а ю т ь згинанню у холодному стані,
відпалюють при температурі 600...700 °С і о х о л о д ж у ю т ь у воді. Напов
нювачі при з г и н а н н і мідних т р у б у холодному стані — к а н і ф о л ь , а в
н а г р і т о м у — пісок.
Л а т у н н і труби, я к і
палюють п р и 600...700 °С і
с а м и й , що і при згинанні
Д ю р а л ю м і н і є в і
350...400 °С і о х о л о д ж у ю т ь
згинають у холодному стані, спочатку від
о х о л о д ж у ю т ь на п о в і т р і . Н а п о в н ю в а ч той
мідних труб.
труби перед з г и н а н н я м відпалюють п р и
на п о в і т р і .
Механізація згинання т р у б . П р и масовому виготовленні деталей з
труб н а й б і л ь ш и х діаметрів застосовують ручні т р у б о з г и н а л ь н і при
строї та в а ж і л ь н і трубозгини, а д л я труб в е л и к и х д і а м е т р і в (до
350 мм) — с п е ц і а л ь н і т р у б о з г и н а л ь н і верстати і преси.
З г и н а н и й т р у б
у к і л ь ц е здійснюють н а т р и р о л и к о в о му з г и н а л ь н о м у верстаті. На рис. 105 п о к а з а н о з г и н а н н я у к і л ь ц е
т р у б и діаметром до 25 мм без наповнювача.
П е р е д з г и н а н н я м н а л а г о д ж у ю т ь верстат — регулюють п о л о ж е н н я
верхнього р о л и к а 5 відносно двох н и ж н і х р о л и к і в 1 і 2 о б е р т а н н я м
р у к о я т к и 4. П р и обертанні р у к о я т к и за годинниковою с т р і л к о ю верх
ній р о л и к о п у с к а є т ь с я донизу, і н а в п а к и .
Ш и р о к о застосовують нові способи з г и н а н н я т р у б . З г и н а н н я з
р о з т я г у в а н н я м з а г о т о в к и п о л я г а є у тому, щ о заготовку
піддають спільній дії з у с и л ь , що р о з т я г у ю т ь і згинають (які переви
щ у ю т ь межу текучості м е т а л у ) . Ц е й процес здійснюється на згинальнор о з т я ж н и х м а ш и н а х з поворотним столом. З і г н у т і т а к деталі мають
84
85.
більшу міцність і меншу масу. Т а к и й спосіб застосовують при виготовленні труб д л я л і т а к і в , автомашин,
морських суден тощо.
П р и згинанні труб з н а г р і в а н н я м с т р у м а м и в и с о к о ї ч а с т о т,я
з г и н а н н я і охоло
д ж е н н я відбуваються безперервно і послідовно у спе
ц і а л ь н і й високочастотній установці типу трубозги
нальних верстатів. Установка д а є змогу згинати тру
би діаметром від 95 до 300 мм. Вона складається з двох
Рис. 106, Роз
частин: механічної та електричної. Механічна части
вальцьовування
на — це верстат д л я з г и н а н н я труб, а електрична
труби в'слюсарних лещатах
складається
з е л е к т р о о б л а д н а н н я і високочастотної
установки. Ц е й спосіб має р я д переваг: забезпечується
менша о в а л ь н і с т ь у м і с ц я х згину труб; продуктивність у 4...5 р а з і в
вища, н і ж при інших способах; процес механізовано.
Р о з в а л ь ц ь о в у в а н н я (вальцювання) труб полягає у розширенні
( р о з к а т у в а н н і ) к і н ц і в 4 (рис. 106) т р уб зсередини спеціальним інстру
ментом ( в а л ь ц і в к о ю ) . Д л я цього інструмент затискують у с л ю с а р н и х
лещатах 2. Т р у б у встановлюють у відповідний її діаметру отвір З (загар
тована в т у л к а ) , а потім ударами молотком по о п р а в ц і ) розвальцьову
ють кінець 4 т р у б и до потрібних р о з м і р і в . К і н ц і т р у б діаметром б і л ь ш
як 18 мм р о з в а л ь ц ь о в у ю т ь за допомогою спеціальної в а л ь ц і в к и
(рис. 107), що має с т а л ь н и й с т е р ж е н ь 5, на одному кінці я к о г о є к о н у с
/, а на іншому — квадратна г о л о в к а 6. С те р ж е нь 5 уміщено в к о р п у с
<?, всередині я к о г о розміщені р о л и к и 2, що мають невелику конус
ні сть.
П р о ц е с р о з в а л ь ц ь о в у в а н н я полягає в тому, що на кінець 2 т р у б и
(рис. 108) н а д я г а ю т ь ф л а н е ц ь / з виточеними у його отворі к а н а в к а м и
5, потім у т р у б у в с т а в л я ю т ь в а л ь ц і в к у з р о л и к а м и і о б е р т а ю т ь . П р и
обертанні в а л ь ц і в к а р о л и к а м и 3 і 4 р о з к а т у є т р у б у , втискаючи метал
труби у к а н а в к и 5 ф л а н ц я доти, поки вони не з а п о в н я т ь с я в щ е р т ь .
Я к щ о о б ер т ан н я в а л ь ц і в к и стає в і л ь н и м , підтягують г а й к у 4 ( р и с 107),
заглиблюючи тим самим конус у т р у б у .
Рис. 107. Спеціальна вальцівка:
Рис. 108. Схема вальцювання:
І — конус; 2 — ролики; З — корпус; 4 —
Гвйкв; 5 — с т е р ж е н ь ; 6 — г о л о в к а
1 — ф л а н е ц ь ; 2 — к і н е ц ь т р у б и ; 3, 4 — р о л и к и ; 5
к а н а в к и ; 6, 7 — т р у б а до і п і с л я в а л ь ц ю в а н н я
85
86.
Н а й п р о д у к т и в н і ш и м є в а л ь ц ю в а н н я на спеціальних вальцювальнихм а ш и н а х і подібних м е х а н і з м а х .
Д е ф е к т и . П р и згинанні металу дефектами найчастіше е скісні згини
та механічні пошкодження обробленої поверхні як результат непра
в и л ь н о г о розмічання або з а к р і п л е н н я деталі в л е щ а т а х вище чи нижче
розмічальної л і н і ї , а т а к о ж неправильного нанесення ударів.
П р а в и л ь н о зігнутими в в а ж а ю т ь с я труби, що не мають в м ' я т и н ,
випинів і складок.
П р и з г и н а н н і т р у б слід дотримуватися т а к и х умов:
ретельно слідкувати за рівномірністю в и т я г у в а н н я зовнішньої
«стінки і посадки внутрішньої стінки труби; в р а х о в у в а т и , що витягу
вання зовнішньої стінки труби відбувається легше, н і ж посадка внут
р і ш н ь о ї стінки;
трубу згинати п л а в н о , без р и в к і в ; с к л а д к и , що з ' я в и л и с я , випрям
л я т и молотком; д л я у н и к н е н н я с к л а д о к трубу спочатку згинають дещо
б і л ь ш е , н і ж слід за шаблоном, а потім відгинають відповідно за шаб
лоном;
д л я у н и к н е н н я р о з р и в у не м о ж н а згинати т р у б у і в и п р я м л я т и
с к л а д к и , я к щ о т р у б а п р о х о л о л а до світло-вишневого кольору (800 °С),
тому труби в е л и к и х діаметрів з г и н а ю т ь з багаторазовим н а г р і в а н н я м ;
п і с л я п е р е в і р к и труби шаблоном в и д а л я ю т ь п р о б к и , висипають
пісок і обрізують к і н ц і за шаблоном, потім очищають і п р о м и в а ю т ь
т р у б у зсередини.
Б е з п е к а п р а ц і . П р и згинанні треба дотримуватися т а к и х вимог
б е з п е к и : заготовку з а к р і п л ю в а т и в л е щ а т а х або інших п р и с т р о я х міц
но; працювати л и ш е на справному обладнанні; перед початком роботи
на з г и н а л ь н и х верстатах ознайомитися з інструкцією; роботу викону
в а т и обережно, щоб не пошкодити п а л ь ц і р у к ; працювати у р у к а в и ц я х
і в застібнутих х а л а т а х .
Р о з д і л VIII. РІЗАННЯ МЕТАЛУ
§ 30. З А Г А Л Ь Н І В І Д О М О С Т І
Р і з а н н я м називають відділення частини заготовок від сорто
в о г о або листового металу. Р і з а н н я виконують як зі з н я т т я м с т р у ж к и ,
т а к і без з н я т т я . Р і з а н н я зі з н я т т я м с т р у ж к и здійснюють ручною но
ж і в к о ю , на н о ж і в к о в и х , к р у г л о п и л я л ь н и х , токарно-відрізних верста
т а х , а т а к о ж м о ж е бути газове, дугове тощо. Б е з з н я т т я с т р у ж к и мате
р і а л и р о з р і з у ю т ь ручними в а ж і л ь н и м и і механічними н о ж и ц я м и , го
с т р о з у б ц я м и , т р у б о р і з а м и , прес-ножицями, у ш т а м п а х . До р і з а н н я на
л е ж и т ь т а к о ж н а д р і з у в а н н я металу.
87.
Суть процесу р і з а н н я НОЖИЦЯВерхній ніжми п о л я г а є у відокремленні ча
стини металу під дією пари рі
зальних н о ж і в . Розрізуваний лист
розміщують м і ж верхнім і ниж
нім н о ж а м и . Верхній н і ж , опу
скаючись, тисне на метал і роз
різує його.
В е л и к и й тиск, якого зазнають
леза при р і з а н н і , потребує вели
кого кута загострення р. Ч и м
Рис. 109. Елементи ножиць
твердіший р о з р і з у в а н и й метал,
тим більшим має бути кут з а г о с т р е н н я л е з а ; для м ' я к и х металів
(мідь та ін.) він дорівнює 65°, д л я металів середньої твердості — 70...
75°. Д л я зменшення тертя л е з н о ж і в об р о з р і з у в а н и й метал задній кут
а у л е з а х в и к о н у ю т ь невеликим; він дорівнює 1,5...3° (рис. 109).
Н о ж і виготовляють зі сталі У 7 , У8; бокові поверхні л е з загартова
ні до 52...58 ЬЩС е , відшліфовані та загострені.
§ 31. Р І З А Н Н Я РУЧНИМИ НОЖИЦЯМИ
З в и ч а й н і ручні н о ж и ц і застосовують д л я р і з а н н я стальних листів
завтовшки 0,5... 1 мм і листів з к о л ь о р о в и х металів завтовшки до 1,5 мм.
Ручні ножиці виготовляють з п р я м и м и (рис. 110, а, б) і к р и в и м и (рис. 110, в) р і з а л ь н и м и л е з а м и .
, За р о з м і щ е н н я м р і з а л ь н о ї к р о м к и лез ручні н о ж и ц і поділяють на
праві та л і в і .
П р а в и м и н а з и в а ю т ь с я н о ж и ц і , у я к и х с к і с н а р і з а л ь н і й час
тині к о ж н о ї половини з н а х о д и т ь с я з правого боку. П р а в и м и н о ж и ц я м и
р і ж у т ь по л і в і й кромці виробу у н а п р я м і за годинниковою с т р і л к о ю
(рис. 110, б).
Л і в и м и н а з и в а ю т ь с я н о ж и ц і , у я к и х н а р і з а л ь н і й частині кож
ної половини ск і с розташовано з лівого боку. Т а к и м и н о ж и ц я м и р і ж у т ь
по п р а в і й кромці виробу проти годинникової с т р і л к и (рис. 110, в).
При р і з а н н і листа правими н о ж и ц я м и весь час видно р и с к у на роз
різуваному металі. П р и роботі лівими н о ж и ц я м и , щоб бачити р и с к у ,
доводиться л і в о ю р у к о ю відгинати в і д р і з у в а н и й метал, перекладаючи
його через п р а в у р у к у , що досить незручно. Тому листовий метал по
прямій л і н і ї і по к р и в і й (коло, з а о к р у г л е н н я ) без р і з к и х поворотів рі
ж у т ь правими н о ж и ц я м и . 4
Д о в ж и н а н о ж и ц ь І г 200,' 250, 320, 360 і 400 мм, а р і з а л ь н о ї частини
1 2 (від гострих к і н ц і в до ш а р н і р а ) — відповідно 55 . . . 6 5, 70...82, 9 0 . . .
105, 100... 120 і 110... 130 мм. Д о б р е загострені та відрегульовані
н о ж и ц і мають р і з а т и п а п і р .
8?
88.
Рис. 110. Ручні ножиці для різанняметалу:
а —з прямими лезами;
в — з кривими лезами
б —прямі
праві;
Рис. 111. Положення руки на руко
ятках ножиць при різанні (а) і прийо
ми різання ножицями (б—г)
Н о ж и ц і тримають п р а в о ю р у к о ю , охоплюючи р у к о я т к и чотирма
п а л ь ц я м и і притискуючи їх до долоні; м і з и н е ц ь розміщують між
р у к о я т к а м и (рис. 111, а ) .
Стиснуті в к а з і в н и й , безіменний і середній п а л ь ц і розтискують, ви
п р я м л я ю т ь мізинець і його з у с и л л я м відводять р у к о я т к у н о ж и ц ь на
потрібний кут. Утримуючи лист л і в о ю р у к о ю (рис. 111, б), подають
його м і ж р і з а л ь н и м и к р о м к а м и , спрямовуючи в е р х н є лезо точно посе
редині розмічальної л і н і ї , я к а при р і з а н н і має бути видною. Потім,
стискуючи р у к о я т к у всіма п а л ь ц я м и правої р у к и (крім м і з и н ц я ) , здійс
нюють р і з а н н я . На рис. 111, в, г п о к а з а н о прийоми роботи н о ж и ц я м и .
Д л я п р я м о л і н і й н о г о р і з а н н я металу невеликої товщини застосову
ють ручні н о ж и ц і , одну р у к о я т к у я к и х з а т и с к у ю т ь у л е щ а т а х
(рис. 112, а).
Стільцеві ножиці в і д р і з н я ю т ь с я від звичайних більшими розміра
ми і застосовуються при різанні листового металу з а в т о в ш к и до 3 мм.
Н и ж н ю р у к о я т к у ж о р с т к о затискують у слюсарних л е ща та х (рис. 112, б)
а б о з а к р і п л ю ю т ь (забивають) на столі чи іншій ж о р с т к і й основі.
Д л я р і з а н н я листової сталі з а в т о в ш к и до 3 мм застосовують стільцеві
н о ж и ц і , що мають с т а ц і о н а р н е к р і п л е н н я (рис. 112, в).
Стільцеві ножиці м а л о п р о д у к т и в н і , при роботі вимагають з н а ч н и х
з у с и л ь , тому д л я р і з а н н я в е ли ки х п а р т і й листового металу не застосо
вуються.
Ручні малогабаритні силові н о ж и ц і (рис. 113) с л у ж а т ь д л я р і з а н н я
л и с т о в о г о металу з а в т о в ш к и до 2,5 мм і п р у т к і в діаметром до 8 мм. Га
б а р и т н і р о з м і р и цих н о ж и ц ь не перевищують р о з м і р и звичайних руч88
89.
зРис. 113.
ножиці
Малогабаритні
силові
них н о ж и ц ь . Д л я р і з а н н я ру
к о я т к у 8 з а к р і п л ю ю т ь у ле
щ а т а х , а р у к о я т к у / (робочу)
приводять у дію. Робоча руко
ятка с к л а д а є т ь с я з двох послі
довно з ' є д н а н и х в а ж е л і в . Пер
ший в а ж і л ь З, на одному плечі
я к о г о з а к р і п л е н о н і ж 5, з'єд
наний за допомогою гвинта 6
з р у к о я т к о ю 8. Інше плече
в а ж е л я 3, яке у з в и ч а й н и х
ножиць є р у к о я т к о ю , з р о б л е н е
скороченим
і
закінчується
Рис. 112. Ножиці ручні, закріплені в ле
ш а р н і р о м 2 і власне рукоят
щатах (а), та стільцеві —закріплені в леща
кою н о ж и ц ь . К і н ц е в и м шар
тах (б) і на дерев'яній основі (в)
ніром р у к о я т к а / за допомогою д в о ш а р н і р н о г о л а н ц ю г а 7 з ' є д н а н а з р у к о я т к о ю 8. Ця система
в а ж е л і в з б і л ь ш у є з у с и л л я р і з а н н я п р и б л и з н о у 2 рази п о р і в н я н о зі
звичайними н о ж и ц я м и т а к и х самих р о з м і р і в . Н о ж і н о ж и ц ь змінні й
п р и к р і п л е н і до в а ж е л і в потайними з а к л е п к а м и .
^ Ці ножиці мають пристрій д л я р і з а н н я п р у т к і в діаметром до 8 мм.
. П р и с т р і й має з а к р і п л е н і на в а ж е л я х н о ж и ц ь диски 4 з о т в о р а м и і яв
л я є собою звичайні н о ж и ц і , але з н о ж а м и спеціальної форми (загартова
ні втулки). Н о ж і змінні й в с т а в л я ю т ь с я у гніздо дисків. Д л я обрізу
в а н н я болтів (шпильок) у в т у л к а х одного з дисків є н а р і з к а ( к і л ь к а
ниток), я к а з а х и щ а є р і з ь б у болтів при о б р і з у в а н н і від з і м ' я т т я .
Малогабаритні силові ножиці забезпечують високу я к і с т ь р і з а н н я .
В а ж і л ь н і н о ж и ц і (рис. 114) застосовують д л я р і з а н н я листової ста
лі з а в т о в ш к и до 4 мм, алюмінію та л а т у н і — до 6 мм. В е р х н і й шарнір
но з а к р і п л е н и й н і ж 3 приводиться в рух від в а ж е л я 2. Н и ж н і й н і ж
1 — нерухомий.
Н о ж і виготовляють зі сталі У8 і з а г а р т о в у ю т ь до твердості 5 2 . . . 6 0
ВДС е . Кути з а г о с т р е н н я р і з а л ь н и х граней дорівнюють 5...85°.
Перед роботою п е р е в і р я ю т ь н а я в н і с т ь м а с т и л а на тертьових поверх
нях, плавність ходу в а ж е л я , відсутність з а з о р а м і ж р і з а л ь н и м и кром
ками.
89
90.
Рис. 114. Важільні ножиціРис. 115. Махові ножиці
П р и р і з а н н і металу правою р у к о ю обхоплюють р у к о я т к у 2 в а ж е л я і
п л а в н о п е р е м і щ у ю т ь його у верхнє п о л о ж е н н я , при цьому верхній н і ж
З відходить уверх. Потім в к л а д а ю т ь лист 4 т а к , щоб ліва р у к а притри
м у в а л а його в горизонтальному положенні, а л і н і я р і з а н н я знаходила
ся в полі з о р у і з б і г а л а с я з лезом верхнього ножа. Р у х о м р у к и опуска
ють в а ж і л ь з ножем донизу доти, поки частина металу не буде переріза
на. П і с л я цього в а ж і л ь переміщують у верхнє п о л о ж е н н я . Д а л і злегка
піднімають лист 4 лівою р у к о ю , просувають його по рисці в з д о в ж рі
з а л ь н о ї к р о м к и в е р х н ь о г о ножа і повторюють прийом р і з а н н я до оста
точного р о з р і з у в а н н я . Н о ж и ц і забезпечують з р і з без у м ' я т и н і прорі
з і в по к р а я х , а т а к о ж достатню точність.
М а х о в і н о ж и ц і (рис. 115) ш и р о к о використовують для р і з а н н я ли
стового металу з а в т о в ш к и 1,5...12,5 мм з г р а н и ц е ю міцності 450...
500 МПа (сталь, дюралюміній тощо). Ц и ми н о ж и ц я м и можна р і з а т и
метал значної д о в ж и н и . Махові ножиці мають чавунну станину / і стіл
2. В останній вмонтовано н и ж н і й нерухомий ніж <5, а верхній р у х о м и й
н і ж 5 з к р и в о л і н і й н о ю р і з а л ь н о ю кромкою з а к р і п л е н о у ножетримачі
6 з противагою 7, я к а в р і в н о в а ж у є ножетримач з ножем.
Р о з м і р в і д р і з у в а н и х заготовок визначається попередньою розміт
кою або о б м е ж у є т ь с я регульованим упором 10, д л я чого упор спочатку
в с т а н о в л ю ю т ь на потрібну відстань від р і з а л ь н о ї кромки н и ж н ь о г о
нерухомого ножа. Л и с т 3 під час р і з а н н я щ і л ь н о притискують боковою
кромкою до у п о р а 10, а іншою к р о м к о ю — до п р у ж и н н о г о у п о р а 12.
90
91.
П і с л я цього поворотом р у к о я т к и 11 від себе лист щ і л ь н о п р и т и с к у ю т ьз в е р х у притискною п л а н к о ю 9 і, опускаючи верхній .ніж з ножетримачем 6, р о з р і з у ю т ь заготовку.
Н о ж е т р и м а ч при опусканні в н и з у п и р а є т ь с я у п р у ж и н н и й упор 12.
П е р е с т а в л я н н я упора здійснюється за допомогою р у к о я т к и 4.
Н о ж и ц і з п о х и л и м и н о ж а м и (гільотинні) дають змогу різати листо
вий, метал з а в т о в ш к и до 32 мм, листи розміром 1000...32 000 мм, рід
ше — штабовий п р о к а т , а т а к о ж листові неметалеві м а т е р і а л и .
На рис. 116 п о к а з а н о кривошипні листові ножиці з похилими нож а м и . Вони мають н и ж н і й нерухомий і в е р х н і й рухомий но>^і; останній
нахилено під кутом 2...6°. Це с п р и я є поступовому в х о д ж е н н ю ножа в
роботу, полегшує р і з а н н я і підвищує його я к і с т ь . Н и ж н і й н і ж при
кріплюють до задньої частини стола 2 (рис. 116), встановленого на
станині 1, в е р х н і й — до повзуна 7. В і д електродвигуна 6 через клинопасову передачу дістає обертання к р ив ош и п ни й в а л 4.
Д в а е к с ц е н т р и к и 5, змонтовані на ньому, надають повзуну зворотно
поступального пер ем іщ ен ня у н а п р я м і с т о я к і в 3. Л и с т кладуть на стіл
до кронштейна 9 і п р и т и с к у ю т ь притискачем 3, п і с л я чого здійснюють,
різання.
§ 32. Р І З А Н Н Я Н О Ж І В К О Ю
Загальні відомості. Р у ч н а
н о ж і в к а (пила) — інструмент
для р і з а н н я т о в щ и х , н і ж при р і з а н н і н о ж и ц я м и , листів штабового,
круглого та профільного металу, а т а к о ж д л я п р о р і з у в а н н я ш л і ц і в ,
91
92.
Рис. 117. Ручна слюсарна ножівка суцільна (а), розсувна (б) з
пересувним тримачем (в) і ножів
кове полотно (г):
1 — гайка-баранець; 2 — рамка (станок);
3,5 — рухома й нерухома головки; 4 —
ножівкове полотно; 6 — хвостовик з ру
кояткою; 7 — штифти; 8 — прорізи
п а з і в , о б р і з у в а н н я й вирізу
в а н н я заготовок по к о н т у р у
та інших робіт. Р у ч н а слюсар
на н о ж і в к а (рис. 117, а) скла
дається зі станка (рамки) 2
і н о ж і в к о в о г о полотна 4. На
одному кінці р а м к и є нерухо
ма головка 5 з х в о с т о в и к о м
і р у к о я т к о ю 6, а на і н ш о м у —
рухома головка З з н а т я ж н и м
гвинтом і г а й к о ю (баранцем)
/ д л я н а т я г у в а н н я полотна.
У г о л о в к а х 5 і 3 є п р о р і з и <§,
у які вставляють ножівкове
полотно і з а к р і п л ю ю т ь штиф
тами 7.
Р а м к и д л я н о ж і в о к ви
г о т о в л я ю т ь або
суцільними
(рідко) д л я н о ж і в к о в о г о полотна однієї певної д о в ж и н и або розсувними
(рис. 117,6), що дає змогу з а к р і п л ю в а т и н о ж і в к о в е полотно різної дов
ж и н и . Д л я р о з с у в а н н я н о ж і в к и її перегинають, п о к и з а к л е п к а не вий
де з в и р і з у , і зміщують. З а к л е п к у в в о д я т ь в інший в и р і з і р а м к у
випрямляють.
Станок з п е р е с у в н и м тримачем (рис. 117, в) — ц е по суті к у т н и к
з р у к о я т к о ю , по я к о м у м о ж н а переміщати і з а к р і п л ю в а т и у потрібному
положенні тримач.
Н о ж і в к о в е п о л о т н о — ц е т о н к а , в у з ь к а с т а л ь н а пласти
на з двома отворами д л я з а к р і п л е н н я , я к а має зуби на одному з ребер.
П о л о т н а виготовляють зі сталі У10А та Х 6 В Ф , їх твердість 61...64
Н Я С е . З а л е ж н о від п р и з н а ч е н н я н о ж і в к о в і полотна поділяють на руч
ні та м а ш и н н і . Полотна встановлюють у рамку зубами вперед.
Р о з м і р (довжина) ручного н о ж і в к о в о г о полотна в и з н а ч а є т ь с я за
відстанню м і ж центрами отворів під штифти (рис. 117, г). Н а й ч а с т і ш е
застосовують д л я ручних ножівок ножівкові полотна, д о в ж и н а я к и х
і = 250...300 мм, висота Ь = 13 і 16 мм, товщина Н = 0,65...0,8 мм.
К о ж е н з у б н о ж і в к о в о г о полотна має форму к л и н а (різця). Н а зубі,
як і на різці, р о з р і з н я ю т ь з а д н і ц кут а, кут загострення р і передній
к у т у; а + р + у = 90°.
$2
93.
ôЗадня
Передня
поОерхня
пооерхня
а
Рис. 118. Елементи зуба ножівкового полотна
( а ) , передній кут зуба додатний ( б ) , що до
рівнює нулю (в) і від'ємний (г)
Вершина
І
зуба
западина зуда
в
Умови роботи н о ж і в к о в о г о полотна в і д р і з н я ю т ь с я від умов роботи
р і з ц я , тому з н а ч е н н я кутів тут інші. П р и р і з а н н і металу великої шири
ни дістають п р о п и л и значної д о в ж и н и , в я к и х к о ж е н зуб полотна знімає
с т р у ж к у , що має в и г л я д коми. Ця с т р у ж к а з н а х о д и т ь с я у с т р у ж к о в о м у
просторі доти, поки в і с т р я зуба не вийде з п р о п и л у (рис. 118, а). Роз
мір с т р у ж к о в о г о простору з а л е ж и т ь від заднього кута а, переднього
к у т а у і к р о к у S зуба (рис. 118, в).
З а л е ж н о від твердості р о з р і з у в а н о г о металу передній кут зубів
н о ж і в к о в о г о полотна може бути додатним (рис. 118, б), мати нульове
з н а ч е н н я (рис. 118, в) або в і д ' є м н и м (рис. 118, г). П р о д у к т и в н і с т ь
р і з а н н я н о ж і в к о в и м полотном, що має передній кут нульового значен
н я , нижче, н і ж полотном, передній кут я к о г о б і л ь ш и й н і ж 0°.
Д л я р і з а н н я металів різної твердості кути зубів н о ж і в к о в о г о полот
0
на м о ж у т ь бути: передній у = 0...12 ; задній а = 35...40°; з а г о с т р е н н я
ß = 43...60°.
Д л я р і з а н н я твердіших м а т е р і а л і в застосовують полотна, в я к и х
кут загострення зубів більший, д л я р і з а н н я м ' я к и х м а т е р і а л і в к у т за
гострення менший. П о л о т н а з в е л и к и м кутом з а г о с т р е н н я в и т р и в а л і ш і .
Д л я р і з а н н я металів користуються п е р е в а ж н о н о ж і в к о в и м и полот
нами з кроком, що дорівнює 1,3... 1,6 мм, при я к о м у на довжині 25 мм
н а р а х о в у є т ь с я 17...20 зубів. Ч и м товще р о з р і з у в а н а заготовка, тим
більшими мають бути зуби, і н а в п а к и . Д л я р і з а н н я металів різної твер
дості застосовують полотна з різною к і л ь к і с т ю зубів: м ' я к і метали —
16; с т а л ь середньої твердості з а г а р т у в а н н я — 19; чавун, інструмен
т а л ь н а сталь — 22; тверда, штабова і кутова сталь — 22.
Розведення зубів ножівкового полотна. П р и р і з а н н і ручною ножів
кою у роботі має брати участь (одночасно різати метал) не менше двохтрьох зубів. Щоб у н и к н у т и з а ї д а н н я ( з а к л и н ю в а н н я ) н о ж і в к о в о г о по
лотна у металі, зуби розводять. Тоді ш и р и н а р о з р і з у , зробленого но
ж і в к о ю , буде т р о х и більшою за т о в щ и н у полотна. К р і м того, це з н а ч н о
полегшує роботу.
94.
аРис. 119. Схеми розводки зуб'їв
ножівкового полотна:
а — по полотну; б — по зубу
Рис. 120. Правильне (а) і непра
вильне (б) встановлення ножівково
го полотна та його натягуван
ня (в)
З а л е ж н о від з н а ч е н н я к р о к у 5 розведення в и к о н у ю т ь по полотну І
по зубу. З у б и н о ж і в к о в и х полотен, у я к и х 5 = 0,8 мм, мають бути роз
ведені п о
п о л о т н у (рис. 119, а), тобто к о ж н і два суміжні з у б и
відгинають у п р о т и л е ж н і боки на 0,25...0,60 мм (таке розведення, я к е
ще називають х в и л я с т и м , д о п у с к а є т ь с я і п р и 5 = 1 мм). Розве-^
дення в и к о н у ю т ь на висоті не більшій за подвоєну висоту зуба. К р о к
розведення беруть 8 5 .
Полотна, у я к и х 5 > 0,8 мм, розводять по зубу (рис. 119, б ) ; т а к е
розведення називається г о ф р о в а н и м . П р и малому крокові
два-три зуби відводять п р а в о р у ч і два-три — л і в о р у ч . При середньому
крокові один зуб відводять ліворуч, другий п р а в о р у ч , третій РІЄ відво
д я т ь . П р и в е л и к о м у крокові один зуб відводять ліворуч, а інший —
праворуч. З в и ч а й н о розведення по зубу застосовують для полотен з?
к р о к о м зубів 1,25 або 1,6 мм.
Р о з в е д е н н я н о ж і в к о в о г о полотна має з а в е р ш у в а т и с я на відстані не
б і л ь ш як ЗО мм в і д т о р ц я .
П і д г о т о в к а до роботи ножівкою. Перед роботою н о ж і в к о ю міцно*
з а к р і п л ю ю т ь р о з р і з у в а н и й матеріал у л е щ а т а х (рівень к р і п л е н н я має:
відповідати зросту працюючого). Потім вибирають н о ж і в к о в е п о л о т н о
згідно з твердістю, формою і розмірами р о з р і з у в а н о г о металу. П р и дов
гих п р о п и л а х використовують ножівкові полотна з великим кроком зу
бів, а при к о р о т к и х — з дрібним.
Н о ж і в к о в е полотно встановлюють у п р о р і з и г ол овк и т а к , щоб з у б и
були спрямовані від р у к о я т к и (рис. 120, а), а не до неї (рис. 120, б).
П р и цьому спочатку в с т а в л я ю т ь к і н е ц ь полотна у нерухому головку і
ф і к с у ю т ь її штифтом, потім в с т а в л я ю т ь інший к і н е ц ь полотна у п р о р і з
рухомої головки і т а к о ж з а к р і п л ю ю т ь штифтом. Н а т я г у ю т ь полотно
в р у ч н у без великого з у с и л л я #(не м о ж н а застосовувати плоскогубці„
94
95.
аг
Рис. 121. Положення при роботі:
а — корпуса і ножівки; 6", в—відповідно правої та лівої руки; г— ніг
л е щ а т а тощо) обертанням баранчикової гайки (рис. 120, в). П р и цьому
через небезпеку р о з р и в у полотна н о ж і в к у тримають на віддалі від об
личчя.
Т у г о н а т я г н у т е полотно при незначному перекошенні, а слабо на
т я г н у т е — при посиленому натискуванні перегинаються і м о ж у т ь
з л а м а т и с я . Ступінь натягу полотна п е р е в і р я ю т ь , л е г к о натискуючи на
нього пальцем збоку; я к щ о полотно не п р о г и н а є т ь с я , натяг достатній.
Положення корпуса робітника. П р и різанні металу ручною ножів
кою стають перед лещатами п р я м о , вільно й стійко, впівоберта до губок
л е щ а т або осі оброблюваної заготовки (рис. 121). Л і в у ногу дещо ви
с т а в л я ю т ь уперед, п р и б л и з н о по лінії р о з р і з у в а н о г о металу, і на неї
опирають к о р п у с . Ступні ніг с т а в л я т ь т а к , щоб вони утворювали кут
60...70° при певній відстані м і ж п ' я т а м и (рис. 121, г).
Положення рук (хватка). П о з а робітника в в а ж а є т ь с я п р а в и л ь н о ю ,
я к щ о м і ж плечовою та л і к т ь о в о ю частинами зігнутої у л і к т і п р а в о ї
р у к и з ножівкою, встановленою на губки л е щ а т (у висхідному поло
ж е н н і ) , утворюється п р я м и й кут (рис, 121, а).
Р у к о я т к у охоплюють чотирма п а л ь ц я м и правої р у к и т а к , щоб вона
у п и р а л а с я в долоню (рис. 121, б), в е л и к и й п а л е ц ь н а к л а д а ю т ь з в е р х у
в з д о в ж р у к о я т к и . П а л ь ц я м и лівої р у к и обхоплюють гайку і рухому
г о л о в к у н о ж і в к и (рис. 121, в).
Робота ножівкою. П р и різанні н о ж і в к о ю , як і при о б п и л ю в а н н і ,
с л і д дотримуватися чіткої координації з у с и л ь ( б а л а н с у в а н н я ) , що по
л я г а є у п р а в и л ь н о м у збільшенні н а т и с к у рук*. Р у х н о ж і в к и має бути
строго горизонтальним. Н а т и с к у ю т ь на станок обома р у к а м и , але біль
ше з у с и л л я р о б л я т ь лівою р у к о ю , а правою здійснюють головним чи
ном зворотно-поступальний рух н о ж і в к и .
У процесі р і з а н н я здійснюється два ходи: робочий, к о л и н о ж і в к у
п е р е м і щ у ю т ь в п е р е д від працюючого, і холостий, к о л и н о ж і в к у
95
96.
п е р е м і щ у ю т ь назад, у н а п р я м і до працюючого. П р и холостому ході нан о ж і в к у не натискують, у результаті чого зуби л и ш е ковзають, а при ро
бочому ході обома р у к а м и створюють легке н а т и с к у в а н н я т а к , щ о б
ножівка рухалася прямолінійно.
П р и роботі н о ж і в к о ю слід дотримуватися т а к и х п р а в и л : . к о р о т к і
заготовки р і ж у т ь по н а й ш и р ш і й стороні; п р и р і з а н н і п р о к а т у кутового,
т а в р о в о г о і ш в е л е р н о г о профілів к р а щ е змінювати п о л о ж е н н я заготов
ки, ніж різати по вузькій стороні;
у роботі має брати участь усе н о ж і в к о в е полотно;
п р а ц ю в а т и н о ж і в к о ю слід не поспішаючи, п л а в н о , без р и в к і в , роб
л я ч и не більш як ЗО...60 подвійних ходів на х в и л и н у (тверда сталь —
ЗО...40, с т а л ь середньої твердості — 40...50, м ' я к а сталь — 50...60);
п р и ш в и д ш и х темпах с к о р і ш е настає втомлення і, к р і м того, полотно
н а г р і в а є т ь с я і швидше т у п и т ь с я ;
перед з а к і н ч е н н я м р о з п и л ю в а н н я послабити натиск на н о ж і в к у , бо
п р и сильному натиску н о ж і в к о в е полотно р і з к о в и с к а к у є з р о з п и л у ,
б'ючись об л е щ а т а або заготовку, в результаті чого м о ж н а дістати
травму;
п р и р і з а н н і не давати полотну н а г р і в а т и с я ; д л я зменшення тертя
полотна об с т і н к и у п р о п и л і з а г о т о в к и періодично з м а щ у ю т ь полотно
м і н е р а л ь н и м або графітовим мастилом, особливо при р і з а н н і в ' я з к и х
металів;
л а т у н ь і бронзу р о з р і з у в а т и л и ш е новими полотнами, бо н а в і т ь мал о с п р а ц ь о в а н і зубці не р і ж у т ь , а к о в з а ю т ь ;
п р и з л а м у в а н н і або в и к р и ш у в а н н і хоча б одного зуба роботу н е г а й н о
п р и п и н и т и , в и д а л и т и з п р о п и л у з а л и ш к и з л а м а н о г о зуба, полотно за
м і н и т и новим або сточити на верстаті два-три сусідніх зуби, п і с л я цього
м о ж н а п р о д о в ж у в а т и роботу.
§ 33. Р І З А Н Н Я Н О Ж І В К О Ю К Р У Г Л О Г О . К В А Д Р А Т Н О Г О ,
ШТАБОВОГО ТА ЛИСТОВОГО МЕТАЛУ
Р і з а н н я к р у г л о г о м е т а л у . К р у г л и й метал н е в е л и к и х п е р е р і з і в рі
ж у т ь ручними н о ж і в к а м и , а з а г о т о в к и в е л и к и х діаметрів — на відріз
них в е р с т а т а х , приводних н о ж і в к а х , дискових п и л а х тощо. На заго
т о в к у попередньо н а н о с я т ь р о з м і ч а л ь н у р и с к у , потім заготовку затис
к у ю т ь у с л ю с а р н и х л е щ а т а х у г о р и з о н т а л ь н о м у п о л о ж е н н і і тригран
ним н а п и л к о м по розмічальній рисці р о б л я т ь неглибокий п р о п и л д л я
к р а щ о г о н а п р я м л я н н я н о ж і в к о в о г о полотна. Попередньо полотно зма
щ у ю т ь мастилом за допомогою п е н з л я .
В с т а н о в и в ш и у п р о п и л н о ж і в к у , здійснюють в і д р і з а н н я без відла
м у в а н н я в і д р і з у в а н о ї частини. В і д л а м у в а н н я д о п у с к а є т ь с я тоді, к о л и
торці з а г о т о в к и оброблюватимуть (обпилюватимуть). У цьому разі в
п р у т к у р о б л я т ь н а д р і з и з двох # -чотирьох сторін, а потім його відла
мують, з а т и с н у в ш и у л е щ а т а х або за допомогою молотка, я к и м нано96
97.
аб ~^
Рис. 122. Початок різання ножівкою круглого (а) і квадратного (б)
металу
с я т ь у д а р и по п р у т к у (заготовку п р и цьому встановлюють на підклад
ки).
Д л я п р а в и л ь н о г о початку р і з а н н я на нерозміченій заготовці у міс
ця р і з а н н я с т а в л я т ь нігтем в е л и к и й п а л е ц ь лівої р у к и і щ і л ь н о при
с т а в л я ю т ь полотно н о ж і в к и до н і г т я (рис. 122, а}-. Н о ж і в к у т р и м а ю т ь
т і л ь к и правою р у к о ю . В к а з і в н и й п а л е ц ь ц і є ї р у к и в и т я г у ю т ь в з д о в ж
р у к о я т к и з б о к у , чим забезпечують с т і й к е п о л о ж е н н я н о ж і в к и під ч а с
різання.
Різання квадратного металу. Заготовку закріплюють у лещатах і в
місці майбутнього п р о р і з у т р и г р а н н и м н а п и л к о м р о б л я т ь неглибокі
п р о п и л и д л я к р а щ о г о с п р я м у в а н н я н о ж і в к и . Н а початку о п е р а ц і ї
н о ж і в к у н а х и л я ю т ь в бік від себе (вперед). У м і р у в р і з у в а н н я н а х и л
поступово з м е н ш у ю т ь доти, поки з р і з не дійде до п р о т и л е ж н о ї к р о м к и
н о ж і в к и . Потім з а г о т о в к у р о з р і з у ю т ь п р и г о р и з о н т а л ь н о м у п о л о ж е н н і
Рис. 123. Різання ножівкою при глибоких розрізах:
а — п о л о ж е н н я пальців л і в о ї руки;
у' замкненому контурі
4
4-1664
б — без п о в о р о т у п о л о т н а ; в — з п о в о р о т о м п о л о т н а ;
г —
97
98.
Рис. 124. Робота ножівкою:а — різання тонкого листа; 6 — вирізування фасон
ного отвору лобзиком; в — прорізування шліців;
г — тонкі профілі, закріплені для різання
ГП^ч.
ЦІ
УХ
н о ж і в к и (рис. 122, б). П р и д у ж е глибо
ких розрізах л і в у р у к у переставляють,
беручись за верх р а м к и (рис. 123, а).
Різання штабового металу. Шта
бовий метал р а ц і о н а л ь н о р і з а т и не
по ш и р о к і й , а по в у з ь к і й стороні.
Ц е , однак, 'можна зробити при тов-щ и н і штаби
» б і л ь ш і й за в і д с т а н ь м і ж
У л ^ х І
ї\
\І
^тУ^шпу
трьома зубами полотна.
іЩ/^ |£|Д/^
Р і з а н н я
н о ж і в к о ю
з
п о в о р о т о м
п о л о т н а
здійс
нюють при довгих (високих) або глибоких р о з р і з а х , к о л и не вда
є т ь с я довести р о з р і з до к і н ц я через те, що р а м к а н о ж і в к и впирається,
у торець з а г о т о в к и і з а в а ж а є подальшому р о з п и л ю в а н н ю (рис. 123, б).
П р и цьому можна змінити п о л о ж е н н я з а г о т о в к и і, в р і з а в ш и с ь у неї
з іншого к і н ц я , з а к і н ч и т и р і з а н н я .
О д н а к є інший спосіб: різати н о ж і в к о ю , полотно я к о ї повернене
на Ш (рис. 123, в). Д л я цього полотно переставляють у бокові п р о р і з и
головок р а м к и . П р и т а к о м у положенні н о ж і в к и п р а ц ю ю т ь обережно,
бо при перекосі р а м к и н о ж і в к о в е полотно може з л а м а т и с я . Ц и м спосо
бом т а к о ж
р і ж у т ь метал у д е т а л я х
із замкнутими
контурами
(рис. 123, г).
Різання тонкого листового і профільного металу. З а г о т о в к и , де
т а л і з тонкого листового м а т е р і а л у затискують м і ж д е р е в ' я н и м и брус
к а м и по одній або по к і л ь к а ш т у к і р о з р і з а ю т ь разом з б р у с к а м и
( р и с 124, а).
Р і з а н н я
по
к р и в о л і н і й н и х
к о н т у р а х . Щоб
в и р і з а т и у металі (листі) фасонний отвір (вікно), просвердлюють або
п р о б и в а ю т ь отвір діаметром, що дорівнює ш и р и н і полотна н о ж і в к и
або пили л о б з и к а . П р о п у с т и в ш и через отвір полотно, з а к р і п л ю ю т ь йо
го у рамці і р і ж у т ь по заданому к о н т у р у (рис. 124, б).
Щ л і ц и в е л и к и х розмірів п р о р і з у ю т ь звичайними н о ж і в к а м и з одним
чи даома (залежно від ш и р и н и шліців) з ' є д н а н и м и })азом полотнами
( р и с . 124, в).
Тонкі профілі р о з р і з а ю т ь у п л о с к и х д е р е в ' я н и х б р у с к а х (рис. 124, г).
§ 34. Р І З А Н Н Я ТРУБ Н О Ж І В К О Ю ТА Т Р У Б О Р І З О М
П е р е д р і з а н н я м трубу розмічають за шаблоном, виготовленим з
ж е р с т і і зігнутим по трубі. Шаблон накладають на місце р і з а н н я і рис у в а л к о ю по колу труби наносить розмічальні р и с к и . Т р у б и розріза
ю т ь н о ж і в к а м и та т р у б о р і з а м и .
98
99.
Рис. 125. Різання труби ножівкоюРізання ножівкою. Т р у б у за
тискують у п а р а л е л ь н і л е щ а т а в
г о р и з о н т а л ь н о м у положенні й
р і ж у т ь по рисці. Тонкостінні
т р у б и та труби з чисто обробле
ною поверхнею з а т и с к у ю т ь у ле
щ а т а х м і ж сп ец іал ьн и м и дерев'я
ними н а к л а д к а м и (рис. 125).
П р и р о з р і з а н н і т р у б и ножів Рис. 126. Різання труби труборізом
ку т р и м а ю т ь г о р и з о н т а л ь н о , а
в м і р у в р і з у в а н н я полотна у т р у б у з л е г к а н а х и л я ю т ь на себе.
У р а з і з а щ е м л е н н я полотна виймають н о ж і в к у з п р о р і з у , поверта
ють т р у б у в і д себе на 45...60° і продовжують різати, з л е г к а натискуючи
на полотно. Я к щ о н о ж і в к у у в е л о в бік від розмічальної р и с к и , т р у б у
обертають н а в к о л о осі й р і ж у т ь по р о з м і ч а л ь н і й рисці на новому місці.
Різання, труборізом з н а ч н о п р о д у к т и в н і ш е , н і ж н о ж і в к о ю . Трубо
р і з и в и г о т о в л я ю т ь т р ь о х р о з м і р і в : № 1 — д л я р і з а н н я тру б д і а м е т р о м
х
3
/4... /4;
№ 2 - 1 . . Д ;
№ 3 — 3...4."
Т р у б у 1 (рис. 126) з а т и с к у ю т ь обертанням р у к о я т к и 2 з г в и н т о м
3 у п р и т и с к а ч і 7 м і ж кутовою в и ї м к о ю і с у х а р е м з уступами. П о т і м
на к і н е ц ь затиснутої у притискачі 7 т р у б и н а д я г а ю т ь т р у б о р і з 6. Обер
таючи р у к о я т к у 5 т р у б о р і з а н а в к о л о осі, п і д в о д я т ь р у х о м и й р о л и к
4 т р у б о р і з а до з і т к н е н н я зі стінкою труби. Д а л і р о б л я т ь один оберт
труборізом навколо труби й перевіряють лінію розрізу: я к щ о вона
о д и н а р н а і з а м к н у т а , то р о л и к и встановлено п р а в и л ь н о .
Р і з а н н я здійснюють т а к . У встановленого на трубі т р у б о р і з а обер
г
тають р у к о я т к у на /А оберта, п р и т и с к а ю ч и р у х о м и й р о л и к до поверх
ні т р у б и т а к , щоб л і н і я р о з м і т к и з б і г а л а с я з гострими г р а н я м и роли
к і в . З м а щ у ю т ь місце р і з а н н я мастилом д л я о х о л о д ж е н н я р і з а л ь н и х
кромок роликів.
Т р у б о р і з обертають н а в к о л о т р у б и , п е р е м і щ у ю ч и
р у х о м и й р о л и к доти, поки стінки т р у б и не будуть повністю п е р е р і з а н і .
Довжину відрізаних труб перевіряють лінійкою, а площину розрізу
щодо зовнішньої стінки — косинцем.
Т р у б у п р и р і з а н н і можна з а т и с к у в а т и у л е щ а т а х , я к і мають рифлеиі с у х а р і . Тонкостінні труби р і ж у т ь т р у б о р і з о м з одним р о л и к о м , а
товстостінні — з трьома. Т р у б и д у ж е в е л и к и х діаметрів р і ж у т ь трубо
різом з л а н ц ю г о м , на я к и й п р и к р і п л е н о шість р о л и к і в . Н а я в н і с т ь
4*
99
100.
Рис. 127. Ножівкова пила:/ — станина; 2 — упор; 3 — стіл; 4 —
ножівкове полотно; 5 — пиляльна ра
ма; 6 — рукав (хобот); 7 — вимикач;
8 — кнопка («Пуск» — «Стоп»); 9—машинні лещата
к і л ь к о х р о л и к і в дає змогу
з н а ч н о п р и с к о р и т и процес
р і з а н н я . Я к щ о треба мати
р і в н у , без значних з а д и р о к
поверхню у місці р і з а н н я ,
застосовують труборіз кон
струкції Мисюти. Це зви
чайний т р и р о л и к о в и й тру
боріз, м і ж р о л и к а м и я к о г о
на важелі у спеціальній оправці п р и к р і п л е н о р і з е ц ь (виліт його мож
на регулювати), я к и й п р и с к о р ю є процес р і з а н н я .
§ 35. М Е Х А Н І З О В А Н Е Р І З А Н Н Я
Механізоване різання здійснюють за допомогою різноманітних ме
х а н і ч н и х , електричних і пневматичних ножівок і ножиць, дискових
п и л та іншого у н і в е р с а л ь н о г о або спеціального о б л а д н а н н я .
Ножівкові пили (приводні ножівки) застосовують для р і з а н н я сор
тового і профільного металу. Н о ж і в к о в а пила 872А (рис. 127), я к а має
е л е к т р и ч н и й та гідравлічний приводи, п р и з н а ч е н а д л я р і з а н н я загото
вок і з , с о р т о в о г о металу к р у г л о г о і квадратного перерізів. Точність
обробки н а такому верстаті становить ± 2 мм* ш о р с т к і с т ь поверхні
Яа = 20 м к м
= 8 0 мкм).
Затискні лещата. На столі верстата встановлюють л е щ а т а з 1/-подібними губками д л я з а к р і п л е н н я заготовок к р у г л о г о п е р е р і з у діамет
ром до 120 мм (рис. 128, а) або к і л ь к о х заготовок меншого діаметра
(рис. Г28, б). Л е щ а т а з плоскими губками с л у ж а т ь д л я з а к р і п л е н н я
заготовок в е л и к и х перерізів — від 40 до 250 мм (рис. 128, в). Ці ле
щ а т поворотні, у них р о з р і з у в а н и й матеріал з а к р і п л ю ю т ь під ку
т о м 45°.
В с т а н о в л е н н я
л е щ а т і
з а г о т о в о к . Л е щ а т а вста
новлюють на столі пили з таким р о з р а х у н к о м , щоб вісь р о з р і з у в а н о ї
фід.>.ігомм
Рис. 128. Затискні лещата:
,а, б —з У-подібнйми губками для закріплення відповідно однієї чи кількох заготовок круг»
лого перерізу; в — з плоскими губками для закріплення заготовки великого перерізу
100
101.
гзаготовки проходила
посередині ходу пил
кової рами. П р и вста
новленні заготовки у
лещата
слідкують,
щоб вона розміщува
л а с я під п р я м и м ку
том до
ножівкового
полотна.
Д л я розрізування
з а г о т о в к и під кутом
спочатку під з а д а н и м
кутом
встановлюють
6
Я
'
л е щ а т а , потім укла
1 9
Рис 129. Встановлення ножівкового полотна у
дають у них і міцно
жівковій пилі
затискують заготовку.
Машинні н о ж і в к о в і полотна в и г о т о в л я ю т ь зі сталі м а р к и Р 6 М 5 .
В с т а н о в л е н н я
н о ж і в к о в о г о
п о л о т н а . Полотно
в с т а н о в л ю ю т ь одним кінцем на штифт 4 (рис. 129) нерухомо закріпле
ної п л а н к и 5 п и л к о в о ї р а м к и 2 т а к , щоб зуби полотна були спрямова
ні у бік робочого ходу. Д р у г и й к і н е ц ь полотна н а д я г а ю т ь на штифт
З рухомої п л а н к и . Потім обидва кінці щ і л ь н о п р и т и с к у ю т ь накладни
ми п л а н к а м и 7 і 9 до п и л к о в о ї рами болтами 6 і 5. П о л о т н о н а т я г у ю т ь ,
з а г в и н ч у ю ч и г а й к у / з д е я к и м з у с и л л я м (слабо н а т я г н у т е п о л о т н о п р и
різанні м о ж е з л а м а т и с я або зробити косий з р і з ) .
Н о ж і в к о в у п и л у н а л а г о д ж у ю т ь д л я р і з а н н я твердих м а т е р і а л і в н а
85, а д л я р і з а н н я м ' я к и х металів — на 110 подвійних ходів на хви
лину.
Гідроприводом верстата керують з а допомогою р у к о я т к и к р а н а .
П р и положенні р у к о я т к и к р а н а «Бездіяльність» (рис. 130, а) п и л к о в а
рама дістає зворотно-поступальний рух, при п о л о ж е н н і
«Спуск»
(рис. 130, б) р у к а в з пилковою рамою п л а в н о о п у с к а є т ь с я д о н и з у , п р и
положенні «Підйом» (рис. 130, в) р у к а в з п и л к о в о ю рамою п л а в н о під
н і м а є т ь с я , при п о л о ж е н н і «Повільна дія» (рис. 130, е) регулюється за
дана подача в р і з у в а н н я н о ж і в к о в о ю полотна у метал п р и робочому
ході, при п о л о ж е н н і «Швидка дія» (рис. 130, д) р е г у л ю є т ь с я н а й б і л ь ш а
а
8
г
в
<Г
Рис. 130. Положення рукоятки при керуванні пдроприводоїм ножівкової пили:
а — «Бездіяльність»; б — « С п у с к » ; в — « П і д й о м » ; £ — « П о в і л ь н а д і я » ; д — « Ш в и д к а д і я »
г
101
102.
подача в р і з у в а н н я нож і в к о в о г о полотна у
метал п р и робочому
ході.
При
зворотному
ході н о ж і в к о в е полот
но трохи піднімають
над р о з р і з у в а н и м ма
теріалом.
Приступаючи
до
роботи на п и л і , руко
я т к у к р а н а гідропривода встановлюють у
п о л о ж е н н я «Спуск» І
в м и к а ю т ь електродви
гун. П і с л я того я к
ножівкове
полотно
опуститься до розрі
з у в а н о г о металу, ру
к о я т к у к р а н а перево
дять у п о л о ж е н н я «По
Р и с 131. Ручні електричні ножиці
в і л ь н а дія» д л я попереднього в р і з у в а н н я . Потім р у к о я т к у переміщують у н а п р я м і
до п о л о ж е н н я «Швидка дія» і встановлюють б а ж а н у подачу р і з а н н я .
П о д а л ь ш а робота верстата відбувається автоматично до остаточного
р о з р і з у в а н н я з а г о т о в к и . По з а в е р ш е н н ю р і з а н н я п и л к о в а рама автома-,
тично переключає р у к о я т к у к р а н а в п о л о ж е н н я «Підйом», я к е здійсню
є т ь с я до певної висоти; в и м и к а ч , розміщений на р у к а в і , натискує на
к н о п к у «Стоп» і в и м и к а є електродвигун.
Р у ч н і е л е к т р и ч н і н о ж и ц і С-424 в і б р а ц і й н о г о т и п у (рис. 131) скла
даються з е л е к т р о д в и г у н а У, р е д у к т о р а 2 з е к с ц е н т р и к о м 7 і р у к о я т к и
4. З в о р о т н о - п о с т у п а л ь н и й р у х від е к с ц е н т р и к а передається в е р х н ь о м у
н о ж у 6, н и ж н і й н і ж 5 з а к р і п л е н о на скобі 8. П р и р і з а н н і е л е к т р о н о ж и ці тримають правою р у к о ю , охоплюючи р у к о я т к у всіма п а л ь ц я м и ,
в к а з і в н и й п а л е ц ь к л а д у т ь на в а ж е л і в и м и к а ч а 3 з к у р к о м . Л і в о ю р у к о ю
лист подають м і ж н о ж а м и , н а п р я м л я ю ч и під р і з а л ь н у к р о м к у верхньо
го н о ж а точно по рисці т а к , щоб р и с к у було видно.
Після вмикання електроножиці спрямовують правою рукою по
л і н і ї р і з а н н я т а к , щоб площі н о ж і в мали деякий, н а х и л д о п л о щ и н и
р о з р і з у в а н о г о металу. Е л е к т р о н о ж и ц я м и р о з р і з у ю т ь листову сталь
з а в т о в ш к и до 2,7 мм та інші листові м а т е р і а л и . З а л е ж н о в і д т о в щ и н и
р о з р і з у в а н о г о м е т а л у і потужності е л е к т р о д в и г у н а п р о д у к т и в н і с т ь
е л е к т р о н о ж и ц ь 3...6 м/хв. Вони особливо зручні п р и р і з а н н і по фігур
ному к р а ю , бо дають змогу р і з а т и по к о н т у р у з малим радіусом кри
визни.
100
103.
Рис. 132. Пневматична ножівкаРис.
пила
133.
Дискова
пневматична
З а з о р м і ж н о ж а м и 5 і 6 встановлюють з а л е ж н о від товщини розрізу
в а н о г о металу і п е р е в і р я ю т ь щупом (при товщині 0,5...0,8 мм з а з о р до
рівнює 0,03...0,048 мм, при товщині 1
1,3 мм — 0,06...0,08 мм, п р и
товщині 1,6...2 мм — 0,1...0,13 мм).
Пневматичні ножиці призначені д л я п р я м о л і н і й н о г о і криволіній
ного р і з а н н я металу і приводяться в дію пневматичним роторним дви
гуном. Н а й б і л ь ш а товщина р о з р і з у в а н о г о стального листа середньої
твердості становить 3 мм, найбільша швидкість р і з а н н я — 2,5 м/хв,
число подвійних ходів ножа на х в и л и н у — 1600.
Пневматична ножівка (рис. 132) п р и в о д и т ь с я в дію стиснутим по
в і т р я м . Вона с к л а д а є т ь с я з перетворювача руху, роторного д в и г у н а ,
пускової к н о п к и і н о ж і в к о в о г о полотна. М а к с и м а л ь н а товщина розрі
з у в а н о г о металу дорівнює 5 мм, найменший радіус — 50 мм, ш в и д к і с т ь
р і з а н н я — 20 м/хв. М а ш и н а у к о м п л е к т о в а н а змінними з а т и с к н и м и пат
ронами д л я з а к р і п л е н н я н а п и л к і в і н о ж і в к о в и х полотен різного розміру.
Дискова пневматична пила (рис. 133) з а с т о с о в у є т ь с я д л я р і з а н н я
т р у б безпосередньо на місці с к л а д а н н я трубопроводів. П и л а має редук
тор 3, ч е р в ' я ч н е колесо я к о г о змонтовано на одній осі зі с п е ц і а л ь н о ю
дисковою фрезою /. З а к р і п л ю є т ь с я т р у б а с п е ц і а л ь н и м з а т и с к у в а ч е м
5, який встановлено на хвостовику 4. З а т и с к у в а ч к р і п и т ь с я ш а р н і р н о
до р у к о я т к и 2.
П р и в и к о р и с т а н н і пневматичної п и л и н а п о в е р х н я х р о з р і з у в а н и х
труб не утворюються н а п л и в и і з а д и р к и .
П н е в м а т и ч н а п и л а дає змогу р о з р і з а т и труби діаметром до 5 0 . . .
64 мм. Д і а м е т р ф р е з и 190...220 мм, а частота її о б е р т а н н я — 150...
200 об/хв.
§ 36. О С О Б Л И В І ВИДИ Р І З А Н Н Я
Абразивне різання. Ц е й спосіб м о ж н а з а с т о с о в у в а т и п р и р і з а н н і ма
т е р і а л і в найрізноманітнішого профілю розміром 200 X 200 мм і т р у б
діаметром до 600 мм.
103
104.
Основні переваги р і з а н н я абразивними д и с к а м и :в и с о к а п р о д у к т и в н і с т ь процесу;
м о ж л и в і с т ь р і з а н н я сталі високої твердості;
м а л а ш и р и н а р о з р і з у , щ о з н и ж у є в т р а т и металу;
з н а ч н о в и щ а я к і с т ь поверхні з р і з у , ніж п р и інших способах рі
зання;
допуски по довжині й п е р п е н д и к у л я р н о с т і р і з а н н я витримуються у
вужчих межах.
А б р а з и в н і диски в и г о т о в л я ю т ь з е л е к т р о к о р у н д у , карбіду кремнію
та алмазу.
Середній час р і з а н н я на с у х у з а л е ж и т ь в і д д і а м е т р а з а г о т о в к и :
Діаметр заготовки, мм
Час різання, с
.
10,
1
,
20,
2
,
ЗО,
40,
3...4,
4...5,
50, *
6...8,
60
9...12
П р и використанні робочої рідини час р і з а н н я з р о с т а є , але одно
часно з б і л ь ш у є т ь с я число розрізів, що припадають на один д и с к .
П р и автоматичній подачі строк с л у ж б и д и с к і в вище, н і ж при ручній.
Дугове різання з а с т о с о в у ю т ь д л я р о з р і з у в а н н я брухгу, чавуну, ко
льорових с п л а в і в , видалення ливників і д о д а т к і в (прирости) у вилив
к а х , а т а к о ж при відсутності о б л а д н а н н я д л я газового р і з а н н я . Недолі
к а м и дугового р і з а н н я є нерівність к р а ї в р о з р і з у , в е л и к а його ш и р и н а
т а у т в о р е н н я н а п л и в і в металу. Д у г о в е р і з а н н я м о ж н а застосовувати при
в е р т и к а л ь н о м у і похилому п о л о ж е н н я х деталі д л я п о л і п ш е н н я виті
к а н н я р о з п л а в л е н о г о металу, що підвищує продуктивність і я к і с т ь рі
зання.
П р и різанні металу з а в т о в ш к и б і л ь ш як 20 мм застосовують метале
ві електроди і змінний струм.
Різання металу під водою з а с т о с о в у є т ь с я п р и а в а р і й н о - в і д б у д о в н и х
і суднопідйомних роботах. Д л я р і з а н н я в и к о р и с т о в у ю т ь в у г і л ь н і й
металеві електроди, покриті водонепроникною о б м а з к о ю . В е л е к т р и ч н у
дугу додатково подається р і з а л ь н и й кисень.
П р и г а з о в о м у р і з а н н і п і д в о д о ю застосовують різа
ки особливої к о н с т р у к ц і ї , що мають к о в п а ч к и , я к і н а д я г а ю т ь на різаль
ну г о л о в к у . П р и різанні на глибині 20 м як п а л ь н е застосовують аце
тилен, а при р і з а н н і на глибині 20...40 м — водень. У процесі р і з а н н я
вода в і д т і с н я є т ь с я від п о л у м ' я продуктами г о р і н н я або стиснутцм по
в і т р я м . Із з б і л ь ш е н н я м глибини підвищують тиск г а з у або стиснутого
повітря.
Безпека праці. П р и р і з а н н і металів слід д о т р и м у в а т и с я т а к и х вимог
безпеки:
оберігати р у к и від п о р а н е н н я р і з а л ь н и м и к р о м к а м и н о ж і в к и або
з а д ц р к а м и на металі;
с л і д к у в а т и за п о л о ж е н н я м п а л ь ц і в лівої р у к и , я к а підтримує лист
знизу;
104
105.
не здувати о ш у р к и і не в и д а л я т и їх р у к а м и , щоб у н и к н у т и забруднення очей або п о р а н е н н я р у к ;
не з а х а р а щ у в а т и робоче місце непотрібними інструментами і дета
лями;
не знімати і не з м а щ у в а т и частини, що р у х а ю т ь с я і обертаються;
не переводити пас з виступу на виступ при роботі н о ж і в к о в о г о вер
стата.
Р о з д і л IX. ОБПИЛЮВАННЯ МЕТАЛУ
§ 37. З А Г А Л Ь Н І В І Д О М О С Т І . НАПИЛКИ
О б п и л ю в а н н я м н а з и в а є т ь с я о п е р а ц і я з обробки металів т а
інших м а т е р і а л і в з н я т т я м незначного ш а р у н а п и л к а м и в р у ч н у або на
обпилювальних верстатах.
Н а п и л к а м и слюсар надає д е т а л я м потрібної форми і р о з м і р і в , при
пасовує деталі одну до одної, підготовляє кромки деталей д л я зварю
в а н н я та в и к о н у є інші роботи.
За допомогою н а п и л к і в обробляють п л о щ и н и , к р и в о л і н і й н і поверх
ні, п а з и , к а н а в к и , отвори будь-якої форми, п о в е р х н і , розміщені під
різними кутами, тощо. П р и п у с к и на о б п и л ю в а н н я з а л и ш а ю т ь неве
л и к и м и — від 0,5 до 0,25 мм. Точність обробки о б п и л ю в а н н я м стано
вить 0,2...0,05 мм (в окремих в и п а д к а х — до 0,001 мм).
Р у ч н а обробка напилком з а р а з значною мірою з а м і н е н а обпилю
ванням^ на с п е ц і а л ь н и х верстатах, але повністю витіснити ручне
обрилюЪання ці верстати не м о ж у т ь , бо підгоночні роботи при скла
данні та монтажі о б л а д н а н н я часто доводиться в и к о н у в а т и в р у ч н у .
" Н а п и л к и . Н а п и л о к (рис. 134)
це стальний брусок певного про
ф і л ю і д о в ж и н и , на поверхні я к о г о є насічки ( н а р і з к и ) , що утворюють
з а п а д и н и і гострозаточені зубці, у перерізі мають форму к л и н а . На
п и л к и в и г о т о в л я ю т ь зі сталі У10А або У13А (допускається л е г о в а н а
хромиста сталь Ш Х 1 5 або 13Х), п і с л я насічення піддають термічній
обробці.
Рис. 134. Слюсарний на
пилок загального призна
чення:
/ — носок; 2 — робоча частина;
З — ненасічена дільниця; 4 —
за плечико; 5 — хвостовик; 6,
8 — широка та вузька сторо
ни; 7 — ребра
106.
Вершинаа
5
Г
в
Рис. 135. Зубці напилка:
а — насічені; б — дістали фрезеруванням або шліфу-
Н а п и л к и поділяють з а
розміром насічки, її фор
мою, д о в ж и н о ю та формою
бруска.
Види
та
основні еле
менти насічки. Н а с і ч к а на
поверхні н а п и л к а утворює
зубці, щ о знімають с т р у ж к у
з оброблюваного матеріа
л у . З у б ц і н а п и л к і в виго
т о в л я ю т ь на п и л к о н а с і ч н и х
верстатах
за
допомогою
с п е ц і а л ь н о г о зубила,
на
фрЄЗЄрнИХ Верстатах
фре-
зами,
на
шліфувальних
верстатах — спеціальними
ш л і ф у в а л ь н и м и к р у г а м и , а т а к о ж н а к а т у в а н н я м , п р о т я г у в а н н я м на
п р о т я ж н и х верстатах
( п р о т я ж к а м и ) і на з у б о н а р і з н и х верстатах.
К о ж н и м із з а з н а ч е н и х способів н а с і к а є т ь с я свій п р о ф і л ь з у б ц я . П р о т е
н е з а л е ж н о від способу виготовлення к о ж е н з у б е ц ь має задній кут а ,
к у т з а г о с т р е н н я (3 і .передній кут у (рис. 135).
У н а п и л к і в з н а с і ч е н и м и з у б ц я м и (рис. 135, а ) з від'єм
ним переднім кутом (у = — 12...—15°) і п о р і в н я н о в е л и к и м з а д н і м
кутом (а = 35...40°) забезпечується достатній простір д л я розміщен
ня с т р у ж к и . К у т з а г о с т р е н н я , що утворюється п р и цьому (Р •== 6 2 . . .
70°), забезпечує міцність з у б ц я .
Напилки із
зубцями, у т в о р е н и м и
фрезеруван
н я м а б о ш л і ф у в а н н я м (рис. 135, б), мають додатний перед
ній к у т (у = 2...10°). У них кут з а г о с т р е н н я невеликий і відповідно
менше з у с и л л я р і з а н н я . В е л и к а в а р т і с т ь ф р е з е р у в а н н я т а шліфуван
ня обмежує з а с т о с у в а н н я цих н а п и л к і в .
Для н а п и л к а і з
зубцями, утвореними
протягуван
ням
(рис. 135, в), кути с т а н о в л я т ь у = — 5°, |3 = 55°, а = 40°.
ванням; в —дістали протягуванням
Рис. 136, Насічки напилків:
а —одинарна (проста); б — подвійна (перехресна); в —точкова (рашпільна); г — дугова
106
107.
П р о т я г н у т и й зубець м а є западину з плоским дном. Ці зубці к р а щ ев р і з у ю т ь с я в оброблюваний метал, що значно підвищує продуктив
ність п р а ц і . К р і м того, н а п и л к и з т а к и м и з у б ц я м и стійкіші, бо зубці
не з а б и в а ю т ь с я с т р у ж к о ю .
Ч и м менше насічок на 1 см д о в ж и н и н а п и л к а , тим більший зубець.
Р о з р і з н я ю т ь н а п и л к и з одинарноіб, або простою (рис . 136, а), з по
двійною, або перехресною (рис. 136, б), точковою, або р а ш п і л ь н о ю
(рис. 136, в), і дуговою (рис. 136, г) насічками.
Н а п и л к и
з
о д и н а р н о ю н а с і ч к о ю можуть знімати
ш и р о к у с т р у ж к у всією насічкою. ї х застосовують при о б п и л ю в а н н і
м ' я к и х металів, с п л а в і в (латуні, ц и н к у , бабіту, свинцю, алюмінію,
бронзи, міді тощо) з незначним опором р і з а н н ю , а т а к о ж неметале
вих м а т е р і а л і в . К р і м того, ці н а п и л к и використовують д л я загострен
ня п и л , н о ж і в , а т а к о ж д л я обробки деревини і к о р к а . О д и н а р н у насіч
ку н а н о с я т ь під кутом X = 25° до осі н а п и л к а .
Н а п и л к и з п о д в і й н о ю (перехресною)
насіч
к о ю застосовують д л я о б п и л ю в а н н я сталі, ч а в у н у т а інших твердих
м а т е р і а л і в з в е л и к и м опором р і з а н н ю . У н а п и л к а х з подвійною насіч
кою с п о ч а т к у під кутом X = 25° н а с і к а ю т ь н и ж н ю глибоку насічку
(основну), а поверх неї під кутом со = 45° — в е р х н ю неглибоку (допо
м і ж н у ) , що р о з р у б у є основну насічку на в е л и к у к і л ь к і с т ь окремих
з у б ц і в . П е р е х р е с н а насічка б і л ь ш е подрібнює с т р у ж к у , щ о п о л е г ш у є
роботу.
Відстань м і ж сусідніми з у б ц я м и насічки н а з и в а є т ь с я к р о к о м 5.
К р о к основної насічки б і л ь ш и й за к р о к допоміжної. В р е з у л ь т а т і зуб
ці розміщуються один за одним по п р я м і й , я к а з віссю н а п и л к а ста
н о в и т ь кут 5°, і при рухові н а п и л к а сліди зубців частково перекри
в а ю т ь один одного, тому на обробленій поверхні зменшується шорст
кість, п о в е р х н я стає чистішою і гладеньк*ою.
Н а п и л к и з р а ш п і л ь н о ю (точковою) н а с і ч к о ю
(рашпілі) застосовують д л я обробки д у ж е м ' я к и х металів і неметале
в и х м а т е р і а л і в — ш к і р и , гуми тощо.
Р а ш п і л ь н а (точкова) насічка утворюється в д а в л ю в а н н я м металу
с п е ц і а л ь н и м и т р и г р а н н и м и з у б и л а м и , я к і з а л и ш а ю т ь розміщені у ша
ховому п о р я д к у місткі в и ї м к и , щ о с п р и я є к р а щ о м у розміщенню
стружки.
Н а п и л к и
з д у г о в о ю н а с і ч к о ю застосовують д л я об
робки м ' я к и х металів (міді, дюралюмінію тощо). Д у г о в у
насічку
дістають ф р е з е р у в а н н я м ; вона м а є в е л и к і западини м і ж з у б ц я м и т а
дугоподібну форму, я к а забезпечує в и с о к у продуктивність і підвищує
я к і с т ь оброблюваних п о в е р х о н ь .
107
108.
§ 38. К Л А С И Ф І К А Ц І Я НАПИЛКІВЗ а п р и з н а ч е н н я м н а п и л к и поділяють н а т а к і г р у п и : з а г а л ь н о г о
п р и з н а ч е н н я ; с п е ц і а л ь н о г о п р и з н а ч е н н я ; надфілі; р а ш п і л і ; м а ш и н н і .
Н а п и л к и загального призначення служать для загальнослюсарн и х робіт. За число п насічок (зубців), що п р и п а д а ю т ь на 10 мм дов
ж и н и , н а п и л к и п о д і л я ю т ь на шість к л а с і в , а насічки мають номери
0, 1, 2, 3, 4 і 5.
До першого к л а с у н а л е ж а т ь н а п и л к и з насічками № 0 та 1 (п =
= . 4 . . . 12). ї х н а з и в а ю т ь д р а ч о в и м и . Вони мають найбільші зубці
і с л у ж а т ь д л я грубого о б п и л ю в а н н я .
До д р у г о г о к л а с у н а л е ж а т ь н а п и л к и з насічками № 2 і 3 (п = 13...
24). ї х н а з и в а ю т ь л и ч к у в а л ь н и м и і застосовують д л я чисто
го о б п и л ю в а н н я .
До третього, четвертого, п ' я т о г о і шостого к л а с і в н а л е ж а т ь н а п и л к и
з н а с і ч к а м и № 4 і 5 (п ^ 28). їх називають б а р х а т н и м и і засто
совують д л я остаточної обробки і доведення п о в е р х о н ь .
Н а п и л к и поділяють на такі типи:
п л о с к і (рис. 137, а ) , плоскі гостроносі (рис. 137, б) застосовують
д л я о б п и л ю в а н н я з о в н і ш н і х або в н у т р і ш н і х п л о с к и х п о в е р х о н ь , а та
кож пропилювання шліців і канавок;
к в а д р а т н і ( р и с 137, в) застосовують д л я р о з п и л ю в а н н я квадрат
них, п р я м о к у т н и х і багатокутних отворів, а т а к о ж д л я обпилювання
в у з ь к и х плоских поверхонь;
т р и г р а н н і (рис. 137, г) с л у ж а т ь д л я обпилювання гострих к у т і в ,
що с т а н о в л я т ь 60° і більше, як із зовнішнього боку деталі, т а к і в па
зах, отворах і к а н а в к а х , а т а к о ж д л я загострення пил по дереву;
к р у г л і ( р и с 137, д) використовують для р о з п и л ю в а н н я к р у г л и х
або о в а л ь н и х отворів та ввігнутих поверхонь невеликого радіуса;
н а п і в к р у г л і (рис. 137, є) із сегментним перерізом застосовують д л я
обробки угнутих к р и в о л і н і й н и х поверхонь в е л и к о г о радіуса і в е л и к и х
Рис. 137. Типи напилків:
а — плоский; б — плоский гостроносий; в — квадратний; г -~ тригранні; д — круглі; е — напів
круглий; в — ромбічний; ж
ножівкові
108
109.
отворів (випнутої сторони); п л о щ и н , випнутих к р и в о л і н і й н и х поверхонь і кутів б і л ь ш е 30° (плоскою стороною);
ромбічні (рис. 137, є) застосовують д л я о б п и л ю в а н н я з у б і в зубчас
тих к о л і с , д и с к і в і зірочок, д л я з н я т т я з а д и р о к з цих деталей п і с л я
обробки їх на верстатах, а т а к о ж о б п и л ю в а н н я кутів понад 15° і п а з і в ;
ножівкові (рис. 137, ж) с л у ж а т ь д л я обпилювання в н у т р і ш н і х
к у т і в , к л и н о в и д н и х к а н а в о к , в у з ь к и х п а з і в , площин у т р и г р а н н и х ,
к в а д р а т н и х і п р я м о к у т н и х о т в о р а х , а т а к о ж д л я виготовлення різаль
них інструментів і штампів.
П л о с к і , к в а д р а т н і , т р и г р а н н і , н а п і в к р у г л і , ромбічні т а н о ж і в к о в і
н а п и л к и в и г о т о в л я ю т ь з насічними і н а р і з н и м и з у б ц я м и .
Н о ж і в к о в і н а п и л к и в и г о т о в л я ю т ь л и ш е з а с п е ц і а л ь н и м замовлен
ням, а їх та ромбічні н а п и л к и л и ш е з насічками № 2, 3, 4 і 5 з а в д о в ж к и
відповідно 100...250 мм і 100...315 мм.
Н а п и л к и с п е ц і а л ь н о г о п р и з н а ч е н н я виготовляють д л я обробки
кольорових с п л а в і в , виробів з легких сплавів і неметалевих м а т е р і а л і в ,
а т а к о ж таровані та а л м а з н і .
Н а п и л к и
для
о б р о б к и
к о л ь о р о в и х
сплав.ів
на відміну в і д слюсарних з а г а л ь н о г о п р и з н а ч е н н я мають і н ш і , раціо
нальніші д л я даного к о н к р е т н о г о с п л а в у кути н а х и л у насічок і г л и б ш у
та гострішу насічку, що забезпечують високі п р о д у к т и в н і с т ь і с т і й к і с т ь
н а п и л к і в . Н а п и л к и в и п у с к а ю т ь с я л и ш е плоскими і з а г о с т р е н и м и з на
січкою № 1 і призначаються для обробки бронзи, л а т у н і , д ю р а л ю м і н і ю .
Н а п и л к и д л я обробки б р о н з и , латуні і д ю р а л ю м і н і ю мають подвій
ну насічку — в е р х н я в и к о н а н а під к у т а м и 45, ЗО^і 50°, а н и ж н я — від
повідно під кутами 60, 85 і 60°. М а р к і р у ю т ь н а п и л к и б у к в а м и ЦМ на
хвостовику.
Н а п и л к и
для
о б р о б к и
в и р о б і в
з
л е г к и х
с п л а в і в
і
н е м е т а л е в и х
м а т е р і а л і в . Н а п и л к и за
гального п р и з н а ч е н н я , що застосовуються при обробці виробів з лег
ких і м ' я к и х с п л а в і в (алюмінію, дюралюмінію, міді, бабіту, свинцю) і
неметалевих м а т е р і а л і в (пластмаси, г е т и н а к с у , текстоліту, о р г а н і ч н о г о
скла, деревини, гуми тощо), мають дрібну насічку,* тому п р и роботі
ш в и д к о з а б и в а ю т ь с я с т р у ж к о ю і в и х о д я т ь з ладу. З а с т о с о в у ю т ь напил
ки зі спеціальною д е р ж а в к о ю (рис. 138, а), що д а є змогу з а п о б і г т и
з а з н а ч е н и м недолікам. Н а п и л к и мають р о з м і р и 4 X 40 X 360 мм і на
січку у в и г л я д і дугових к а н а в о к (рис. 138, б) д л я в и х о д у с т р у ж к и п р и
значно зменшеному крокові п о р і в н я н о з драчовими н а п и л к а м и загаль
ного п р и з н а ч е н н я . П р о д у к т и в н і с т ь роботи такими н а п и л к а м и підви
щується у 2—3 рази.
Т а р о в а н і
н а п и л к и застосовують в у с і х в и п а д к а х , к о л и
потрібно п е р е в і р я т и твердість у малодоступних для а л м а з н о г о наконеч
н и к а п р и л а д у частинах виробу (бічний профіль зуба зубчастого колеса,
р і з а л ь н і леза фрези тощо) і безпосередньо в цеху б і л я робочого м і с ц я
терміста. Н а п и л к и т а р у ю т ь с я на певну твердість з а л е ж н о від твердості
109
110.
Рис. 138, Напилок для обробки виробів з легкихнеметалевих матеріалів:
сплавів і
а — загальний вигляд; б — насічка
в и р о б у . Вони в і д р і з н я ю т ь с я від відповідних нормалізованих н а п и л к і в
п і д в и щ е н о ю і стабільною я к і с т ю .
А л м а з н і н а п и л к и застосовують для обробки і доводки твердо
с п л а в н и х частин інструмента і штампів. Алмазний н а п и л о к — це ме
талевий с т е р ж е н ь з
перерізом потрібного
профілю та робочою
поверхнею, на я к у на
несено тонкий алмаз
ний ш а р . Алмазне по
к р и т т я на робочій ча
стині
виготовляють
різної зернистості д л я
попереднього та оста
точного доведення.
Надфілі. Невеликі
н а п и л к и , які назива
ються надфілями, за
стосовують
для ле
кальних,
граверних
робіт, а т а к о ж для заР и с 139. Надфілі:
а —• прямокутний тупоносий;
б— прямокутний гостроно
сий; в —• квадратний тупоно.
сий; з — тригранний тупоно
сий; д— тригранний гостро
носий; е — круглий тупоносий;
е — напівкруглий тупоносий;
ж — овальний тупоносий; з —
ромбічний тупоносий; а — но
жівковий; / — пазовий; ї —
елементи надфіля (£, — робо
ча частина, / -—довжина ру
коятки, гі — діаметр рукоят
ки, Ь — ширина профілю, Н —
товщина надфіля)
110
111.
Рис. 140. Алмазні надфіліч и щ а н н я у в а ж к о д о с т у п н и х місцях (отворах, кутах, к о р о т к и х д і л ь н и ц я х
профілів тощо).
Н а д ф і л і мають т а к у саму форму, що й слюсарні н а п и л к и (рис. 139,
а—і). В и г о т о в л я ю т ь надфілі зі сталі У 1 3 або У1 ЗА (допускається У 1 2
або У12А). Д о в ж и н а надфілів дорівнює 80, 120 і 160 мм. На робочій
частині надфіля на довжині 50, 60 і 80 мм н а н о с я т ь насічку з у б ц і в .
Н а д ф і л і мають перехресну (подвійну) насічку (див. рис. 134): основ
ну — під кутом X = 25° і додаткову — під кутом ш = 45°; в у з ь к а сто
рона надфіля має одинарну насічку (основну).
З а л е ж н о в і д кількості насічок, що припадають на кожні 10 мм дов
ж и н и , надфілі п о д і л я ю т ь на п ' я т ь типів — № 1, 2, 3, 4 і 5. З а л е ж н о
від типу надфілі мають від 20 до 112 насічок на 10 мм д о в ж и н и . На
р у к о я т ц і к о ж н о г о надфіля нанесено номер н а с і ч к и : № 1 — 2 0 . . . 4 0 ;
№ 2 — 2 8 . . . 5 6 ; № 3 , 4 і 5 — 4 0 . . . 112 насічок на 10мм д о в ж и н и .
Елементи н а д ф і л я п о к а з а н о на рис. 139, ї.
А л м а з н і
надфілі застосовують д л я обробки т в е р д о с п л а в н и х
м а т е р і а л і в , р і з н и х видів к е р а м і к и , скла,*а т а к о ж д л я доводки різаль
ного твердосплавного інструмента (рис. 140). Н а д ф і л і в и г о т о в л я ю т ь з
п р и р о д н и х і синтетичних а л м а з н и х п о р о ш к і в різної зернистості з пря
мокутною, квадратною, к р у г л о ю , н а п і в к р у г л о ю , овальною, тригран
ною, ромбічною та іншою формою поперечного п е р е р і з у . П р и обробці
надфілями поверхні мають шорсткість Яа 0,32...0,16.
Р а ш п і л і п р и з н а ч е н і д л я обробки м ' я к и х металів (свинцю, олова,
міді тощо) і неметалевих м а т е р і а л і в (шкіри, гуми, деревини, пластич
ної маси), к о л и звичайні н а п и л к и непридатні через те, що насічка їх
ш в и д к о з а б и в а є т ь с я с т р у ж к о ю і вони перестають різати. З а л е ж н о від
профілю р а ш п і л і з а г а л ь н о г о п р и з н а ч е н н я (рис. 141) п о д і л я ю т ь на плос
кі (тупоносі й гостроносі), к р у г л і й н а п і в к р у г л і з насічкою № 1 і 2,
з а в д о в ж к и 250...350 мм. З у б ц і р а ш п і л я мають великі розміри і місткі
к а н а в к и перед к о ж н и м зубцем.
Рис. 141. Рашпілі
Рис. 142, Машинні напилки
111
112.
вРис. 143. Обертові напилки:
а —борнапилки; б, в—дискові та пристрої для їх кріплення
М а ш и н н і н а п и л к и (рис. 142) (стержньові — д л я о б п и л ю в а л ь н и х
в е р с т а т і в зі зворотно-поступальним рухом) м а л и х розмірів закріплю
ють у с п е ц і а л ь н и х п а т р о н а х , а н а п и л к и середніх розмірів мають з обох
с т о р і н хвостовики т а к и х самих профілів д л я їх з а к р і п л е н н я , що й
слюсарні н а п и л к и , з т а к о ю самою насічкою, як і н а п и л к и з а г а л ь н о г о
призначення.
О б е р т о в і н а п и л к и ( б о р н а п и л к и , дискові т а пластинчасті)
застосовуються д л я о б п и л ю в а н н я й з а ч и щ а н н я п о в е р х о н ь на спеціаль
них о б п и л ю в а л ь н и х верстатах.
Б о р н а п и л к и (рис. 143, а ) — ц е фасонні г о л о в к и з н а с і ч к а м и
або ф р е з е р о в а н и м и з у б ц я м и . В и г о т о в л я ю т ь їх с у ц і л ь н и м и (з хвостови
ками) і насадними (накручують на о п р а в к у ) .
Б о р н а п и л к и мають кутову, к у л я с т у , ц и л і н д р и ч н у , фасонну та інші
форми. Н и м и о б р о б л я ю т ь фасонні п о в е р х н і .
Д и с к о в і н а п и л к и ( р и с 143, б ) застосовують д л я з а ч и щ а н н я
в і д л и в к і в , поковок, з н я т т я з а д и р о к
на з а г о с т р ю в а л ь н о м у верстаті.
Д и с к и в и г о т о в л я ю т ь діаметром 150...200 м, з а в т о в ш к и 10...20 мм.
З у б ц і — ф р е з е р о в а н і або насічені.
Д и с к и з а к р і п л ю ю т ь за допомогою пристрою (рис. 143, в).
§ 39. РУКОЯТКИ НАПИЛКІВ, д о г л я д
ЗА НАПИЛКАМИ ТА ВИБІР ЇХ
Р у к о я т к и н а п и л к і в . Щоб було з р у ч н о тримати н а п и л о к під час
роботи, на його хвостовик насаджують р у к о я т к у , виготовлену з к л е н а ,
ясена, берези, л и п и або пресованого п а п е р у (останній к р а щ е , бо не
розколюється).
112
113.
ав
г
Рис. 144. Насадження (а, б) і зняття (в, г) рукоятки напилка
П о в е р х н я р у к о я т к и має бути гладенькою, в і д п о л і р о в а н о ю , а довж и н а — в і д п о в і д а т и р о з м і р а м н а п и л к а . Р о з м і р и р у к о я т о к подано в до
відниках.
„
Д і а м е т р о т в о р у р у к о я т к и не с л і д робити більшим за ш и р и н у серед
ньої частини хвостовика н а п и л к а , а глибина отвору має відповідати дов
ж и н і х в о с т о в и к а . О т в і р .для н а п и л к а просвердлюють або в и п а л ю ю т ь .
Щоб рукоятка не розколювалася, на її кінець насаджують стальне
кільце.
Д л я н а с а д ж у в а н н я н а п и л к а його хвостовик в с т а в л я ю т ь в отвір
р у к о я т к и і, тримаючи н а п и л о к за насічену частину п р а в о ю р у к о ю ,
не д у ж е с и л ь н о у д а р я ю т ь головкою р у к о я т к и об в е р с т а к (рис. 144, а)
або молотком по р у к о я т ц і (рис. 144, б). Щ о б з н я т и р у к о я т к у з н а п и л к а ,
її міцно охоплюють лівою р у к о ю , а правою молотком н а н о с я т ь два-три
несильних у д а р и по в е р х н ь о м у к р а ю к і л ь ц я ( р и с 144, в), п і с л я чого
нап и ло к л е г к о виходить з отвору. З н я т и р у к о я т к у з н а п и л к а м о ж н а
т а к о ж за допомогою л е щ а т (рис. 144, г).
Я к відомо, д е р е в ' я н і р у к о я т к и д л я н а п и л к і в мають р я д н е д о л і к і в :
п р и н а с а д ж е н н і , н е з в а ж а ю ч и на н а я в н і с т ь металевого к і л ь ц я , часто
р о з к о л ю ю т ь с я , не з а в ж д и забезпечують щ і л ь н і с т ь н а с а д ж е н н я , в ре
зультаті чого р у к о я т к а під час роботи може з і с к о в з у в а т и , наносити
т р а в м и . К р і м того, я к щ о р у к о я т к а насаджена на н а п и л о к певного роз
м і р у , то н а с а д ж у в а т и на н а п и л о к меншого р о з м і р у її в ж е не м о ж н а ,
б о через р і з н и ц ю р о з м і р і в хвостовиків в а ж к о забезпечити щ і л ь н і с т ь
н а с а д ж е н н я . Тому на робочому місці с л ю с а р я треба м а т и всі н а п и л к и
з насадженими р у к о я т к а м и , що не з а в ж д и зручно.
Заслуговує на увагу універсальна швидкозмінна рукоятка для
н а п и л к і в з к о н і ч н и м хвостовиком (рис. 145, а). Р о з м і р хвостовика
113
114.
н а п и л к а , а відповідно,і розмір самого на
п и л к а суттєвої р о л і
не в і д і г р а ю т ь . Т о м у
на
робочому
місці
слюсаря
може бути
п'ять-шість рукояток
для насадження їх на
н а п и л к и , потрібні д л я
в и к о н а н н я даної ро
боти.
Р у к о я т к а влашто
вана так. Всередину
пластмасового корпу
са (власне р у к о я т к и )
5 з а п р е с о в а н о метале
в и й с т а к а н 3, дінцем
якого є гайки 4 з терРис. 145. Швидкозмінна (а) та довговічні (б, е) румообробленою
рІЗЬкоятки напилків
бою. У с т а к а н вміще
но п р у ж и н у 2 і втул
ку 1 з пазом. В і д о б е р т а н н я і в и п а д а н н я з р у к о я т к и в т у л к у у т р и м у є
штифт, з а г в и н ч е н и й у с т а к а н . Відносно с т а к а н а в т у л к а м о ж е м а т и
т і л ь к и п о с т у п а л ь н и й р у х . Щ о б насадити р у к о я т к у н а н а п и л о к , ї ї надя
гають на х в о с т о в и к і обертають, п р и цьому г а й к и 4 нагвинчуються на
х в о с т о в и к . Д р у г о ю точкою опори х в о с т о в и к а є в т у л к а , п р и т и с к у в а н а
п р у ж и н о ю ; п р и ч о м у п о л о ж е н н я в т у л к и в с т а к а н і з а л е ж и т ь від р о з м і р і в
хвостовика напилка.
Н а виробництві застосовують т а к о ж довговічну д е р е в ' я н у р у к о я т к у
д л я н а п и л к і в (рис. 145, б), у я к і й комбінованим свердлом з к і л ь ц е в о ю
фрезою одночасно с в е р д л я т ь отвір д л я хвостовика, н а п и л к а і в т у л к и .
В о т в і р , з р о б л е н и й к і л ь ц е в о ю фрезою, в с т а в л я ю т ь в т у л к у , виготовлену
з т р у б к и . В т у л к а з а п о б і г а є р о з к о л ю в а н н ю р у к о я т к и н а в і т ь при силь
них у д а р а х у момент з а к р і п л е н н я н а п и л к а . П і с л я т р и в а л о г о користу
в а н н я р у к о я т к о ю у р о з п р а ц ь о в а н и й отвір м о ж н а в с т а в и т и д е р е в ' я н у
п р о б к у . З о в н і на р у к о я т к у н а д я г а ю т ь ш т а м п о в а н и й к о в п а ч о к з от
вором.
І н ш а к о н с т р у к ц і я довговічної змінної р у к о я т к и з а п р о п о н о в а н а но
ватором К о з л о в с ь к и м . Р у к о я т к а с к л а д а є т ь с я з двох пластмасових ча
стин (рис. 145, в). К о р п у с — пустотілий. Ч и с л е н н і отвори у стінці кор
пуса з м е н ш у ю т ь масу р у к о я т к и і створюють п о т р і б н у в е н т и л я ц і ю , що
з а п о б і г а є п р о к о в з у в а н н ю к о р п у с а у р у ц і . У передній частині к о р п у с а
є в н у т р і ш н і й к о н у с і різьба, в я к у в г в и н ч у є т ь с я к а п р о н о в а ц а н г а .
Хвостова частина ц а н г и в и к о н а н а у формі піраміди, р о з р і з а н о ї на чо
т и р и частини, що д а є змогу п е л ю с т к а м д е ф о р м у в а т и с я відповідно до
114
115.
Рис. 146. Безпечна рукоятка напилківпрофілю х в о с т о в и к а н а п и л к а , забезпечуючи тим самим надійне затис
к у в а н н я . П і с л я в и г в и н ч у в а н н я р у к о я т к и капронові пелюстки віднов
л ю ю т ь п е р в и н н у форму.
Р у к о я т к у в и к о р и с т о в у ю т ь д л я з а к р і п л е н н я н а п и л к і в з різними
х в о с т о в и к а м и . Щ о б з а к р і п и т и р у к о я т к у на н а п и л к у , достатньо хво
с т о в и к н а п и л к а ввести до у п о р у в отвір дещо викрученої цанги і, три
маючи н а п и л о к однією р у к о ю , іншою обертати к о р п у с р у к о я т к и ,
здійснюючи тим самим з а т и с к у в а н н я .
Б е з п е ч н і в роботі н а п и л к и з р у к о я т к о ю , нагвинченою на хвостовик
(рис. 146). К о н с т р у к ц і я т а к о г о н а п и л к а дає змогу в и к о р и с т о в у в а т и
змінні полотна, що мають на двох боках різні насічки, і ш в и д к о замі
нювати їх.
С к о н с т р у й о в а н а р у к о я т к а д л я н а п и л к і в з ц и л і н д р и ч н и м и хвостови
ками (рис. 147). Вона с к л а д а є т ь с я з порожнистого гофрованого корпу
са 2, накидної г а й к и 4 з конусом, р о з р і з н и х цанг 5, 7, 8 і 9 р і з н и х
діаметрів, т р и з я к и х з н а х о д я т ь с я у корпусі р у к о я т к и , к о в п а ч к а /, що
з а к р и в а є к о р п у с р у к о я т к и , і стопорної шайби 3. Хвостовик 6 інстру
мента з а к р і п л ю є т ь с я , в п р я м о к у т н о м у п а з у стопорної ш а й б и , а пот:ім
накидною г а й к о ю з а т и с к у є т ь с я двостороння р о з р і з н а ц а н г а . Р у к о я т к а
призначена д л я з а к р і п л е н н я інструментів з хвостовиками діаметром
З, 4, 5 і 6 мм.
К о з л о в с ь к и м з а п р о п о н о в а н а р у к о я т к а д л я з а к р і п л е н н я надфілів.
Вона має з р у ч н у форму (рис. 148), в и г о т о в л я є т ь с я з пластмаси на
л и в а р н і й машині і с к л а д а є т ь с я з двох частин. Хвостовик р у к о я т к и 2
має р о з р і з н у ц а н г о в у в т у л к у з конусом, стискується при нагвинчуван
ні наконечника 1.
Рис. 147. Рукоятка для закріплення напилків з циліндрични
ми хвостовиками
115
116.
На дні отвору цангового затискача є стопорний паз д л я розмі
щ е н н я у ньому частини хвостовика
інструмента, щ о п р а ц ю є п р и скру1
2
чуючих з у с и л л я х в и к р у т к и , торцеРис. 148. Рукоятка конструкції Козвого ключа тощо. Д л я з а к р і п л е н н я
ловського для закріплення надфілів
у р у к о я т ц і інструментів з хвосто
в и к а м и меншого діаметра, н і ж діа
метр отвору к о р п у с а р у к о я т к и , остання може мати перехідну р о з р і з н у
в т у л к у , виготовлену, н а п р и к л а д , з п о л і в і н і л х л о р и д н о ї т р у б к и .
Р у к о я т к а л е г к о з н і м а є т ь с я , що дає змогу в и к о р и с т о в у в а т и її з ком
плектом надфілів.
Д о г л я д з а н а п и л к а м и . П р и роботі з н а п и л к а м и слід дотримуватися
таких правил:
оберігати н а п и л к и н а в і т ь від незначних у д а р і в , я к і м о ж у т ь по
ш к о д и т и з у б ц і ; з б е р і г а т и н а п и л к и на д е р е в ' я н и х п і д с т а в к а х у положен
ні, я к е в и к л ю ч а є д о т о р к а н н я ї х м і ж собою;
д л я з а х и с т у від корозії не д о п у с к а т и п о п а д а н н я на них в о л о г и ;
темний к о л і р свідчить, що н а п и л о к о к и с л и в с я або погано загартова
ний (нові н а п и л к и м а ю т ь світло-сірий к о л і р ) ;
оберігати н а п и л к и від з а б р у д н е н н я мастилом і наждачним пилом;
з а м а щ е н і н а п и л к и не р і ж у т ь , а к о в з а ю т ь , тому не слід протирати їх
р у к о ю , о с к і л ь к и на руці з а в ж д и є ж и р о в а п л і в к а ; н а ж д а ч н и й пил за
биває западини з у б ц і в , тому н а п и л о к погано р і ж е ;
д л я з а х и с т у в і д з а б и в а н н я с т р у ж к о ю м ' я к и х і в ' я з к и х металів на
п и л к и перед роботою н а т и р а ю т ь крейдою;
д л я у н и к н е н н я передчасного с п р а ц ю в а н н я н а п и л к і в перед обпилю
в а н н я м заготовок, поверхні я к и х покриті і р ж е ю , о с т а н н ю с л і д видали
ти м е х а н і ч н и м способом — за допомогою металевих щ і т о к або спеці
альної ш л і ф у в а л ь н о ї м а ш и н к и ;
не оброблювати н а п и л к о м м а т е р і а л и , твердість я к и х т а к а сама, як у
н а п и л к а , або перевищує її, бо це призведе до в и к р и ш у в а н н я з у б ц і в ;
п р и обробці п о в е р х о н ь з л и в а р н о ю к і р к о ю або з наклепом слід спочатку
з р у б а т и к і р к у чи н а к л е ц зубилом і л и ш е п і с л я ц ь о г о починати обпилю
вання;
застосовувати н а п и л к и л и ш е з а п р и з н а ч е н н я м ;
новим н а п и л к о м к р а щ е оброблювати спочатку м ' я к і метали, а п і с л я
д е я к о г о з а т у п л е н н я — тверді; це подовжує строк е к с п л у а т а ц і ї на
пилка;
періодично очищати н а п и л о к від с т р у ж к и ; час в і д часу постуку
в а т и носком н а п и л к а об в е р с т а к д л я о ч и щ е н н я його від о ш у р к і в .
Н а п и л о к о ч и щ а ю т ь кордовою щ і т к о ю (рис. 149, а), одна сторона
я к о ї (дротяна) с л у ж и т ь д л я в и д а л е н н я частинок металу, щ о з а с т р я г л и
у з а п а д и н а х насічки, інші (щетцнна) — д л я з а в е р ш е н н я о ч и щ е н н я .
П е р е м і щ у ю т ь щ і т к и в з д о в ж насічки.
116
117.
аб
Рис. 149. Чищення напилка:
а •— кордово^ю щіткою; б—скребачкою з м'якого металу
У ручки щ і т к и вставлено металевий с т е р ж е н ь з розплющеним к і н цем (називається прочисткою); він с л у ж и т ь д л я в и д а л е н н я тих части
нок, щ о з а л и ш и л и с я п і с л я очищення дротяною щіткою.' Я к щ о немає
щіток, то зубці н а п и л к а очищають т а к о ж с п е ц і а л ь н и м и с к р е б к а м и з
алюмінію, л а т у н і або іншого м ' я к о г о металу (рис. 149, б). Твердий
стальний чи мідний дріт д л я цього не в и к о р и с т о в у ю т ь , бо п е р ш и й псує
насічку, а д р у г и й обміднює зубці.
З а м а щ е н і н а п и л к и чистять спочатку ш м а т к о м березового в у г і л л я
(вздовж р я д і в насічки), а потім щ і т к о ю . Сильно з а м а щ е н і н а п и л к и ми
ють у гасі або бензині.
Вибір н а п и л к а . Д л я певної роботи вибирають тип н а п и л к а , його
довжину і номер насічки.
Тип н а п и л к а в и з н а ч а є т ь с я формою оброблюваної п о в е р х н і , д о в ж и
н а — ї ї розмірами. Д о в ж и н а н а п и л к а має бути н а 150 м м б і л ь ш о ю з а
р о з м і р оброблюваної п о в е р х н і . Д л я о б п и л ю в а н н я т о н к и х п л а с т и н ,
п р и п а с о в у в а л ь н и х і доводочних робіт беруть к о р о т к і н а п и л к и з дріб
ною насічкою. К о л и потрібно з н я т и в е л и к и й п р и п у с к , п р а ц ю ю т ь напил
ками з а в д о в ж к и 300...400 мм з к р у п н о ю насічкою.
Номер насічки н а п и л к а вибирають з а л е ж н о в і д виду обробки і роз
мірів п р и п у с к у / Д л я чорнової обробки застосовують драчові н а п и л к и з
117
118.
н а с і ч к о ю № 0 і 1. Н и м и знімають п р и п у с к до 1 мм. Точність обробкит а к и м и н а п и л к а м и н е з н а ч н а — 0,1...0,2 мм. Ч и с т о в у обробку викону
ють л и ч к у в а л ь н и м и н а п и л к а м и з н а с і ч к а м и № 2 і 3. На обробку лич
к у в а л ь н и м и н а п и л к а м и з а л и ш а ю т ь п р и п у с к до 0,3 мм. Вони забезпе
чують точність обробки 0,02...0,05 мм. Д л я з а в е р ш а л ь н о г о обпилюван
ня і доводки поверхні до точності 0,01...0,005 мм беруть бархатні на
п и л к и з насічками №4 і 5. Н и м и з н і м а ю т ь ш а р металу до 0,01...0,03 мм.
Т о н к і з а г о т о в к и зі сталі підвищеної твердості рекомендується об
п и л ю в а т и н а п и л к а м и з насічкою № 2. К о л и немає с п е ц і а л ь н и х напил
к і в , к о л ь о р о в і метали о б р о б л я ю т ь н а п и л к а м и з а г а л ь н о г о п р и з н а ч е н н я
з насічкою № 1. Л и ч к у в а л ь н і та б а р х а т н і н а п и л к и д л я о б п и л ю в а н н я
к о л ь о р о в и х металів непридатні.
§ 40. П І Д Г О Т О В К А ДО О Б П И Л Ю В А Н Н Я ТА ПРИЙОМИ
О Б П И Л Ю В А Н Н Я . К О Н Т Р О Л Ь ОБПИЛЯНОЇ ПОВЕРХНІ
Підготовка поверхні до обпилювання. З а г о т о в к у о ч и щ а ю т ь мета
левими щ і т к а м и в і д бруду, мастила, формової з е м л і , о к а л и н и , л и в а р н у
к і р к у з р у б у ю т ь зубилом або в и д а л я ю т ь старим н а п и л к о м .
Закріплення заготовки. О б р о б л ю в а н у з а г о т о в к у з а т и с к у ю т ь у ле
щ а т а х обпилюваною площиною г о р и з о н т а л ь н о , на 8... 10 мм в и щ е р і в н я
губок. З а г о т о в к у з обробленими п о в е р х н я м и з а к р і п л ю ю т ь , н а д я г н у в ш и
на г у б к и н а г у б н и к и з м ' я к о г о м а т е р і а л у (міді, л а т у н і , алюмінію, м'я
кої сталі).
Прийоми обпилювання. Положення корпуса в в а ж а є т ь с я правиль
ним, я к щ о м і ж плечовою і ліктьовою частинами з і г н у т о ї у л і к т і п р а в о ї
р у к и з н а п и л к о м , встановленим на г у б к и л е щ а т (вихідне п о л о ж е н н я ) ,
у т в о р ю є т ь с я кут 90° (рис. 150, а). П р и цьому к о р п у с працюючого пови
нен бути п р я м и й і розвернутим під кутом 45° до л і н і ї осі л е щ а т
(рис. 150, б),
П о л о ж е н н я н і г . Н а початку робочого ходу н а п и л к а маса
т і л а п р и п а д а є на п р а в у ногу, п р и натисканні центр в а г и переходить
на л і в у ногу. Ц ь о м у відповідає т а к а розстановка ніг: ліву в и н о с я т ь
(відводять) вперед у н а п р я м і р у х у н а п и л к а , п р а в у ногу відставляють
в і д лівої на 200...300 мм т а к , щоб середина її ступні з н а х о д и л а с я нав
проти п ' я т и л і в о ї ноги (рис. 150, в).
П р и робочому ході н а п и л к а (від себе) основне н а в а н т а ж е н н я припа
д а є на л і в у ногу, а п р и зворотному (холостому) ході — на п р а в у , тому
м ' я з и ніг поперемінно відпочивають.
П р и з н я т т і т о в с т и х ш а р і в металу натискують на н а п и л о к з в е л и к о ю
силою, тому п р а в у ногу в і д с т а в л я ю т ь в і д лівої н а з а д на п і в к р о к у і вона
у цьому разі є основною опорою. П р и слабому натискуванні на напи
л о к , н а п р и к л а д п р и доведенні або о п о р я д ж е н н і поверхні, стопи ніг
р о з м і щ у ю т ь м а й ж е поруч. Ц і роботи, я к точні, частіше в и к о н у ю т ь
сидячи.
¿1-8
119.
200J00MMРис. 150. Положення рук ( а ) , кор
пуса (б) і ніг (в) при обпилюванні
J - a
П о л о ж е н н я р у к (хватка напилка) має надзвичайно важли
ве з н а ч е н н я . Слюсар бере у п р а в у р у к у н а п и л о к за р у к о я т к у т а к , щ о б
остання в п и р а л а с я в долоню р у к и , чотири п а л ь ц і обхоплювали руко
я т к у з н и з у , а в е л и к и й п а л е ц ь був зверху ( р и с 151, а). Д о л о н ю лівої
р у к и н а к л а д а ю т ь дещо впоперек н а п и л к а на відстані 20...ЗО мм л і д
його носка. П р и цьому пальці мають бути т р о х и зігнуті, а л е не звисати
( р и с 151, б); вони не підтримують, а л и ш е п р и т и с к у ю т ь н а п и л о к .
Л і к о т ь лівої р у к и має бути т р о х и піднятим; п р а в а р у к а в і д л і к т я д о
кисті — с к л а д а т и з н а п и л к о м п р я м у л і н і ю .
К о о р д и н а ц і я з у с и л ь . П р и обпилюванні слід дотримува
ти к о о р д и н а ц і ї з у с и л ь н а т и с к у в а н н я ( б а л а н с у в а н н я ) . П о л я г а є це у
п р а в и л ь н о м у з б і л ь ш е н н і н а т и с к у в а н н я правою р у к о ю на н а п и л о к п і д
час робочого ходу при одночасному зменшенні н а т и с к у в а н н я л і в о ю
р у к о ю (рис. 152). Р у х н а п и л к а має бути горизонтальним, тому натиск
на його р у к о я т к у і носок слід змінювати з а л е ж н о в і д п о л о ж е н н я точки
опори н а п и л к а на оброблювану поверхню. П р и робочому русі н а п и л к а
натиск л і в о ю р у к о ю поступово зменшують. Регулюючи натиск на на
п и л о к , н а м а г а ю т ь с я досягти рівної о б п и л я н о ї поверхні без з а в а л і в по
краях.
П р и послабленні натиску п р а в о ю р у к о ю і посиленні лівою м о ж е ста
тися з а в а л поверхні вперед; п р и посиленні натиску правою р у к о ю та
послабленні лівою — з а в а л назад.
і
П р и т и с к у в а т и н а п и л о к до оброблюваної поверхні треба п р и робочо
му ході (від себе). П р и зворотному ході не слід в і д р и в а т и н а п и л о к в і д
оброблюваної п о в е р х н і : він має л и ш е ковзати. Ч и м грубіша обробка,
тим більше потрібне з у с и л л я при робочому ході.
119
120.
П р и чистовому обпилюванні натискувати на н а п и л о к слід значно
менше, н і ж при чорновому. П р и
цьому лівою р у к о ю натискують на
носок н а п и л к а не долонею, а л и ш е
20-.. 30 мм
великим пальцем.
О б п и л ю в а н н я
повер
х о н ь — складний
трудомісткий
процес. Н а й ч а с т і ш и м дефектом при
обпилюванні поверхонь є відхилен
а
б
ня від площинності. Працюючи на
Рис. 151. Хватка напилка правою (а)
п
и л к о м в одному н а п р я м і , в а ж к о
і лівою (б) руками
дістати плоску і чисту поверхню.
Тому н а п р я м р у х у н а п и л к а , а отже, п о л о ж е н н я ш т р и х і в (слідів на
п и л к а ) на оброблюваній поверхні слід змінювати, тобто поперемінно
з кута в кут.
Спочатку о б п и л ю в а н н я в и к о н у ю т ь зліва н а п р а в о (рис. 153, а) під
кутом ЗО...40° до осі лещат, потім, не п р и п и н я ю ч и роботи, п р я м и м штри
хом (рис. 153, б, в)\ з а в е р ш у ю т ь о б п и л ю в а н н я скісним ш т р и х о м під
тим самим кутом, а л е с п р а в а наліво (рис. 153, а). Т а к а зміна н а п р я м у
р у х у н а п и л к а забезпечує потрібні площинність та шорсткість поверхні.
К о н т р о л ь о б п и л я н о ї п о в е р х н і . Д л я контролю о б п и л я н и х повер
х о н ь застосовують перевірні л і н і й к и , ш т а н г е н ц и р к у л і , к у т н и к и і пе
ревірні плити.
П е р е в і р н у
л і н і й к у
вибирають з а л е ж н о від довжини
перевірюваної п о в е р х н і , тобто п е р е в і р н а л і н і й к а за довжиною має
п е р е к р и в а т и п е р е в і р ю в а н у поверхню.
Я к і с т ь о б п и л ю в а н н я поверхні перевірною л і н і й к о ю п е р е в і р я ю т ь
на просвіт. Д л я цього деталь з в і л ь н я ю т ь з л е щ а т і піднімають на рівень
очей; п е р е в і р н у л і н і й к у беруть п р а в о ю р у к о ю за середину, а потім
п р и к л а д а ю т ь її ребром п е р п е н д и к у л я р н о до перевірюваної поверхні.
Д л я п е р е в і р к и поверхні у всіх н а п р я м а х л і н і й к у спочатку пристав
л я ю т ь до довгої сторони у двох-трьох м і с ц я х , потім — до короткої
( т а к о ж у двох-трьох м і с ц я х ) . І, нарешті, по одній та іншій д і а г о н а л я х .
)ї
рут
Зусилля, створюване
* іІ
правою руною, поступово т f
збільшується
Т\і
Рис. 152. Координація зусиль при обпилюванні
\
Зусилля, стдорюваме
лі дою рукою, поступово
зменшується
121.
о6
Рис. 153. Обпилювання:
а — зліва направо; б, в — прямим штрихом відповідно впоперек і вздовж заготовки; г — скісним
штрихом справа наліво
Я к щ о просвіт м і ж л і н і й к о ю і перевірюваною поверхнею в у з ь к и й і
рівномірний, п л о щ и н а оброблена задовільно.
Д л я у н и к н е н н я с п р а ц ю в а н н я л і н і й к у н е слід переміщати п о
п о в е р х н і ; к о ж е н р а з ЇЇ слід піднімати і п е р е с т а в л я т и у потрібне
положення.
Тоді, к о л и п о в е р х н я має бути обпилена особливо р е т е л ь н о , точність
о б п и л ю в а н н я п е р е в і р я ю т ь з а допомогою п е р е в і р н о ї
п л и т и
на фарбу. П р и цьому н%а робочу поверхню перевірної п л и т и за допомогоїр тампона н а н о с я т ь т о н к и й рівномірний ш а р б а р в н и к а (синьки, с а ж і
або с у р и к а , розчиненого у маслі). Потім п е р е в і р н у плиту н а к л а д а ю т ь
на п е р е в і р ю в а н у поверхню ( я к щ о деталь громіздка), р о б л я т ь нею кіль
ка к р у г о в и х р у х і в , а потім знімають. На недрсить точно оброблених
(виступаючих) місцях з а л и ш а є т ь с я б а р в н и к . Ці місця обпилюють до
датково доти, поки не д і с т а н у т ь поверхню з р і в н о м і р н и м и п л я м а м и
б а р в н и к а по всій п л о щ и н і .
П а р а л е л ь н і с т ь двох п о в е р х о н ь переві
ряють
за
допомогою
штангенциркуля
(рис. 154).
§ 41. ВИДИ ОБПИЛЮВАННЯ
Обпилювання зовнішніх плоских повер
хонь починають з п е р е в і р к и п р и п у с к а на
обробку, що міг би забезпечити виготов
л е н н я деталі відповідно до к р е с л е н н я .
П р и обпилюванні п л о с к и х поверхонь
в и к о р и с т о в у ю т ь плоскі
н а п и л к и — драчовий і л и ч к у в а л ь н и й . Спочатку обпилюють
р
154 п
° д а У ш и р о к у поверхню (вона є базою,
Ю н о с т і обпІТе\тх\Твїр^
тобто вихідною поверхнею д л я подальшої
хонь штангенциркулем
12І
122.
обробки), потім д р у г у п а р а л е л ь н опершій і т. д. П р а г н у т ь того, щоб об
п и л ю в а н а п о в е р х н я з а в ж д и знаходи
лася у горизонтальному положенні.
Обпилюють перехресними ш т р и х а м и .
50
Паралельність
сторін
перевіряють
/2
ш т а н г е н ц и р к у л е м , а я к і с т ь обпилю
Рис. 155. Поверхні стальної плит
в а н н я — перевірною л і н і й к о ю в різ
ки, які мають обпилювати
них п о л о ж е н н я х (вздовж, упоперек,
по д і а г о н а л і ) .
Н и ж ч е подана послідовність о б п и л ю в а н н я поверхонь стальної
п л и т к и (рис. 155) з точністю до 0,5 мм.
Спочатку обпилюють ш и р о к і поверхні п л и т к и , д л я чого:
з а т и с к у ю т ь п л и т к у у л е щ а т а х поверхнею А догори і т а к , щ о б оброб
л ю в а н а п о в е р х н я в и с т у п а л а над г у б к а м и л е щ а т не більше н і ж на 4...
6 мм;
обпилюють поверхню А плоским драчовим н а п и л к о м ;
обпилюють поверхню А плоским л и ч к у в а л ь н и м н а п и л к о м , перевіря
ють її п р я м о л і н і й н і с т ь перевірною л і н і й к о ю ;
встановлюють п л и т к у в л е щ а т а х і з а т и с к у ю т ь поверхнею Б догори;
обпилюють п о в е р х н ю Б плоским драчовим н а п и л к о м ;
обпилюють п о в е р х н ю Б плоским л и ч к у в а л ь н и м н а п и л к о м ; переві
р я ю т ь її п р я м о л і н і й н і с т ь л і н і й к о ю , а п а р а л е л ь н і с т ь поверхні А —
штангенциркулем.
З а в е р ш и в ш и обробку ш и р о к и х п о в е р х о н ь , переходять до обпилю
в а н н я в у з ь к и х п о в е р х о н ь п л и т к и , д л я чого слід:
н а д я г н у т и на г у б к и л е щ а т н а г у б н и к и і затиснути в л е щ а т а х п л и т к у
поверхнею 4 догори;
о б п и л я т и п о в е р х н ю 4 плоским драчовим н а п и л к о м ;
обпиляти п о в е р х н ю 4 плоским л и ч к у в а л ь н и м н а п и л к о м ; перевірити
її п р я м о л і н і й н і с т ь л і н і й к о ю , а п е р п е н д и к у л я р н і с т ь до поверхні А —
кутником;
затиснути в л е щ а т а х п л и т к у поверхнею 2 догори;
о б п и л я т и п о в е р х н ю 2 плоским драчовим, а потім — л и ч к у в а л ь ц и м
н а п и л к о м ; перевірити її п р я м о л і н і й н і с т ь перевірною л і н і й к о ю , пара
л е л ь н і с т ь поверхні 4 — ш т а н г е н ц и р к у л е м , а п е р п е н д и к у л я р н і с т ь до
поверхні А — к у т н и к о м ;
затиснути в л е щ а т а х п л и т к у поверхнею 1 догори;
о б п и л я т и п о в е р х н ю / плоским драчовим н а п и л к о м за к у т н и к о м ;
о б п и л я т и п о в е р х н ю 1 плоским л и ч к у в а л ь н и м н а п и л к о м ; к у т н и к о м
перевірити її п е р п е н д и к у л я р н і с т ь до п о в е р х о н ь А і 4\
затиснути в л е щ а т а х п л и т к у поверхнею З догори;
о б п и л я т и поверхню 3 п л о с к и м ' д р а ч о в и м н а п и л к о м ; к у т н и к о м пе
р е в і р и т и її п е р п е н д и к у л я р н і с т ь сцочатку до поверхні А у потім — до
поверхні 4\
г "
А
і2
122
123.
Рис. 156, Перевіркапрямолінійності обпи
лених поверхонь:
в — накладання лекаль
ної лінійки на контрольо
вану поверхню; о, в —
способи перевірки відпо
відно на просвіт і на фар
бу; / — лекальна лінійка;
Я—контрольована поверх
ня
Свшда
$
щілина
^Деталь
з фарбою,
Ш
западино ^ л т - М
обпиляти поверхню 3 плоским личкувальним напилком; кутником
п е р е в і р и т и її п е р п е н д и к у л я р н і с т ь до інших п о в е р х о н ь ;
з н я т и з а д и р к и зі всіх ребер п л и т к и ;
остаточно перевірити усі розміри і я к і с т ь обробки п л и т к и л і н і й к о ю ,
кутником, штангенциркулем.
Л е к а л ь н і
л і н і й к и
с л у ж а т ь -для п е р е в і р к и п р я м о л і н і й
ності обпилених п о в е р х о н ь на просвіт і на фарбу. П р и п е р е в і р ц і пря
молінійності на просвіт л е к а л ь н у л і н і й к у н а к л а д а ю т ь на контрольо
в а н у поверхню (рис. 156, а) і за розміром світлової щ і л и н и (рис. 156,
б) встановлюють, в я к и х м і с ц я х е нерівності та їх р о з м і р и .
Д л я п е р е в і р к и прямолінійності н а ф а р б у н а к о н т р о л ь о в а н у п о в е р х *
ню н а н о с я т ь т о н к и й ш а р блакиті або с а ж і , розчиненої у мінерально
му маслі, потім н а к л а д а ю т ь л і н і й к у і ледь п р и т и р а ю т ь її до контрольо
в а н о ї п о в е р х н і , в р е з у л ь т а т і чого у м і с ц я х в е л и к и х в и с т у п і в ф а р б а зні
м а є т ь с я (рис. 156, в).
О б п и л ю в а н н я п о в е р х о н ь к у т н и к і в , розміщених під п р я м и м к у т о м ,
п о в ' я з а н е з підгонкою в н у т р і ш н ь о г о кута, що з у м о в л ю є певні трудно
щ і , О б р а в ш и одну з п о в е р х о н ь за базову (звичайно о б и р а ю т ь б і л ь ш у ) ,
обпилюють її начисто, а потім о б р о б л я ю т ь іншу п о в е р х н ю п і д п р я м и м
кутом до базової.
П р а в и л ь н і с т ь о б п и л ю в а н н я другої поверхні п е р е в і р я ю т ь перевір
ним к у т н и к о м , одну п о л и ц ю я к о г о п р и к л а д а ю т ь до базової п о в е р х н і
(рис. 157, а, б).
О б п и л ю в а н н я п о в е р х о н ь по в н у т р і ш н ь о м у п р я м о м у к у т у здійсню
ють т а к , щоб до іншої п о в е р х н і було з в е р н е н о р е б р о н а п и л к а , на я к о м у
немає насічки.
Н и ж ч е наведена послідовність обробки п о в е р х о н ь , с п р я ж е н и х під
р
кутом 90 , тобто послідовність в и г о т о в л е н н я к у т н и к а 90° (рио. 167, в);
т
124.
іРис, 157. Обпилювання
кутника;
а, б — перевірка якості обпи
лювання; в — заготовка; г —
закріплення заготовки
з а к р і п и т и заготовку к у т н и к а в л е щ а т а х і д е р е в ' я н о м у бруску
(рис. 157, г)\
о б п и л я т и послідовно ш и р о к і поверхні 8 і 7 спочатку п л о с к и м дра
човим, а потім — плоским л и ч к у в а л ь н и м н а п и л к о м ;
перевірити я к і с т ь о б п и л ю в а н н я перевірною л і н і й к о ю , п а р а л е л ь н і с т ь
поверхонь — к р о н ц и р к у л е м , а т о в щ и н у — ш т а н г е н ц и р к у л е м ;
з а м і н и т и д е р е в ' я н и й брусок н а г у б н и к а м и , затиснути к у т н и к обпи
леними п о в е р х н я м и ' і о б п и л я т и послідовно в у з ь к і поверхні к у т н и к а
п і д кутом 90°; для забезпечення точності обробки спочатку слід обро
бити в у з ь к у поверхню б, щоб мати п р я м и й кут м і ж нею і ш и р о к и м и по
в е р х н я м и 8 і 7; потім у т а к і й самій послідовності обробити в у з ь к у
поверхню /, п е р е в і р я ю ч и ЇЇ к у т н и к о м відносно поверхні 6\
у вершині в н у т р і ш н ь о г о кута просвердлити о т в і р 0 3 мм, а пртім
н о ж і в к о ю зробити п р о р і з до нього з а в ш и р ш к и 1 мм д л я виходу інстру
мента й з а п о б і г а н н я р о з к о л и н при з а г а р т у в а н н і ;
о б п и л я т и послідовно в н у т р і ш н і в у з ь к і поверхні 3 і 4 під кутом
р
90 , витримуючи п р и цьому п а р а л е л ь н і с т ь п о в е р х о н ь 4 і 6, а т а к о ж
поверхонь 3 і /, намагаючись, щоб в н у т р і ш н і й кут м і ж п б в е р х н я м и
З і 4 і з о в н і ш н і й м і ж п о в е р х н я м и 6 і / були п р я м и м и ;
о б п и л я т и послідовно торцеві поверхні 5 і .2, в и т р и м у ю ч и розміри
за к р е с л е н н я м (125 і 80 мм);
зняти задирки з вузьких поверхонь;
в і д ш л і ф у в а т и наждачним папером усі п о в е р х н і к у т н и к а ; на від
ш л і ф о в а н и х п о в е р х н я х не повинно бути п о д р я п и н і рисок.
Н а в е д е н а послідовність обробки к у т н и к а забезпечує площинцірть
к о ж н о ї поцеряні та п е р п е н д и к у л я р н і с т ь ребер м і ж собою і до повер
хонь (див. рис. 157, а).
Обпилювання кінця стержня на квадрат п о ч и н а ю т ь з о б п и л ю в а н н я
г р а н і У (рис. 158, а), р о з м і р п е р е в і р я ю т ь ш т а н г е н ц и р к у л е м (рн£- 158,
6
б). Потім обпилюють г р а н ь 3. Г р а н ь 2 обпилюють під кутом 90
до
граней 1 і 3. Г р а н ь 4 обпилюють у розмір до г р а н і 2.
Обпилювання циліндричних заготовок. Ц и л і н д р и ч н и й с т е р щ н ь /
(рис. 159) спочатку обпилюють на к в а д р а т II, у розмір сторін я к б г б м а є
124
125.
Рис. 158. Обпилювання кінця стержняна квадрат:
а — грані, що мають обпилювати;
вірка розміру штангенциркулем
б—пере
Рис. 159. Обпилювання' циліндричних за
готовок (І): на квадрат (II), шестигран
ник (III) і шістнадцятигранник (IV)
входити п р и п у с к на наступну обробку. Потім у к в а д р а т а о б п и л ю ю т ь
к у т и і дістають ш е с т и г р а н н и к / / / , з я к о г о о б п и л ю в а н н я м в и г о т о в л я ю т ь
ш і с т н а д ц я т и г р а н н и к IV; у процесі подальшої обробки дістають цилінд
ричний с т е р ж е н ь потрібного діаметра. Щ о б дістати чотири і в і с і м
граней, ш а р металу знімають драчовим н а п и л к о м , а шістнадцятигран
ник обпилюють л и ч к у в а л ь н и м н а п и л к о м . К о н т р о л ь о б р о б к и здійсню
ють ш т а н г е н ц и р к у л е м у к і л ь к о х м і с ц я х .
Обпилювання угнутих і опуклих (криволінійних) поверхонь. Ба
гато деталей машин мають о п у к л у або у г н у т у форму. П р и обпилюван
ні та розпилюванні к р и в о л і н і й н и х п о в е р х о н ь в и б и р а ю т ь н а й р а ц і о н а л ь ніший спосіб в и д а л е н н я зайвого металу.
В одному в и п а д к у потрібне попереднє в и п и л ю в а н н я н о ж і в к о ю ,
в іншому — в и с в е р д л ю в а н н я , у третьому — в и р у б у в а н н я тощо. Н а д т о
в е л и к и й п р и п у с к на о б п и л ю в а н н я веде до в е л и к и х витрат часу на оброб
ку, а надто малий часто призводить до б р а к у деталі.
О б п и л ю в а н н я у г н у т и х
п о в е р х о н ь . Спочатку н а
заготовці розмічають потрібні контури деталі. З н а ч н у частину м е т а л у в
даному в и п а д к у можна з н я т и в и р і з у в а н н я м н о ж і в к о ю , надавши запади
ні у заготовці форму т р и к у т н и к а (рис. 160, а, в в е р х у л і в о р у ч ) , а§о
в и с в е р д л ю в а н н я м (рис. 160, а, в в е р х у п р а в о р у ч ) . Потім н а п и л к о м обл ш щ ш т ь г р а н і , а п і в к р у г л и м драчовим н а п и л к о м спилюють в и с т у п и
до нанесеної риски. П р о ф і л ь п е р е р і з у к р у г л о г о або п і в к р у г л о г о напил
ка вибирають т а к и м , щоб його радіус був меншим, н і ж радіус обпилю
в а н о ї поверхні.
Не доходячи до риски п р и б л и з н о на 0,3...0,5 мм, д р а ч о в и й н а п и л о к
замінюють л и ч к у в а л ь н и м . П р а в и л ь н і с т ь форми р о з п и л ю в а н н я пере
в і р я ю т ь за шаблоном на просвіт, а п е р п е н д и к у л я р н і с т ь о б п и л я н о ї по
верхні до т о р ц я з а г о т о в к и — к у т н и к о м .
О б п и л ю в а н н я
о п у к л и х
п о в е р х о н ь
(обпилюван
ня носка слюсарного молотка) п о к а з а н о на рис. 160, б. П і с л я р о з м і т к и
125
126.
іуііуіа
в
Рис, 160. Обпилювання угнутих (а) та опуклих (б) поверхонь
н о ж і в к о ю з р і з у ю т ь к у т и з а г о т о в к и і вона н а б у в а є пірамідоподібної
форми. Потім за допомогою драчового н а п и л к а знімають ш а р металу,
не доходячи до р и с к и на 0,8... 1 мм, п і с л я чого л и ч к у в а л ь н и м н а п и л к о м
остаточно обережно знімають ш а р металу, що з а л и ш и в с я за рискою.
Виготовлення шпонок. П р и з м а т и ч н у ш п о н к у (рис. 161, а — - ^ в и
готовляють, виконуючи такі операції:
вимірюють на с т а л ь н і й смузі й відрізують н о ж і в к о ю заготовку пот
рібної д о в ж и н и д л я ш п о н к и згідно з к р е с л е н н я м ;
обпилюють начисто п л о щ и н у Л, потім розмічають і обпилюють по
в е р х н і 1 і 2\ п е р п е н д и к у л я р н і с т ь п е р е в і р я ю т ь к у т н и к о м ;
розмічають поверхні З і 4 згідно з к р е с л е н н я м (довжину, ш и р и н у ,
радіуси з а о к р у г л е н н я ) ;
обпилюють поверхні 3 і 4, п е р е в і р я ю ч и р о з м і р ш т а н г е н ц и р к у л е м ,
а п е р п е н д и к у л я р н і с т ь поверхонь — кутником;
о б п и л ю в а н н я м п і д г а н я ю т ь ш п о н к у д о відповідного п а з а ; ш п о н к а
м а є входити у п а з без н а т и с к у в а н н я , л е г к о і сідати щ і л ь н о , без х и т а н н я ;
обпилюють поверхню Б по висоті, витримуючи з а д а н и й розмір 16 мм.
Обпилювання тонких пластинок з в и ч а й н и м и прийомами недоцільне,
бо п р и робочому ході н а п и л к а п л а с т и н к а в и г и н а є т ь с я і в и н и к а ю т ь
«завали». Не рекомендується д л я обпилювання тонких п л а с т и н о к за
т а с к у в а т и їх м і ж двома д е р е в ' я н и м и б р у с к а м и ( п л а н к а м и ) , бо при цьо
му н а с і ч к а н а п и л к а ш в и д к о з а б и в а є т ь с я деревною та металевою струж
кою і його доводиться часто чистити.
60
Рис. 161. Виготовлення призматичної шпонки;
а — заготовка; б — розмітка; в ~ готова шпонка
126
127.
Рис. 162. Обпилювання у розсувнихрамках
Рис. 163. Обпилювання в універ
сальній намітці
З метою п і д в и щ е н н я продуктивності п р а ц і при обпилюванні тон
к и х п л а с т и н о к д о ц і л ь н о з ' є д н у в а т и (склеювати) 3...10 т а к и х п л а с т и н о к
у п а к е т и . П р и й о м и о б п и л ю в а н н я в у з ь к и х п о в е р х о н ь у пакеті ті самі,
що й при обпилюванні п л о с к и х п о ве р хо нь . Д л я з ' є д н а н н я тонких пла
стинок м о ж н а в и к о р и с т о в у в а т и спеціальні пристрої, до я к и х н а л е ж а т ь
розсувні р а м к и , намітки, копіри (кондуктори) тощо.
О б п и л ю в а н н я у р о з с у в н и х р а м к а х .
Найпрості
ш и й пристрій — це металева р а м к а 1 (рис. 162), л и ц ь о в а сторона я к о ї
ретельно оброблена і з а г а р т о в а н а до в и с о к о ї твердості. О б р о б л ю в а н у
пластину 2 з а к л а д а ю т ь по рисці в р а м к у і з а т и с к у ю т ь болтами 3.
Потім рамку затискують у л е щ а т а х і о б р о б л я ю т ь доти, поки н а п и л о к
не т о р к н е т ь с я в е р х н ь о ї п л о щ и н и р а м к и ; О с к і л ь к и ця п л о щ и н а має
в е л и к у точність, обпилювана п л о щ и н а не потребує додаткової перевір
ки за допомогою л і н і й к и .
О б п и л ю в а н н я в у н і в е р с а л ь н і й
н а м і т ц і . Уні
версальна намітка (паралелі) складається з д в о х б р у с к і в 1 ( р и с 163)
п р я м о к у т н о г о п е р е р і з у , з ' є д н а н и х м і ж собою двома н а п р я м н и м и план
ками 3. Один з брусків ж о р с т к о з ' є д н а н и й з н а п р я м н и м и п л а н к а м и , а
другий м о ж е пересуватися в з д о в ж них п а р а л е л ь н о нерухомому б р у с к у .
Спочатку в слюсарних л е щ а т а х в с т а н о в л ю ю т ь р о з с у в н у р а м к у ,
а потім з а г о т о в к у 2. П і с л я с у м і щ е н н я р о з м і ч а л ь н о ї лінії з в е р х н ь о ю
площиною р а м к и заготовку разом з план.
2
ками з а т и с к у ю т ь у л е щ а т а х і обпилюють.
\ * г ; ш ( ^
О б п и л ю в а н н я
у пл оскопа,р а л е л ь н и х
н а м і т к а х .
Найпо^ І Р у ^ 44
^
ширеніші п л о с к о п а р а л е л ь н і н а м і т к и ( р и с .
( \
164), щ о мають точно оброблені площи>^~7
К> ^
ни і виступ /, я к і дають змогу обробляти
І
\
;
п о в е р х н і , розміщені під п р я м и м кутом, без
І
к о н т р о л ю к у т н и к о м під час о б п и л ю в а н н я .
р ис> 164. Обпилювання у
На опорній п л о щ и н і 4 н а м і т к и є к і л ь к а
плоскопаралельних намітках
ІЮ^ ^
127
128.
різьбових отворів. За допомогою гвинтів до цієїплощини м о ж н а п р и к р і п и т и н а п р я м н і л і н і й к и
або к у т н и к , що дає змогу обпилювати деталі під
заданим кутом.
Оброблювану п л а с т и н к у 2 з а к л а д а ю т ь м і ж
рухомою губкою л е щ а т і площиною намітки,
Рис. 165. Обпилюван
впираючи її базову к р о м к у у виступ 1. Л е г к и м и
ня за коп і ром
у д а р а м и молотком по пластинці намітку встанов
л ю ю т ь у л е щ а т а х т а к , щоб вона л я г л а бортиком 3 на нерухому губку
лещат, п і с л я чого остаточно з а т и с к у ю т ь н а м і т к у з п л а с т и н к о ю в ле
щ а т а х і обпилюють. За допомогою намітки м о ж н а обпилювати про
фільні п л а с т и н к и з о п у к л и м и і у г н у т и м и д і л я н к а м и .
О б п и л ю в а н н я з а к о п і р о м ( к о н д у к т о р о м ) . Най
п р о д у к т и в н і ш и м є о б п и л ю в а н н я заготовок, що мають к р и в о л і н і й н и й
п р о ф і л ь , за копіром (рис. 165). К о п і р — це пристрій, робочі поверхні
я к о г о оброблені відповідно до к о н т у р а оброблюваної деталі з точністю
від 0,05 до 0,1 мм, з а г а р т о в а н і й відшліфовані.
З а г о т о в к у 2, я к у треба обпилювати, в с т а в л я ю т ь у к о п і р 1 і р а з о м
з ним з а т и с к у ю т ь у л е щ а т а х . П і с л я цього обпилюють виступаючу ча
стину з а г о т о в к и до р і в н я робочих поверхонь к о п і р а . П р и виготовленні
в е л и к о ї кількості однакових деталей з тонкого листового м а т е р і а л у
в к о п і р і м о ж н а з а к р і п л ю в а т и одночасно к і л ь к а заготовок.
Рис. 166. Обробка начисто обпиляної поверхні:
а— дерев'яний брусок з наклеєною на нього шліфувальною шнур кою і робота ним; б > - н а *
пилок зі шліфувальною шкуркою і робота ним; « — зачищення угнутої поверхні; г — обробка
круговими штрихами
129.
Обробка поверхонь. В и б і р способу обробки й послідовність переходів з а л е ж а т ь від о б р о б л ю в а н о г о м а т е р і а л у , вимог до якості поверх
ні, її стану, а т а к о ж конструкції, розмірів деталі й п р и п у с к а (0,05...
0,3 мм).
Р у ч н е з а ч и щ а н н я
о б п и л я н о ї
п о в е р х н і . Коли
потрібна висока точність обробки, поверхні п і с л я о б п и л ю в а н н я оста
точно обробляють б а р х а т н и м и н а п и л к а м и , п о л о т н я н о ю або паперовою
шліфувальною шкуркою та абразивними брусками.
П р и остаточній обробці п о в е р х о н ь користуються д е р е в ' я н и м и брус
ками з наклеєною на них ш л і ф у в а л ь н о ю ш к у р к о ю (рис. 166, а).
У д е я к и х в и п а д к а х с м у ж к у ш к у р к и н а к л а д а ю т ь на п л о с к и й н а п и л о к ,
п р и т р и м у ю ч и при роботі її кінці р у к а м и (рис. 166, б). Д л я обробки кри
в о л і н і й н и х п о в е р х о н ь ш к у р к у намотують на о п р а в к у в к і л ь к а ш а р і в
(рис. 166, в). З а ч и щ а н н я ведуть спочатку грубими ш к у р к а м и , потім
тонкими. На рис. 166, г п о к а з а н а обробка к р у г о в и м и ш т р и х а м и . Руч
не з а ч и щ а н н я -—малопродуктивна о п е р а ц і я .
§ 42. М Е Х А Н І З А Ц І Я О Б П И Л Ю В А Л Ь Н И Х Р О Б І Т
М е х а н і з а ц і я о б п и л ю в а л ь н и х робіт — один з н а п р я м і в підвищення
продуктивності праці та к у л ь т у р и виробництва. М е х а н і з а ц і я здійсню
ється в основному з а с т о с у в а н н я м ручного електричного та пневматич
ного інструмента, а т а к о ж о б п и л ю в а л ь н и х м а ш и н о к і верстатів.
Остаточну обробку здійснюють ш л і ф у в а л ь н и м и ш к у р к а м и за допо
могою с п е ц і а л ь н и х ручних м е х а н і з о в а н и х інструментів (дискових шлі
ф у в а л ь н и х м а ш и н о к ) , ручними, м е х а н і з о в а н и м и інструментами з аб
р а з и в н и м и с т р і ч к а м и або на с п е ц і а л ь н и х стрічково-шліфувальних вер
статах
Універсальні переносні м а ш и н к и . с л у ж а т ь д л я з а ч и щ а н н я та полі
р у в а н н я о б п и л я н и х поверхонь ш л і ф у в а л ь н и м и ш к у р к а м и .
Ш л і ф у в а л ь н у ш к у р к у склеюють у вигляді к і л е ц ь і з а к р і п л ю ю т ь на
еластичній основі спеціальних р о з с у в н и х головок, я к і в с т а н о в л ю ю т ь
на робочих к і н ц я х шпинделів у н і в е р с а л ь н и х е л е к т р и ч н и х і пневма
тичних м а ш и н о к .
Д л я з а к р і п л е н н я ш к у р к и у т о р ц е в і й частині о п р а в к и з інструмен
тальної сталі п р о р і з у ю т ь ш л і ц , в я к и й в в о д я т ь к і н е ц ь полотна ш к у р к и .
Потім ш к у р к у намотують на о п р а в к у , п і с л я 1,5...2 обертів к і н е ц ь шкур
ки з а в е р т а ю т ь і хвостовиком н а п и л к а п р и т и с к у ю т ь до т о р ц я о п р а в к и .
Т а к и м чином ш к у р к а буде надійно з а к р і п л е н а на о п р а в ц і .
Електричний напилок к о н с т р у к ц і ї С у д а к о в и ч а (рис. 167) призна
чений для в и к о н а н н я р і з н о м а н і т н и х с л ю с а р н и х і с к л а д а л ь н и х робіт.
Д о в ж и н а ходу н а п и л к а дорівнює 12 мм, число п о д в і й н и х ходів на хви
л и н у — 1500, п о т у ж н і с т ь е л е к т р о д в и г у н а — 120 Вт, робоча н а п р у г а —
127 і 220 В.
Н а п и л о к п р а ц ю є т а к . Н а т и с к а ю ч и на к н о п к у 7, в м и к а ю т ь електро
д в и г у н 6. О б е р т а н н я ротора е л е к т р о д в и г у н а через зубчасту п а р у 5
5 4-1664
129
130.
Рис. 168. Універсальна шліфувальна машинка С-475 (а), обробка круглими напилками (б) і фрезами-шарошками (в)
передається колінчастому в а л у 4, на к р и в о ш и п н у ш и й к у я к о г о наса
д ж е н о шатун 3. П р и обертанні вала ш а т у н дістає зворотно-поступаль
ний рух, я к и й передається через шток н а п и л к у /, з а к р і п л е н о м у в пат
роні 2.
Особливістю цього н а п и л к а є те, що його приводний механізм виго
товлений з двома ш а т у н а м и , один з я к и х з ' є д н а н и й ш а р н і р н о з напил
ком, а інший — з балансиром 8, причому к р и в о ш и п колінчастого ва
л а привода р о з м і щ е н о т а к , щ о поступальному переміщенню н а п и л к а
в одному н а п р я м і відповідає п е ре мі ще ння б а л а н с и р а у зворотному.
З а в д я к и т а к і й к о н с т р у к ц і ї д о с я г а є т ь с я взаємне п о г а ш е н н я інерційних
сил, в и к л и к а н и х зворотно-поступальним рухом н а п и л к а і б а л а н с и р а ,
та п о д о л а н н я вібрації інструмента п р и його роботі.
В и к о р и с т а н н я е л е к т р о н а п и л к а підвищує п р о д у к т и в н і с т ь , п р а ц і
п р и б л и з н о в п ' я т ь р а з і в п о р і в н я н о з п р о д у к т и в н і с т ю п р и використан
ні ручного.
Механізовані ручні обпилювальні машинки з інструментами, що
обертаються, т и п у д р і б н и х ф р е з ' і , 5 . . . 2 5 мм застосовуються ш и р о к о .
130
У н і в е р с а л ь н а
ш л і ф у в а л ь н а
м а ш и н к а
з гнуч
ким в а л о м і п р я м о ю ш л і ф у в а л ь н о ю головкою, що працює від асинхрон
ного т р и ф а з н о г о е л е к т р о д в и г у н а / (рис. 168, а ) , має ш п и н д е л ь , до яко
го п р и к р і п л ю ю т ь гнучкий вал 2 з д е р ж а в к о ю 3 д л я з а к р і п л е н н я робо
чого інструмента. М а ш и н к а має змінні прямі й кутові г о л о в к и . З м і н н і
д е р ж а в к и д а ю т ь змогу здійснювати о б п и л ю в а н н я та ш л і ф у в а н н я у
в а ж к о д о с т у п н и х м і с ц я х і під різними кутами.
О б п и л ю в а н н я к р у г л и м и н а п и л к а м и п о к а з а н о на рис. 168, б, а
прийом обробки ф р е з а м и - ш а р о ш к а м и — на рис. 168, в.
Подібної к о н с т р у к ц і ї м а ш и н к и м о ж у т ь бути й підвісними (рис, 169),
що з р у ч н о для в и к о р и с т а н н я їх на робочому місці с л ю с а р я .
Обпилювальні в е р с т а т и . Застосовують два типи о б п и л ю в а л ь н и х
верстатів — зі зворотно-поступальним та обертальним рухом, най
частіше з гнучким валом (верстати типу О З В ) . На верстатах п е р ш о г о
ти п у в и к о р и с т о в у ю т ь н а п и л к и різного профілю з в е л и к о ю й д р і б н о ю
насічкою.
В о б п и л ю в а л ь н и х верстатах д л я обробки з а г а р т о в а н и х деталей
(штампів тощо) застосовують с п е ц і а л ь н и й а л м а з н и й і н с т р у м е н т .
Верстати з гнучким валом та н а п и л к а м и , що о б е р т а ю т ь с я , о с о б л и в о
зручні при виготовленні ш т а м п і в , прес-форм, металевих моделей т о щ о .
О б п и л ю в а л ь н і верстати бувають пересувні й с т а ц і о н а р н і .
П е р е с у в н и й
о б п и л ю в а л ь н о - з а ч и с н и й
вер
с т а т О З В (рис. 170) має с т о я к 1 з в и л к о ю 2, в я к і й з а к р і п л е н о елек
т р о д в и г у н 5 з кнопковим пультом. Шарніри 3 д а ю т ь змогу повертати
е л е к т р о д в и г у н з у к р і п л е н о ю на ньому головкою 4 у з р у ч н е д л я
роботи п о л о ж е н н я . Інструмент з а к р і п л ю ю т ь у п а т р о н і , змонтова
ному на кінці гнучкого в а л а 6. Він дістає о б е р т а л ь н и й р у х .
Верстат О З В має т а к і пристрої: інструментотримач № 1 зі з м і н н и м и
ц а н г а м и д л я з а к р і п л е н н я інструмента з хвостовиком 0 6, 8 і 16 мм;
інструментотримач № 2 д л я з а к р і п л е н н я інструмента з к о н у с н и м
хвостовиком № 0 і 1; п о л і р у в а л ь н у головку, п р и з н а ч е н у д л я шліфу
в а н н я , п о л і р у в а н н я (рис. 171) і з н я т т я з а д и р о к ; пістолет, я к и й
5*
131.
Рис. 169. Обпилювально-зачисна підвісна машинка.*У—робочий інструмент; 2 — тримач для інструмента; 3— елек*
тродвигун; 4 — гнучкий вал
Рис. 170. Пересувний обпилювально-зачисний верстат ОЗВ .
Гничкии
вал
Набір фігурно*
напипків„
і абразивних
головок
перетворює обертальний рух гнучкого вала в поступальний рух інстру
мента; напилок і ножівкове полотно; абразивний брусок або шабер.
До верстата О З В додають великі напилки, пальцьові фрези, аб
разивні ш л і ф у в а л ь н і головки 8...42 мм, повстяні, гумові та інші полі*
рувальні головки 6...35 мм; свердла, розвертки, з е н к і в к и тощо.
Верстат О З В у нормальному виконанні має чотири частоти обер
т а н н я інструмента — від 760 до 3603 об/хв. П о т у ж н і с т ь електродвигу
на 0,52 кВт, частота обертання 1405 об/хв.
Стаціонарний обпилювально-зачисний верстат (рис. 172, а) має ста
нину /, на я к і й з а к р і п л е н о стояк 4 з нишкнім З, верхнім 5 кронштейнами
і штоком 6. Ступінчастий шків 2 (закритий кожухом) дає змогу ре
гулювати швидкість руху н а п и л к а . Оброблювану деталь 8 (рис. 172, б)
з а к р і п л ю ю т ь на поворотному столі 9. Встановлення стола на потрібний
кут досягається за допомогою гвинта 10.
Хвостовик н а п и л к а 7 з а к р і п л ю ю т ь гвин
том 12 у верхньому
кронштейні 5 і
верхній
кронштейн
опускають;
при
цьому нижній кінець н а п и л к а має увійти
у конусне заглиблення нижнього крон
штейна 3.
П р а в и л ь н і с т ь встановлення н а п и л к а м і ж
верхнім і нижнім кронштейнами переві
ряють кутником. У в е р т и к а л ь н е п о л о ж е н н я
н а п и л о к встановлюють за допомогою гвин
тів, що є у верхньому кронштейні. П у с к
1
Р и с 171. Робота поліруз у п и н к у верстата здійснюють натискуванвальною головкою
ням ha педаль 11.
132
132.
О"
5
Рис. 172. Стаціонарний обпилювально-зачисний верстат
П р и обробці деталей, я к і не потребують високої точності, ці
верстати з а б е з п е ч у ю т ь підвищення продуктивності праці у 4...5 ра
зів п о р і в н я н о з ручною обробкою. На них м о ж н а о б р о б л я т и д е т а л і
різної форми — к р у г л і , т р и г р а н н і , квадратні тощо, а т а к о ж п о в е р х н і ,
розміщені під різними кутами. Н а п и л к и до верстата бувають р і з н и х
п е р е р і з і в з конічним загостренням на к і н ц і .
Стаціонарними обпилювальними верстатами не м о ж н а о б р о б л я т и
у важкодоступиих місцях. Тоді застосовують переносні е л е к т р и ч н і
та пневматичні машинки.
Стрічково- т а п л о с к о ш л і ф у в а л ь н і в е р с т а т и . Ш л і ф у в а н н я а б
р а з и в н о ю
с т р і ч к о ю . О б р о б к а здійснюється а б р а з и в н и м и
стрічками, що мають паперову або т к а н и н н у основу, на т в а р и н н и х
або синтетичних к л е я х .
Ш л і ф у в а н н я здійснюється або при вільному н а т я г у в а н н і с т р і ч к и ,
або п р и т и с к а н н я м її контактним р о л и к о м , чи підкладною плитою.
Н а й п о ш и р е н і ш і контактні р о л и к и , покриті гумою або п о л і м е р а м и .
П р и підвищенні твердості контактного р о л и к а інтенсивність зні
м а н н я металу з б і л ь ш у є т ь с я , а шорсткість обробленої поверхні по
г і р ш у є т ь с я . Тверді контактні р о л и к и застосовують д л я п о п е р е д н ь о ї
обробки, м ' я к і — д л я остаточної.
П е р и ф е р і я контактного р о л и к а може мати г л а д е н ь к у або перерив
часту (рифлену) поверхню. Н а я в н і с т ь рифленої поверхні п і д в и щ у є
р і з а л ь н у властивість стрічки, а о т ж е , і з н я т т я металу с т р і ч к а м и . На
я в н і с т ь на поверхні обода р и ф л е н ь , що утворюють на робочій гіоверхні
133.
стрічки кишені д л я з б и р а н н яметалевого пилу і відходів шлі
фування,
сприяє
збільшенню
строку с л у ж б и с т р і ч к и .
П е р е в а г и ш л і ф у в а н н я абра
зивною стрічкою:
підвищене з н я т т я металу зав
д я к и б і л ь ш і й р і з а л ь н і й поверхні
стрічки і вільному р і з а н н ю ;
проста й недорога конструк
ція верстата й інструмента;
незначні витрати часу на за
міну с т р і ч к и ;
безпека роботи на т а к и х вер
статах;
Рис. 173. Стрічково-шліфувальний вер
м о ж л и в і с т ь в а р і ю в а н н я рі
стат
з а л ь н и м и властивостями стрічки
Рис. 174. Обпилювальний верстат з без
підбором твердості або форми
конечною стрічкою
контактного р о л и к а .
С т р і ч к о в о - ш л і ф у в а л ь н и й
в е р с т а т . Н а рис, 173
наведено п р и н ц и п і а л ь н у схему верстата з безконечною а б р а з и в н о ю
с т р і ч к о ю , в якому обертання від електродвигуна 1 пасовою переда
чею 2 передається в а л и к у з ведучим роликом. Б е з к о н е ч н а а б р а з и в н а
с т р і ч к а 4, до я к о ї п р и т и с к у є т ь с я деталь 5, п р о х о д и т ь через р о л и к «З,
ведений 6 і н а т я ж н и й 7 р о л и к и .
О б п и л ю в а л ь н и й
в е р с т а т з
безконечною стрічкою
(рис. 174) всередині основи 5 має е л е к трод ви г у н, редуктор і п р и в о д н и й
ш к і в обпилювальної стрічки, а н а т я ж н и й ш к і в р о з м і щ у є т ь с я у верх
ньому кронштейні 1. О б п и л ю в а л ь н а безконечна с т р і ч к а має ш и р и н у
від 6 до 12 мм і м о ж е р у х а т и с я зі швидкістю від 25 до 54 м/с. Д л я об
п и л ю в а н н я поверхні деталь встановлюють на стіл 4 і п р и т и с к у ю т ь до
стрічки 3 р у к о я т к о ю 2. Верстат п у с к а ю т ь у роботу к н о п к о ю 5.
Ш л і ф у в а н н я
ш л і ф у в а л ь н и м
к р у г о м (рис. 17В, а).
Ш л і ф у в а л ь н и й к р у г має пористе тіло, що с к л а д а є т ь с я з в е л и к о ї кількос
ті дрібних зерен, сполучених між собою к л е й к о ю речовиною — з в ' я з к о ю .
П р о ц е с ш л і ф у в а н н я п о л я г а є в тому, що обертовий ш л і ф у в а л ь н и й
к р у г , стикаючись з металом гострими г р а н я м и а б р а з и в н и х зерен,
знімає з поверхні заготовки ш а р металу (рис. 175, б).
В и б і р
ш л і ф у в а л ь н о г о
круга.
Марка,
зазначена
на торцевій частині к р у г а , є його технічною х а р а к т е р и с т и к о ю . За мар
к у в а н н я м м о ж н а визначити, я к и м заводом та з я к о г о а б р а з и в н о г о ма
т е р і а л у виготовлено к р у г , я к і його зернистість, твердість, з в ' я з к а ,
структура, форма й розміри, а т а к о ж найбільша колова швидкість.
Д а н і позначені б у к в а м и , цифрами, словами й р о з м і щ у ю т ь с я у певній
послідовності (рис. 176).
134
134.
Рис. 175. Схеми обробки периферією шліфувального круга (а) і робота абразивного
зерна (б):
1 — зв'язка; 2 — пори; 3 -- зерно; 4 — заготовка:
б •— торець круга; 6 — периферія круга
Рис. 176. Маркірування шліфувального круга
* Абразивний матері а л ^ л і я ш ш ^ Завод-виготовлювач
Твердість
\ Структуро
Зв'язка
Висота
Форма
внутрішній діаметр
Зовнішній діаметр
Колова швидкість
В и б і р ш л і ф у в а л ь н о г о к р у г а з а л е ж и т ь від властивостей оброб
л ю в а н о г о м а т е р і а л у , р е ж и м у ш л і ф у в а н н я , вимог, що с т а в л я т ь с я до
шорсткості й точності оброблюваних заготовок.
П о в е р х н і , оброблювані ш л і ф у в а н н я м , м о ж у т ь бути циліндричними
(круглими), п л о с к и м и , гвинтовими, фігурними (профільними). Най
поширеніше плоске й к р у г л е ш л і ф у в а н н я .
П л о с к о ш л і ф у в а л ь н и й
в е р с т а т
ЗБ71М
(рис. 177) п р и з н а ч е н и й д л я ш л і ф у в а н н я площин периферією к р у г а .
Верстат с к л а д а є т ь с я з т а к и х складових одиниць: станини 2, стола 7,
к о л о н к и 12, ш л і ф у в а л ь н о ї б а б к и 13. Крім того, верстат має пристрої
З, 4 і 5, за допомогою я к и х здійсню
ються відповідно в е р т и к а л ь н е пере
м і щ е н н я ш л і ф у в а л ь н о ї бабки, пере
к л ю ч а н н я магнітної плити 8 і ручне
п е р е к л ю ч а н н я поперечної подачі сто
ла, а т а к о ж маховичок 6 ручного
п о з д о в ж н ь о г о пе р ем і ще н н я стола, мік
рометричну в е р т и к а л ь н у подачу / / ,
важіль / реверсування
поперечної £
подачі та п р и с т р і й 10 для відсмокту
в а н н я аб р ази вн о го пилу п р и шліфу
в а н н і . Л і м б в е р т и к а л ь н о ї ручної по
дачі к р у г а має ціну поділки 0,01 мм.
Автоматична в е р т и к а л ь н а подача
шліфувального
круга
відбувається
від гідропривода при реверсуванні
поперечної подачі стола. У верхню
частину к о л о н к и 12 вмонтована г а й к а
д л я здійснення в е р т и к а л ь н о г о перемі-
Рис. 177. Плоскошліфувальний
верстат ЗБ71М
135
135.
щен'ня ш л і ф у в а л ь н о ї бабки 13. Шліфувальна
бабка
має шпиндель,
вмонтований електродвигун і меха
нізм в е р т и к а л ь н о г о переміщення.
Ш л і ф у в а л ь н и й круг, встановлений
на ш п и н д е л і , з а к р и т о к о ж у х о м 9.
Основним а б р а з и в н и м інстру
ментом є ш л і ф у в а л ь н и й к р у г фор
ми ПП з розмірами 250 X 75 X
25 мм.
П р и частоті обертання
ш п и н д е л я 2800 об/хв забезпечуєть
ся колова ш в и д к і с т ь к р у г а близь
ко ЗО м/с. Стіл 7 верстата, переРис. 178. Поперечно-стругальний вер- міщуючись по напрямних станини 2 у здійснює зворотно-поступаль
ний рух, я к и й м о ж н а забезпечити
т а к о ж в р у ч н у від м а х о в и ч к а 6 і
автоматично — від гідрбпривода 14.
За один оберт м а х о в и ч к а стіл переміщується на 15 мм. Зворотно-посту
п а л ь н и й рух стола стає головним рухом подачі й регулюється від 0
до 20 м/с. Поперечна подача стола здійснюється в р у ч н у р у к о я т к о ю 5
ходового гвинта.
З а г о т о в к и при шліфуванні з а к р і п л ю ю т ь за допомогою електромаг
нітної плити 5, я к у встановлюють і надійно фіксують на столі 7 верста
та. Р о з м і р д з е р к а л а плити 450 X 200 мм.
Контурне травлення деталей є одним з в и с о к о п р о д у к т и в н и х методів
обробки, що замінює слюсарне о б п и л ю в а н н я . Метод п о л я г а є в глибоко
му т р а в л е н н і на д е т а л я х (з алюмінію, його с п л а в і в , зі сталі й т и т а н у )
тих д і л я н о к , щ о п і д л я г а ю т ь обпилюванню. Інші д і л я н к и п о в е р х н і
з а х и щ а ю т ь с я стійкими хімічними п о к р и т т я м и . Т р а в л е н н я здійснюють
у розчині (400...420 г каустичної соди р о з ч и н я ю т ь у 1 л води, н а г р і т о ї
до 75...80 °С). Д е т а л і попередньо обезжирюють.
К о н т у р н е т р а в л е н н я застосовують д л я обробки в а ж к о д о с т у п н и х
місць, в у з ь к и х щ і л и н , фасонних в и р і з о к , с п і р а л ь н и х к а н а в о к тощо.
Точність обробки п р и контурному т р а в л е н н і д о с я г а є ± 0 , 0 5 мм,
а висота гребенів (нерівностей) — 1,25...2,5 мкм, що в и к л ю ч а є до
даткове зачищання.
Стругальні верстати п о д і л я ю т ь на у н і в е р с а л ь н і та с п е ц і а л і з о в а н і .
До у н і в е р с а л ь н и х н а л е ж а т ь поперечно- і п о з д о в ж н ь о - с т р у г а л ь н і ,
а т а к о ж довбальні верстати. У с л ю с а р н і й справі застосовують пере
в а ж н о поперечно-стругальні верстати. Вони ви к ори стову ю ть ся д л я
обробки м а л о г а б а р и т н и х деталей, що мають г о р и з о н т а л ь н і , вертикаль
ні та похилі п о в е р х н і .
Поперечно-стругальний а е р с т а т 7Б-35 (рис. 178) має такі основні
частини:
136
136.
с т а н и н а 6 — масивний чавунний виливок, що має всередині ребрай перегородки д л я міцності та жорсткості; всередині станини розмі
щені привод верстата, коробка швидкостей та к у л і с н и й механізм;
повзун 5 — чавунний пустотілий в и л и в о к , що
пересувається
по в е р х н і х г о р и з о н т а л ь н и х н а п р я м н и х с т а н и н и ; д л я забезпечення міц
ності всередині повзуна розміщені ребра ж о р с т к о с т і ; від плавності та
точності переміщення повзуна по напрямних з а л е ж и т ь я к і с т ь обробки;
с уп о р т 4 з різцетримачем. З, в я к о м у з а к р і п л ю ю т ь р і з е ц ь , у перед
ній частині по вз у н а;
стіл 2 з а к р і п л ю є т ь с я на передній стінці с т а н и н и і підтримується
кронштейном.
Рух різця у напрямі заготовки, при якому знімається стружка,
називається р о б о ч и м х о д о м , а рух у зворотному н а п р я м і ,
коли робота н е з д і й с н ю є т ь с я , — х о л о с т и м х о д о м .
З а г о т о в к у з а к р і п л ю ю т ь на столі верстата за допомогою з а т и с к н и х
пристроїв — м а ш и н н и х поворотних л е щ а т і к р і п и л ь н и х п р и с т р о ї в
(прихватів, у п о р і в , опорних п і д к л а д о к ) .
Р і з ц і вибирають з а л е ж н о в і д виду обробки деталей: д л я с т р у г а н н я
п л о щ и н — п р о х і д н і , д л я п і д р і з у в а н н я уступів і торців — п і д р і з н і ,
д л я р о з р і з у в а н н я заготовок н а частини, п р о р і з у в а н н я к а н а в о к , п а з і в
та в и ї м о к — п р о р і з н і - в і д р і з н і . Д л я чорнового с т р у г а н н я застосову
ють п р о х і д н и й з і г н у т и й різець, а
д л я чистового — р і з е ц ь з ледь
заокругленою вершиною.
П р и встановленні р і з ц я у різцетримач поворотну частину супорта
по лімбу встановлюють у нульове п о л о ж е н н я .
Ш а р з р і з у в а н о г о металу обирають з а л е ж н о від п р и п у с к а на оброб
к у . П і д чистове с т р у г а н н я з а л и ш а ю т ь припуск на обробку не б і л ь ш
як 0,5...2 мм і працюють з м а л и м и подачами.
Підготовка до роботи:
встановити поворотну частину супорта у нульове п о л о ж е н н я ;
поворотом р у к о я т к и супорт перемістити вверх н а с т і л ь к и , щ о б
виліт р і з ц я був м і н і м а л ь н и м — це забезпечує
н а й б і л ь ш у жорст
кість р і з ц я ;
встановити р і з е ц ь у р і з ц е т р и м а ч ;
відрегулювати д о в ж и н у Ь (мм) ходу п о в з у н а щодо оброблюваної
заготовки за формулою Ь = Ь г + 1 у де Ь х — д о в ж и н а с т р у г а н о ї по
верхні, мм; / — перебіг р і з ц я , мм (20...30); д о в ж и н а ходу п о в з у н а
регулюється переміщенням п а л ь ц я к у л і с відносно центра к у л і с н о г о
механізму;
вибрати р е ж и м обробки — ш в и д к і с т ь , глибину р і з а н н я , подачу
(за довідником); п р и чистовому струганні з а с т о с о в у в а т и н а й м е н ш у
подачу, щоб дістати поверхню з шорсткістю 40...20/? а ;
встановити р і з е ц ь на потрібну глибину р і з а н н я за лімбом гвинта
супорта (ціну п о д і л к и лімба в и з н а ч а ю т ь д і л е н н я м к р о к у гвинта на
число поділок лімба).
137
137.
П р я м о л і н і й н і с т ь обробленоїповерхні
перевіряють лекальною
л і н і й к о ю , а розміри — ш т а н г е н ц и р к у л е м з величиною відліку за но
ніусом 0,05 або 0,1 мм.
П р и роботі на с т р у г а л ь н о м у верстаті слід с у в о р о дотримуватися
вимог безпеки: має бути виключена м о ж л и в і с т ь з а х о п л е н н я одягу
рухомими частинами верстата, заготовкою, різцем; затискні пристрої
верстата мають забезпечувати надійне з а к р і п л е н н я заготовки; пра
цювати слід в о к у л я р а х (для захисту очей від попадання с т р у ж к и ) ,
а в и д а л я т и с т р у ж к у — л и ш е щіткою, гачком або совком; не можна
замірювати деталі на працюючому верстаті; не можна залишати працю
ючий верстат без н а г л я д у ; робоче місце і проходи мають бути чистими,
не з а х а р а щ е н і матеріалами, пристроями, готовими виробами тощо.
Д е ф е к т и . Н а й ч а с т і ш и м и дефектами при обпилюванні є т а к і :
нерівності поверхонь (горби) і з а в а л и к р а ї в з а г о т о в к и як результат
1
невміння користуватися напилком;
в м ' я т и н и або п о ш к о д ж е н н я поверхні заготовки у результаті не
п р а в и л ь н о г о з а т и с к у в а н н я її у л е щ а т а х ;
неточність розмірів обпиляної заготовки внаслідок неправильної
розмітки, з н я т т я надто великого або малого ш а р у металу, а т а к о ж
неправильності в и м і р і в або неточності вимірювального інструмента;
задири, подряпини на поверхні деталі, що в и н и к а ю т ь в результаті
недбалої роботи і
застосування
неправильно
підібраного
на
пилка.
Б е з п е к а п р а ц і . П р и обпилювальних роботах слід в и к о н у в а т и
такі вимоги безпеки:
п р и обпилкЬванні заготовок з гострими к р а я м и не можна підгинати
пальці лівої р у к и під напилок при зворотному ході;
с т р у ж к у , що утворюється в процесі о б п и л ю в а н н я , треба змітати
з верстата волосяною щіткою; категорично заборонено скидати с т р у ж к у
голими р у к а м и , здувати її або в и д а л я т и стиснутим повітрям;
при роботі слід користуватися л и ш е н а п и л к а м и з міцно насадже
ними р у к о я т к а м и ; з а б о р о н я є т ь с я п р а ц ю в а т и н а п и л к а м и без р у к о я т о к
1
або н а п и л к а м и з надтріснутими, розколотими р у к о я т к а м и .
Р о з д і л X . СВЕРДЛІННЯ
§ 43. З А Г А Л Ь Н І В І Д О М О С Т І . С В Е Р Д Л А
З а г а л ь н і в і д о м о с т і . С в е р д л і н н я м н а з и в а є т ь с я утворення
з н я т т я м с т р у ж к и отворів у суцільному матеріалі за допомогою рі
з а л ь н о г о інструмента — свердла, я к о м у надають обертального та
поступального р у х у відносно йогб осі.
С в е р д л і н н я застосовують:
138.
Рис. 179. Свердла:а, б — спіральні; в — з прямими канавками; г — перове; д — спеціальне;
е — однокромочне з внутрішнім відведенням стружки для глибокого
свердління; є — двокромочне для глибокого свердління; ж — для кіль
цевого свердління; з — центровочне
щ о б зробити невідповідальні отвори невисокого ступеня ТОЧНОСТІ
й значної шорсткості, н а п р и к л а д під к р і п и л ь н і болти, з а к л е п к и ,
ш п и л ь к и тощо;
зробити отвори під н а р і з а н н я різьби, р о з в і р ч у в а н н я та зенкеру
вання.
Р о з с в е р д л ю в а н н я м
називається
збільшення
розміру
отвору в суцільному матеріалі, я к е дістали л и т т я м , ш т а м п у в а н н я м ,
к у в а н н я м чи іншими способами.
Свердлінням та р о з с в е р д л ю в а н н я м можна зробити отвори з точністю
до 10-го, а в окремих в и п а д к а х — д о 11-го квалітету та ш о р с т к і с т ю
поверхні і?2 320...80. К о л и потрібна вища я к і с т ь поверхні отвору,
його (після свердління) додатково зенкерують і розвертають.
Точність свердління в окремих випадках може бути підвищена
з а в д я к и ретельному регулюванню верстата, п р а в и л ь н о загостреному
свердлу або свердлінням через спеціальний п р и с т р і й — к о н д у к т о р .
С в е р д л а бувають різних видів (рис. 179, а—з).
їх в и г о т о в л я ю т ь
з ш в и д к о р і з а л ь н и х , легованих та вуглецевих сталей, а т а к о ж осна
щують п л а с т и н к а м и з твердих сплавів.
Д л я свердління
отворів
найчастіше
застосовують
спіральні
свердла.
С п і р а л ь н е с в е р д л о (рис. 179, а , б ) — д в о з у б и й (дволезовий) р і з а л ь н и й інструмент. Він має дві основні частини — робочу та
хвостовик. Робоча частина свердла, в свою чергу, має ц и л і н д р и ч н у
(калібруючу) та р і з а л ь н у частини. На циліндричній частині є дві
гвинтові к а н а в к и , розміщені одна проти одної. їх п р и з н а ч е н н я —
відводити с т р у ж к у з отвору, що просвердлюється, під час роботи
свердла. К а н а в к и н а свердлах мають с п е ц і а л ь н и й профіль, я к и й
1)39
139.
Хвостовий ШийнаРізальна
частина
[Робоча /частина
Напрямна стрічна
й
Нанавна
Хвостовий Шийна
Різальна
частина
\По8ідець І Робоча частина
6
Нцт при
вершині
Рис. 180. Спіральні свердла (а, б) та елементи свердла (в)
забезпечує п р а в и л ь н е у т в о р е н н я р і з а л ь н и х кромок свердла і потрібний
п р о с т і р для виходу с т р у ж к и (рис. 180).
Ф о р м а к а н а в к и і кут н а х и л у со м і ж напрямом осі свердла і дотичною
до с т р і ч к и мають бути т а к и м и , щоб, не послаблюючи перерізу з у б а ;
з а б е з п е ч у в а л и с я достатній с т р у ж к о в и й простір і л е г к е відведення
с т р у ж к и . О д н а к свердла (особливо малого діаметра) зі з б і л ь ш е н н я м
к у т а н а х и л у гвинтової к а н а в к и послаблюються. Тому в с в е р д л а х
м а л о г о діаметра цей кут буде меншим, а в свердлах більших діаметрів —
б і л ь ш и м . К у т н а х и л у гвинтової к а н а в к и свердла становить 18...45°.
Д л я с в е р д л і н н я сталі застосовують свердла з кутом н а х и л у к а н а в к и
18...30°, д л я к р и х к и х металів ( л а т у н ь ,
бронза) — 22...25°, л е г к и х
і в ' я з к и х м е т а л і в — 40...45°, при обробці алюмінію, д ю р а л ю м і н і ю
та е л е к т р о н у — 45°.
З а л е ж н о від н а п р я м у гвинтових к а н а в о к с п і р а л ь н і свердла поді
л я ю т ь на п р а в і ( к а н а в к а н а п р я м л е н а за гвинтовою л і н і є ю з підйо
мом з л і в а н а п р а в о , свердло під час роботи о б е р т а є т ь с я проти годин
никової стрілки) і л і в і ( к а н а в к а н а п р я м л е н а з а гвинтовою л і н і є ю
з підйомом с п р а в а наліво, о б е р т а н н я відбувається за годинниковою
с т р і л к о ю ) . Л і в і свердла застосовують р і д к о .
Розміщені в з д о в ж гвинтових к а н а в о к дві в у з ь к і с м у ж к и на ци
л і н д р и ч н і й поверхні свердла н а з и в а ю т ь с т р і ч е ч к а м и . Вони слу
ж а т ь д л я з м е н ш е н н я тертя свердла о б стінки отвору, н а п р я м л я ю т ь
свердло в отвір і с п р и я ю т ь тому, щоб свердло не з м і щ у в а л о с я вбік.
Свердла 0 0,25.,.0,5 мм в и г о т о в л я ю т ь без с т р і ч е ч к и .
З м е н ш е н н я т е р т я свердла о б . с т і н к и п р о с в е р д л ю в а н о г о отвору
д о с я г а є т ь с я т а к о ж тим, щ о робоча частина с в е р д л а м а є з в о р о т н и й
140
140.
конус, тобто діаметр свердла в р і з а л ь н і й частині більший, н і ж на іншому к і н ц і , біля хвостовика. Р і з н и ц я цих діаметрів становить 0 , 0 3 . . .
0,12 мм на к о ж н і 100 мм д о в ж и н и свердла. В свердлах, о с н а щ е н и х
п л а с т и н к а м и з твердих с п л а в і в , зворотна конусність становить 0 , 0 3 . . .
0,15 мм на довжині пластинки.
З у б — це виступаюча з н и ж н ь о г о к і н ц я частина свердла, що м а є
різальні кромки.
З у б свердла має с п и н к у — заглиблена частина його з о в н і ш н ь о ї
поверхні і з а д н ю п о в е р х н ю — торцева поверхня зуба н а спі
л ь н і й частині.
П о в е р х н я к а н а в к и , що сприймає тиск с т р у ж к и , називається п е р е д н ь о ю п о в е р х н е ю . Л і н і я перетину передньої т а задньої
поверхонь утворює р і з а л ь н у к р о м к у , а л і н і я перетину з а д н і х
поверхонь — п о п е р е ч н у
к р о м к у (її розмір дорівнює в се
редньому 0,13 мм діаметра свердла).
Р і з а л ь н і кромки сполучаються м і ж собою н а серцевині ( с е р ц е
в и н а — т і л о робочої частини м і ж к а н а в к а м и ) короткою поперечною
кромкою. Д л я більшої міцності свердла серцевина поступово потов
щ у є т ь с я від поперечної к р о м к и до к і н ц я к а н а в о к (до х в о с т о в и к а ) .
Кут м і ж р і з а л ь н и м и к р о м к а м и (кут 2ф при вершині свердла)
суттєво в п л и в а є на процес р і з а н н я . П р и його збільшенні п і д в и щ у є т ь с я
міцність свердла, але одночасно р і з к о з р о с т а є з у с и л л я подачі. З і
зменшенням к у т а при вершині р і з а н н я п о л е г ш у є т ь с я , але послаблю
ється р і з а л ь н а частина свердла.
З н а ч е н н я цього кута (град) в и б и р а ю т ь з а л е ж н о від твердості оброб
люваного м а т е р і а л у :
Чавун і сталь
Стальні поковки та загартована сталь
Лагунь і м'яка бронза . . . . . . .
М'яка мідь
Алюміній, бабіт, електрон
Силумін
Магнієві сплави
Ебоніт, целулоїд
Мармур та інші крихкі матеріали .
Органічне скло
Пластмаси
116...118
125
130...140
125
130... 140
90... 100
110...120
80...90
90... 100
70
50...60
Н а р и с . 181 п о к а з а н о к а н а в к и , р і з а л ь н а к р о м к а т а к у т и с п і р а л ь н о г о
свердла. П е р е д н я п о в е р х н я зуба (клина) свердла утворюється спі
р а л ь н о ю к а н а в к о ю , з а д н я — боковою поверхнею к о н у с а . Геометричні
п а р а м е т р и р і з а л ь н о ї частини свердла п о к а з а н о на рис. 182 (див. пе
р е р і з N — УУ).
П е р е д н і м к у т о м у н а з и в а ю т ь кут м і ж поверхнею р і з а н н я
(обробленою поверхнею) і дотичною до передньої поверхні.
Н а я в н і с т ь переднього кута полегшує врізанню інструмента, с т р у ж к а
к р а щ е в і д д і л я є т ь с я й м о ж л и в е природне с х о д ж е н н я . .
ш
141.
Зі з б і л ь ш е н н я м передньогокута поліпшуються умови роботи
Канадка
інструмента, п і д в и щ у є т ь с я його
в и т р и в а л і с т ь і з м е н ш у є т ь с я зу
Стрічка
с и л л я р і з а н н я . Р а з о м з тим по
І*
слаблюється т і л о р і з а л ь н о ї час
тини інструмента, я к е може лег
ко викришуватися,
ламатися;
Передня \
поверхня .
п о г і р ш у є т ь с я відведення тепло
Поперечна/''
ти, що призводить до ш в и д к о г о
кромка '
{перемичка)
н а г р і в а н н я і в т р а т и твердості
?мич«о) ЛГ2{
свердла.
Тому
для
кожного
а
інструмента п р и й н я т о певні зна
Рис. 181. Канавки, різальні кромки та
чення переднього кута. Перед
кути спірального свердла
ній кут має менше з н а ч е н н я при
обробці т в е р д и х і міцних м а т е р і а л і в , а т а к о ж при меншій міцності
і н с т р у м е н т а л ь н о ї сталі. В даному в и п а д к у для з н я т т я с т р у ж к и по
трібні більші з у с и л л я і р і з а л ь н а частина інструмента має бути міц
н і ш о ю . П р и обробці м ' я к и х , в ' я з к и х м а т е р і а л і в передні кути беруть
більшими.
З а д н і й
к у т а — ц е кут н а х и л у задньої поверхні, утвореної
дотичними до задньої та оброблюваної поверхонь. З а д н і й кут с л у ж и т ь
д л я з м е н ш е н н я тертя задньої поверхні об оброблену поверхню.
П р и надто малих кутах а підвищується т е р т я , з б і л ь ш у є т ь с я сила
р і з а н н я , інструмент с и л ь н о н а г р і в а є т ь с я , з а д н я поверхня ш в и д к о
с п р а ц ь о в у є т ь с я . П р и надто в е л и к и х задніх кутах послаблюється ін
струмент, п о г і р ш у є т ь с я відведення теплоти.
Спинна зуба
Різальні
промни
Різальні
промни
Кут нахилу
поперечної
промни
Передня
поверхня
Задній
кут
Рис. 182. Геометричні
с-вердла
142
параметри
різальної
частини
спірального
142.
Передні та задні кути свердла в різних точках р і з а л ь н о ї к р о м к имають різне з н а ч е н н я : для точок, розміщених ближче до з о в н і ш н ь о ї
п о в е р х н і свердла, передній кут більший і, н а в п а к и , я к щ о на периферії
свердла (зовнішній діаметр) він має найбільше з н а ч е н н я (25...30°),
то в міру н а б л и ж е н н я до вершини зменшується до з н а ч е н н я , б л и з ь к о г о
до н у л я .
З н а ч е н н я заднього кута свердла, як і переднього, змінюється
д л я р і з н и х точок р і з а л ь н о ї к р о м к и : д л я точок, розміщених б л и ж ч е до
зовнішньої поверхні свердла, задній кут менший, а д л я точок, роз
міщених б л и ж ч е до ц е н т р а , — більший.
Кут
з а г о с т р е н н я ß утворюється перерізом передньої т а
задньої по вер хо н ь. З н а ч е н н я кута загострення ß з а л е ж и т ь від вибра
них значень переднього й заднього кутів, о с к і л ь к и а + ß + 7 ' =
= 90°.
Х в о с т о в и к и в с п і р а л ь н и х свердлах м о ж у т ь бути конічними
та циліндричними. Конічні хвостовики мають свердла 0 6...80 мм.
Ці хвостовики утворюються конусом Морзе. Свердла з ц и л і н д р и ч н и м и
хвостовиками в и г о т о в л я ю т ь діаметром до 20 мм (хвостовик є продов
ж е н н я м робочої частини свердла).
Свердла з конічним хвостовиком встановлюють безпосередньо *
в отвір ш п и н д е л я верстата (або через перехідні в т у л к и ) . Вони утри
муються з а в д я к и тертю м і ж хвостовиком і стінками конічного о т в о р у
ш п и н д е л я . Свердла з циліндричним хвостовиком
закріплюють у
шпинделі верстата за допомогою с п е ц і а л ь н и х п а т р о н і в . На к і н ц і
конічного хвостовика є л а п к а (див. рис. 179, б), я к а не дає змоги сверд
лу провертатися у шпинделі та с л у ж и т ь упором при видаленні свердла
з гнізда. У свердел з ц и л і н д р и ч н и м хвостовиком є поводок (див.
рис. 179, а), я к и й с л у ж и т ь д л я додаткової передачі к р у т н о г о моменту
с в е р д л у від ш п и н д е л я .
Ш и й к а свердла, щ о сполучає робочу частину з хвостовиком,
має менший діаметр, н і ж діаметр робочої частини; вона с л у ж и т ь д л я
виходу а б р а з и в н о г о к р у г а у процесі ш л і ф у в а н н я , на ній п о з н а ч е н і
м а р к а свердла та м а т е р і а л . ,
Спіральні свердла в и г о т о в л я ю т ь з вуглецевої і н с т р у м е н т а л ь н о ї
(У10А), легованої, хромокремнистої (9ХС) та ш в и д к о р і з а л ь н о ї (Р6М5)
сталей. Д л я виготовлення свердел все ш и р ш е застосовують металоке
рамічні тверді с п л а в и В К 6 , В К 8 і Т І 5 К 6 , але найрозповсюдженіші
с п і р а л ь н і с в е р д л а із ш в и д к о р і з а л ь н о ї сталі.
С в е р д л а , о с н а щ е н і
п л а с т и н к а м и
з
т в е р д и х
с п л а в і в (рис. 183, а , б), ш и р о к о застосовуються п р и свердлінні
й р о з с в е р д л ю в а н н і чавуну, з а г а р т о в а н о ї сталі, пластмас, с к л а , мар
м у р у та інших твердих м а т е р і а л і в .
У п о р і в н я н н і зі свердлами, виготовленими з і н с т р у м е н т а л ь н и х
вуглецевих сталей, вони мають з н а ч н о меншу д о в ж и н у робочої час
т и н и , б і л ь ш и й діаметр серцевини і менший к у т н а х и л у г в и н т о в о ї
1.43
143.
к а н а в к и . Ц і свердла м а ю т ьв и с о к у с т і й к і с т ь і забезпе
чують високу п р о д у к т и в н і с т ь
праці.
І с н у є к і л ь к а типів свердел
б
конус морзе
0 5...30 мм, оснащених плас
тинками з .твердих сплавів
т и п у В К . К о р п у с цих свердел
в и г о т о в л я ю т ь зі сталей Р 9 ,
в
9ХС, 40Х, Р6М5 і 45ХС.
Р и с 183. Свердла, оснащені пластинками з
С в е р д л а
з
гвин
твердого сплаву, з гвинтовими ( а ) , прями
т о в и м и
к а н а в к а м и
ми (б) канавками і каналами для охолод
забезпечують з н а ч н о к р а щ и й
ної рідини (в)
вихід
стружки
з
отворів,
особливо п р и свердлінні в ' я з к и х металів. Ц е д о с я г а є т ь с я з а в д я к и
тому, що на д о в ж и н і 1,5...2,0 діаметра свердла к а н а в к а п р я м а , а далі,
до хвостової частини свердла — гвинтова.
С в е р д л а
з п р я м и м и
к а н а в к а м и застосовують при
свердлінні отворів у к р и х к и х м е т а л а х . Вони простіші у виготовленні,
а л е д л я с в е р д л і н н я глибоких отворів ці свердла застосовувати не мож
на, бо з а т р у д н ю є т ь с я в и х і д с т р у ж к и з отвору.
С в е р д л а
зі
с к і с н и м и
к а н а в к а м и
застосовують
д л я с в е р д л і н н я неглибоких о т в о р і в , бо д о в ж и н а к а н а в о к у них д у ж е
м а л а , тобто не забезпечує виходу с т р у ж к и .
С в е р д л а з о т в о р а м и для п і д в е д е н н я охолод
н о ї р і д и н и д о р і з а л ь н и х кромок (рис. 183, в ) с л у ж а т ь д л я сверд
л і н н я глибоких отворів у н е с п р и я т л и в и х у м о в а х . Ці свердла мають
п і д в и щ е н у стійкість,
бо охолодна
рідина,
що
подається
під
2
т и с к о м 1...2 М П а (10...20 кгс/см ) у простір м і ж з о в н і ш н ь о ю поверх
нею свердла і стінками отвору, забезпечує о х о л о д ж е н н я р і з а л ь н и х
кромок та полегшує видалення стружки.
Свердло з а к р і п л ю ю т ь у спеціальному патроні, я к и й забезпечує
підведення охолодної рідини до отвору у хвостовій частині свердла.
Ці свердла особливо ефективні при роботі з ж а р о м і ц н и м и матеріа
лами.
П р и свердлінні отворів свердлами з н а с к р і з н и м и к а н а в к а м и ре
ж и м р і з а н н я підвищують у 2...З р а з и , а стійкість інструмента — у 5...
6 разів.
Свердління т а к и м способом здійснюють на с п е ц і а л ь н и х верстатах
у с п е ц і а л ь н и х п а т р о н а х (рис. 184).
Т в е р д о с п л а в н і
м о н о л і т н і
с в е р д л а
призначені
д л я обробки ж а р о м і ц н и х сталей.
Свердла з твердого с п л а в у В К 1 5 М застосовують д л я роботи на
с в е р д л и л ь н и х , а зі с п л а в у В К 1 0 М — на т о к а р н и х металообробних
верстатах.
144
144.
верста/паРис. 184. Свердління з під
веденням охолодної рідини
до різальних кромок свердла
Шанг
Рис.
185.
свердла:
ЦентровочнІ
о «- без запобіжного конуса; б —
із запобіжним конусом
К о р п у с и т в е р д о с п л а в н и х свердел в и г о т о в л я ю т ь зі сталей Р 6 М 5 ,
9ХС, 40Х і 4 5 Х . У свердлах п р о р і з у ю т ь паз під п л а с т и н к у з твердого
с п л а в у , я к у з а к р і п л ю ю т ь мідним або л а т у н н и м припоєм.
К о м б і н о в а н і
свердла (свердло-зенківка, свердло-розвертка,
свердло-мітчик) застосовують д л я одночасного с в е р д л і н н я й зен
к у в а н н я , с в е р д л і н н я й р о з в і р ч у в а н н я або с в е р д л і н н я й н а р і з у в а н н я
різьби.
Ц е н т р о в о ч н І свердла с л у ж а т ь д л я виготовлення центрових
отворів
у р і з н и х з а г о т о в к а х . їх р о б л я т ь без з а п о б і ж н о г о к о н у с а
( р и с 185, а) а б о з ним ( р и с 185, 6).
П е р о в і
свердла найпростіші у в и г о т о в л е н н і . ї х застосовують
д л я с в е р д л і н н я невідповідальних отворів діаметром до 25 мм (головним
чином ступінчастих та фасонних отворів у твердих п о к о в к а х та вилив
к а х ) . С в е р д л і н н я , я к п р а в и л о , здійснюють т р і с к а ч к а м и т а ручними
дрилями.
Ці свердла в и г о т о в л я ю т ь з і н с т р у м е н т а л ь н и х вуглецевих ст?лей
У10, У12, У10А і У12А, частіше — зі ш в и д к о р і з а л ь н о ї сталі РбіМ5.
Рис. 186. Перові свердла:
а -— двостороннє; б — одностороннє
145
145.
П е р о в е свердло має форму л о п а т к и з хвостовиком. Й о г о р і з а л ь н ачастина трикутної форми з кутами п р и вершині 2ф = 118... 120° і зад
нім кутом а = 10...20°.
Перові свердла п о д і л я ю т ь на двосторонні (рис. 186, а) та односто
ронні (рис. 186, б); поширеніші двосторонні. К у т з а г о с т р е н н я одно
стороннього перового свердла д л я сталі беруть у м е ж а х 75...90°,
а д л я к о л ь о р о в и х металів — 45...60°. К у т з а г о с т р е н н я двостороннього
перового свердла дорівнює 120... 135°.
Перові свердла не д о п у с к а ю т ь високих швидкостей р і з а н н я й
непридатні д л я с в е р д л і н н я в е л и к и х отворів, бо с т р у ж к а не відводиться,
а обертається разом зі свердлом і ш к р я б а є п о в е р х н ю отвору. У процесі
роботи свердло т у п и т ь с я , з н о ш у є т ь с я і в t p a ч a є р і з а л ь н і властиво
сті; крім того, його відводить у бік від осі отвору.
§ 44. ЗАГОСТРЕННЯ СПІРАЛЬНИХ С В Е Р Д Е Л
П р и свердлінні свердло, щ о з а т у п и л о с я , д у ж е ш в и д к о нагрі
в а є т ь с я . П р и необережному поводженні свердло з і ш в и д к о р і з а л ь н о ї
сталі Р 6 М 5 може н а г р і т и с я н а с т і л ь к и , що станеться в і д п у с к сталі й
свердло буде непридатним д л я роботи (перепал свердла). П р и сверд
л і н н і навіть не д у ж е твердих м а т е р і а л і в потрібний підвищений осьо
в и й тиск на тупе свердло, що п р а ц ю є , щоб воно в р і з а л о с я у метал. П р и
свердлінні текстоліту
й г е т и н а к с у в і д б у в а є т ь с я надмірне н а г р і в а н н я
свердла, що м о ж е призвести до його п е р е п а л у .
Щ о б підвищити с т і й к і с т ь р і з а л ь н о г о інструмента й дістати чисту
п о в е р х н ю отвору, п р и свердлінні металів та с п л а в і в застосовують
т а к і охолодні р і д и н и :
Просвердлюваний
матеріал
Сталь
Чавун
Мідь
Алюміній
Дюралюміній
Силумін
Гума, ебоніт, фібра
Рекомендована
охолодна рідина
Мильна емульсія або
мастил
Мильна емульсія або
Мильна емульсія або
Мильна емульсія або
^Мильна емульсія, гас
лом
Мильна емульсія або
Обробка всуху
суміш мінерального й жирних
обробка всуху
суріпне масло
обробка всуху
з касторовим або суріпним мас
суміш спирту зі скипидаром
П о ч а т о к с п р а ц ю в а н н я свердла м о ж н а в и я в и т и з а д у ж е с к р и п л я ч и м
з в у к о м . Д о с в і д ч е н и й робітник безпомилково за з в у к о м і н к о л и вста
новлює момент, коли свердло починає з а т у п л ю в а т и с я .
П р и роботі
с п р а ц ь о в а н и м свердлом температура р і з к о зростає і свердло ще більше
с п р а ц ь о в у є т ь с я , розбиваючи о т в і р . Види с п р а ц ю в а н н я свердел пока
з а н о на р и с . 187.
Як п р а в и л о , свердла загострюють ц е н т р а л і з о в а н о «у с п е ц і а л ь н и х
м а й с т е р н я х з а т о ч н и к и , о д н а к і слюсар повинен добре з н а т и п р а в и л а
146
146.
з а г о с т р е н н я і п р и потребі вміти заточити (довести) свердло в р у ч н у
на простому з а т о ч у в а л ь н о м у вер
статі.
З а г о с т р е н н я в и к о н у ю т ь у захи
сних о к у л я р а х ( я к щ о на верстаті
немає п р о з о р о г о е к р а н а ) вручну та
ким чином. Л і в о ю р у к о ю т р и м а ю т ь
свердло за робочу частину якомога
б л и ж ч е до р і з а л ь н о ї частини (ко
нуса), а правою охоплюють хвосто
вик, злегка притискуючи різальну
к р о м к у свердла до бокової поверх
ні ш л і ф у в а л ь н о г о круга (рис. 188,
а, б). Потім п л а в н и м рухом п р а в о ї
р у к и , не відводячи свердло від кру
га, повертають ЙОГО н а в к о л о СВОЄЇ
Рис. 187. Види спрацювання свердла
осі і, витримуючи п р а в и л ь н и й на^
хил і з л е г к а натискуючи на свердло, загострюють задню поверхню.
З а г о с т р е н н я п р о в о д я т ь з о х о л о д ж е н н я м , періодично з а н у р ю ю ч и кі
нець інструмента у водно-содовий розчин. Загострене свердло доводять
на бруску. П р и цьому слідкують за тим, щоб р і з а л ь н і к р о м к и були
п р я м о л і н і й н и м и , мали од на к ов у д о в ж и н у і були загострені під одна
ковими кутами.
К у т з а г о с т р е н н я суттєво в п л и в а є на р е ж и м р і з а н н я , с т і й к і с т ь сверд
ла і отже, на продуктивність.
Свердла з р і з а л ь н и м и к р о м к а м и різної д о в ж и н и або з р і з н и м и
кутами їх н а х и л у свердлитимуть отвори більшого діаметра, . тому
при загостренні с п і р а л ь н о г о свердла д л я с в е р д л і н н я сталі слід робити
кут при в е р ш и н і , що дорівнює 116... 118°.
П р и перезагостренні с п і р а л ь н и х свердел, особливо я к щ о це здійс
нюється в р у ч н у , з б і л ь ш е н н я діаметра отвору через неточність за
гострення може досягти н е п р и п у с т и м о г о з н а ч е н н я . З цієї п р и ч и н и
с п і р а л ь н і с в е р д л а загострюють в р у ч н у л и ше у тих в и п а д к а х , к о л и
їх діаметр не п е р е в и щ у є 10 мм. Свердла б і л ь ш и х діаметрів загострю
ють л и ш е на с п е ц і а л ь н и х (заточувальних) верстатах.
Я к і с т ь з а г о с т р е н н я свердел п е р е в і р я ю т ь с п е ц і а л ь н и м и ш а б л о н а м и
з в и р і з а м и . Ш а б л о н з т р ь ома в и р і з а м и (рис. 189) дає з м о г у . п е р е в і р и т и
д о в ж и н у р і з а л ь н о ї к р о м к и , кут з а г о с т р е н н я , а т а к о ж кут н а х и л у
поперечної к р о м к и .
Н а й д о с к о н а л і ш о ю к о н с т р у к ц і є ю д л я в и м і р ю в а н н я елементів рі
зальних
інструментів є п р и л а д , що с к л а д а є т ь с я з двох д и с к і в , я к і
о б е р т а ю т ь с я на осі (рис. 190, а—в). Д о с т о ї н с т в о п р и л а д у — це уні
в е р с а л ь н і с т ь , що дає змогу вимірювати кути загострення й
елементи
різних
різальних
інструментів — свердел,
зубил,
147.
Рис. 188. Загострювання різальних кромоксвердла:
а — положення свердла в руках; б — відносно шлі
фувального круга
Рис. 189. Шаблон з трьо
ма вирізами для перевір
ки якості
загострення
свердла
к р е й ц м е й с е л і в . З а с т о с у в а н н я його не потребує виготовлення великої
кількості с п е ц і а л ь н и х шаблонів, прискорює процес контролю.
Форма з а г о с т р е н н я впливає на стійкість с п і р а л ь н о г о свердла і
ш в и д к і с т ь припустимого д л я нього р і з а н н я . Свердла зі звичайним
з а г о с т р е н н я м мають р я д недоліків: передній кут — змінний за дов
ж и н о ю р і з а л ь н о ї к р о м к и (до того ж біля перемички він набуває від'єм
ного з н а ч е н н я ) ; у д у ж е в а ж к и х умовах працює перехідна частина
свердла (від конуса до ц и л і н д р а ) , бо в ній діють найбільші навантажен
н я . П р и цьому погіршується відведення теплоти.
Д л я п о л і п ш е н н я умов роботи свердел застосовують с п е ц і а л ь н і
види загострення (табл, 1).
а
б
Рис. 190. Перевірка приладом елементів різального інструмента:
а — кута прн в е р ш и н і ; б — к у т а з а г о с т р е н н я ; « — к у т а н а х и л у п о п е р е ч н о ї к р о м к и
148.
1. Види загострення сверделВид загострення
Призначення і характеристика
Одинарне (нормальне) — Н
Для свердел діаметром до 12 мм
Д л я свердел універсального застосування при об
робці сталі, стального литва, чавуну. Кут за
гострення 2ф — відповідно до оброблюваного ма
теріалу.
Одинарне з підгострениям пе
ремичок — НП
Д л я обробки стального литва з ов ^ 50 МПа з
незнятою кіркою. Підгострення перемички змен
шує її довжину, що поліпшує умови різання
Одинарне з ііідгостренням пе
ремички і стрічки — Н П Л
Для свердел діаметром від 12 до 80 мм
Для обробки сталі, стального литва з ов >
> 50 МПа зі знятою кіркою, чавуну з незня
тою кіркою. Підгострення стрічки до ширини
0,1...0,2 мм на довжині 3...4 мм зменшує тертя
у найбільш напруженій ділянці свердла й по
ліпшує умови різання
Подвійне з підгострениям пе
ремичок — д п
Д л я обробки стального литва з a ß > 5 0 МПа
і чавуну з незнятою кіркою. Загострення під
двома к у т а м и — 2 ф = 116... 118°, додатковий кут
2 ф = 70...75° (на довжині 0,2 діаметра). Збіль
шується довжина різальної кромки, зменшуєть
ся товщина стружки, поліпшується відведення
теплоти, значно збільшується стійкість
Подвійне з підгострениям пе
ремички і с т р і ч к и — Д П Л
Д л я свердел універсального застосування при
обробці стального литва з ов > 50 МПа і чаву
ну зі знятою кіркою
За методом Жирова
Крім основного загострення з кутом, що дорів
нює 118°, два додаткових кута: на довжині
0,2d — 70° і на довжині 0,l5d — 55°. Підгост
рениям прорізується перемичка. Рекомендується
для обробки крихких матеріалів
149
149.
§ 45. РУЧНЕ ТА М Е Х А Н І З О В А Н Е СВЕРДЛІННЯС в е р д л і н н я здійснюється в основному на с в е р д л и л ь н и х верстатах.
К о л и деталь неможливо встановити на верстат або к о л и отвори розмі
щені у в а ж к о д о с т у п н и х м і с ц я х , їх с в е р д л я т ь за допомогою коловоро
тів, т р і с к а ч о к , д р и л і в , ручних е л е к т р и ч н и х і пневматичних свердлиль
них м а ш и н о к .
Т р і с к а ч к а застосовується д л я ручного с в е р д л і н н я отворів в е л и к и х
діаметрів (до ЗО мм), а т а к о ж д л я с в е р д л і н н я отворів у незручних міс
ц я х , к о л и не м о ж н а застосовувати с в е р д л и л ь н и й верстат, електричну
або пневматичну с в е р д л и л ь н у м а ш и н к у .
Т р і с к а ч к а має ш п и н д е л ь 2 (рис. 191), я к и й входить у в и л к у 6
р у к о я т к и 7. На одному кінці ш п и н д е л я є отвір для з а к р і п л е н н я сверд
ла 1, на іншому н а р і з а н а п р я м о к у т н а різьба. На неї н а к р у ч у є т ь с я дов
га г а й к а 4 У я к а з а к і н ч у є т ь с я центром 5. Д л я свердління за допомогою
т р і с к а ч к и застосовують скобу 9, я к а дає змогу встановлювати тріскач
ку у певному положенні. О б е р т а л ь н и й рух здійснюється х р а п о в и м
колесом З, я к е н а г л у х о з а к р і п л е н е на ш п и н д е л і . Собачка 8 при поворо
ті р у к о я т к и на невеликий кут. у п и р а є т ь с я в зуб храпового колеса і
повертає його, а разом з ним і ш п и н д е л ь на той самий кут. П р у ж и н а
весь час притискує собачку до храпового колеса.
Ч е р г у ю ч и поворот р у к о я т к и на 1/3... 1/4 оберта то в один, то в ін
ш и й бік, здійснюють обертання ш п и н д е л я , я к и й повертається лише
в одну сторону. У з в ' я з к у з тим, що р у к о я т к а має достатню д о в ж и н у
(300...400 мм), значною мірою полегшується з у с и л л я робочого руху.
П о д а ч а на один оберт свердла становить 0,1 мм.
Ручний д р и л ь (рис. 192) застосовують д л я с в е р д л і н н я отворів, діа
метром до 10 мм. На шпинделі 1 встановлено конічне зубчасте коле
со 5, я к е м о ж н а сполучати з конічним колесом 3. Тоді при обертанні
в а л а 2 р у к о я т к о ю ш п и н д е л ь 1 матиме одну частоту, о б е р т а н н я , а при
сполученні зубчастого колеса 7
7
із зубчастим колесом 6 та обер
т а н н і р у к о я т к и 5 — іншу; тому
такий дриль називається д в о ш в и д к і с н и м .
Свердління
ручним д р и л е м в и к о н у ю т ь
на
низьких і високих підставках,
затиснувши деталь у лещатах.
Прийоми тримання дриля при
цьому р і з н і .
С в е р д л і н н я
на
ни
з ь к і й
п і д с т а в ц і отвору
0 6... 10 мм потребує з н а ч н о мен
шого тиску на д р и л ь , ніж сверд
Рис. ¿91 Тріскачка
л і н н я н а в и с о к і й підставці. П р и
150.
Рис. 192. Ручний дриль:1 — шпиндель; 2 — вал; З, 6,
7,8 — зубчасті колеса; 4 —
упор; 5 — рукоятка
свердлінні на н и з ь к і й підставці (рис. 193, а) д р и л ь тримають правою
р у к о ю за р у к о я т к у о б е р т а н н я , лівою — за нерухому р у к о я т к у , а
грудьми в п и р а ю т ь с я у н а г р у д н и к . Р у к о я т к у обертають п л а в н о , без
р и в к і в . Д р и л ь тримають строго в е р т и к а л ь н о , без р о з х и т у в а н н я , і н а к ш е
свердло може з л а м а т и с я .
С в е р д л і н н я н а в и с о к і й п і д с т а в ц і отвору 0 2...
4 мм (рис. 193, б), як п р а в и л о , в и к о н у ю т ь на верстаку і на відміну
від с в е р д л і н н я на н и з ь к і й підставці натискують на д р и л ь не грудьми,
а л і в о ю рукою, я к о ю беруть за н а г р у д н и к ; правою р у к о ю т р и м а ю т ь
р у к о я т к у о б е р т а н н я . З л е г к а натискуючи на нагрудник, здійснюють
пробне з а с в е р д л ю в а н н я . Я к щ о отвір розміщено п р а в и л ь н о , посилюють
н а т и с к у в а н н я лівою рукою на нагрудник і продовжують свердлити
до к і н ц я . П р и цьому не допускають п о х и т у в а н н я інструмента, щоб
не з л а м а т и свердло.
С в е р д л і н н я
д е т а л е й , з а т и с н утих
у
л е щ а т а
в е р т и к а л ь н о , при горизонтальному положенні д р и л я (рис. 193, в )
а
6
б
Рис. 193. Свердління ручним дрилем:
а — на низькій підставці; б — на високій підставці в лещатах; в — у лещатах при горивонтальному розміщенні дриля
№
151.
Рис. 194. Ручні свердлильні електричні машини легкого (а) і середнього(б) типів
досить складне,
особливо
на самому початку роботи — свердло
виходить з кернового з а г л и б л е н н я при найменшому послабленні на
т и с к у в а н н я або перекосі д р и л я . Д е т а л ь затискують у л е ща та х т а к ,
щоб межі отвору були розміщені вище губок л е щ а т більше ніж на
п о л о в и н у діаметра патрона. Д р и л ь тримають у горизонтальному по
л о ж е н н і лівою р у к о ю за нерухому р у к о я т к у , а п р а в о ю р у к о ю — за
р у к о я т к у о б е р т а н н я і в и к о н у ю т ь пробне з а с в е р д л ю в а н н я , п л а в н о
обертаючи р у к о я т к у . П р и виході свердла послаблюють н а т и с к у в а н н я
й змен ш у ю т ь частоту обертання.
Р у ч н і свердлильні електричні машини з а с т о с о в у ю т ь при монтаж
них, с к л а д а л ь н и х і ремонтних роботах д л я с в е р д л і н н я й р о з в е р т а н н я
о т в о р і в . Вони бувають трьох типів.
М а ш и н и л е г к о г о т и п у (рис. 194, а ) призначені
для
с в е р д л і н н я отворів 0 8...9 мм. К о р п у с т а к и х м а ш и н з в и ч а й н о має
форму пістолета. З машин легкого типу н а й п о ш и р е н і ш о ю є свердлиль
на м а ш и н а И-90 (рис. 194, а). Е л е к т р о д в и г у н — у н і в е р с а л ь н и й колек
т о р н и й , працює на змінному або постійному струмі нормальної часто
ти напругою 220 В.
М а ш и н и с е р е д н ь о г о т и п у (рис. 194, б), щ о з в и ч а й н о
мають одну з а м к н у т у р у к о я т к у на з а д н і й частині к о р п у с а , використо
вують д л я с в е р д л і н н я отворів діаметром до 15 мм.
М а ш и н и в а ж к о г о т и п у (рис. 195), я к і мають з в и ч а й н о
дві р у к о я т к и на корпусі або дві р у к о я т к и і грудний у п о р , застосовують
д л я в е р т и к а л ь н о г о (рис. 195, а) та г о р и з о н т а л ь н о г о (рис. 195, б)
с в е р д л і н н я у стальних д е т а л я х отворів 0 20...80 мм.
В а л ю м і н і є в о м у корпусі 5 електричної свердлильної м а ш и н и
в а ж к о г о т и п у змонтовано електродвигун; на кінці в а л а 1 електродви
г у н а є конічний отвір, в я к и й в с т а в л я ю т ь свердло 6 або патрон. П і д
ч а с роботи у т р и м у ю т ь свердлильну е л е к т р и ч н у м а ш и н у обома р у к а м и
за р у к о я т к и 2, ж о р с т к о з ' є д н а н і з корпусом, і встановлюють т а к , щоб
ц е н т р свердла точно збігався з наміченим центром майбутнього отвору;
потім натискують на спеціальний упор 4, розміщений у верхній части
ні к о р п у с а , і к н о п к о ю 5, що є в р у к о я т ц і 2, в м и к а ю т ь електродвигун 5.
Ж
152.
Рис. 195. Ручна електрична свердлильна машина важкого типу;а, б -•- відповідно вертикальне і горизонтальне свердління
Свердлильні машини бувають п р я м і
( з р о з т а ш у в а н н я м осі
ш п и н д е л я співвісно або п а р а л е л ь н о осі д в и г у н а ) і к у т о в і
(а
р о з м і щ е н н я м осі ш п и н д е л я під кутом до осі двигуна). Кутові м а ш и н и
(рис. 196) застосовують д л я с в е р д л і н н я отворів у в а ж к о д о с т у п н и х
м і с ц я х . За н а п р я м о м обертання машини виготовляють з односторон
нім н а п р я м о м о бер тан н я і реверсивні.
Р у ч н і с в е р д л и л ь н і електричні машини н е з а л е ж н о від типу та потуж
ності складаються з трьох основних ч а с т и н — - е л е к т р о д в и г у н а з ро
бочою напругою 220 або 36 В, зубчастої передачі та ш п и н д е л я .
Б е з п е к а п р а ц і . П р и роботі ручними електричними машинами т р е б а
в и к о н у в а т и такі вимоги безпеки:
п р а ц ю в а т и л и ш е у гумових р у к а в и ц я х і к а л о ш а х ; к о л и немає
к а л о ш , під ноги слід підкладати гумовий к и л и м о к ; к о р п у с р у ч н и х
свердлильних машин має бути заземленим (рис. 197);
перед в м и к а н н я м ручної свердлильної машини слід спочатку пере
конатися у справності мережі та і з о л я ц і ї , а т а к о ж у тому, чи відпові
дає напруга в мережі н а п р у з і , на я к у р о з р а х о в а н а дана м а ш и н а ;
вмикати ручну свердлильну м а ш и н у л и ш е при вийнятому з про
свердленого отвору свердлі, а виймати свердло з п а т р о н а л и ш е п і с л я
в им ик а н ня , с в е р д л и л ь н о ї м а ш и н и ;
періодично спостерігати за роботою щ і т о к е л е к т р о д в и г у н а м а ш и н и ;
щ і т к и мають бути добре пришліфовані (при н о р м а л ь н і й роботі неіскрять);
при зупинці м а ш и н и , появі і с к р і н н я або з а п а х у не р о з б и р а т и ма
ш и н у на місці, а з а м і н и т и її придатною.
Р у ч н і с в е р д л и л ь н і п н е в м а т и ч н і м а ш и н и п о р і в н я н о з електричними
мають невеликі р о з м і р и й масу. П р и в о д цієї м а ш и н и дає змогу п л а в н о
регулювати частоту оберт а нн я п р и н а т и с к а н н і на п у с к о в и й к у р о к .
153-
153.
Рис. 196. Ручна електричнакутова свердлильна машина
Рис. 197, Засоби і заходи
електробезпеки, що засто
совуються під час роботи
електричною свердлильною
машиною
П р и п е р е в а н т а ж е н н і машина автоматично з у п и н я є т ь с я , чим запобіг а є т ь с я п о л а м к а свердла, а т а к о ж п е р е г о р я н н я обмотки, що призво
дить до в и х о д у м а ш и н и з ладу.
Д л я с в е р д л і н н я отворів у д е т а л я х , виготовлених з алюмінієвих
і м а г н і є в и х с п л а в і в і м ' я к и х сталей, застосовують свердлильні пнев
матичні ручні м а ш и н и з частотою о б е р т а н н я ш п и н д е л я до 3500 об/хв,
а д л я с в е р д л і н н я отворів у д е т а л я х з легованих сталей — з частотою
о б е р т а н н я ш п и н д е л я до 1000 об/хв.
Н а рис. 198 п о к а з а н а р у ч н а
с в е р д л и л ь н а пневма
т и ч н а м а ш и н а Д - 2 масою 1,8 кг, з частотою обертання шпинде
2
ля 2500 об/хв п р и тиску повітря 5 кгс/см і пневмодвигуном р о т о р н о г о
типу. Р о т о р розміщений у статорі ексцентрично й утворює при цьому
серповидну к а м е р у . Стиснуте повітря надходить до к а м е р и м і ж рото
ром і статором і тисне на робочі л о п а т к и , п р и м у ш у ю ч и ротор оберта
Повітря
тися.
За допомогою подовжених ку
тових і к о н д у к т о р н и х насадок,
з а к р і п л е н и х на корпусі машини,
можна в и к о н у в а т и "свердління у
важкодоступних місцях.
Р у ч н а
с в е р д л и л ь н а
п н е в м а т и ч н а
м а ш и н а
РС-8 (рис. 199) м а є насадку, роз
міщену під кутом 20°. К о р п у с З
цієї насадки
з а к р і п л ю ю т ь на
машині б а р а н ч и к о м 4. У трубі 2
\ \ 5 Р насадки розміщено ш а р н і р н и й
154.
Рис. 199. Пневматична свердлильнамашина РС-8 з кутовою насадкою
Рис. 200. Свердлильна установка
в а л , я к и й обертає цангову о п р а в к у зі сверд
лом 1.
Пристрої для кріплення й підвішування
механізованого інструмента. Можливості ви
к о р и с т а н н я електричних і пневматичних сверд
л и л ь н и х машин значно р о з ш и р ю ю т ь с я за умови застосування несклад
них пристроїв.
Свердлильні машини м о ж у т ь бути в и к о р и с т а н і як с в е р д л и л ь н і
установки (рис. 200). У цьому в и п а д к у с в е р д л и л ь н у м а ш и н у 2 за
кріплюють на с т о я к у 4 із поворотним столом /, що переміщується вверх
Рис. 201. Механізований інструмент, підвішений на пружині (а)
і на тросі з противагою (б, в):
1 — противага; 2 — трос
155
155.
і в н и з , на я к о м у з а к р і п л ю ю т ь деталь. Подача свердла відбуваєтьсяв а ж е л е м 3.
П р и с к л а д а л ь н и х роботах д л я зручності й п ол е г ше ння користуван
ня ручні свердлильні електричні машини з а к р і п л ю ю т ь на підвісках —
легких дво- або чотириколісних в і з к а х на монорейці над робочим,
місцем.
Щ о б машина не з а в а ж а л а робітникові, к о л и нею не користуються,
м а ш и н у підвішують на робочому місці на с п і р а л ь н і й п р у ж и н і (рис. 2 0 1 ,
а) або на тросі з противагою (рис. 201, б, в).
§ 46. С В Е Р Д Л И Л Ь Н І В Е Р С Т А Т И
З а г а л ь н і в і д о м о с т і . Н а с в е р д л и л ь н и х верстатах можна в и к о н у в а т и
такі роботи:
с в е р д л і н н я н а с к р і з н и х і г л у х и х отворів (рис. 202, а)\
р о з с в е р д л ю в а н н я отворів (рис. 202, б);
з е н к е р у в а н н я , що дає змогу дістати вищий квалітет і меншу шорст
к і с т ь поверхні отворів п о р і в н я н о зі свердлінням (рис. 202, в);
р о з т о ч у в а н н я отворів здійснюється різцем на свердлильному
верстаті (рис. 202, г)\
з е н к у в а н н я в и к о н у є т ь с я д л я виготовлення в отворах цилінд
ричних, конічних з а г л и б л е н ь і фасок (рис. 202, д)\
р о з в е р т а н н я отворів, що застосовується для потрібної точності
й шорсткості (рис. 202, е)\
в и г л а д ж у в а н н я (здійснюється спеціальними р о л и к о в и м и оправ
ками) або р о з в а л ь ц ю в а н н я з метою у щ і л ь н е н н я — з г л а д ж у в а н н я
гребінців на поверхні отвору після розвертки деталей з дюралюмі
нію, електрону тощо (рис. 202, є);
н а р і з у в а н н я в н у т р і ш н ь о ї різьби мітчиком (рис. 202, ж)\
е
е
ж
з
Рис, 202, Роботи, які виконуються на свердлильних верстатах
15,6
156.
Рис. 203. Настільний вертикально-свердлильний вер
стат 2М112:
/ — колона; 2 —• привід; З'— ме
ханізм підйому шпиндельноїбабки та шпинделя: 4 — кронштейн;
5 — стіл; 6 — рукоятка ручної по*
дачі; 7— шпиндель; 8 — шпин
дельна бабка
Рис. 204. Універсальний
вертикально-свердлиль
ний верстат 2Н125Л
ц е к у в а н н я — п і д р і з у в а н н я торців зовнішніх і в н у т р і ш н і х прид и в к і в і бобишок (рис. 202, з).
Ц и м и видами робіт не в и ч е р п у ю т ь с я можливості с в е р д л и л ь н и х
верстатів, на я к и х виконуються й інші операції.
Свердлильні верстати поділяють на три групи — у н і в е р с а л ь н і
(загального п р и з н а ч е н н я ) , спеціалізовані й с п е ц і а л ь н і .
Універсальні свердлильні верстати. До у н і в е р с а л ь н и х н а л е ж а т ь
вертикально- і
радіально-свердлильні верстати.
У вертикальносвердлильних верстатах шпиндель розміщений в е р т и к а л ь н о . О д н и м
з різновидів в е р т и к а л ь н о - с в е р д л и л ь н и х верстатів є настільні верти
кально-свердлильні верстати.
Н а с т і л ь н и й
в е р т и к а л ь н о - с в е р д л и л ь н и й
в е р с т а т 2М112 (рис. 203) с л у ж и т ь д л я с в е р д л і н н я отворів діамет
ром не більш як 12 мм у невеликих д е т а л я х . Р у ч н а подача ш п и н д е л я
здійснюється обертанням р у к о я т к и 6. На перемикачі є написи «Ліво
руч», «0», «Праворуч». Д л я здійснення п р а в о г о чи лівого о б е р т а н н я
в а ж і л ь барабанного перемикача повертають у відповідне п о л о ж е н н я .
Універсальний
вертикально-евердлильний
верстат
2Н125Л
(рис. 204) р о з р а х о в а н и й на роботу у допоміжних та основних ц е х а х
машинобудівних заводів і с л у ж и т ь д л я с в е р д л і н н я ,
розсвердлювання,
а т а к о ж д л я н а р і з у в а н н я р і з ь б (з р у ч н и м к е р у в а н н я м р е в е р с у в а н н я
167
157.
шпинделя).Основними
частинами
цього верстата є фундаментна плита
1 і встановлена на ній колона 10. На
колоні змонтовані стіл 2 і шпиндельна
бабка 6 У всередині якої розміщені ко
робка подач і коробка швидкостей.
Обертання шпинделя З здійснюється
від електродвигуна 7, розміщеного у
верхній частині верстата.
Р у ч н е переміщення шпинделя здій
снюється р у к о я т к о ю 5, а переключен
ня швидкостей та зміна подачі — ру
к о я т к а м и 4 і 5. Стіл 2 піднімається
й опускається за допомогою р у к о я т к и
9. Н а й б і л ь ш и й діаметр свердління —
25 мм.
Р а д і а л ь н о - свер'длильРис. 205. Радіально-свердлильний
ний
в е р с т а т 2 Н 5 5 (рис. 205)
верстат 2Н55
.
с л у ж и т ь для обробки отворів голов
ним чином у середніх корпусних де
талях.
На верстаті можна в и к о н у в а т и свердління у суцільному
м а т е р і а л і , р о з с в е р д л ю в а н н я , р о з в е р т а н н я і р о з т о ч у в а н н я отворів,
н а р і з у в а н н я різьби мітчиками та інші операції. На фундаментній
плиті 1 верстата встановлена тумба 2 з нерухомою колоною З, на я к і й
є г і л ь з а 4, що обертається н а в к о л о колони на 360°. Це дає змогу об
р о б л я т и отвори на будь-якому місці деталі без її п е р е м і щ е н н я . На
гільзі змонтована траверса 6 % що має горизонтальні н а п р я м н і , в я к и х
може переміщуватися шпиндельна головка 5. Всередині ш п и н д е л ь н о ї
головки розміщені коробка швидкостей, коробка передач та в у з о л
шпинделя 7. На передній кришці розміщені о р г а н и к е р у в а н н я . Об
роблювані заготовки встановлюються на приставному столі або без
посередньо на в е р х н і й площині фундаментної плити /.
Ш п и н д е л ь 7 зі свердлильною головкою може п е р е м і щ у в а т и с я у
горизонтальному н а п р я м і , а разом з траверсою 6 і гільзою 4 о б е р т а т и с я
н а в к о л о осі нерухомої колони. Ці два рухи дають змогу встановлювати
інструмент за будь-якими координатами. Р е в е р с у в а н н я ш п и н д е л я
здійснюється ф р и к ц і й н о ю муфтою. В е р т и к а л ь н е п е р е м і щ е н н я г і л ь з и 4
по колоні — механічне
з автоматичним в і д т и с к у в а н н я м на п о ч а т к у
і з а т и с к у в а н н я м наприкінці ходу.
Свердлильна головка має механізм автоматичного в и к л ю ч е н н я по
дачі, що с п р а ц ь о в у є при досягненні потрібної глибини с в е р д л і н н я .
Верстат обладнано системою з а п о б і ж н и х п р и с т р о ї в , я к і з а п о б і г а ю т ь
його п о ш к о д ж е н н ю внаслідок п е р е в а н т а ж е н н я .
Д о г л я д з а с в е р д л и л ь н и м и в е р с т а т а м и . С в е р д л и л ь н і верстати пра
цюють т р и в а л и й час з потрібною точністю, п р о д у к т и в н о і безвідмовно
158
158.
л и ш е у тих в и п а д к а х , я к щ о за ними в с т а н о в л е н о н а л е ж н и й догляд.
П е р е д р о б о т о ю з м а щ у ю т ь усі тертьові частини верстата і за
ливають масло у маслянки.
П і д ч а с р о б о т и п е р е в і р я ю т ь р у к о ю с т у п і н ь н а г р і в а н н я під
ш и п н и к і в . Д л я у н и к н е н н я нещасного в и п а д к у е л е к т р о д в и г у н перед
п е р е в і р к о ю в и м и к а ю т ь і п е р е в і р я ю т ь при н е п р а ц ю ю ч і й пасовій чи
зубчастій передачі.
П і с л я з а в е р ш е н н я р о б о т и стіл в е р с т а т а т а його п а з и
ретельно очищають в і д бруду і с т р у ж к и , п р о т и р а ю т ь і з м а щ у ю т ь
т о н ким ш а р о м м а с л а .
§ 47. В С Т А Н О В Л Е Н Н Я ТА З А К Р І П Л Е Н Н Я Д Е Т А Л Е Й
Д Л Я СВЕРДЛІННЯ
Д л я забезпечення точності п р и свердлінні всі деталі, за в и н я т к о м
надто в а ж к и х , м і ц н о з а к р і п л ю ю т ь на столі с в е р д л и л ь н о г о верстата.
Д л я в с т а н о в л е н н я т а з а к р і п л е н н я деталей, о б р о б л ю в а н и х н а столі
с в е р д л и л ь н о г о верстата, застосовують різноманітні пристрої, найпо
ш и р е н і ш і з я к и х є п р и х в а т и з болтами, машинні л е щ а т а (гвинтові,
е к с ц е н т р и к о в і та пневматичні), п р и з м и , опори, к у т н и к и , к о н д у к т о р и ,
спеціальні пристрої т о щ о .
К р і п и л ь н і
п р и х в а т и
застосовують чотирьох видів —
пальцьові, вилкопрдібні, плиткові та зігнуті (рис. 206). Д л я н а д і й н о г о
к р і п л е н н я невеликих деталей досить одного п р и х в а т а , а д л я кріп
л е н н я в е л и к и х деталей потрібні два або к і л ь к а п р и х в а т і в .
К р і п и л ь н і б о л т и . В столах усіх свердлильних верстатів є Т-подібні пази, в я к і в с т а в л я ю т ь болти д л я з а к р і п л е н н я пристроїв ( р и с 207).
Рис. 206. Кріпильні при-
Рис. 207. Кріпильні болти:
хвати
1 — Деталь; 2 —болт з к в а д р а т н о ю
голов
кою; З — шпилька; 4 — Т - п о д і б н а г о л о в к а
шпильки; 5 — б о л т з Т-пРдібнОю г о л о в к о ю ;
6 — в и г л я д з в е р х у «а б о л т з Т-пОдібною го
ловкою у Т-подібнОму п а з у стола
159
159.
П р и різноманітних роботах застосовують болтирізних видів.
Д л я звичайного к р і п л е н н я застосовують болти 2 з к в а д р а т н о ю го
ловкою, які в с т а в л я ю т ь з к і н ц я Т-подібного п а з а . Б о л т и з Т-подібною головкою м о ж н а вставити у будь-яке місце п а з а , а потім повернути
на 90°. Цей в и д болтів особливо з р у ч н и й , коли треба з а к р і п и т и внут
рішню частину деталі 1 У я к у довелося б піднімати над болтом. І н к о л и
п е р е в а г а надається Т-подібній головці 4 з н а р і з а н и м отвором, бо,
в и к р у т и в ш и ш п и л ь к у 3, м о ж н а л е г к о пересунути г о л о в к у 5 на п о т р і б н е
місце.
Н а б і р к і л ь к о х т а к и х головок і ш п и л ь о к різної д о в ж и н и д а є змогу
обходитися без набору різноманітних видів болтів р і з н и х діамет
рів.
І
К у т н и к и застосовують д л я з а к р і п л е н н я заготовок, які не м о ж н а
встановити д л я обробки отворів на столі верстата, в л е щ а т а х та інших
п р и с т р о я х . К у т н и к и бувають простими та у н і в е р с а л ь н и м и .
П р о с т і к у т н и к и (рис. 208) мають з в и ч а й н о дві точно оброб
лені полиці, одна з я к и х с л у ж и т ь д л я в с т а н о в л е н н я на стіл в е р с т а т а ,
а інша — для в с т а н о в л е н н я й з а к р і п л е н н я деталі.
У н і в е р с а л ь н і
к у т н и к и
використовують для встанов
л е н н я різноманітних заготовок під різними кутами до столу верстата.
Обидві полиці у н і в е р с а л ь н о г о к у т н и к а сполучені м і ж собою шарнір
ною віссю і м о ж у т ь встановлюватися під будь-яким кутом одна до од
ної. З а г о т о в к у п р и к р і п л ю ю т ь до установочної поверхні к у т н и к а за
допомогою п р и т и с к н и х п л а н о к , н а к л а д о к і болтів, що в с т а в л я ю т ь с я
у Т-подібні п а з и отвору чи про
різи.
С т у п і н ч а с т і о п о р и («пірамі
ди») 2 (рис. 209) р і з н о м а н і т н и х
к о н с т р у к ц і й мають р і з н е число
східців. У п о р и 1 П І Д зовнішні
кінці п р и х в а т і в м о ж у т ь виготов
л я т и с я з о б р і з к і в металу або
твердої деревини. Я к щ о засто-
Рис. 208. Простий кутник
160
Р и с 209. Ступінчасті опори
160.
Рис. 210. Встановлення й закріплення валика на призмах
за допомогою одного упора
Рис. 211. Кріплення
при свердлінні:
деталей
а — з а допомогою лещат; б —• при
тискачами
совується дерев я н и й упор, він повинен мати достатній поперечний
п е р е р і з для з а б е з п е ч е н н я потрібної жорсткості. У п о р с т а в л я т ь т а к ,
щоб тиск п р и х в а т а передавався на з р і з , п е р п е н д и к у л я р н и й до во
локон деревини.
Призми. На рис. 210 п о к а з а н о встановлення й з а к р і п л е н н я
ва
л и к а на призмах за допомогою одного у п о р а . З а л е ж н о від умов роботи
можна встановлювати і н а к ш е , а л е оброблювану д е т а л ь з а в ж д и т р е б а
з а к р і п л ю в а т и міцно.
На рис. 2 1 1 . а, б п о к а з а н о способи к р і п л е н н я деталей при свердлін
ні за допомогою ручних л е щ а т та п р и т и с к а ч і в .
Прихвати з болтами. У Т-подібні к а н а в к и стола 2 (рис. 212) сверд
л и л ь н о г о верстата чи плити верстата встановлюють затискні болти 1
з чотирикутною головкою. На болт н а д я г а ю т ь п р и т и с к н у п л а н к у 6,
я к а однією стороною л я г а є на к р а й з а к р і п л ю в а н о ї заготовки 7, а ін
шою — на упор 3. Г а й к а 5, що в п и р а є т ь с я у ша й б у
4, п р и т и с к у є заготовку за допомогою притискної
п л а н к и до в е р х н ь о ї площини стола. П р и х в а т и бу
вають різних форм і розмірів.
Машинні лещата найчастіше в и к о р и с т о в у ю т ь
для з а к р і п л е н н я н е в е л и к и х деталей. Вони бувають
поворотними і неповоротними р і з н и х типів і роз
м і р і в . Р о з м і р и лещат визначають ш и р и н о ю губок
і г р а н и ч н о допустимою відстанню м і ж ними.
М а ш и н н і
п о в о р о т н і
л е щ а т а
Рис> 2 і 2 . Прихват
(рис. 213, а) прості за к о н с т р у к ц і є ю і зручні в роботі. Вони с к л а д а ю т ь с я з основи /, я к а приз болтами
6
4-1664
161.
аРис. 213, Машинні поворотні (а) і неповоротні (б) лещата
гвинчується до стола верстата болтами, нерухомої губки 2 і рухомої
губки 4, з а г а р т о в а н и х п л а н о к З м і ж губками 2 і 4\ ходового гвинта 5,
напрямних 6, п р и т и с к н и х п л а н о к 7.
М а ш и н н і н е п о в о р о т н і л е щ а т а
(рис. 213, б ) скла
даються з основи 14, я к а п р и г в и н ч у є т ь с я до стола верстата болтами 13
і виготовлена як одне ціле з нерухомою губкою 12, рухомої губки 10,
п р и т и с к н и х п л а н о к 11, гвинта 9 та упора 15. Гвинт за допомогою
р у к о я т к и 8 в г в и н ч у є т ь с я чи вигвинчується з г а й к и , з а к р і п л е н о ї або
н а р і з а н о ї в тілі рухомої губки.
П е р е д тим як встановити деталь у л е щ а т а х , стіл верстата ретельно
п р о т и р а ю т ь . Потім п р о т и р а ю т ь і з л е г к а з м а щ у ю т ь маслом поверхню
о с н о в и л е щ а т , що стикатиметься з верстатом. Л е щ а т а встановлюють
посеред стола, р о з в о д я т ь губки на ширину з а т и с к у в а н о ї деталі, проти
рають їх, а т а к о ж дно л е щ а т і притискні п л а н к и Д е т а л ь встановлю
ють на п і д к л а д к и і потім п р и т и с к у ю т ь її до нерухомої губки. П л а н к и
за висотою в и б и р а ю т ь так, щоб оброблювана деталь в и с т у п а л а над
поверхнею губок на 6... 10 мм.
П і д к л а д к и під деталь, в я к і й треба свердлити отвір, повинні мати
п а р а л е л ь н і п л о щ и н и . І н к о л и внаслідок нахилу деталі свердло буде вес
ти в бік «низини». Я к щ о підкладка нерівна й хитається, в и н и к а є
небезпека перекосу свердла, тобто отвір зміститься вбік, перекоситься.
Можлива т а к о ж п о л а м к а свердла внаслідок з а х в а т у ним деталі або
п о л а м к и деталі, я к щ о вона тонка (захват її свердлом при перекосі).
П і с л я в с т а н о в л е н н я деталі в л е ща та х її легкими ударами молотком
осаджують, п е р е в і р я ю т ь , н а с к і л ь к и щ і л ь н о вона п р и л я г л а до підклад
к и , і ще р а з затискують гвинтом.
Д л я м е х а н і з о в а н о г о з а т и с к у в а н н я деталей застосовують пнев
матичні, гідравлічні, пневмогідравлічні та електромеханічні приводи.
Ш и р о к о застосовують універсальні столи з приставними гідравліч
ними з а т и с к а ч а м и . Один з т а к и х пристроїв п о к а з а н о на рис. 214, а.
В и к о р и с т а н н я замість машинних л е щ а т електромагнітних п л и т
(рис. 214, б) з н а ч н о прискорює з а к р і п л е н н я деталей, а отже, п і д в и щ у є
продуктивність п р а ц і . Електромагнітні плити забезпечують притягу
2
в а н н я 600 к П а (5 кгс/см ), в и п р я м л е н у напругу ж и в л е н н я — 3 6 В.
162
162.
К о н д у к т о р и . П р и великих п а р т і я х однакових деталей і необхідностівисокої точності отвору с в е р д л і н н я здійснюють без розмічання у кон
дукторах.
Спосіб с в е р д л і н н я отворів за кондуктором значно т о ч н і ш и й і про
д у к т и в н і ш и й , н і ж при розмітці, бо не має процесів розмітки й виві
р е н н я при встановленні й з а к р і п л е н н і деталі. К о н д у к т о р и з а л е ж н о
від форми деталей бувають з а к р и т и м и (коробчастими), • н а к л а д н и м и
та ін.
К о р о б ч а с т и й к о н д у к т о р п о к а з а н о н а рис. 215. Об
роблювану д е т а л ь з а к л а д а ю т ь у р е т е л ь н о . в и ч и щ е н и й всередині кон
д у к т о р , з а к р и в а ю т ь к р и ш к о ю 4 і з а т и с к у ю т ь гвинтами /. С в е р д л о 2
входить у н а п р я м н і в т у л к и З і свердлить отвір у деталі 5.
Н а рис. 216 п о к а з а н о к о н с т р у к ц і ю н а к л а д н о г о к о н д у к
т о р а . Оброблювану деталь 5 встановлюють на основі 6 к о н д у к т о р а .
К р и ш к у 1 к о н д у к т о р а накладають на д е т а л ь і п р и т и с к у ю т ь до неї гвин
тами 3. Потім у к о н д у к т о р н у в т у л к у 2 вводять свердло 4 і с в е р д л я т ь
отвір.
Універсально-складальні пристрої. І н ж е н е р а м и - к о н с т р у к т о р а м и
К у з н е ц о в и м та Пономарьовим розроблено у н і в е р с а л ь н о - с к л а д а л ь н і
пристрої (УСП), я к і використовують д л я в и к о н а н н я різноманітних
6*
¡63
163.
Рис. 215. Коробчастий кондуктор
Рис. 216. Накладний кондуктор
слюсарних робіт. С у т ь системи універсально-складальних пристроїв
п о л я г а є в тому, що з окремих нормалізованих елементів с к л а д а ю т ь
необхідний пристрій, н а п р и к л а д затискний для к р і п л е н н я деталей
При свердлінні, о б п и л ю в а н н і тощо. П і с л я в и к о н а н н я тієї чи іншої
операції пристрій р о з б и р а ю т ь на основні елементи і в новій компоновці
зони можуть бути в и к о р и с т а н и м и для с к л а д а н н я іншого пристрою,
цілком відмінного від попереднього.
Система У С П г р у н т у є т ь с я на повній взаємозамінності елементів
цих пристроїв. Простота к о н с т р у к ц і ї складових елементів забезпе
чує високу продуктивність праці.
До комплекту У С П в х о д я т ь такі вісім груп
нормалізованих еле
ментів:
базові плити (рис. 217, а) розміром 120 X 180 і 370 x 7 2 0 мм, на робо
чій поверхні я к и х є п р я м о к у т н і к а н а в к и , Т-подібні пази, а т а к о ж
круглі плити 0 320 і 440 мм, я к і на робочій поверхні мають р а д і а л ь н і
та Т-подібні п а з и ;
установочні деталі — ш п о н к и , п а л ь ц і , диски тощо, я к и м и фіксу
ються нормалізовані елементи при з ' є д н а н н і ;
в т у л к и та к р і п и л ь н і деталі — болти, гайки, гвинти, шайби, шпиль
ки тощо — д л я з ' є д н а н н я деталей (рис. 217, б);
опорні деталі — п і д к л а д к и , к у т н и к и з різноманітними п а з а м и ,
які с л у ж а т ь д л я в с т а н о в л е н н я й з ' є д н а н н я технологічних баз;
напрямні деталі (рис. 217, в), я к і с л у ж а т ь д л я с п р я м у в а н н я інстру
мента, кондукторні в т у л к и тощо;
притискні деталі, що мають найрізноманітніші к о н с т р у к т и в н і фор
ми (прихвати);
нормалізовані деталі;
нормалізовані с к л а д а л ь н і одиниці (вузли).
Н а я в н і с т ь з а з н а ч е н и х деталей дає змогу скласти до 150 різноманіт
них пристроїв. У С П у складенфму вигляді п о к а з а н о на рис. 217, г.
Його основою є плита /; на ній к р і п л я т ь дві опори 2, на я к и х встанов164
164.
Рис. 217. Універсально-складальний пристрій:а —базові плити; б ~ втулки й кріпильні деталі; в—напрямні
пристрій
деталі; # — складений
люють напрямні п л а н к и 3 для п л а н о к 4 і 5, що несуть к о н д у к т о р н і
в т у л к и 7. О п о р и 2, п л а н к и 3 і кондукторні п л а н к и 4 та 5 п р и т и с к у ю т ь
до основи / г а й к а м и 6. У п л а н к и 4 і 5 в с т а в л я ю т ь к о н д у к т о р н і в т у л к и
потрібного розміру.
До бокової поверхні 2 болтами 5 і гайками 10 п р и є д н у ю т ь п л а н к у 9.
У ц е н т р а л ь н и й отвір останньої входить в т у л к а 11, з о в н і ш н я цилінд
рична п о в е р х н я я к о ї в и к о р и с т о в у є т ь с я д л я ц е н т р у в а н н я оброблюва
ної заготовки, я к у надягають на поверхню своїм посадочним отвором.
В т у л к у з а к р і п л ю ю т ь у робочому п о л о ж е н н і г а й к о ю 12.
В и к о р и с т а н н я У С П дає значну економію часу й м а т е р і а л ь н и х
засобів.
Свердління за кондуктором (рис. 218).
П і с л я попереднього очищення стола вер
стата й кондуктора від бруду й с т р у ж к и
свердло
потрібного
розміру в с т а в л я ю т ь
у ш п и н д е л ь верстата.
Кондуктор
вста
новлюють на стіл так, щоб його опорна
основа щ і л ь н о п р и л я г а л а
до поверхні
стола.
Л і в о ю р у к о ю утримують кондуктор /,
а п р а в о ю п л а в н о підводять свердло к р і з ь
н а п р я м н у в т у л к у до деталі 2 т а к , щ о б воно
точно входило у в т у л к у . Не слід с и л ь н о
Рис , 2 18. Свердління за конн а т и с к а т и на свердло р у к о я т к о ю к е р у в а в
ня д л я з а п о б і г а н н я його п о л а м к и .
дуктором
(165
165.
П р и свердлінні глибокого отвору періодично виводять свердло
з отвору й в и д а л я ю т ь с т р у ж к у з
к а н а в о к свердла.
Свердління
за
шаблоном
(рис. 219) застосовують, я к щ о треба
просвердлити к і л ь к а отворів у не
в е л и к і й партії деталей. Ш а б л о н —
це звичайно стальна пластина, в
я к і й є отвори, що відповідають
формі деталі.
5
4
П р и свердлінні плоских, тонких
Рис. 219. Свердління за шаблоном:
деталей однакової форми їх скла
1 — свердло; 2 — шаблон; 3 — струбцина;
4 —• заготовка; б — призма
дають у п а ч к у , н а к л а д а ю т ь шаблон
і щ і л ь н о с т я г у ю т ь струбцинами.
П і с л я підготовки (протирання стола в е р с т а т а , ш а б л о н а , деталі)
шаблон н а к л а д а ю т ь на деталь і міцно з а к р і п л ю ю т ь струбцинами.
Щ о б у н и к н у т и п о ш к о д ж е н н я стола, деталь з шаблоном встановлюють
на призму. Свердління здійснюють невеликою і плавною подачею;
п р и виході свердла з отвору послаблюють н а т и с к у в а н н я й зменшують
подачу. Ц е особливо в а ж л и в о п р и п р о х о д ж е н н і свердлом к о ж н о г о
л и с т а , к о л и в и н и к а ю т ь додаткові з у с и л л я , щ о м о ж у т ь призвести д о
п о л а м к и свердла.
§ 48. КРІПЛЕННЯ С В Е Р Д Е Л
Кріплення свердел, розверток, зенкерів
і з е н к і в о к на сверд
л и л ь н и х в е р с т а т а х з а л е ж н о в і д форми хвостовика здійснюють трьома
способами — безпосередньо в конічному отворі ш п и н д е л я , у перехід
них конічних в т у л к а х і в с в е р д л и л ь н о м у п а т р о н і .
Кріплення свердла безпосередньо у конічному отворі шпинделя
( р и с 220, а ) . Конічні хвостовики свердел, р о з в е р т о к , з е н к е р і в тощо,
а т а к о ж конічні отвори у ш п и н д е л я х свердлильних та інших в е р с т а т і в
в и г о т о в л я ю т ь за системою М о р з е . К о н у с и М о р з е мають номери 0 , 1 ,
2, 4, 5 і 6; к о ж н о м у номеру відповідають певні р о з м і р и конуса. У ко
нічному отворі ш п и н д е л я конічний хвостовик у т р и м у є т ь с я с и л о ю
т е р т я , щ о в и н и к а є м і ж конічними п ове рх ня ми . Л а п к а хвостовика
входить у п а з ш п и н д е л я й запобігає провертаншр хвостовика.
Кріплення свердла у перехідній конічній втулці здійснюють тоді,
к о л и к о н у с хвостовика інструмента менший за розмір конуса отвору
ш п и н д е л я . Перехідні конічні в т у л к и (рис. 220, б) бувають к о р о т к и м и
й довгими. Н о м е р и перехідних втулок вибирають за р о з м і р а м и к о н у с і в
р і з а л ь н и х інструментів. На рис. 220, в п о к а з а н о з а к р і п л е н н я інстру
мента за допомогою перехідної в т у л к и . В т у л к и зі свердлом в с т а в л я ю т ь
в отвір ш п и н д е л я верстата.
166
166.
Рис. 220. Кріплення інструмента безпосередньо у шпинделіверстата (я), перехідні конічні втулки (б) і кріплення за
їх допомогою (<?>, перехідна втулка з пружинного дроту (г)
Р а ц і о н а л і з а т о р и О р л о в та К о з л о в с ь к и й з а п р о п о н у в а л и й виготови
ли перехідні в т у л к и з п р у ж и н н о г о дроту 0 2,5 мм (рис. 220, г). Д р і т
н а в и в а ю т ь на с п е ц і а л ь н у о п р а в к у , потім з о в н і ш н ю поверхню ш л і ф у ю т ь
на к р у г л о ш л і ф у в а л ь н о м у верстаті. З верхньої сторони у в т у л к у встав
л я ю т ь пробку, щ о с л у ж и т ь д л я в и б и в а н н я інструмента. П р у ж и н н а
в т у л к а легша й дешевша у виготовленні, н і ж стандартні в т у л к и . В о н а
не п р о в е р т а є т ь с я , що запобігає з а д и р а м . В т у л к у застосовують на сверд
л и л ь н и х і т о к а р н и х верстатах.
В и д а л е н н я інструмента з конічного отвору ш п и н д е л я верстата здійс
нюється за допомогою к л и н а (рис. 2 2 1 , а) к р і з ь п р о р і з .
Н а рис. 221, б п о к а з а н о б е з п е ч н и й к л и н з п р у ж и н о ю ,
я к и й в и к о р и с т о в у ю т ь без молотка.
П р и с т р і й
для
в и д а л е н н я
с в е р д е л або
пере
х і д н и х в т у л о к і з ш п и н д е л я с в е р д л и л ь н о г о верстата складаєть
ся з масивної пустотілої р у к о я т к и і рухомого бойка з к л и н о м , я к и й
з н а х о д и т ь с я в ній. Сам клин п і д п р у ж и н е н о п р у ж и н о ю . Д л я в и д а л е н н я
свердла або перехідної в т у л к и зі ш п и н д е л я клин пристрою в с т а в л я ю т ь
у п а з ш п и н д е л я , а р у к о я т к у р і з к о переміщують. П р и цьому п р у ж и н а
стискується й дінце р у к о я т к и б'є по бойку к л и н а . З у с и л л я , п о т р і б н е
д л я с т и с к у в а н н я п р у ж и н и , незначне, бо р о з р а х о в а н е л и ш е на перемі
щ е н н я р у к о я т к и у висхідне п о л о ж е н н я .
К р і п л е н н я с в е р д л а в п а т р о н і . Свердла з циліндричним хвостовиком
з а к р і п л ю ю т ь т а к о ж у с в е р д л и л ь н и х п а т р о н а х , основні т и п и я к и х
наведено нижче.
167
167.
аРис. 221. Видалення інструмента зі шпинделя клином (а) і безпечним кли
ном (б)
На рис. 222, а п о к а з а н о т р и к у л а ч к о в и й с в е р д л и л ь н и й п а т р о н ,
в я ко м у інструменти з циліндричним хвостовиком з а к р і п л ю ю т ь клю
чем. Всередині корпуса патрона (рис. 222, б) розміщені п о х и л о т р и
к у л а ч к и / з різьбою, що з'єднує їх з гайкою 2. Обойма З о б е р т а є т ь с я
спеціальним ключем 4, вставленим в отвір к о р п у с а патрона.
При
обертанні обойми за годинниковою с т р і л к о ю обертається т а к о ж г а й к а .
З а т и с к н і к у л а ч к и , о п у с к а ю ч и с ь д о н и з у , п о с т у п о в о с х о д я т ь с я й за
т и с к у ю т ь ц и л і н д р и ч н и й хвостовик свердла чи і н ш о г о і н с т р у м е н т а
( р и с 222, в). П р и обертанні обойми у з в о р о т н о м у напрямі к у л а ч к и ,
піднімаючись догори, р о з х о д я т ь с я й з в і л ь н я ю т ь з а т и с н у т и й і н с т р у м е н т .
Н а рис. 223, а , б п о к а з а н о с а м о ц е н т р у ю ч и й т р и к у -
й
Рис. 222. Трикулачковий свердлильний патрон д л я кріплення свердел з
циліндричним хвостовиком (ал б) 1 кріплення свердла (в)
№
168.
Рис. 223. Трикулачковий самоцентруючий патрона — конструкція; б -— встанов
лення
Рис. 224.
Трикулачковий
патрон з похило розміще
ними кулачками
л а й к о в и й п а т р о н для з а к р і п л е н н я свердел 0 2... 1 2 м м з ци
ліндричним хвостовиком. На різьбову частину хвостовика / нагвин
чена втулка 2 із зовнішньою різьбою, на я к у накручено к о р п у с 5
патрона, що має внутрішній конус. П р и обертанні корпуса за годин
никовою с т р і л к о ю три к у л а ч к и 4, притиснуті до нього п р у ж и н а м и З,
с х о д я т ь с я й з а т и с к у ю т ь свердло.
Т р и к у л а ч к о в и й
п а т р о н
з
п о х и л о
розміще
н и м и к у л а ч к а м и (рис. 224) забезпечує точне й надійне кріп
л е н н я свердла. Обойма З міцно насаджена на г а й к у 2, на в н у т р і ш н ь о м у
конусі я к о ї є різьба, а на торці — конічні зубці. У п а з а х корпуса
патрона з н а х о д я т ь с я т р и розміщених п о х и л о к у л а ч к и /; на з о в н і ш н і х
їх сторонах т а к о ж н а р і з а н а різьба, з ' є д н а н а з різьбою г а й к и 2. П р и
повороті обойми спеціальним ключем, я к и й має на кінці конічні зубці і
в с т а в л я є т ь с я в отвір 4, к у л а ч к и сходяться або р о з х о д я т ь с я , з а т и с к у ю ч и
або з в і л ь н я ю ч и свердло.
П а т р о н и з похилими к у л а ч к а м и в и п у с к а ю т ь с я трьох типорозмі
рів — ПС-3, ПС-6, ПС-9 (число у марці в к а з у є н а й б і л ь ш и й д і а м е т р
свердла, що з а т и с к у є т ь с я патроном).
Ц а н г о в и й п а т р о н (рис. 225) в и к о р и с т о в у ю т ь д л я затискан
ня свердел невеликого діаметра з циліндричним хвостовиком. Ц а н г о в і
п а т р о н и забезпечують надійне й точне з а к р і п л е н н я інструмента. К о р * пус 2 цангового патрона має хвостовик / д л я к р і п л е н н я в конусі
ш п и н д е л я верстата і різьбову частину 3, на я к у нагвинчена г а й к а
б, що має на бокових частинах л и с к и д л я гайкового ключа. З а т и с к н у
169
169.
Рис. 225. Цанговий патронРис. 226. Швидкозмінний патрон (а) і схема заміни інструмента (б)
ц а н г у 5 встановлюють у конічний о т в і р 4. П р и нагвинчуванні г а й к и 6
на різьбову частину 3 цанга стискується й з а к р і п л ю є х в о с т о в и к
свердла.
Ш в и д к о з м і н н і п а т р о н и . П р и обробці деталей, в я к и х
треба послідовно в и к о н у в а т и с в е р д л і н н я , з е н к е р у в а н н я , р о з в е р т а н н я ,
н а р і з у в а н н я різьби тощо, доводиться часто змінювати р і з а л ь н и й ін
струмент, на що в и т р а ч а ю т ь багато часу. Д л я скорочення часу на за
міну інструмента застосовують швидкозмінні п а т р о н и . Відомі швид
козмінні п а т р о н и з ведучими к у л ь к а м и та повідцеві. На рис. 226, а
п о к а з а н о ш в и д к о з м і н н и й патрон з ведучими к у л ь к а м и , що застосо
в у є т ь с я д л я л е г к и х робіт. К о н с т р у к т и в н о в і н простий і д о п у с к а є
з м і н у інструмента без з у п и н к и ш п и н д е л я верстата. К о р п у с патрона
з а к р і п л ю ю т ь хвостовиком / у шпинделі верстата. В циліндричному
отворі к о р п у с а розміщена в т у л к а 6 з гніздом д л я інструмента. Обер
т а л ь н и й рух в і д к о р п у с а патрона втулці передають дві к у л ь к и 4,
я к і з н а х о д я т ь с я у поперечних
гніздах к о р п у с а . Д л я з а м і н и в т у л к и
170
170.
6 з р і з а л ь н и м інструментом п р и п и н я ю т ь обертання обойми З, т р и м а ю ч иїї за рифлену поверхню, і піднімають обойму вверх до у п о р у в п р у ж и н - ,
не к і л ь ц е 2, з а к л а д е н е в п а з к о р п у с а . П е р е м і щ е н н я обойми 3 в н и з об
м е ж е н е Іншим к і л ь ц е м . Схема з а м і н и інструмента у патроні п о к а з а н а
на рис. 226, б.
§ 49. РЕЖИМ СВЕРДЛІННЯ (РІЗАННЯ]
Д л я с в е р д л і н н я оброблювану заготовку (деталь) нерухомо за
к р і п л ю ю т ь у пристрої, а свердлу надають два одночасних р у х и
(рис. 227, а) — о б е р т а л ь н и й за с т р і л к о ю /, я к и й н а з и в а є т ь с я г о л о в н и м
(робочим) рухом або рухом р і з а н н я (позначається б у к в о ю V), і посту
п а л ь н и й 2, я к и й н а п р я м л е н и й в з д о в ж осі свердла і н а з и в а є т ь с я р у х о м
подачі (позначається б у к в о ю 5 ) .
П р и свердлінні під дією с и л и р і з а н н я в і д б у в а є т ь с я в і д о к р е м л е н н я
часток металу й у т в о р е н н я елементів с т р у ж к и .
Ш в и д к і с т ь р і з а н н я , подача й глибина с т а н о в л я т ь р е ж и м р і з а н н я .
Ш в и д к і с т ь
р і з а н н я — ц е ш л я х , я к и й проходить у на
п р я м і головного р у х у найвіддаленіша від осі інструмента т о ч к а рі
з а л ь н о ї кромки за одиницю часу.
171.
2. Рекомендовані значення подач і швидкостей різання при свердлінні(робота з охолодженням)
Ш в и д к і с т ь р і з а н н я V, м/хв
при о б р о б ц і
Свердло
П о д а ч а 5, мм/об
Матеріал
Вуглецева сталь
Швидкорізальна
сталь
Д і а м е т р , мм
5...20
10...20
Понад 20
5...10
10...20
Понад 20
сталі
0,15...0,2
0,15...0,25
0,05...0,15
0,15...0,2
0,15...0,25
0,05...0,15
8...12
10...13
10...13
20...30
25...35
30...35
чавуну
8...10
10...13
10. ..13
20...25
1 25...35
30...35
латуні
10...13 .
13...15
13...16
25...30
30...40
35...40
П р и м і т к а . У таблиці наведено швидкості різання ббробки матеріалів
середньої твердості. Для твердих сталей треба табличні дані зменшити на 15...
2 0 % , для м'яких—збільшити на 15...20 %. Для твердосплавних інструментів
можна швидкість різання брати у 3...4 рази більшу, ніж для інструмента зі
швидкорізальної сталі.
Я к щ о відомі частота о б е р т а н н я свердла і його діаметр, то ш в и д к і с т ь
р і з а н н я (м/хв) п і д р а х о в у ю т ь за формулою V = яЛя/ІООО*, де я —
стале число, я к е дорівнює 3,14; В — діаметр свердла, мм; п — частота
обертання свердла, об/хв.
Ш в и д к і с т ь р і з а н н я з а л е ж и т ь в і д оброблюваного м а т е р і а л у , діамет
р а , м а т е р і а л у свердла І, форми його з а г о с т р е н н я , подачі, глибини рі
з а н н я й о х о л о д ж е н н я . О д н а к треба п а м ' я т а т и з а г а л ь н е п р а в и л о : ,
чим т в е р д і ш и й м а т е р і а л , я к и й треба свердлити, і б і л ь ш и й д і а м е т р
свердла, тим менша ш в и д к і с т ь р і з а н н я . .
Я к щ о відомі діаметр свердла і ш в и д к і с т ь р і з а н н я , то частоту обер
т а н н я інструмента п (об/хв) м о ж н а в и з н а ч и т и за формулою п =
=* 1 0 0 0 К / ( я £ )
П о д а ч а 5 ( р и с 227, б ) — ц е переміщення свердла в з д о в ж осі
за один його оберт або за один оберт заготовки ( я к щ о обертається за
г о т о в к а , а свердло здійснює поступальний р у х ) . Вона в и р а ж а є т ь с я
у м і л і м е т р а х на оберт (мм/об). П р а в и л ь н и й вибір подачі має в е л и к е
з н а ч е н н я д л я з б і л ь ш е н н я стійкості інструмента. З а в ж д и в и г і д н і ш е
п р а ц ю в а т и з більшою подачею і меншою швидкістю р і з а н н я — у цьому
в и п а д к у свердло с п р а ц ь о в у є т ь с я п о в і л ь н і ш е .
Г л и б и н а
р і з а н н я / — відстань від обробленої п о в е р х н і
до осі свердла (тобто радіус свердла). Глибину р і з а н н я (мм) визна
чають за формулою ї = Ь / 2 .
П р и розсвердлюванні глибина р і з а н н я ї (мм) в и з н а ч а є т ь с я як
половина р і з н и ц і м і ж діаметром £) свердла і діаметром й р а н і ш е оброб
л е н о г о отвору, тобто і = (й — (1)12.
* Оскільки діаметр отвору виражається в міліметрах, а швидкість різання —
у метрах на хвилину, то добуток лй треба поділити на 1000»
172
172.
П р и виборі режимів р і з а н н я в першу чергу підбирають н а й б і л ь ш уподачу з а л е ж н о від якості оброблюваної поверхні, міцності свердла
і верстата та інших ф а к т о р і в (за т а б л и ц я м и , поданими у довідниках)
і коректують за кінематичними даними верстата (беруть н а й б л и ж ч е
менше), а потім встановлюють т а к у швидкість р і з а н н я , за я к о ї стій
кість інструмента м і ж перегострвннями буде найбільшою.
Р е ж и м и с в е р д л і н н я з а л е ж н о від діаметрів отвору оброблюваного
матеріалу, м а т е р і а л у свердла та інших ф а к т о р і в наведено у довід
н и к а х або с п е ц і а л ь н и х т а б л и ц я х (табл. 2).
Д л я в и з н а ч е н н я частоти обертання ш п и н д е л я за заданою швид
кістю V і діаметром Б свердла можна використати графік (рис. 227,
в). З точки, що відповідає п р и й н я т і й швидкості р і з а н н я , провести
г о р и з о н т а л ь н у л і н і ю , а з точки, що відповідає вибраному діаметру
с в е р д л а , — в е р т и к а л ь н у . З а точкою перетину цих л і н і й в и з н а ч и т и
н а й б л и ж ч у рекомендовану частоту обертання з тих, я к і є на даному
верстаті.
У нашому п р и к л а д і при діаметрі свердла В = 20 мм і швидкості
р і з а н н я V = 20 м/хв необхідно п ра ц ю ва т и з частотою обертання сверд
ла п -= 315 об/хв.
§ 50. СВЕРДЛІННЯ ОТВОРІВ
П р и свердлінні р о з р і з н я ю т ь н а с к р і з н і , г л у х і й н е п о в н і
отвори. В и с о к о я к і с н и й отвір м о ж н а дістати в н а с л і д о к п р а в и л ь н о г о
вибору прийомів с в е р д л і н н я ,
правильного
розміщення
свердла
відносно оброблюваної поверхні і суміщенням осі свердла з центром
(віссю) майбутнього отвору.
Підготовка й налагодження верстата. П е р е д початком роботи на
свердлильному верстаті слід насамперед п е р е в і р и т и с п р а в н і с т ь його
з а з е м л е н н я , протерти стіл, отвір ш п и н д е л я , перевірити н а я в н і с т ь ого
р о ж і , обертання інструмента (вхолосту), осьове переміщення ш п и н д е л я ,
роботу м е х а н і з м у подачі, з а к р і п л е н н я стола.
П і дг о то вк а верстата до роботи п о л я г а є у встановленні й закріплен
ні р і з а л ь н о г о інструмента й з а г о т о в к и ^ а т а к о ж у визначенні р е ж и м у
р і з а н н я — швидкості й подачі. Свердло в и б и р а ю т ь відповідно до за
даного діаметра отвору і з а л е ж н о від оброблюваного м а т е р і а л у . Виби
раючи діаметр с в е р д л а , слід п а м ' я т а т и , що при роботі свердлом у ре
зультаті биття отвір д і с т а ю т ь дещо більшого розміру, н і ж свердло.
Середні з н а ч е н н я р о з б и в к и отвору:
Діаметр свердла,
мм
Діаметр виготовленого отвору, мм . . . * .
5
10
25
50
5,03
10,12
25,2
50,28
Точність
свердління в
окремих в и п а д к а х м о ж н а підвищити
ретельним р е г у л ю в а н н я м верстата, п р а в и л ь н и м з а г о с т р е н н я м сверд
ла або з а с т о с у в а н н я м кондукторної в т у л к и .
173
173.
З а л е ж н о від того, я к и й хвостовик має свердло — циліндричнийчи конічний, підбирають свердлильний патрон або відповідну перехід
ну втулку, а з а л е ж н о від форми й розмірів оброблюваної деталі ви
бирають той чи інший пристрій д л я з а к р і п л е н н я її при с в е р д л і н н і .
П е р ш н і ж встановити патрон або перехідну в т у л к у , треба протер
т и я к хвостовик, т а к і отвір ш п и н д е л я . ( З а б о р о н я є т ь с я п р о
т и р а т и
ш п и н д е л ь
при
його
обертанні).
Свердло вводять в отвір ш п и н д е л я легким поштовхом р у к и . П р и
встановленні свердла в патрон треба слідкувати за тим, щоб хвостовик
свердла в п и р а в с я у дно патрона, і н а к ш е при роботі свердло м о ж е пере
міститися в з д о в ж своєї осі. Потім встановлюють пристрій або деталь
на столі верстата, попередньо очистивши як поверхню стола, т а к і
1
упорну площину пристрою чи самої деталі.
К о л и с в е р д л я т ь н а с к р і з н и й отвір, т о д л я у н и к н е н н і п о ш к о д ж е н н я
стола під деталь кладуть підкладку ( я к щ о стіл не має отвору) з точними
п а р а л е л ь н и м и площинами.
П о р я д о к н а л а г о д ж е н н я верстата на певну частоту о б е р т а н н я й по
дачу з а л е ж и т ь від к о н с т р у к ц і ї верстата. Це здійснюють п е р е к и д а н н я м
паса з одного східця ш к і в а на інший або п е р е к л ю ч а н н я м за допомогою
р у к о я т о к зубчастих коліс у коробках швидкостей і подач.
Д л я підвищення стійкості р і з а л ь н о г о інструмента і щоб мати чисту
поверхню отвору при свердлінні металів і сплавів слід використовува
ти охолодні рідини, що з а л е ж н о від м а р к и оброблюваного металу й
с п л а в у вибирають за довідниками.
С в е р д л і н н я за р о з м і т к о ю . За розміткою с в е р д л я т ь одиничні от
в о р и . Попередньо на деталь (рис. 228, а) наносять осьові р и с к и , кру
гову риску /, що визначає к о н т у р и майбутнього отвору, і к о н т р о л ь н у
р и с к у 2 діаметром, дещо більшим за діаметр майбутнього отвору;
потім н а к е р н ю ю т ь з а г л и б л е н н я в центрі отвору. К е р н о в и й отвір к р у г а
р о б л я т ь глибше, щоб надати попередній н а п р я м свердлу. С в е р д л і н н я
здійснюють у два прийоми — спочатку в и к о н у ю т ь пробне с в е р д л і н н я ,
а потім остаточне. Пробним с в е р д л і н н я м при ручній подачі дістають
2
Контур просбердпюN І Одного от бору
а
Канобки, над рублені
крейцмейселем
для випраблення
зміщеного заглиблення
174
Зміщений в бік
отбір
5
Рис. 228. Сверд
ління
за
розміт
кою:
а — розмітка отвору?
б — виправлення »мі«
їденого отвору
174.
Рис. 229. Свердління глухих отворів, на визначену глибину за втулочним упором (а) та вимірювальною лі
нійкою (б)
з а г л и б л е н н я З розміром б л и з ь к о 1/4 майбутнього отвору. П і с л я цього
видаляють стружку й перевіряють концентричність лунки й кругової
риски /. Я к щ о контури з а г л и б л е н н я 3 (лунки) зміщені відносно риски
/ майбутнього отвору, то від центра л у н к и в той бік слід змістити ц е н т р
отвору, крейцмейселем прорубати дві-три к а н а в к и . Потім з н о в у про
д о в ж у ю т ь с в е р д л і н н я і, п е р е к о н а в ш и с ь у його п р а в и л ь н о с т і , про
свердлюють остаточно (рис. 228, б).
Свердління глухих отворів на з а д а н у глибину з д і й с н ю ю т ь за вту
лочним упором на свердлі (рис. 229, а) або в и м і р ю в а л ь н і й л і н і й ц і ,
з а к р і п л е н і й на верстаті (рис. 229, б). Д л я в и м і р ю в а н н я свердло під
в о д я т ь до з і т к н е н н я з поверхнею деталі, с в е р д л я т ь на глибину к о н у с а
с в е р д л а й відмічають за с т р і л к о ю (показником) початкове п о л о ж е н н я
на л і н і й ц і . Потім до цього п о к а з н и к а додають з а д а н у глибину свердлін
ня й дістають розмір (цифру), до я к о г о слід свердлити.
Д е я к і свердлильні верстати на в и м і р ю в а л ь н і й лінійці мають у п о р :
його н и ж н ю г р а н ь встановлюють на цифрі, до я к о ї треба свердлити,
і упор з а к р і п л ю ю т ь гвинтом.
175
175.
Рис. 230. Свердління неповного отвору за допомогою приставної пла
стини (а) і наскрізного отвору в ко
синці (б):
; — деталь; 2 — пластина
Б а г а т о с в е р д л и л ь н и х верстатів мають механізми автоматичної по
дачі з лімбами, щ о в и з н а ч а ю т ь х і д свердла на п о т р і б н у глибину.
П р и свердлінні г л у х и х отворів треба періодично виводити свердло
з о т в о р у , очищати останнє від с т р у ж к и й з а м і р я т и глибину штанген
глибиноміром.
Свердління неповних отворів (півотворів). К о л и отвір р о з м і щ е н о
б і л я к р а ю , до оброблюваної деталі п р и с т а в л я ю т ь п л а с т и н к у з того са
мого м а т е р і а л у , з а т и с к у ю т ь у л е щ а т а х і с в е р д л я т ь повний отвір
(рис. 230, а ) , потім п л а с т и н к у п р и б и р а ю т ь .
Свердління наскрізного отвору в кутнику з д і й с н ю ю т ь п і с л я за
к р і п л е н н я останнього на д е р е в ' я н і й підкладці (рис. 230, б). Спочатку
в и к о н у ю т ь повне з а с в е р д л ю в а н н я й п е р е в і р я ю т ь отвір за к о н т р о л ь н и м и
к о л а м и . В и я в и в ш и в і д х и л е н н я свердла, л і к в і д у ю т ь його, а потім ос
таточно просвердлюють отвір. П і с л я цього п е р е с т а в л я ю т ь к у тни к д л я
с в е р д л і н н я наступного отвору і т. д.
Свердління отворів у площинах, розміщених п і д кутом одна до
одної (рис. 231, а). Щ о б свердло не в і д х и л я л о с я й не л а м а л о с я , спо
чатку підготовляють поверхню п е р п е н д и к у л я р н о до осі просвердлю
в а н о г о отвору (фрезерують або зенкують), м і ж п л о щ и н а м и в с т а в л я ю т ь
д е р е в ' я н і вкладиші або підкладки, потім с в е р д л я т ь о т в і р , як з в и ч а й н о .
Свердління отворів на циліндричній поверхні ( р и с . 231, б). Спо
чатку п е р п е н д и к у л я р н о до осі с в е р д л і н н я на ц и л і н д р и ч н і й поверхні
р о б л я т ь п л о щ а д к у , накернюють центр, після чого с в е р д л я т ь о т в і р ,
як з в и ч а й н о .
Рис. 231. Свердління отворів у площинах,
розміщеиих під кутом одна до одної (а),
На
Ц И Л І Н Д Р И Ч Н І Й поверхні
нистих деталях
176
(в)
(б)
І
В
ПОРОЖ-
Рис. 232. Свердління отворів з уступами:
а-розсвердлюванням;
б — зі
зменшенням діаметра отвору
176.
Свердління отворів у порожнистих деталях (рис. 2 3 1 , в). П р исвердлінні п о р о ж н и н у в деталі забивають д е р е в ' я н и м чопом.
Свердління отворів з уступами м о ж н а здійснювати двома способами:
1) спочатку отвір свердлять свердлом найменшого діаметра, потім
його, розсвердлюють на один чи два більших діаметра в м е ж а х глибини
к о ж н о г о с т у п е н я ; свердла міняють з а к і л ь к і с т ю ступенів, послідовно
з б і л ь ш у ю ч и їх діаметр (рис. 232, а);
2) спочатку отвір с в е р д л я т ь свердлом найбільшого діаметра, а по
тім — свердлами менших діаметрів за числом ступенів (рис. 232, б).
П р и обох способах свердло не збочує — воно добре ц е н т р у є т ь с я .
В и м і р ю в а т и глибину с в е р д л і н н я легше п р и другому способі, бо гли
биномір у п и р а є т ь с я в дно отвору.
Свердління точних отворів. Щ о б дістати точні отвори, с в е р д л і н н я
здійснюють за два робочих ходи. П р и першому робочому ході сверд
л я т ь свердлом, діаметр я к о г о на 1...3 мм менший за діаметр отвору,
що запобігає ш к і д л и в о м у в п л и в у перемички. П і с л я цього отвір сверд
л я т ь за розміром. Свердло має бути добре заточене.
Д л я виготовлення чистіших отворів с в е р д л я т ь з малою автоматич
ною подачею п р и достатньому охолодженні й безперервному відведен
ні с т р у ж к и .
Свердління отворів невеликих діаметрів здійснюють на в е р с т а т а х
підвищеної точності з відповідними подачами, а т а к о ж у л ь т р а з в у к о в и м
або е л е к т р о і с к р о в и м способом.
Свердління отворів великих діаметрів здійснюють розсвердлю
в а н н я м просвердлених отворів. О д н а к отвори, що дістали відлив
кою, штамповкою чи іншими подібними методами, розсвердлювати
не рекомендується, бо свердло с и л ь н о збочує в н а с л і д о к незбігання
центра отвору з віссю свердла.
Кільцеве свердління дає змогу на верстатах в и г о т о в л я т и о т в о р и
50 мм і більше, не застосовуючи р о з с в е р д л ю в а н н я . К і л ь ц е в е с в е р д л і н н я
здійснюють за допомогою різцевих головок, що мають п о р о ж н и с т и й
к о р п у с із з а к р і п л е н и м и на ньому р і з ц я м и , розміщеними д і а м е т р а л ь н о
й рівномірно по колу. Ч и с л о р і з ц і в к р а т н е — від 6 до 12 д л я г о л о в о к
ЗО... 150 мм.
П р и к і л ь ц е в о м у свердлінні в деталі 2 (рис. 233) в и р і з у ю т ь р і з ц я м и З
к а н а в к и , а в н у т р і ш н ю частину (серцевину), що з а л и ш и л а с я в отворі
у в и г л я д і с т е р ж н я /, виламують. С т е р ж е н ь в и л а м у ю т ь з в и ч а й н о не по
в с і й д о в ж и н і о т в о р у одразу, а частинами, в міру з а г л и б л е н н я г о л о в к и .
Глибина к і л ь ц е в о ї виточки, я к а потрібна д л я в и л а м у в а н н я , з а л е ж и т ь
від діаметра отвору.
Свердління отворів у листовому металі. С в е р д л и т и отвір у т о н к о м у
листовому металі з в и ч а й н и м и свердлами д у ж е в а ж к о , бо глибина сверд
л і н н я менша за д о в ж и н у з а б і р н о г о к о н у с а — р і з а л ь н і к р о м к и свердла
ч і п л я т и м у т ь за оброблюваний м а т е р і а л і рватимуть його. О т в о р и у
листовому металі с в е р д л я т ь перовими свердлами, а н а й ч а с т і ш е про177
177.
Рис. 233. Кільцеве свердлінняРис. 234. Вирізування отворів у листовому металі
бивають на д і р к о п р о б и в н и х пресах. В е л и к и й отвір дістають не сверд
л і н н я м , а в и р і з у в а н н я м р і з ц я м и , з а к р і п л е н и м и в о п р а в к у (рис. 234).
Д л я цього в и к о р и с т о в у ю т ь о п р а в к у 4 з н а п р я м н и м стержнем З і ко
нічним хвостовиком 5, в я к о м у з а к р і п л ю ю т ь два (або чотири) різці 2.
Н а п р я м н и й с т е р ж е н ь входить у готовий отвір і з а б е з п е ч у є надійне
с п р я м у в а н н я . О п р а в к а з р і з ц я м и , обертаючись і дістаючи подачу,
в и р і з у є отвір у деталі 1.
Свердління глибоких отворів. Г л и б о к и м с в е р д л і н н я м
н а з и в а ю т ь с в е р д л і н н я отворів н а глибину, я к а п е р е в и щ у є діаметр
свердла у п ' я т ь р а з і в і більше. З а л е ж н о від технології р о з р і з н я ю т ь
суцільне й кільцеве свердління.
С в е р д л і н н я
с п і р а л ь н и м
с в е р д л о м здійснюють,
надсвердлюючи о т в і р коротким свердлом, а потім н о р м а л ь н и м сверд
лом с в е р д л я т ь його на повну глибину.
Просвердлюючи глибокий отвір, періодично в и в о д я т ь з нього
свердло, не з у п и н я ю ч и верстат, і в и д а л я ю т ь з к а н а в о к с т р у ж к у , що
н а к о п и ч и л а с я . Д о в ж и н а свердла має відповідати глибині с в е р д л і н н я .
В и г о т о в л е н н я глибоких отворів обробкою с п і р а л ь н и м и свердлами
забезпечується:
попереднім з а с в е р д л ю в а н н я м (центруванням) отвору ж о р с т к и м
укороченим свердлом, я к е дає змогу п р а в и л ь н і ш е с п р я м у в а т и довге
с в е р д л о в п е р і о д в р і з у в а н н я у метал;
с в е р д л і н н я м отвору двома свердлами — спочатку к о р о т к и м , а по
т і м довгим (перше с в е р д л і н н я — на глибину до п ' я т и діаметрів сверд
ла);
застосуванням напрямних кондукторних втулок;
з а с т о с у в а н н я м с п і р а л ь н и х свердел із в н у т р і ш н і м підведенням охо
лодної рідини.
Свердлити отвори в е л и к о ї глибини з двох сторін не р е к о м е н д у є т ь с я .
1(7:8
178.
§ 51 ОСОБЛИВОСТІ СВЕРДЛІННЯ ВАЖКООБРОБЛЮВАНИХСОЛАВІВ І П Л А С Т М А С
Свердління жароміцних сталей с у п р о в о д ж у є т ь с я у т в о р е н н я м с и л ь н о
деформованої стрічкоподібної с т р у ж к и , що, впираючись у с т і н к и кана
вок с в е р д л а й забиваючи їх, додатково деформується й утруднює
підведення охолодної рідини, а це з н и ж у є с т і й к і с т ь свердла. Тому
д л я с в е р д л і н н я т а к и х сталей н а задніх п о в е р х н я х свердла р о б л я т ь
с т р у ж к о р о з д і л ю в а л ь н і к а н а в к и , розміщені в ш а х о в о м у п о р я д к у .
С в е р д л і н н я , ж а р о м і ц н и х с т а л е й з д і й с н ю ю т ь п р и сильному охо
л о д ж е н н і 5 %-ною емульсією або водним розчином хлористого б а р і ю
з добавкою 1 % нітрату натрію.
Свердління легких сплавів потребує особливої у в а г и . Ш и р о к о
застосовувані магнієві с п л а в и М Л 4 , М Л 5 та ін., а т а к о ж алюмінієві
с п л а в и в и к л и к а ю т ь т р у д н о щ і п р и свердлінні.
П р и свердлінні магнієвих с п л а в і в на передній поверхні с в е р д л а
р о б л я т ь ф а с к у з переднім кутом 5°, з а в ш и р ш к и 0,2...0,6 мм з а л е ж н о від
д і а м е т р а (чим б і л ь ш и й діаметр свердла, тим ш и р ш а ф а с к а ) . П р и оброб
ці м а г н і є в и х с п л а в і в не рекомендуються в е л и к і швидкості, бо с п л а в и
можуть спалахувати.
Особливості свердел д л я обро0ки м а г н і є в и х с п л а в і в : в е л и к і передні
к у т и ; малі кути при вершині (24...90°); в е л и к і задні кути (15°).
Свердла д л я обробки а л ю мі ні єв их с п л а в і в в и г о т о в л я ю т ь з б і л ь ш и м и
кутами при вершині (65...70°) і к у т а м и н а х и л у г в и н т о в и х к а н а в о к
(35...45°), н і ж с в е р д л а д л я обробки чорних металів. З а д н і й к у т дорів
нює 8... 10°.
Свердління пластмас. Вироби з пластмас (за незначними в и н я т к а м и )
м о ж н а оброблювати всіма видами р і з а н н я . О д н а к м е х а н і ч н а об роб к а
ї х має особливості, я к і слід в р а х о в у в а т и .
Т е р м о р е а к т и в н і
м а т е р і а л и (текстоліт, амінопласти,
гетинакс, в о л о к н і т , фенопласт К18-2 тощо) о б р о б л я ю т ь всуху, без
з а с т о с у в а н н я охолодних рідин; о х о л о д ж е н н я р і з а л ь н о г о інструмента
з д і й с н ю ю т ь струменем стиснутого п о в і т р я .
Т е р м о п л а с т и ч н і
м а т е р і а л и
(капрон,
поліетилен,
в і н і п л а с т ) допустимо оброблювати з о х о л о д ж е н н я м 5 %-ним розчином
е м у л ь с о л а у воді.
П л а с т и ч н і маси р і ж у т ь гострозагостреним інструментом. Н а в і т ь
невелике з а т у п л е н н я його д у ж е з н и ж у є я к і с т ь обробки поверхні.
З м е н ш е н н я подачі т а к о ж негативно в п л и в а є на я к і с т ь обробки, бо не
р і д к о призводить до н а л и п а н н я о п л а в л е н о г о м а т е р і а л у (особливо п р и
р і з а н н і к а п р о н у , поліетилену й вініпласту).
Д л я свердління ш а р у в а т и х п л а с т м а с
успішно засто
совують с п е ц і а л ь н і свердла з кутом з а г о с т р е н н я п р и вершині 70°
(рис. 235, а). П р и обробці к а п р о н у з невеликими допусками всі з а м і р и
слід в и к о н у в а т и п р и 20 °С, о с к і л ь к и теплове р о з ш и р е н н я к а п р о н у у
179
179.
Рис. 235. Інструмент для свердлінняотворів у пластмасі (я), органічному
склі (б) і циркульний різець (в)
Р и с 236. Свердло-лопатка Красавцева для свердління отворів у гумі
а
6
в
к і л ь к а разів більше, н і ж металу. Щ о б вихідна сторона п р и свердлінні
не р о з к р и ш у в а л а с я , під неї підкладають ж о р с т к у металеву опору.
Свердління органічного скла в и к о н у ю т ь гострими с п і р а л ь н и м и
свердлами з кутом при вершині 2ср =* 70° (рис. 235, б). Я к щ о потрібно
зробити отвір в е л и к о г о діаметра (100... 150 мм), в и к о р и с т о в у ю т ь
ц и р к у л ь н і р і з ц і (рис. 235, в). С в е р д л і н н я з в и ч а й н о здійснюють зі
ш в и д к і с т ю до 50 м/хв і подачею 0,1 мм/об д л я тонких заготовок і до
0,3 мм/об — д л я заготовок з а в т о в ш к и понад 10 мм. Р і з е ц ь 3 (рис, 235,
в), з а к р і п л е н и й у затискачі І, в с т а в л я ю т ь в о п р а в к у 2, я к а своїм
хвостовиком з а к р і п л ю є т ь с я у шпинделі верстата. Р і з е ц ь м о ж н а вста
новлювати на р і з н и й радіус І?.
Свердління отворів у гумі. С в е р д л і н н я отворів у гумі з в и ч а й н и м и
с в е р д л а м и зі с п е ц і а л ь н о загостреним кутом ускладнене. З а п р о п о й о в а на К р а с а в ц е в и м свердло-лопатка (рис. 236) нагадує с т о л я р н е перове
свердло, але т і л ь к и не має центрового н а п р я м у . П і д гуму на стіл
верстата к л а д у т ь шматок ф а н е р и й с в е р д л я т ь п р и в е л и к і й частоті обер
тання шпинделя.
Безпека праці. П р и роботі на с в е р д л и л ь н о м у верстаті треба дотри
м у в а т и с я т а к и х п р а в и л безпеки;
п р а в и л ь н о встановлювати, надійно з а к р і п л ю в а т и з а г о т о в к и на столі
верстата і не п р и т р и м у в а т и їх р у к а м и у процесі обробки;
не з а л и ш а т и ключ у свердлильному патроні п і с л я зміни р і з а л ь н о г о
інструмента;
п у с к верстата здійснювати л и ш е п р и твердій впевненості у безпеці
роботи;
с л і д к у в а т и за роботою насоса
й к і л ь к і с т ю охолодної рідини, що
надходить до м і с ц я обробки;
не братися за р і з а л ь н и й інструмент та ш п и н д е л ь , що обертаються;
не виймати р у к о ю з л а м а н и х р і з а л ь н и х інструментів з отвору,
к о р и с т у в а т и с я д л я цього спеціальними п р и с т р о я м и ;
не н а т и с к а т и с и л ь н о на в а ж і л ь подачі п р и свердлінні заготовок за
робочий хід (особливо свердлами м а л о г о діаметра);
п р и заміні п а т р о н а або свердла підкладати д е р е в ' я н у п і д к л а д к у
на стіл верстата під ш п и н д е л ь ;
180
180.
при видаленні свердлильного патрона, свердла або перехідної втулки зі шпинделя к о р и с т у в а т и с я спеціальним ключем або клином;
постійно слідкувати за справністю р і з а л ь н о г о інструмента й при
строїв д л я з а к р і п л е н н я заготовок та інструментів;
не передавати й не приймати будь-яких предметів через працюючий
верстат;
не п р а ц ю в а т и на верстаті в р у к а в и ц я х ;
не обпиратися на верстат під час його роботи.
О б о в ' я з к о в о
з у п и н я т и
в е р с т а т у
в и п а д к а х :
відходу від нього навіть на короткий час;
п р и п и н е н н я роботи;
в и я в л е н н я п о ш к о д ж е н ь у верстаті, п р и н а л е ж н о с т я х , п р и с т р о я х
і р і з а л ь н о м у інструменті;
з м а щ е н н я верстата;
встановлення або заміни р і з а л ь н о г о інструмента, пристроїв, при
належностей тощо;
п р и б и р а н н я верстата, робочого місця та інструмента, патрона й
заготовки.
Р о з д і л XI.
ЗЕНКЕРУВАННЯ, ЗЕНКУВАННЯ
ТА РОЗВЕРТАННЯ ОТВОРІВ
§ 52. З Е Н К Е Р У В А Н Н Я
З а г а л ь н і в і д о м о с т і . З е н к е р у в а н н я м називається процес
обробки з е н к е р а м и циліндричних і конічних необроблених отворів
у д е т а л я х , виготовлених литвом, к у в а н н я м або ш т а м п у в а н н я м , або
отворів, попередньо просвердлених з метою з б і л ь ш е н н я ї х н ь о г о діамет
ра, п і д в и щ е н н я якості поверхні і точності (зменшення конусності,
овальності).
З е н к е р у в а н н я є або остаточною обробкою отвору або проміж
ною операцією перед р о з в е р т а н н я м , тому при з е н к е р у в а н н і з а л и ш а ю т ь
незначні п р и п у с к и д л я остаточної обробки отвору р о з в е р т а н н я м ( я к і
п і с л я свердління з а л и ш а ю т ь п р и п у с к під з е н к е р у в а н н я ) .
З е н к е р у в а н н я забезпечує точність обробки отворів у м е ж а х 8...
13-го квалітетів, шорсткість обробленої поверхні
10...2,5.
З е н к е р у в а н н я — о п е р а ц і я продуктивніша,
н і ж с в е р д л і н н я , бо
п р и о д н а к о в и х (приблизно) ш в и д к о с т я х р і з а н н я подача п р и зенкеру
в а н н і д о п у с к а є т ь с я у 2,5...З р а з и більша, н і ж п р и свердлінні.
З е н к е р и . Інструментом, я к и м в и к о н у ю т ь з е н к е р у в а н н я , є з е н к е р ,
я к и й , як і свердло, з а к р і п л ю ю т ь у конічному отворі ш п и н д е л я верста
та. П р а ц ю є з е н к е р так само, як і свердло, здійснюючи обертальний р у х
н а в к о л о осі, а поступальний — в з д о в ж осі отвору.
101
181.
бРис. 237. Основні, елементи зенкера
Рис. 238. Геометрія зуба зенкера:
а — триперого; б — чотириперого
З о в н і ш н і м виглядом с у ц і л ь н и й з е н к е р т а к о ж нагадує свердло І
с к л а д а є т ь с я з тих самих основних елементів, але має більше р і з а л ь н и х
кромок (три-чотири) і с п і р а л ь н и х к а н а в о к . Три-чотири р і з а л ь н і к р о м к и
(зенкери називаються відповідно три- і чотириперими) к р а щ е центру
ють інструмент у отворі, надають йому більшої ж о р с т к о с т і , чим забез
печується висока точність. З е н к е р ( р и с 237) с к л а д а є т ь с я з робочої
частини 2, ш и й к и 4, хвостовика 5 і л а п к и 6.
Робоча частина 2, у свою чергу, с к л а д а є т ь с я з р і з а л ь н о ї (забірної)
1 і н а п р я м н о ї (калібруючої) З частин.
П і д час з е н к е р у в а н н я р і з а л ь н а частина в и к о н у є основну роботу
по з н я т т ю металу, а н а п р я м н а с л у ж и т ь д л я с п р я м у в а н н я з е н к е р а в от
в і р , з а ч и щ а н н я поверхні, надання отвору п р а в и л ь н о ї циліндричної
форми й досягнення потрібного р о з м і р у отвору.
Стрічки (фаски) на н а п р я м н і й частині з е н к е р а зменшують т е р т я ,
щ о полегшує р і з а н н я .
З е н к е р и мають передню поверхню / ( р и с 238, а, б), р і з а л ь н і к р о м к и
2, серцевину З, задню поверхню 4, стрічки 5, а т а к о ж к у т и : а— з а д н і й ,
у — передній, ф — у п л а н і , со — н а х и л у гвинтової к а н а в к и , з н а ч е н н я
яких в и з н а ч а ю т ь с я з а л е ж н о від т в е р д о с т і м е т а л і в .
З е н к е р и виготовляють з ш в и д к о р і з а л ь н о ї сталі; вони б у в а ю т ь
двох т и п і в — суцільні з конічним хвостовиком і насадні. П е р ш і
застосовують д л я попередньої, а другі — д л я остаточної обробки
отворів.
С у ц і л ь н і з е н к е р и з к о н і ч н и м
х в о с т о в и к о м
(рис. 239, а) в и г о т о в л я ю т ь 0 10...40 мм, з д о в ж и н о ю робочої частини
80...200 мм та числом зубів, що дорівнює 3.
Н а с а д н і з е н к е р и в и г о т р в л я ю т ь ' 0 32... 8 0 мм, з довжиною
робочої частини 10... 18 мм та числом зубів, що дорівнює 4.
182
182.
Рис. 239. Зенкери:с —суцільний з конічним хвостовиком; б —суцільний з конічним хвостовиком, оснащений
пластинками з твердого сплаву; в — насадний зі вставними ножами; г — насадний, оснащений
пластинками з твердого сплаву; д — робота зенкером
Д л я п о п е р е д н ь о ї та остаточної обробки о т в о р і в у д е т а л я х з чавуну і
сталі в и г о т о в л я ю т ь відповідно суцільні з е н к е р и з конічним хвостови
ком і насадні, оснащені п л а с т и н к а м и з твердого с п л а в у (рис. 2 3 9 / 6 ) .
К р і м того, зенкери виготовляють насадні зі вставними н о ж а м и
(рис. 239, в) з ш в и д к о р і з а л ь н о ї сталі д л я попередньої та остаточної
обробки отворів у д е т а л я х з ч а в у н у та сталі, а т а к о ж з е н к е р и зі встав
ними н о ж а м и з твердого с п л а в у ( В К 6 , В К 8 , В К 6 М , В К 8 В , Т 5 К Ю ,
Т 1 4 К В , Т 1 5 К 6 ) , суцільні з конічним хвостовиком, що мають три-чот и р и ножі (клина), і насадні, я к і мають чотири-шість н о ж і в .
З е н к е р у в а н н я в и к о н у ю т ь на с в е р д л и л ь н и х верстатах з подачею
(залежно від діаметра зенкера) по ч а в у н у 0,2...0,35 мм, а по сталі —
0,15...0,3 мм і швидкістю р і з а н н я з е н к е р а м и з п л а с т и н к а м и зі с п л а в у
Т К , я к а дорівнює 80 м/хв.
Д л я з е н к е р і в зі вставними
ножами
з ш в и д к о р і з а л ь н о ї сталі
подачу в и б и р а ю т ь у м е ж а х 0,2...0,26 мм, а ш в и д к і с т ь р і з а н н я — 11,6..,
22,5 м/хв з а л е ж н о від діаметра з е н к е р а . Д л я о х о л о д ж е н н я засто
совують 5 % - н и й (за масою) розчин мильної емульсії у воді.
Н а с а д н і з е н к е р и з н а п а я н и м и п л а с т и н к а м и
з т в е р д о г о с п л а в у (рис. 239, г ) застосовують д л я обробки
отворів 0 34...80 мм. їх в и г о т о в л я ю т ь з а в д о в ж к и 40..,65 мм, з числом
зубів не менш як 4. Н а с а д н і з е н к е р и з'єднують з о п р а в к о ю за допомо
гою виступу на о п р а в ц і та в и р і з у на торці з е н к е р а .
П р и з е н к е р у в а н н і отворів ш и р о к о застосовують т а к о ж комбіновані
інструменти, я к і дають змогу поєднувати з е н к е р у в а н н я зі свердлінням.
Д83
183.
П р и з е н к е р у в а н н і с т р у ж к у в и д а л я ю т ь сильним струменем стистнутого повітря чи води або п е р е в е р т а н н я м деталі, я к щ о вона не в а ж к а .
П р и з е н к е р у в а н н і деталей зі сталі, міді, л а т у н і , дюралюмінію застосо
в у ю т ь о х о л о д ж е н н я м и л ь н о ю емульсією.
Щ о б дістати п р а в и л ь н и й і чистий отвір (рис. 239, д), п р и п у с к и на
діаметр під з е н к е р у в а н н я мають становити 0,05 діаметра (до 0,1 мм).
Б е з п е к а п р а ц і . П р и з е н к е р у в а н н і слід в и к о н у в а т и т і самі вимоги
б е з п е к и , що й при свердлінні.
§ 53. ЗЕНКУВАННЯ
З е н к у в а н н я — це
процес обробки
спеціальним
інстру
ментом циліндричних або конічних з а г л и б л е н ь і фасок просвердлених
отворів під головки болтів, гвинтів і з а к л е п о к .
і
І н с т р у м е н т
для
з е н к у в а н н я .
Основною особли
вістю з е н к і в о к п о р і в н я н о із з е н к е р а м и є н а я в н і с т ь зубів на торці
і н а п р я м н и х цапф, я к и м и з е н к і в к и в в о д я т ь у просвердлений о т в і р .
За формою р і з а л ь н о ї частини з е н к і в к и поділяєш» на циліндричні,
конічні і торцеві ( ц е к і в к и ) .
Ц и л і н д р и ч н а
з е н к і в к а с к л а д а є т ь с я з робочої частини,
на я к і й є від 4 до 8 торцевих зубів, і хвостовика. Ц и л і н д р и ч н і з е н к і в к и
м а ю т ь н а п р я м н у цапфу, що входить у просвердлений отвір. Це забез
печує збіжність осі отвору та утвореного з е н к і в к о ю циліндричного
заглиблення.
Ц и л і н д р и ч н і з е н к і в к и бувають із сталою н а п р я м н о ю і циліндрич
ним хвостовиком 0 2,3... 12 мм (рис. 240, а), зі змінною н а п р я м н о ю
а
6
в
г
д
е
Рис. 240. Зенківки циліндричні з постійною напрямною і циліндричним хвосто
виком (а) І зі змінною напрямною і конічним хвостовиком (б), кути зенківки (<?),
конічні зенківки (е), державка з зенківкою й обмежувачем, що обертається (д),
цеківка (е)
184
184.
і конічним хвостовиком 0 11...40 мм (рис. 240, б). Матеріал — стальР6М5.
З е н к і в к и , як і інші р і з а л ь н і інструменти, мають кути р і з а н н я
(рис. 240, в).
К о н і ч н а з е н к і в к а (рис. 240, г ) т а к о ж складається з ро
бочої частини і хвостовика. Робоча частина має кут конуса при верши
ні 2ср. Н а й п о ш и р е н і ш і конічні з е н к і в к и з кутом конуса при вершині
ЗО, 60, 90 і 120°.
Д е р ж а в к а
із
з е н к і в к о ю
та
о б е р т о в и м
о б<
м е ж н и к о м (рис. 240, д ) має хвостовик 7 , н а одному кінці я к о г о
з а к р і п л е н а на різьбі з е н к і в к а З з напрямною ш п и л ь к о ю /. У п о р 2
з ' є д н а н и й з з е н к і в к о ю гвинтами 4. З е н к і в к а зі втулкою 6 л е г к о оберта
ється з а в д я к и к у л ь к а м 5, розміщеним м і ж в т у л к о ю 6 і упором 2.
З е н к і в к а виступає з упора на глибину отвору, що з е н к у є т ь с я . Обмеж
ник дає змогу з е н к у в а т и отвори на однакову глибину, що в а ж к о до
с я г т и при використанні звичайних зенківок.
Ц е к і в к и д л я з а ч и щ а н н я торцевих поверхонь звичайно вико
нують у вигляді насадних головок, я к і мають торцеві зуби (рис. 240,
е). Ц е к і в к а м и обробляють бобишки під шайби, упорні к і л ь ц я , г а й к и .
З е н к у в а н н я й ц е к у в а н н я , як і свердління отворів на певну глибину,
в и к о н у ю т ь на свердлильних верстатах. З а к р і п л е н н я з е н к і в о к і цеківок
не в і д р і з н я є т ь с я від з а к р і п л е н н я свердел.
Б е з п е к а п р а ц і . П р и зенкуванні треба в и к о н у в а т и ті самі вимоги
безпеки, що й п р и свердлінні.
§ 54. Р О З В Е Р Т А Н Н Я ОТВОРІВ
Р о з в е р т а н н я — ц е процес чистової обробки отворів, я к и й
забезпечує точність за 7...9-м квалітетами і
шорсткість поверхні
На 1,25...0,63.
Р о з в е р т к и . Інструментом д л я р о з в е р т а н н я є розвертки. Розвертан
ня отворів здійснюють на свердлильних і т о к а р н и х верстатах а б о
вручну. Р о з в е р т к и , що застосовують д л я ручного р о з в е р т а н н я , на
зиваються ручними (рис. 241, а, б), а д л я р о з в е р т а н н я на верстатах —
м а ш и н н и м и
(рис. 241, в).
Ма^
^
^
^
шинні розвертки мають коротшу ро^ ^ ^ ^ ^ ^ ^ ^ ^ ^
^
бочу частину. З а формою оброблюва^5Етг^^
НОГО ОТВОру
рОЗВерТКИ
ПОДІЛЯЮТЬ Н а
ттштяшт
~
циліндричні (рис. 2 4 1 , а, в) та конічні ^ ^ Ш ш ш ш ш ш и ^ Ш ^
(рис. 241, б). Ручні й машинні розверт- < я а д ш я в ш ^
б
ки складаються
з трьох основних
частин: робочої, ш и й к и й хвостовика
#
л
(рис. 242).
_ л
Рис 241
Р о б о ч а ч а с т и н а /, на якій
*
• Р°ззертки:
рОЗМ1ЩЄН1 ПО КОЛУ
-
ЗубИ, у
_
СВОЮ
,
Чергу
а, б — ручні циліндрична й конічна; е —
машинна циліндична
185
185.
Робоча частинаШийна
Хвостовий
- V.
_ і
Забірна частина
Кцт унпону
забірної
частини
х
ч
Центровий отвір
Нут нонуса забірної частина
Квадрат
у
Центровий
отвір
Рис. 242. Основні елементи розвертки
п о д і л я є т ь с я на р і з а л ь н у , або забірну, частину, к а л і б р у ю ч у (циліндрич
ну) та зворотний к о н у с .
Р і з а л ь н а ( з а б і р н а ) ч а с т и н а І х н а кінці має н а п р я м н и й
конус (скіс під кутом 45°), п р и з н а ч е н и й д л я з н я т т я п р и п у с к а на роз
в е р т а н н я й охорони вершини р і з а л ь н и х кромок від забоїн п р и роз
вертанні.
Р і з а л ь н і к р о м к и з а б і р н о ї частини утворюють з віссю р о з в е р т к и
кут п р и в е р ш и н і 2ф (для ручних р о з в е р т о к в і н дорівнює О Д . . 1,5°,
0
а д л я м а ш и н н и х — 3...5 ).
К а л і б р у ю ч а
ч а с т и н а / 2 служить
для
калібрування
о т в о р і в і с п р я м у в а н н я р о з в е р т к и під час роботи. К о ж е н з у б калібру
ючої частини р о з в е р т к и з а к і н ч у є т ь с я к а н а в к о ю , з а в д я к и чому утворю
ються р і з а л ь н і к р о м к и ; крім того, к а н а в к и с л у ж а т ь д л я відведення
стружки.
З в о р о т н и й к о н у с / 3 з н а х о д и т ь с я н а к а л і б р у ю ч і й частині
б л и ж ч е д о хвостовика. Він с л у ж и т ь д л я з м е н ш е н н я т е р т я р о з в е р т к и
об поверхню о т в о р у й д л я з б е р е ж е н н я якості оброблюваної поверхні
при виході р о з в е р т к и з о т в о р у .
У ручних р о з в е р т к а х з в о р о т н и й конус становить 0,06...0,1 мм, а
у м а ш и н н и х — 0,04...0,3 мм.
Ш и й к а р о з в е р т к и знаходиться з а зворотним конусом і с л у ж и т ь
д л я виходу ф р е з и п р и фрезеруванні (нарізуванні) на р о з в е р т к а х зубів,
а т а к о ж ш л і ф у в а л ь н о г о круга при загостренні.
Х в о с т о в и к
р у ч н и х
р о з в е р т о к
має к в а д р а т д л я
в о р о т к а (див. рис. 241, а). Х в о с т о в и к м а ш и н н и х
роз
в е р т о к 0 10...12 м м виконують циліндричним, більш в е л и к и х —
к о н і ч н и м (див. рис. 2 4 1 , в).
Ц е н т р о в і
о т в о р и служать для встановлення розвертки
п р и ЇЇ виготовленні, а т а к о ж п р и загостренні й перезагостренні з у б і в .
186
186.
Задній кит(забірної частини)
Кш різання
(забірної частноу^з
Рис. 243. Геометрія зубів роз
вертки (а, б)у нерівномірне (з)
і рівномірне (г) розміщення
зубів по колу
Кцт загострення ^
(забірної частим
Рис. 244. Спіральні розвертки:
а — права;
Передній кут (забірної
частини) 0у
Кут загастрен-^
ні (Калібруючої
частини)
Кут різання
<
(калібруючої частини)
6
б — ліва
д
6
Р і з а л ь н и м и елементами розвертки є з у б и (рис. 243, а, б), я к і ха
р а к т е р и з у ю т ь с я заднім кутом, що дорівнює 6... 15° (більші з н а ч е н н я бе
руть для розверток більших діаметрів), кутом загострення ¡3 і переднім
кутом у (для чорнових розверток в і н дорівнює 0.. Л0°, д л я ЧИОТОВЙХ —0°).
Р о з в е р т к и виготовляють з рівномірним та нерівномірним розподі
лом зубів по колу. П р и ручному розвертанні застосовують р о з в е р т к и
з нерівномірним розподілом зубів по к о л у ; н а п р и к л а д , у р о з в е р т к и ,
що має вісім з у б і в , кути м і ж ними с т а н о в л я т ь 42, 44, 46 і 48° (рис. 243,
в). Т а к е р о з м і щ е н н я зубів забезпечує в отворі чистішу поверхню,
а головне, обмежує можливість утворення т а к з в а н о ї о ґ р а н к и , тобто
коли отвори будуть не циліндричної, а б а г а т о г р а н н о ї форми.
Я к щ о б к р о к р о з в е р т к и був рівномірним, то п р и к о ж н о м у повороті
воротком р о з в е р т к и зуби з у п и н я л и с я б в одному й тому самому місці,
що неминуче п р и з в е л о б до виготовлення хвилястої (гранованої)
поверхні.
Машинні р о з в е р т к и виготовляють з рівномірним розміщенням
зубів по к о л у ( р и с 243, г). Ч и с л о зубів розверток к р а т н е — 6, 8, 10
тощо. Ч и м більше зубів, тим в и щ а я к і с т ь обробки.
Р у ч н і й м а ш и н н і р о з в е р т к и в и г о т о в л я ю т ь з п р я м и м и (прямозубі) й г в и н т о в и м и (спіральні) к а н а в к а м и (зубами). З а спряму
в а н н я м гвинтових к а н а в о к ї х п о д і л я ю т ь н а п р а в і ( р и с 244, й ) і л і в і
(рис. 244, б ) .
П р и обробці с п і р а л ь н о ю розверткою п о в е р х н я виходить чисті
шою, н і ж п р и обробці п р я м о з у б о ю розверткою. О д н а к виготовлення
й особливо з а г о с т р е н н я с п і р а л ь н и х розверток надто складні,
тому
т а к і р о з в е р т к и застосовують л и ш е прй розвертанні отворів, у я к и х
є п а з и або к а н а в к и .
Як конічні, т а к і циліндричні розвертки в и г о т о в л я ю т ь комплектами
з двох або трьох ш т у к (рис. 245). У комплекті з двох ш т у к одна роз187
187.
в е р т к а попередня, а друга — чистова. У комплекті з трьох ш т у к першар о з в е р т к а — чорнова (обдирна), д р у г а — напівчистова і третя — чис
това, що надає отвору остаточних розмірів потрібної шорсткості.
Конічні р о з в е р т к и працюють у в а ж ч и х умовах, ніж ц и л і н д р и ч н і ,
тому в них на п р я м и х зубах р о б л я т ь поперечні п р о р і з и д л я з н я т т я
с т р у ж к и не всією довжиною зуба, що значно зменшує з у с и л л я п р и
р і з а н н і , До того ж о с к і л ь к и чорнова р о з в е р т к а з н і м а є більший при
пуск, її р о б л я т ь ступінчастою, у в и г л я д і окремих з у б і в , я к і при роботі
подрібнюють с т р у ж к у . Н а п р о м і ж н і й розвертці, щ о знімає значно
меншу с т р у ж к у , п р о р і з и р о б л я т ь менші й іншого профілю.
Чистова р о з в е р т к а н і я к и х с т р у ж к о л а м а ю ч и х к а н а в о к не має.
Р у ч н і
ц и л і н д р и ч н і р о з в е р т к и застосовують д л я
р о з в е р т а н н я отворів 0 3...60 мм. За ступенем точності їх поділяють
за н о м е р а м и — 1, 2 і 3.
М а ш и н н і
р о з в е р т к и з ц и л і н д р и ч н и м
хвосто
в и к о м в и г о т о в л я ю т ь трьох типів — І , I I і I I I . Р о з в е р т к и застосову
ють д л я обробки отворів за 6...8-м к в а л і т е т а м и і в и г о т о в л я ю т ь 0 3...
50 мм. їх з а к р і п л ю ю т ь у самоцентруючих п а т р о н а х верстатів.
М а ш и н н і
р о з в е р т к и
з
к о н і ч н и м
хвостови
к о м типу II в и г о т о в л я ю т ь 0 10... 18 мм з коротшою робочою части
ною. Ці р о з в е р т к и з а к р і п л ю ю т ь безпосередньо у шпинделі верстата.
М а ш и н н і н а с а д н і р о з в е р т к и т и п у I I I виготовляють
0 25...50 мм. Ц и м и р о з в е р т к а м и оброблюють о т в о р и за 5...6-м ква
літетами.
М а ш и н н і р о з в е р т к и
з
к в а д р а т н о ю г о л о в к о ю
в и г о т о в л я ю т ь 0 10...32 мм. Вони с л у ж а т ь д л я обробки отворів за
6...7-м квалітетами і з а к р і п л ю ю т ь с я у п а т р о н а х , що д о п у с к а ю т ь
п о к а ч у в а н н я й с а м о ц е н т р у в а н н я розверток в о т в о р а х .
Н а с а д н і
р о з в е р т к и
з і
в с т а в н и м и
н о ж а м и
ти п у І мають те саме п р и з н а ч е н н я , що й попередні; в и г о т о в л я ю т ь їх
0 2 5 . . . 100 мм.
М а ш и н н і
р о з в е р т к и , о с н а щ е н і
п л а с т и н к а
ми з
т в е р д о г о с п л а в у Т 1 5 К 6 , с л у ж а т ь д л я обробки от
ворів в е л и к и х діаметрів з великою швидкістю й високою точністю.
К р і м р о з г л я н у т и х , ш и р о к о застосовують й інші р о з в е р т к и , що
підвищують точність і я к і с т ь обробки о т в о р і в .
Р о з с у в н і
( р е г у л ь о в а н і ) м а ш и н н і
р о з в е р т к и
(рис. 246, а) застосовують при розвертанні отворів 0 24...80 мм. Вони
д о п у с к а ю т ь з б і л ь ш е н н я діаметра на 0,25...0,5 мм.
Р е г у л ь о в а н і р о з в е р т к и набули найбільшого п о ш и р е н н я . В о н и
с к л а д а ю т ь с я з корпуса, що с л у ж и т ь досить довго, і вставних н о ж і в
простої форми. Виготовляють їх з п о р і в н я н о недорогих конструкцій
них сталей. Н о ж і р о б л я т ь з т о н к и х пластинок, на них в и т р а ч а є т ь с я
незначна к і л ь к і с т ь д о р о г о ц і н н о ^ металу. ї х м о ж н а п е р е с т а в л я т и або
розсувати на більший діаметр, регулюючи або загострюючи до потріб188
188.
н о г о розміру. К о л и ножі сточуються і не забезпечують надійного зак р і п л е н н я , їх замінюють новими.
Д л я розвертання наскрізних отворів ш и р о к о застосовують р о з
т и с к н і м а ш и н н і р о з в е р т к и (рис. 246, б), ножі в я к и х
або к р і п л я т ь гвинтами, або в точно підігнаних п а з а х п р и т и с к у ю т ь
до дна о т а н н і х конусними виточками кінцевих гайок. Н о ж і к р і п л я т ь
т а к о ж гвинтами, що розтискують корпус.
П р и роботі розверткою на верстаті часто бувають в и п а д к и , к о л и
при ж о р с т к о з а к р і п л е н і й розвертці її вісь не збігається з віссю
оброблюваного отвору і тому розвернений отвір виходить непра
в и л ь н о ї форми. Це відбувається при пошкодженому верстаті, к о л и
вісь о б е р т а н н я шпинделя не збігається з віссю отвору (биття шпин
деля).
Д л я підвищення якості обробки і щоб запобігти б р а к у при роз
вертанні отворів, застосовують хитні о п р а в к и (рис, 247). Х и т н а оправ
ка кріпиться у шпинделі верстата конічним хвостовиком /. В отворі
корпуса 4 к р і п и т ь с я штифтом 5 із зазором хитна частина о п р а в к и 6,
я к а в п и р а є т ь с я к у л ь к о ю З у п і д п ' я т н и к 2, З а в д я к и т а к і й к о н с т р у к ц і ї
хитна о п р а в к а з розверткою може л е г к о набувати п о л о ж е н н я , що збі
гається з віссю розвірчуваного отвору.
189
189.
л>#_Р И С . 2 4 7 . Л И Т Н а оправка
а — свердло-розвертка; б — з е н к е р розвертка; в -— свердло-зенківка
Щ о б виготовити отвір високої точності, застосовують п л а в а
ючі
р о з в е р т к и — пластини, встановлені
у точно оброблені
п а з и циліндричної о п р а в к и . З о в н і ш н і ребра пластини загострені т а к
само, як і зуби р о з в е р т к и . Д л я забезпечення р е г у л ю в а н н я п л а с т и н и
р о б л я т ь с к л а д а н и м и . П р и роботі плаваючими р о з в е р т к а м и не потрібна
точна співвісність оброблюваного отвору та ш п и н д е л я верстата
і
к р і м того, точний отвір матимемо навіть при битті ш п и н д е л я , бо пласти
на своїми с т р і ч к а м и центрується по стінках отвору, п е р е м і щ у ю ч и с ь
у п а з у о п р а в к и в поперечному н а п р я м і . З а с т о с у в а н н я р а ц і о н а л ь н о ї
к о н с т р у к ц і ї розверток не л и ш е забезпечує високу я к і с т ь роботи, а й
з н а ч н о підвищує п р о д у к т и в н і с т ь п р а ц і .
Н а д е я к и х машинобудівних заводах при розвертанні к о н і ч н и х
отворів на к о н у с н у частину розвертки встановлюють о б м е ж у в а л ь н е
стопорне к і л ь ц е , що в и к л ю ч а є витрату часу на в и м і р ю в а н н я .
Д л я з м е н ш е н н я н а в а н т а ж е н н я на розвертку в процесі роботи
з б і л ь ш у ю т ь д о в ж и н у її забірної частини у 2 р а з и . Це дає змогу від
мовитися від другої розвертки й підвищити п р о д у к т и в н і с т ь і точність
обробки.
Ш и р о к о застосовують
к о м б і н о в а н и й
і н с т р у м е н т
( р и с 248, а — в ) , щ о дає змогу об'єднати дві операції й Дістати о т в і р
заданих форми, к в а л і т е т у й шорсткості.
1.90
190.
§ 55. ПРИЙОМИ РОЗВЕРТАННЯР о з в е р т а н н ю з а в ж д и передує с в е р д л і н н я або з е н к е р у в а н н я от
ворів. Р о з м і р с в е р д л а або з е н к е р а , я к и м и отвір оброблювався п е р е д
р о з в е р т а н н я м , добирають з т а к и м р о з р а х у н к о м , щоб на чорнове роз
вертай ня з а л и ш а в с я п р и п у с к 0,26...0,5 мм, а на чистове — 0,05...
0,015 мм. Глибина р і з а н н я в и з н а ч а є т ь с я товщиною з р і з у в а н о г о ш а р у ,
що с т а н о в и т ь половину п р и п у с к а на діаметр. Елементи р і з а н н я п р и
розвертанні п о к а з а н о на рис. 249.
Подача й ш в и д к і с т ь р і з а н н я при розвертанні суттєво в п л и в а ю т ь
на шорсткість поверхні отвору. Ч и м вищі вимоги до якості п о в е р х н і ,
тим менші мають бути швидкості р і з а н н я й подачі. П р и цьому слід
мати на у в а з і , що д л я отворів діаметром не більш як 25 мм під чорнове
р о з в е р т а н н я з а л и ш а ю т ь п р и п у с к 0,01...0,15 мм, під чистове — 0,05...
0,02 мм. О т в о р и діаметром менш як 25 мм слід о б р о б л я т и спочатку
чорновою розверткою, потім чистовою. Отвори діаметром понад 25 мм
о б р о б л я ю т ь спочатку зенкером, а потім — чорновою й чистовою розвертками.
Д л я р о з в е р т а н н я деталь надійно з а к р і п л ю ю т ь у л е щ а т а х (великі
деталі не з а к р і п л ю ю т ь ) . З н а ч н и й в п л и в на ш о р с т к і с т ь і точність роз
в е р т а н н я мають з м а щ у в а н н я й о х о л о д ж е н н я . П р и їх відсутності от
в і р р о з б и в а є т ь с я (він виходить нерівним, шорстким) і, крім того, ви
н и к а є небезпека з а щ е м л е н н я й п о л а м к и розвертки. Тому при розвертан
ні застосовують мастильно-охолодні рідини (МОР).
Р у ч н е р о з в е р т а н н я . Починаючи р о з в е р т а н н я , насамперед слід:
вибрати відповідну розвертку, потім п е р е к о н а т и с я , що на р і з а л ь н и х
к р о м к а х немає в и к р и ш е н и х зубів або з а б о ї н ;
п е р е в і р и т и розмір з а л и ш е н о г о н а р о з в е р т а н н я п р и п у с к у , я к и й
не має бути більшим встановленого, бо і н а к ш е р о з в е р т к а з а т у п и т ь с я
й м о ж у т ь в и к р и ш и т и с я зуби;
Р038ЄРНЦ№ ПОберхНЯ
"розвертається Д і х .
Рис. 249. Елементи різання при роз
вертанні
191
191.
3. Види д е ф е к т і в при розвертанніВид, д е ф е к т у
Причина виникиенн я
Неправильно, вибрано діа
метр розвертки
Биття розвертки
Нечиста поверхня отво Недостатній припуск під
розвертання
ру
Груба обробка отвору під
розвертання
Сліди подрібнення на Обертання розвертки рив
ками
поверхні
Збільшений припуск
Неправильно
загострена
розвертка
Неправильно
закріплена
розвертка
Обертання
розвертки в
Надири на поверхні
різні боки
Затуплена розвертка
Великий припуск
Неправильно вибрана охо
лодна рідина або її надто
мало
Не витримано розмір
л
ш
Рис, 251, Послідовність обробки отвору
обережно вставити в отвір р о з в е р т к у й перевірити її п о л о ж е н н я за
к у т н и к о м 90°; переконавшись у перпендикулярності осі, в отвір вставл я ю т ь к і н е ц ь розвертки т а к , щоб її вісь з б і г а л а с я з віссю отвору;
далі п л а в н о обертають розвертку, подаючи її в отвір; обертання здійс
нюють лише в одному н а п р я м і , бо при обертанні у зворотному напрямі
м о ж е чи частина чи зовсім в и к р и ш и т и с я л е з о (рис. 250, а).
Д л я розвертання отворів у важкодоступних місцях деталі 4 засто
совують спеціальні подовжувачі 2 (рис. 250, б), які надягають на
к в а д р а т хвостовика розвертки 3; на к в а д р а т хвостовика п о д о в ж у в а ч а
встановлюють вороток 1.
На рис. 251 п о к а з а н о послідовність обробки отвору ЗО мм у сталь
ній деталі за 6...7-м к в а л і т е т а м и :
I — с в е р д л і н н я о т в о р у 0 28 мм;
II — з е н к е р у в а н н я зенкером 0 29,6 мм;
I I I — р о з в е р т а н н я чорновою розверткою 0 29,9 мм;
IV — р о з в е р т а н н я чистовою розверткою 0 ЗО мм.
|Обробка конічних отворів. П р и обробці конічних о т в о р і в з вели
кою конусністю (рис. 252, а) застосовують комплект із трьох інстру
ментів. Спочатку обробляють отвір ступінчастим зенкером (рис. 252, б),
потім застосовують розвертку зі
стружколамаючими
канавками
(рис. 252, в) і далі — конічну розвертку з гладенькими різальними ле
зами (рис. 252, г).
Машинне розвертання здійснюють так само, як і с в е р д л і н н я ,
тобто р о з в е р т к у з а к р і п л ю ю т ь за допомогою патрона або перехідних
Рис. 252. Обробка конічного от
вору:
а — деталь з конічним отвором; б — об
робка ступінчастим зенкером; в — оброб
ка розверткою зі стружколамаючими ка
навками; г—обробка конічною розвер
ткою з гладенькими різальними лезами
192
Спосіб у с у н е н н я
Замінити розвертку
Застосувати хитну оправку
Збільшити припуск
Поліпшити поверхню от
вору під розвертання
Плавно, рівномірно обер
тати розвертку
Зменшити припуск
Замінити розвертку
Правильно закріпити роз
вертку
Обертати розвертку лише
праворуч
Загострити розвертку
Зменшити припуск
Замінити рідину або збіль
шити її кількість
втулок у конусі ш п и н д е л я верстата. П р и цьому р а з о м з міцним за
к р і п л е н н я м р о з в е р т к и слід забезпечити збіг її осі з віссю ш п и н д е л я .
Дефекти. Основні дефекти при р о з в е р т а н н і , причини їх в и н и к н е н н я
і способи у с у н е н н я зазначено у табл, 3.
Безпека праці. П р и розвертанні отворів слід в и к о н у в а т и ті самі
вимоги безпеки, що й при свердлінні.
Р о з д і л XII. НАРІЗУВАННЯ РІЗЬБИ
§ 56. П О Н Я Т Т Я П Р О Р І З Ь Б У , У Т В О Р Е Н Н Я Г В И Н Т О В О Ї Л І Н І Ї
Н а й п о ш и р е н і ш и м и з ' є д н а н н я м и деталей м а ш и н є різьбові. Широ
ке застосування різьбових з ' є д н а н ь у м а ш и н а х і м е х а н і з м а х пояс
нюється ї х н ь о ю простотою й надійністю, зручністю р е г у л ю в а н н я затя
г а н н я , а т а к о ж можливістю їх р о з б и р а н н я й повторного с к л а д а н н я
без заміни д е т а л і .
Н а р і з у в а н н я м р і з ь б и н а з и в а є т ь с я ї ї у т в о р е н н я знят
тям с т р у ж к и (а т а к о ж пластичним д е ф о р м у в а н н я м ) на з о в н і ш н і х
або внутрішніх п о в е р х н я х з а г о т о в о к деталей.
Р і з ь б а буває з о в н і ш н ь о ю й в н у т р і ш н ь о ю . Д е т а л ь
(стержень) і з з о в н і ш н ь о ю р і з ь б о ю н а з и в а є т ь с я г в и н т о м (рис, 2 5 3 , а)9
7
4-1664
193
192.
Рис. 253. Деталі з різьбою;а — зовнішньою (гвинт); б — внутрішньою (гайка)
а з в н у т р і ш н ь о ю — г а й к о ю (рис. 253, б). Ц і різьби виготовляють
на в&рстатах і в р у ч н у . Р о з г л я н е м о в и г о т о в л е н н я р і з ь б в р у ч н у .
Г в и н т о в у л і н і ю м о ж н а уявити собі т а к . Візьмемо цилінд
ричний с т е р ж е н ь діаметром D і в и р і з а н и й з п а п е р у або ф о л ь г и прямо
кутний т р и к у т н и к ABC, сторона я к о г о АВ д о р і в н ю є д о в ж и н і к о л а
ц и л і н д р а nD, тобто 3,14D (рис. 254). О б к р у т и м о т р и к у т н и к ABC
н а в к о л о ц и л і н д р а так, щ о б сторона АВ з б і г а л а с я з колом н и ж н ь о ї
основи ц и л і н д р а . Тоді інша сторона ВС т р и к у т н и к а розміститься на
т в і р н і й , а гіпотенуза АС утворить на поверхні циліндра гвинтову лі
н і ю . П р и ц ь о м у сторона т р и к у т н и к а В С становитиме к р о к г в и н
т о в о ї л і н і ї , сторона А С — д о в ж и н у одного в и т к а , а к у т CAB —
к у т підйому гвинтової л і н і ї ( а ) .
З а л е ж н о від н а п р я м у підйому витків н а ц и л і н д р и ч н і й поверхні
гвинтова л і н і я (різьба) може бути п р а в о ю чи л і в о ю . Я к щ о гвинтова
л і н і я п р и навертанні т р и к у т н и к а на ц и л і н д р , в і д д а л я ю ч и с ь від ос
н о в а , поступово піднімається з л і в а н а п р а в о , тобто проти годинникової
с т р і л к и (рис. 254, а, б), то вона н а з и в а є т ь с я п р а в о ю , відповідно і різьба
буде п р а в о ю . Я к щ о гвинтова л і н і я при навертанні т р и к у т н и к а н а
ц и л і н д р , віддаляючись, поступово п і д н і м а є т ь с я с п р а в а н а л і в о , тобто
6
Рис. 254. Утворення правої гвинтової
правій
напрям витка
різьбі (б) утворення лівої гвинтової лінії (в) і напрям витка при лівій різьбі (г)
лінії
194
193.
Рис. 255. Різьби права (а) і ліва (б)
^
Рис. 256. Елементи різьби
на гвинті
за годинниковою с т р і л к о ю (рис. 254, в, г), то вона н а з и в а є т ь с я л і в о ю ,
відповідно і р і з ь б а буде л і в о ю .
П р а в и м и гвинтова л і н і я й відповідна їй р і з ь б а н а з и в а ю т ь с я тому,
що д л я з а г в и н ч у в а н н я гвинта з цією різьбою гвинт (або г а й к у ) треба
обертати в п р а в о , тобто за г о д и н н и к о в о ю с т р і л к о ю (рис. 255, а ) . ГІри
л і в і й різьбі г в и н т (або гайку) д л я з а г в и н ч у в а н н я слід обертати в л і в о ,
тобто проти годинникової с т р і л к и (рис, 255, б). У м а ш и н о б у д у в а н н і
найчастіше застосовують праві р і з ь б и .
К р у г л и й поперечний п е р е р і з м а т е р і а л у , щ о з а л и ш и в с я п і с л я нарі
з у в а н н я різьби (рис. 2 5 6 ) , — ц е в н у т р і ш н і й п о п е р е ч н и й
п е р е р і з
р і з ь б и , а діаметр цього п е р е р і з у — в н у т р і ш н і й
д і а м е т р
р і з ь б и . З о в н і ш н і й діаметр с т е р ж н я є н о м і н а л ь
н и м д і а м е т р о м р і з ь б и (сі), або діаметром р і з ь б и .
§ 57. О С Н О В Н І Е Л Е М Е Н Т И Р І З Ь Б И
У будь-якої різьби р о з р і з н я ю т ь т а к і основні елементи: п р о ф і л ь ;
кут і висоту п р о ф і л ю ; к р о к ; з о в н і ш н і й , середній і в н у т р і ш н і й д і а м е т р и .
П р о ф і л ь р і з ь б и (рис. 257) р о з г л я д а ю т ь у п е р е р і з і , щ о проодить через вісь болта або г а й к и . Н и т к о ю ( в и т к о м ) назива
ться частина р і з ь б и , утворена п р и одному повному оберті п рофі л ю .
К у т < р п р о ф і л ю — к у т м і ж боковими сторонами ( г р а н я м и )
профілю р і з ь б и , я к и й в и м і р ю є т ь с я у п л о щ и н і , що п р о х о д и т ь через
вісь болта.
У метричної різьби цей к у т д о р і в н ю є 60°, у дюймової —
55°.
В и с о т а
( г л и б и н а ) р і з ь б и Н г п р о ф і л ю — відстань
від вершини р і з ь б и до основи п р о ф і л ю , що в и м і р ю є т ь с я , перпендику
л я р н о д о осі болта.
К р о к Р р і з ь б и — відстань м і ж п а р а л е л ь н и м и сторонами або
в е р ш и н а м и двох, р о з м і щ е н и х поруч, в и т к і в , я к а в и м і р ю є т ь с я в з д о в ж
осі р і з ь б и . У метричної р і з ь б и к р о к в и р а ж а є т ь с я в м і л і м е т р а х ; дюй
мова р і з ь б а х а р а к т е р и з у є т ь с я числом ниток (витків) на одному дюймі.
7*
195
194.
Вершинарізьби
Крок різьби
Кут процзілю
Різьби
Рис. 257. Основні елементи різьби
З о в н і ш н і й д і а м е т р с і р і з ь б и — діаметр ц и л і н д р а , опи
с а н о г о н а в к о л о різьбової п о в е р х н і . З о в н і ш н і й діаметр вимірюється
у бейтів за в е р ш и н а м и п р о ф і л ю р і з ь б и , а у г а й о к — за з а п а д и н а м и ,
• В н у т р і ш н і й
д і а м е т р ^ р і з ь б и — Діаметр ц и л і н д р а ,
вписаного у р і з ь б о в у п о в е р х н ю . В н у т р і ш н і й діаметр вимірюється у
болтів за з а п а д и н а м и , у г а й о к — за вершинами профілю р і з ь б и .
С е р е д н і й
д і а м е т р <і2
р і з ь б и — діаметр з б і ж н о г о з
різьбою ц и л і н д р а , твірні я к о г о п о д і л я ю т ь с я боковими сторонами про
ф і л ю на рівні в і д р і з к и .
§ 58, ПРОФІЛІ РІЗЬБИ
П р о ф і л ь р і з ь б и з а л е ж и т ь від форми р і з а л ь н о ї частини інструмента,
з а допомогою я к о г о проводиться н а р і з у в а н н я р і з ь б и .
Н а й ч а с т і ш е з а с т о с о в у є т ь с я ц и л і н д р и ч н а т р и к у т н а різьба (рис. 258,
а); з в и ч а й н о її н а з и в а ю т ь к р і п и л ь н о ю , бо н а р і з а ю т ь на к р і п и л ь н и х
д е т а л я х , н а п р и к л а д на ш п и л ь к а х , болтах і г а й к а х .
К о н і ч н і
т р и к у т н і
р і з ь б и дають з м о г у дістати щ і л ь н е
з ' є д н а н н я . Т а к і різьби є на конічних п р о б к а х , і н к о л и
у маслянках.
П р я м о к у т н а р і з ь б а (рис. 258, б ) має п р я м о к у т н и й (квад
ратний) п р о ф і л ь . Вона не с т а н д а р т и з о в а н а , с к л а д н а у виготовленні,
неміцна й застосовується р і д к о .
Т р а п е ц о ї д н а с т р і ч к о в а
р і з ь б а (рис. 258, в ) має
переріз у в и г л я д і т р а п е ц і ї з кутом п р о ф і л ю 30°. К о е ф і ц і є н т т е р т я у неї
малий, тому вона застосовується д л я передачі р у х і в або в е л и к и х
з у с и л ь у металообробних верстатах (ходові гвинти), д о м к р а т а х , пре
сах тощо. В и т к и цієї р і з ь б и мають в е л и к и й п е р е р і з в основі, що за
безпечує її в и с о к у міцність ,і з р у ч н і с т ь п р и н а р і з у в а н н і . Основні
елементи трапецоїдної р і з ь б и с т а н д а р т и з о в а н і .
196
195.
Рис. 258. Види різьби залежно від профілю:
а — циліндрична трикутна;
б — прямокутна; в — трапецо
їдна; г — упорна; д — кругла
У п о р н а р і з ь б а (рис. 258, г ) має п р о ф і л ь у вигляді нерівно
бічної трапеції з робочим кутом п р и вершині 30°. Основи в и т к і в за
о к р у г л е н і , що створює в небезпечному перерізі міцний п р о ф і л ь . Тому
цю р і з ь б у застосовують тоді, коли гвинт має передавати в е л и к е одно
стороннє з у с и л л я (у гвинтових пресах, д о м к р а т а х тощо).
К р у г л а р і з ь б а (рис. 258, д ) має п р о ф і л ь , утворений двома
дугами, с п р я ж е н и м и з невеликими п р я м о к у т н и м и д і л я н к а м и , і ку
том у 30°. У машинобудуванні ця р і з ь б а застосовується р і д к о . Вико
ристовується вона в основному у з ' є д н а н н я х , я к і с и л ь н о спрацьо
в у ю т ь с я , у забрудненому середовищі ( а р м а т у р а п о ж е ж н и х трубо
проводів, вагонні с т я ж к и , к р ю к и в а н т а ж о п і д й о м н и х машин тощо).
Ц я різьба н е с т а н д а р т и з о в а н а .
З а числом ниток різьби поділяють н а о д н о х о д о в і ( о д н о з а х і д н і ) і б а г а т о х о д о в і (б а г а т о з а х і д н і). Х о д о м
р і з ь б и н а з и в а ю т ь осьове п е р е м і щ е н н я гвинта з а один його оберт. Д л я
о д н о з а х і д н и х р і з ь б хід дорівнює к р о к у (відстань м і ж с у м і ж н и м и вит
ками), а д л я б а г а т о з а х і д н и х - - - д о б у т к у к р о к у на число з а х о д і в .
О с т а н н є можна визначити, я к щ о п о г л я н у т и на торець гвинта ( г а й к и ) ,
тоді буде видно, с к і л ь к и ниток беруть свій початок з т о р ц я (рис, 259,
а у б). У однозахідної різьби на торці гвинта або г а й к и видно л и ш е
один к і н е ц ь витка, а у б а г а т о з а х і д н и х — д в а , три і більше.
Однозахідні різьби мають малі к у т и підйому гвинтової л і н і ї й
більше т е р т я (малий К К Д ) . Вони з а с т о с о в у ю т ь с я там, д е потрібне
надійне з ' є д н а н н я ( у к р і п и л ь н и х д е т а л я х ) .
У б а г а т о з а х і д н и х р і з ь б п о р і в н я н о з однозахідними к у т підйому
гвинтової л і н і ї з н а ч н о б і л ь ш и й . Т а к і різьби застосовують тоді, к о л и
потрібне ш в и д к е пе р ем і ще нн я по різьбі п р и найменшому терті. П р и
цьому за один оберт гвинта (або гайки) г а й к а (або гвинт) переміститься
1
Ш7
196.
Рис. 259. Види різьбзалежно від числа за
ходів:
Рис. 260. Різьби метрична (а), дюймова (б), трубна (в)
і деталь з дюймовою різьбою (г)
а — тризахідна; б — вось»
мизахідна
на в е л и ч и н у ходу гвинтової л і н і ї р і з ь б и . Б а г а т о з а х і д н і р і з ь б и ви
к о р и с т о в у ю т ь у м е х а н і з м а х д л я передачі р у х у .
Основні т и п и р і з ь б та їх п о з н а ч е н н я . У м а ш и н о б у д у в а н н і , як
правило,
застосовують
три
типи р і з ь б ~ метричну, дюймову і
трубну.
М е т р и ч н а
р і з ь б а ( р и с 260, а ) має т р и к у т н и й п р о ф і л ь
з п л о с к о з р і з а н и м и в е р ш и н а м и ; к у т профілю д о р і в н ю є 60°, діаметри і
крок виражаються в міліметрах.
Метричні р і з ь б и п о д і л я ю т ь на р і з ь б и з н о р м а л ь н и м к р о к о м (для
з о в н і ш н і х діаметрів 1...68 мм) і з дрібним к р о к о м (для з о в н і ш н і х
д і а м е т р і в 1...600 мм).
Метричні р і з ь б и з н о р м а л ь н и м к р о к о м позначають, н а п р и к л а д ,
М20 (число — з о в н і ш н і й діаметр р і з ь б и ) , з д р і б н и м к р о к о м — М20 X
1,5 (перше число — зовнішній діаметр, д р у г е -т- к р о к ) .
Метричні р і з ь б и застосовують в основному як к р і п и л ь н і : з нормаль
ним к р о к о м — п р и з н а ч н и х н а в а н т а ж е н н я х і д л я к р і п и л ь н и х деталей
(болтів, г а й о к , гвинтів), з дрібним к р о к о м — п р и м а л и х навантажен
нях і тонких регулюваннях.
Д ю й м о в а р і з ь б а (рис. 260, б , г ) має т р и к у т н и й п л о с к о з р і з а ний п р о ф і л ь з кутом 55° (різьба .Вітворта) або 60° (різьба С е л л е р с а ) .
198
197.
Усі розміри цієї різьби в и р а ж а ю т ь с я в дюймах (Г = 25,4 мм). К р о кв и р а ж а є т ь с я числом ниток (витків) на д о в ж и н і одного дюйма.
Стандартизовано дюймові р і з ь б и діаметрами від 3/16 до 4" і числом
ниток на Г від 24 до 3. З о в н і ш н і й діаметр р і з ь б и в и р а ж а є т ь с я у дюй
мах. Від метричної дюймова в і д р і з н я є т ь с я б і л ь ш и м к р о к о м .
У нас при проектуванні но$их к о н с т р у к ц і й дюймову р і з ь б у не
застосовують. її використовують п р и виготовленні з а п а с н и х частин
д л я тих машин та обладнання, де з а с т о с о в у є т ь с я дюймова р і з ь б а .
Т р у б н а ц и л і н д р и ч н а р і з ь б а (рис. 260, в ) стандарти
з о в а н а . Це дрібна дюймова різьба, але на відміну від останньої спряж у є т ь с я без зазорів (для з б і л ь ш е н н я герметичності з ' є д н а н н я ) і має
з а о к р у г л е н і вершини.
За номінальний діаметр трубної різьби приймають в н у т р і ш н і й
діаметр труби (діаметр отвору, або, як к а ж у т ь , «діаметр труби на
світло»), тобто зовнішній діаметр трубної різьби буде б і л ь ш и м за номі-,
пальний на подвоєну товщину стінок т р у б и .
Т р у б н а циліндрична р і з ь б а застосовується Для з о в н і ш н і х діаметрів
1/8...6" з числом ниток на одному дюймі від 28 до 11; к у т п р о ф і л ю до
р і в н ю є 55°. її використовують на трубах д л я їх з ' є д н а н н я , а т а к о ж
на а р м а т у р і трубопроводів та інших тонкостінних д е т а л я х .
Т р у б н у циліндричну р і з ь б у п о з н а ч а ю т ь т а к : Т р у б . 3/4" (цифри —
номінальний діаметр різьби в дюймах).
Стандартизовані трубні р і з ь б и діаметрами від 1/8 до 6" з чцслом
ниток на одному дюймі від 28 до 11.
§ 5 9 . ІНСТРУМЕНТ ДЛЯ НАРІЗУВАННЯ РІЗЬБИ
Загальні відомості. Р і з ь б и на д е т а л я х в и г о т о в л я ю т ь н а р і з у в а н н я м
на с в е р д л и л ь н и х , р і з ь б о н а р і з н и х і т о к а р н и х в е р с т а т а х , а т а к о ж
н а к а т у в а н н я м , тобто методом п л а с т и ч н и х д е ф о р м а ц і й . Інструментом
д л я н а к а т у в а н н я різьби є н а к а т н і п л а ш к и , н а к а т н і р о л и к и й н а к а т н і
головки.
І н к о л и р і з ь б у нарізують в р у ч н у .
В н у т р і ш н ю різьбу н а р і з у ю т ь мітчиком, з о в н і ш н ю — п л а ш к а м и ,
;
п р о г о н к а м и та іншими інструментами.
Інструмент для нарізування внутрішньої різьби. М і т ч и к и . М і т ч и к и
п о д і л я ю т ь : за призначенням — на р у ч н і , машинно-ручні й м а ш и н н і ;
за профілем нарізуваної р і з ь б и — д л я метричної, дюймової та труб
ної р і з ь б ; за конструкцією — на с у ц і л ь н і , з б і р н і (регульовані й т а к і ,
що самовиключаються) та с п е ц і а л ь н і .
Мітчик (рис. 261, а) с к л а д а є т ь с я з двох основних ч а с т и н — робочої
та хвостової.
Р о б о ч а
ч а с т и н а — ц е гвинт з кількома поздовжніми
п р я м и м и або гвинтовими к а н а в к а м и і с л у ж и т ь д л я н а р і з у в а н н я різь
би. Мітчики з гвинтовими к а н а в к а м и застосовують д л я н а р і з у в а н н я
199
198.
.£А
Перцевина **~
частина
Передня
поверхня
нанавни
п
шина р 0 ц о ч а
частина
А-А
*Р0
Митна
(батон)
^Струтнодо
на- Щадрат
надна
Хвостовий
Задня
затилоВочна
поверхня
Різальне
перо
Рис. 261. Ручний мітчик:
о — конструкція; б — елементи; в — головні кути
точних різьб. Робоча частина мітчика с к л а д а є т ь с я із забірної та каліб
руючої частин.
З а б і р н а
( а б о р і з а л ь н а ) ч а с т и н а , я к п р а в и л о , ро
биться у вигляді конуса; вона здійснює основну роботу п р и нарізу
ванні різьби. У мітчиках д л я в ' я з к и х металів на з а б і р н і й частині є
скіс 6... 10° у н а п р я м і , зворотному н а п р я м у р і з ь б и : п р и п р а в і й різь
бі с к і с
лівий,
при лівій — правий.
Це п о л і п ш у є відведення
стружки.
К а л і б р у ю ч а
( н а п р я м н а ) ч а с т и н а — різьбова час
тина мітчика, с у м і ж н а із забірною частиною. Вона с п р я м о в у є мітчик
у отвір і к а л і б р у є Нарізуваний отвір.
Х в о с т о в и к - с т е р ж е н ь с л у ж и т ь д л я з а к р і п л е н н я мітчика
в патроні або у т р и м у в а н н я його у воротку (при наявності к в а д р а т а )
п і д час роботи.
Різьбові частини мітчика, обмежені к а н а в к а м и , н а з и в а ю т ь с я р і з а л ь н и м и п е р а м и (рис. 261, б). Р і з а л ь н і пера (зуби) мають
форму к л и н а .
Головними кутами р і з а л ь н и х п е р м і т ч и к а (рис. 261, в) є: передній
у, задній а та к у т з а г о с т р е н н я (З. Ці кути у з а б і р н о ї та калібруючої
частин р і з н і .
Д л я сталі середньої твердості передній к у т у = 8... 10°, д л я твердої
0
сталі у = 5°, д л я бронзи й ч а в у н у у = 0...5 . З а д н і й кут а = 6...8°
д л я р у ч н и х і 10° — д л я інших мітчиків.
200
199.
Р і з а л ь н и м ик р о м к а м и
н а з и в а ю т ь с я кромки н а рі
з а л ь н и х перах мітчика, утворені перетином передніх поверхонь канав
ки із тиловими п о в е р х н я м и робочої частини.
С е р ц е в и н а — ц е в н у т р і ш н я частина тіла мітчика, в и м і р я н а
п о діаметру кола, дотичного д о дна к а н а в о к мітчика. Мітчики д л я
н а р і з у в а н н я різьби в н е р ж а в і ю ч и х с т а л я х мають масивнішу (товсті
шу) с е р ц е в и н у .
К а н а в к и — ц е з а г л и б л е н н я між р і з а л ь н и м и зубами (перами),
щ о утворюються в и д а л е н н я м частини металу. Ц і к а н а в к и с л у ж а т ь
д л я утворення р і з а л ь н и х кромок і р о з м і щ е н н я с т р у ж к и п р и нарі
з у в а н н і р і з ь б и . П р о ф і л ь к а н а в к и утворюється передньою поверх
нею, по я к і й сходить с т р у ж к а , і задньою, що с л у ж и т ь д л я з м е н ш е н н я
т е р т я пер мітчика об стінки н а р і з у в а н о г о отвору.
К а н а в к и у мітчика, як п р а в и л о , р о б л я т ь п р я м и м и , бо вони простіші
у виготовленні. Однак д л я к р а щ и х умов р і з а н н я й в и г о т о в л е н н я точних
р і з ь б застосовують мітчики не з п р я м и м и , а з гвинтовими с п і р а л ь н и м и
к а н а в к а м и . К у т н а х и л у со гвинтової к а н а в к и цих мітчиків становить
8,.Лб°. Д л я н а р і з у в а н н я г л у х и х отворів н а х и л и цих к а н а в о к р о б л я т ь
правими ( р и с 262, а ) , щоб с т р у ж к а л е г к о виходила вгору, д л я нарі
з у в а н н я н а с к р і з н и х отворів — лівими ( р и с 262, б), щоб с т р у ж к а ви
ходила вниз.
Мітчики діаметром до 22 мм,, як п р а в и л о , в и г о т о в л я ю т ь з трьома,
а діаметром від 22 до 52 мм — з чотирма к а н а в к а м и . С п е ц і а л ь н і міт
чики на к а л і б р у ю ч і й частині к а н а в о к не мають.
Р у ч н і м і т ч и к и д л я метричної й дюймової різьб стандартизо
вані й виготовляються комплектом: з двох мітчиків д л я різьби з кро
ком до 3 мм в к л ю ч н о (для основної метричної різьби діаметром від 1
до 52 мм і д л я дюймової різьби діаметром від 1/4 до 1") і комплектом
з трьох мітчиків д л я різьби з к р о к о м вище 3 мм (для метричної р і з ь б и
діаметром від ЗО до 52 мм і д л я дюймової різьби діаметром від Iі/в
до 2"). До комплекту, що с к л а д а є т ь с я з трьох мітчиків, входять чор
новий, середній і чистовий мітчики (рис. 263, І, I I , I I I ) . Усі мітчики
комплекту мають різні діаметри. Ч о р н о в и й мітчик (І) н а р і з у є чорнову
різьбу, знімаючи при цьому до 60 % металу ( с т р у ж к и ) ; середній
Рис. 262. Мітчики з правою (а) і лівою (б) гвинтовими канавками
20!
200.
чорновий мітчик\
Середній мітчик
Настовий мітчик
Рис. 263. Комплект мітчиків:
Л //, /// — відповідно чорновий, середній і чиетовий мітчики
мітчик (II) н а р і з у є в ж е т о ч н і ш у р і з ь б у , знімаючи до ЗО % металу; чцстовий мітчик ( I I I ) з н і м а є ще до 10 % металу, має повний п р о ф і л ь р і з ь б и
і в и к о р и с т о в у є т ь с я д л я остаточного, точного н а р і з у в а н н я р і з ь б и та її
к а л і б р у в а н н я . Щ о б в и з н а ч и т и , я к и м є мітчик — чорновим, середнім
або чистовим, на хвостовій частині р о б л я т ь відповідно одну, дві а б о
три кругові р и с к и ( к і л ь ц я ) або с т а в л я т ь відповідний номер. К р і м
того, на хвостовій частині п р о с т а в л я ю т ь р о з м і р р і з ь б и , д л я нарізу
в а н н я я к о ї цей м і т ч и к . з р о б л е н о .
К о м п л е к т р у ч н и х мітчиків з двох ш т у к в и г о т о в л я ю т ь п о д о в ж е н н я м
забірного конуса та деяким збільшенням діаметра першого мітчика.
З а л е ж н о від к о н с т р у к ц і ї р і з а л ь н о ї частини мітчики бувають ци
л і н д р и ч н и м и та к о н і ч н и м и .
При ц и л і н д р и ч н і й
к о н с т р у к ц і ї
м і т ч и к і в усі
три інструменти к о м п л е к т у мають відповідні д і а м е т р и . Чистовий міт
чик має повний профіль різьби „діаметр середнього м і т ч и к а менший за
н о р м а л ь н и й на 0,6 глибини н а р і з к и , а діаметр чорнового мітчика мен
ш и й за діаметр р і з ь б и на повну г л и б и н у н а р і з к и . У чорнового міт202
201.
чика д о в ж и н а з а б і р н о ї частини дорівнює 4...7, у середнього — 3 . . .3,5 і. чистового — 1,5...2 ниткам. К у т н а х и л у з а б і р н о ї частини у
чорнового мітчика дорівнює 3°, у середнього — 7°, у чистового —
2° (див. рис. 263). Ц и л і н д р и ч н и м и мітчиками н а р і з у ю т ь р і з ь б у у глу
хих о т в о р а х .
,
При к о н і ч н і й
к о н с т р у к ц і ї м і т ч и к і в усі три ін
струменти к о м п л е к т у мають однакові діаметри та повний п р о ф і л ь
р і з ь б и з р і з н о ю д о в ж и н о ю з а б і р н и х частин. Р і з ь б у в м е ж а х з а б і р н о ї
частини р о б л я т ь конічною й додатково з р і з у ю т ь по в е р ш и н а х з у б і в на
конус. У, чорнового мітчика з а б і р н а частина д о р і в н ю є д о в ж и н і ро
бочої частини, у середнього — половині цієї д о в ж и н и , у чистового —
двом н и т к а м .
К о н і ч н і мітчики застосовують з в и ч а й н о д л я н а р і з у в а н н я р і з ь б у
н а с к р і з н и х отворах.
Мітчики в и п у с к а ю т ь зі шліфованим і нешліфованим п р о ф і л я м и
зубів. Шліфовані створюють р і з ь б у точнішу і з чистішою п о в е р х н е ю .
За т о ч н і с т ю н а р і з у в а н о ї р і з ь б и мітчики п о д і л я ю т ь
на чотири г р у п и — С, Д, Е та Н. Мітчики г р у п и С — н а й т о ч н і ш і , г р у п
Е та Н — м е н ш точні з нешліфованим профілем з у б і в . Мітчики г р у п
С та Д — зі ш л і ф о в а н и м профілем з у б і в ; ними н а р і з у ю т ь в и с о к о к л а с н і
різьби. Мітчики г р у п Е та Н призначені д л я р і з ь б 9-го к в а л і т е т у .
Машинно-ручні
м і т ч и к и застосовують д л я н а р і з у в а н н я
метричної, дюймової та трубної циліндричної й конічної р і з ь б у на
с к р і з н и х та г л у х и х отворах усіх р о з м і р і в м а ш и н н и м способом і в р у ч н у
з к р о к о м до 3 мм в к л ю ч н о . Мітчики цього т и п у в и г о т о в л я ю т ь двох ви
д і в — одинарні (для н а с к р і з н и х і г л у х и х отворів) і комплектні (чор
новий і чистовий).
М а ш и н н і м і т ч и к и застосовують д л я н а р і з у в а н н я н а верста
тах р і з ь б у н а с к р і з н и х та г л у х и х отворах. Вони бувають циліндрични
ми (рис. 264, а) і конічними (рис. 264, б).
У м а ш и н н и х та машинно-ручних м і т ч и к а х на хвостовику р о б л я т ь
кільцеві канавки д л я затискання у швидкозмінних патронах.
Г а й к о в і м і т ч и к и (рис. 264, в ) с л у ж а т ь д л я н а р і з у в а н н я
метричної р і з ь б и в г а й к а х за один робочий хід в р у ч н у або на сверд
л и л ь н и х і р і з ь б о н а р і з н и х верстатах. їх в и г о т о в л я ю т ь однокомплект
ними, вони мають довгі р і з а л ь н у частину (12 витків) і х в о с т о в и к .
В е л и к а д о в ж и н а останнього д а є м о ж л и в і с т ь н а н и з у в а т и н а нього г а й к и
при нарізуванні.
Виготовляють також г а й к о в і
м і т ч и к и із з і г н у т и м
х в о с т о в и к о м (рис. 264, г), я к і з а к р і п л ю ю т ь с я у с п е ц і а л ь н и х
п а т р о н а х н а г а й к о н а р і з н и х автоматах. Вони д а ю т ь змогу г а й к а м
безперервно автоматично спадати в м і р у н а р і з у в а н н я .
П л а ш к о в і м і т ч и к и (рис. 264, д ) в і д р і з н я ю т ь с я від гайко
вих наявністю з а б і р н о г о конуса і с л у ж а т ь д л я попереднього нарізу
в а н н я різьби у п л а ш к а х за один робочий хід.
203
202.
М а т о ч н і м і т ч и к и (рис. 264, е ) застосовують д л я з а ч и щ е н н яр і з ь б у п л а ш к а х п і с л я н а р і з у в а н н я п л а ш к о в и м мітчиком,
а також
д л я з а ч и щ е н н я р і з ь б у п л а ш к а х , я к і з н а х о д я т ь с я в роботі. У маточних
мітчиках н а к а в к и р о б л я т ь з п р а в о ю с п і р а л л ю .
С п е ц і а л ь н і
м і т ч и к и складають велику групу, д о якої
входять б е з к а н а в к о в і й комбіновані мітчики, мітчики з гвинтовими
к а н а в к а м и тощо.
Б е з к а н а в к о в і м і т ч и к и (рис. 265, а ) застосовують д л я
н а р і з у в а н н я н а с к р і з н и х р і з ь б 10... 12 мм. Д о в ж и н а забірної частини
мітчика т а к а сама, що й у з в и ч а й н и х м а ш и н н и х . Д о в ж и н а к а н а в к и
(з виходом) на 3...5 ниток довша за з а б і р н у частину. Безкадаавкові
мітчики н а б а г а т о міцніші з а з в и ч а й н і . З а в д я к и довгій р і з ь б о в і й
частині мітчики м о ж н а загострювати к і л ь к а р а з і в . В и с о к а продук
тивність п р и н а р і з у в а н н і різьби є головним достоїнством б е з к а н а в к о вих мітчиків. Д л я н а р і з у в а н н я різьби у г л у х и х отворах ці мітчики не
придатні.
К о м б і н о в а н і м і т ч и к и с к л а д а ю т ь с я з двох частин, роз
д і л е н и х ш и й к о ю (рис. 265, б). П е р ш а частина с л у ж и т ь д л я попередньо
го, а д р у г а — д л я остаточного н а р і з у в а н н я р і з ь б и . К о м б і н о в а н и й ін
струмент — м і т ч и к - с в е р д л о (рис. 265, в ) д а є змогу поєднати
с в е р д л і н н я й н а р і з у в а н н я р і з ь б и в одну операцію, що з н а ч н о п і д в и щ у є
п р о д у к т и в н і с т ь . Й о г о з а с т о с у в а н н я можливе л и ш е п р и н а р і з у в а н н і
н а с к р і з н и х отворів без примусової подачі за умови, що мітчик вклю
ч а є т ь с я в роботу п і с л я виходу вершини свердла з отвору. У п р о т и в н о м у
204
203.
разі свердло змушене працювати з подачею, я к а дорівнює к р о к о в ірізьби, що нарізується.
З ас т ос ов ую ть
й інші комбіновані інструменти — мітчик-розвертку, зенкер-розвертку-мітчик тощо. З а м і н а к і л ь к о х і н с т р у м е н т і в
одним комбінованим дає змогу з н а ч н о скоротити д о п о м і ж н и й час,
що в и т р а ч а є т ь с я на з а м і н у інструмента.
М і т ч и к и з г в и н т о в и м и к а н а в к а м и (рис. 265, г )
мають к у т н а х и л у к а н а в к и 35°, щ о забезпечує в і л ь н и й вихід с т р у ж к а п о
с п і р а л і й виключає м о ж л и в і с т ь з р и в у різьби. Мітчиком можна нарізу
вати різьбу на високих ш в и д к о с т я х . Один мітчик із гвинтовою канав
кою з а м і н я є комплект звичайних мітчиків.
З а с т о с у в а н н я ц и х мітчиків д л я обробки деталей з чавуну, л а т у н і ,
нержавіючої сталі та інших м а т е р і а л і в д о з в о л и л о підвищити п р о д у к
тивність п р а ц і у 3 р а з и . Мітчики виготовляють з і н с т р у м е н т а л ь н и х
сталей У 8 , У12 та ш в и д к о р і з а л ь н о ї Р 1 8 .
П р и н а р і з у в а н н і різьби в р у ч н у р і з а л ь н и й інструмент обертають
за допомогою воротків, встановлюючи їх на к в а д р а т и хвостовиків.
Н е р е г у л ь о в а н і
в о р о т к и м о ж у т ь мати один або
три
отвори (рис. 266, а ) ; у р е г у л ь о в а н и х в о р о т к а х є регульо
в а н и й о т в і р (рис. 266, б). К р і м цих, з а с т о с о в у ю т ь т о р ц е в і в о р о т к и (рис. 266, в) д л я об е рта н н я м і т ч и к і в при н а р і з у в а н н і різьби у
важкодоступних місцях.
Т а р о в а н и й в о р о т о к (рис. 266, г ) в и к о р и с т о в у ю т ь д л я
н а р і з у в а н н я різьби у глибоких і г л у х и х отворах. Він с к л а д а є т ь с я з
корпуса 6, в т у л к и 7 і п р у ж и н и 8. К о р п у с і в т у л к а мають з ч і п н і скісні
к у л а ч к и , я к і при перевищенні з у с и л л я , щ о передається від р у к и
працюючого, в и х о д я т ь із з а ч е п л е н н я . В ре з у л ь та ті цього в т у л к а з міт
чиком не обертатиметься і тим самим запобігатиметься його п о л а м к а .
У н і в е р с а л ь н и й в о р о т о к (рис. 267, а ) с л у ж и т ь д л я за
к р і п л е н н я п л а ш о к із з о в н і ш н і м діаметром 20 мм, всіх видів мітчиків
і розверток, які мають хвостовики к в а д р а т н о г о п е р е р і з у зі сторонами
Рис. 266. Воротки:
а — нерегульований; б — з регульованим отвором; в — торцевий; г — тарований; 1, 3 — неру
хома й рухома рукоятки; 2 — рамка; 4, 5 — р у х о м и й і нерухомий сухарі; 5 — корпус; 7 —
втулка; 8 — пружина
m
204.
7ц
$
Рис. 267. Універсальний вороток першого (а) і другого (б) варіантів виконання
до 8 мм. У к о р п у с і , з а к р и т о м у к р и ш к о ю , р о з м і щ е н о механізм, я к и й
д а є змогу змінювати розмір к в а д р а т н о г о отвору. М е х а н і з м р у х а є т ь с я
за дІлШмогою гвинта з рифленою головкою. Р і з ь б о в а частина гвинта
з в ' я з а н а з одним з чотирьох к у л а ч к і в , в і л ь н о р о з м і щ е н и х всередині
коргіу&а.
П р р обертанні гвинта з м і щ у є т ь с я к у л а ч о к , я к и й утворює о д н у
зі с'РоГрін к в а д р а т а . О п у с к а ю ч и с ь , к у л а ч о к н а т и с к у є на скісний к у т
д р у г о г о к у л а ч к а , р у х а ю ч и останній п р а в о р у ч . Той, у свою чергу,
п і д н і м а є третій к у л а ч о к , я к и й з м і щ у є л і в о р у ч четвертий. Т а к и м чином,
чотири сторони к в а д р а т н о г о отвору з м е н ш у ю т ь с я р і в н о м і р н о . Т а к е
р е г у л ю в а н н я к в а д р а т н о г о отвору д а є змогу з а к р і п л ю в а т и мітчики і
р б з в е р т к и р і з н о г о виду.
Д л я з а к р і п л е н н я п л а ш о к у корпусі у н і в е р с а л ь н о г о в о р о т к а є
гніздо. П л а ш к и з а к р і п л ю ю т ь гвинтами.
З а с т о с у в а н н я описаного пристрою в и к л ю ч а є б р а к при нарізу
ванні різьби п л а ш к а м и . Воно замінює слюсареві набір в о р о т к і в ,
п л а ш к о т р и м а ч і спеціальні н а п р я м н і пристрої до н ь о г о .
У н і в е р с а л ь н и й вороток, п о к а з а н и й на р и с 267, б, дає з м о г у
н а р і з у в а т и р і з ь б у у в а ж к о д о с т у п н и х м і с ц я х . Мітчик тут к р і п и т ь с я
за допомогою чотирьох к у л а ч к і в 2, 3, 5 і 7, р о з м і щ е н и х у к о р п у с і /.
Гвинт 4, обертаючись, з м і щ у є к у л а ч к и й змінює р о з м і р и к в а д р а т н о г о
отвору. П о д о в ж е н а частина к о р п у с а забезпечує п е р п е н д и к у л я р н і с т ь
мітчи'ка д о п л о щ и н и о б е р т а н н я в о р о т к а . П р и встановлених р у к о я т к а х
6 вороток в и к о р и с т о в у є т ь с я , я к з в и ч а й н о . Д л я н а р і з у в а н н я різьби
у в а ж к о д о с т у п н и х м і с ц я х р у к о я т к и вигвинчують. У подовжену час
т і ш у к о р п у с а в о р о т к а в с т а в л я ю т ь к і н е ц ь торцевого ключа. З а в д я к и
н а я в н о с т і п і д п р у ж и н е н о ї к у л ь к и вороток надійно з а к р і п л ю є т ь с я на
в с т а н о в л е н о м у в н ь о г о мітчику.
§ 60.
НАРІЗУВАННЯ ВНУТРІШНЬОЇ РІЗЬБИ
ф д б і р свердел д л я свердління о т в о р і в під р і з ь б у . П р и н а р і з у в а н н і
р і з ь б и м а т е р і а л частково «видавлюється», тому діаметр свердла має
бути т р о х и більшим, н і ж в н у т р і ш н і й діаметр р і з ь б и . З м і н а величини
2Щ
205.
Рис. 268. Нарізування внутрішньої різьби:а — встановлення мітчика; б — прийом нарізування
отвору при н а р і з у в а н н і різьби у твердих і к р и х к и х металах менша,
ніж у м'яких і в'язких.
Я к щ о просвердлити, під р і з ь б у отвір діаметром, що точно відаовідае в н у т р і ш н ь о м у діаметру різьби, то матеріал, видавлюваний п р и
н а р і з у в а н н і , тиснутиме на зу би .мітчика, від чого вони в резудататІ
в е л и к о г о т е р т я с и л ь н о н а г р і в а ю т ь с я і до них п р и л и п а ю т ь ч а с т к и ме
талу.
Р і з ь б а м о ж е вийти з рваними н и т к а м и , а в д е я к и х в и п а д к а х можли-:
ва п о л а м к а м і т ч и к а . П р и свердлінні отвору надто в е л и к о г о д і а м е т р а
різьба виходить неповною.
Д і а м е т р свердла д л я с в е р д л і н н я під метричні і трубні р і з ь б и визна
чають за довідниковими т а б л и ц я м и . К о л и не м о ж н а с к о р и с т а т и с я таб
л и ц я м и , діаметр під метричну р і з ь б у п р и б л и з н о р о з р а х о в у ю т ь з а
формулою й с = й — КСР, де й с — діаметр
свердла,
мм; й — номі
нальний діаметр різьби, мм;, Кс — коефіцієнт, щ о з а л е ж и т ь в ї д роз
бивання отвору і береться за т а б л и ц я м и (Довідник металіста, т. 3);
з в и ч а й н о К с = 1...1,08; Р — к р о к р і з ь б и , мм.
Розміри воротка д л я з а к р і п л е н н я мітчика в и б и р а ю т ь з а л е ж н у .від
діаметра останнього. З а г а л ь н у д о в ж и н у і діаметр р у к о я т к и в ш ю т к а
визначають за встановленими п р а к т и к о ю ф о р м у л а м и : Ь = 20£> + 100;
сі = 0 , 5 0 + 5, де І — д о в ж и н а воротка, мм; О — діаметр м і т ч и к а , .
мм; й — діаметр р у к о я т к и воротка, мм.
Прийоми нарізування різьби. П і с л я підготовки отвору під різь*
бу і вибору воротка з а г о т о в к у з а к р і п л ю ю т ь у л е щ а т а х і в цей отвір
вставляють в е р т и к а л ь н о мітчик за к у т н и к о м (рис. 268, а).
П р и т и с к у ю ч и л і в о ю р у к о ю вороток до мітчика, п р а в о ю повер
т а ю т ь його п р а в о р у ч доти, поки мітчик не в р і ж е т ь с я на кілька ниток
у метал і не з а й м е стійке п о л о ж е н н я , п і с л я чого в о р о т о к б е р у т ь за
р у к о я т к у двома рукама й о б е р т а ю т ь з п е р е х о п л е н н я м рук
через
к о ж н і п і в о б е р т а (рис. 268, б)
Д л я п о л егш ен н я роботи вороток з мітчиком обертають не весь час
за годинниковою стрілкою, а здійснюють один-два оберти п р а в о р у ч
207
206.
і півоберта л і в о р у ч і так д а л і . З а в д я к и такому зворотно-обертальномур у х у мітчика с т р у ж к а л а м а є т ь с я , стає к о р о т к о ю (подрібненою),
а процес різання значно полегшується.
З а к і н ч и в ш и н а р і з у в а н н я , о б е р т а н н я м воротка у зворотний бік
в и к р у ч у ю т ь мітчик з отвору, потім знову п р о к р у ч у ю т ь його н а с к р і з ь .
Мітчиком в р у ч н у виготовляють р і з ь б у по 6...10-му к в а л і т е т а х .
П р а в и л а нарізування різьби мітчиком:
п р и н а р і з у в а н н і різьби у г л и б о к и х о т в о р а х , у м ' я к и х і в ' я з к и х
металах (міді, алюмінію, бронзі тощо) мітчик треба періодично викру
чувати з отвору й очищати к а н а в к и від с т р у ж к и :
н а р і з у в а т и р і з ь б у слід повним набором м і т ч и к і в : н а р і з у в а н н я різь
би о д р а з у середнім мітчиком без п р о х о д ж е н н я чорновим, а потім чистовий не п р и с к о р ю є , а н а в п а к и , ускладнює роботу; р і з ь б а в цьому разі
виходить н е я к і с н о ю , а мітчик може з л а м а т и с я ;
середній і чистовий мітчики в в о д я т ь в отвір без в о р о т к а і л и ш е п і с л я
того як мітчик піде п р а в и л ь н о по різьбі, на г о л о в к у н а д я г а ю т ь воро
ток і п р о д о в ж у ю т ь н а р і з у в а т и р і з ь б у ;
г л у х и й отвір під р і з ь б у треба робити на глибину, дещо більшу,
н і ж д о в ж и н а н а р і з у в а н о ї частини, з т а к и м р о з р а х у н к о м , щоб робоча
частина мітчика трохи в и й ш л а за межі н а р і з у в а н о ї частини; я к щ о тако
го з а п а с у не буде, різьба вийде неповною;
у процесі н а р і з у в а н н я треба ретельно с л і д к у в а т и за тим, щоб не
було п е р е к о с у мітчика; д л я цього слід через к о ж н і дві-три н а р і з а н і
нитки перевіряти за допомогою к у т н и к а п о л о ж е н н я мітчика щодо
4» Мастильно-охолодна рідина, що використовується при нарізуванні різьби
Оброблюваний матеріал
Сталь:
вугдецева конструкційна
інструментальна легована
Ковкий чавун
Чавунне литво
Бронза
Цинк
Латунь
Мідь
Нікель
Алюміній та його сплави
Нержавіючі, жаростійкі сплави
,
, .
Мастильно-охолодна
рідина
Емульсія; сірчане масло
Сірчане масло з гасом; змішані масла
3...5 %-на емульсія
Без охолодження; 3...5 %-на емульсія; гас
Без охолодження; змішані мастила
Емульсія
Без охолодження; 3...5 %-на емульсія
Емульсія; змішані масла
Емульсія
Без охолодження; емульсія; змішані масла;
гас
Суміш з 5 0 % сірчаного масла, 3 0 % гасу,
20 % олеїнової кислоти (або 80 % сульфорезола і 20 % олеїнової кислоти)
...5 %-на емульсія
t
П р и м і т к а . У деталях з текстоліту і гетинаксу нарізування різьби здійс-.
шоють з обдуванням стиснутим повітрям.
208
207.
в е р х н ь о ї площини виробу; особливо о б е р е ж н о слід н а р і з у в а т и р і з ь б уу дрібних і глухих отворах. Н а р і з а н у внутрішню р і з ь б у п е р е в і р я ю т ь
калібрами-пробками.
З м а щ е н н я р і з ь б о н а р і з н о г о і н с т р у м е н т а . На я к і с т ь різьби та стій
кість інструмента впливає п р а в и л ь н и й вибір мастильно-охолодної
р і д и н и (табл. 4).
П р и н а р і з у в а н н і р і з ь б у д е т а л я х з с и л у м і н у , алюмінію с т р у ж к а
н а л и п а є на мітчик і внаслідок цього в и н и к а ю т ь з а д и р и ; при нарізу
ванні різьби у н е р ж а в і ю ч и х , ж а р о м і ц н и х та інших високолегованих
с т а л я х мітчик ш в и д к о з а т у п л ю є т ь с я .
Мастило, з а п р о п о н о в а н е Петровим, д а є змогу н а р і з а т и високоякіс
ну р і з ь б у з найменшими з а т р а т а м и п р а ц і . Воно має т а к и й с к л а д ( % ) :
о л е ї н о в а кислота — 78, стеаринова кислота — 17, с і р к а т о н к о г о по
мелу — 5.
С т е а р и н о в у й олеїнову кислоти змішують п р и 60...65 °С, потім
суміш о х о л о д ж у ю т ь до 20 °С і з м і ш у ю т ь з с і р к о ю т о н к о г о помелу.
І н с т р у м е н т о м , змащеним ц і є ю пастою, л е г к о н а р і з у є т ь с я р і з ь б а в от
в о р а х деталей, я к і з а г а р т о в а н і д о 3 8 . . . 4 2 Н Н С е .
§ 61. Н А Р І З У В А Н Н Я З О В Н І Ш Н Ь О Ї РІЗЬБИ
*' Інструмент. З о в н і ш н ю р і з ь б у н а р і з у ю т ь п л а ш к а м и в р у ч н у і на
верстатах.
З а л е ж н о від к о н с т р у к ц і ї п л а ш к и п о д і л я ю т ь н а к р у г л і , н а к а т н і ,
розсувні ( п р и з м а т и ч н і ) .
К р у г л і п л а ш к и (лерки) в и г о т о в л я ю т ь с у ц і л ь н и м и і розріз
ними.
С у ц і л ь н а п л а ш к а (рис. 269, а ) — ц е стальна з а г а р т о в а н а
г а й к а , в я к і й через р і з ь б у / п р о р і з а н о н а с к р і з н і поздовжні о т в о р и ,
які утворюють р і з а л ь н і к р о м к и і с л у ж а т ь д л я виходу с т р у ж к и . З обох
1
боків п л а ш к и є з а б і р н і частини 2 з а в д о в ж к и 1 / 2 ...2 н и т к и . Ці п л а ш к и
застосовують п р и н а р і з у в а н н і різьби діаметром до 52 мм за один робо
чий хід.
Рис. 269. Плашки:
а — суцільна; б — розрізна; / — різьба; 2 — забірна частина
209
208.
Рис. 270. Різьбонакатні плашки:а — ткну М П Н ; б — т и п у Н П Н ; в — д л я накатування, різьби
ний т р у б а х
на
тонкостін
Д і а м е т р и с у ц і л ь н и х к р у г л и х п л а ш о к передбачено стандартом: д л я
ї
основної метричної різьби — від 1 до 76 мм, д л я дюймової — від 74
1
8
2
до 2", д л я трубної — від */ до 1 / ".
К р у г л і п л а ш к и п р и н а р і з у в а н н і різьби в р у ч н у з а к р і п л ю ю т ь у спе
ціальному воротку.
Р о з р і з н і п л а ш к и (рис. 269, б ) н а відміну від с у ц і л ь н и х
мають п р о р і з ( 0 , 5 . . . 1,5 мм), що д а є змогу р е г у л ю в а т и діаметр р і з ь б и
в м е ж а х 0,1—0,25 мм. В н а с л і д о к з н и ж е н н я ж о р с т к о с т і н а р і з у в а н а
цими п л а ш к а м и р і з ь б а має недостатньо точний п р о ф і л ь .
Р і з ь б о н а к а т н і п л а ш к и (рис. 270, а—в), застосовувані
д л я н а к а т у в а н н я точних п р о ф і л і в р і з ь б и , мають к о р п у с , на я к о м у вста
новлюють н а к а т н і р о л и к и з різьбою. Р о л и к и м о ж н а регулювати за роз
міром н а р і з у в а н о ї р і з ь б и . П л а ш к и обертають двома р у к о я т к а м и , щ о
вкручуються в корпус.
За допомогою р і з ь б о н а к а т н и х п л а ш о к н а р і з а ю т ь різьбу 0 4...
33 мм і к р о к о м 0,7...2 мм за 6...8-м квалітетами. Н а к а т у в а н н я ви
к о н у ю т ь на верстатах, а т а к о ж вручну. Р і з ь б а виходить міцнішою,
о с к і л ь к и в о л о к н а металу у гвинтах не п е р е р і з у ю т ь с я . К р і м того,
з а в д я к и тиску п л а ш о к в о л о к н а зміцнюються. О с к і л ь к и різьба л и ш е
в и д а в л ю є т ь с я , п о в е р х н я виходить чистішою. Н а к а т у в а н н я різьби
здійснюється т а к само, як і н а р і з у в а н н я к л у п а м и (див. далі).
Н а рис. 270» б п о к а з а н о р і з ь б о н а к а т н у п л а ш к у ти п у Н П Н , я к а
з а с т о с о в у є т ь с я д л я н а к а т у в а н н я різьб М6 та М12 на с в е р д л и л ь н и х
і т о к а р н и х верстатах.
П л а ш к а , з о б р а ж е н а на рис. 270, в, с л у ж и т ь д л я н а к а т у в а н н я р і з ь б
на тонкостінних т р у б а х на с в е р д л и л ь н и х і т о к а р н и х верстатах, а та
кож вручну.
Р о з с у в н і
( п р и з м а т и ч н і )
п л а ш к и
н а відміну від
к р у г л и х с к л а д а ю т ь с я з двох п о л о в и н о к , я к і н а з и в а ю т ь с я п і в п л а ш к а м и
(рис. 2 7 1 , а). На к о ж н і й з них з а з н а ч е н о розмір зовнішньої різьби і
цифра 1 чи 2 д л я п р а в и л ь н о г о з а к р і п л е н н я у пристрої (клупі). На
з о в н і ш н і й стороні п і в п л а ш о к є кутові к а н а в к и (пази), я к и м и їх вста
новлюють у в и с т у п и к л у п а .
Д л я рівномірного розподілу тиску гвинта н а п і в п л а щ к и д л я уник
н е н н я перекосу м і ж п і в п л а ш к а м и й гвинтом р о з м і щ у ю т ь с у х а р .
210
209.
Рис. 271. Розсувні (призматичні) плашки:а—загальний вигляд; б—закріплення в клупі; в — нарізування різьби
Р о з с у в н і (призматичні) п л а ш к и в и г о т о в л я ю т ь к о м п л е к т а м и з 4...
5 п а р у к о ж н о м у ; к о ж н у п а р у у разі потреби в с т а в л я ю т ь у к л у п .
Р о з с у в н і п л а ш к и в и г о т о в л я ю т ь д л я метричної різьби діаметром в і д
х
1
Мб до М52, д л я дюймової — від /4 до 2" і д л я трубної — в і д /8 до
3
І / / . Р о з с у в н у п л а ш к у з а к р і п л ю ю т ь у к л у п і (рис. 2 7 1 , б), я к и й
с к л а д а є т ь с я із скісної р а м к и / з двома р у к о я т к а м и 2 і з а т и с к н о г о гвин
та 5. П і в п л а ш к и 3 в с т а в л я ю т ь у виступи р а м к и , в в о д я т ь с у х а р 4 і
з а к р і п л ю ю т ь гвинтом 5. К л у п и , в я к и х встановлюють п р и з м а т и ч н і
п л а ш к и , в и г о т о в л я ю т ь шести р о з м і р і в — від № 1 до № 6. Р о б о т а клупом п о к а з а н а на рис. 2 7 1 , в.
Процес н а р і з у в а н н я р і з ь б и . П р и
н а р і з у в а н н і
р і з ь б и
п л а ш к о ю треба мати н а у в а з і , щ о в процесі у т в о р е н н я п р о ф і л ю
р і з ь б и метал виробу, особливо сталь, мідь тощо, «тягнеться», діаметр
с т е р ж н я з б і л ь ш у є т ь с я . В н а с л і д о к цього посилюється тиск на поверх
ню п л а ш к и , що призводить до її н а г р і в а н н я й п р и л и п а н н я часток ме
талу,' тому р і з ь б а виходить рваною.
П р и виборі діаметра с т е р ж н я під зовнішню р і з ь б у слід к е р у в а т и с я
тими самими м і р к у в а н н я м и , що й п р и виборі отвору під в н у т р і ш н ю
різьбу. Я к і с н у р і з ь б у м о ж н а дістати тоді, коли діаметр с т е р ж н я мен
ш е зовнішнього діаметра н а р і з у в а н о ї рі зь б и. Я к щ о діаметр с т е р ж н я
ги
210.
буде значно меншим, ніж треба, торізьба виходить неповною; я к щ о ж
діаметр с т е р ж н я буде більшим, то
п л а ш к у або не м о ж н а нагвинтити на
стержень і кінець с т е р ж н я буде по
ш к о д ж е н о або під час н а р і з у в а н н я зу
би п л а ш к и внаслідок п е р е в а н т а ж е н н я
зламаються.
Рис. 272. Прийом нарізування
П р и н а р і з у в а н н і різьби п л а ш к о ю
різьби плашкою
в р у ч н у с т е р ж е н ь з а к р і п л ю ю т ь у ле
щ а т а х т а к , щоб його виступаючий над
рівнем губок к і н е ц ь був на 20...25 мм більшим за д о в ж и н у нарізу
в а н о ї частини (рис. 272). Д л я з а б е з п е ч е н н я в р і з у в а н н я н а в е р х н ь о м у
к і н ц і с т е р ж н я знімають ф а с к у .
Потім на с т е р ж е н ь н а к л а д а ю т ь з а к р і п л е н у у к л у п п л а ш к у і з не
значним н а т и с к у в а н н я м обертають к л у п т а к , щоб п л а ш к а в р і з а л а с я
п р и б л и з н о на одну-дві нитки. П і с л я цього н а р і з у в а н у частину стерж
ня змащують маслом і обертають к л у п з рівномірним тиском на обид
ві р у к о я т к и т а к , як при н а р і з у в а н н і мітчиком, тобто один-два оберти
п р а в о р у ч і півоберта ліворуч.
Д л я з а п о б і г а н н я б р а к у й пошкодженню зубів п л а ш к и треба слід
к у в а т и за п е р п е н д и к у л я р н и м п о л о ж е н н я м п л а ш к и до с т е р ж н я —
п л а ш к а має в р і з а т и с я у с т е р ж е н ь без збочення.
Н а р і з а н у з о в н і ш н ю різьбу п е р е в і р я ю т ь різьбовими мікрометрами
або різьбовими к а л і б р а м и - к і л ь ц я м и та різьбовими шаблонами.
П л а ш к а м и в р у ч н у н а р і з у ю т ь р і з ь б у за 8...9-м к в а л і т е т а м и .
Н а р і з у в а н н я
р і з ь б и
к л у п а м и
здійснюють у та
кому п о р я д к у . Встановлюють у к л у п п л а ш к и й р о з с у в а ю т ь їх на роз
м і р , дещо більший за діаметр н а р і з у в а н о ї з а г о т о в к и . З а т и с к у ю т ь за
готовку в л е щ а т а х у в е р т и к а л ь н о м у положенні й з а п и л ю ю т ь на торці
ф а с к у ; н а д я г а ю т ь к л у п на с т е р ж е н ь з а г о т о в к и і щ і л ь н о зсувають плаш
ку гвинтом,
К л у п з п л а ш к а м и , змащеними змішаним або сірчаним маслом, по
1
г
в е р т а ю т ь на І..Л /2 оберта за годинниковою стрілкою, потім на / 4 ...
1
а
/
оберта назад. Н а р і з а в ш и різьбу, к л у п переміщують, обертаючи
його в з в о р о т н и й бік д л я с х о д ж е н н я на к і н е ц ь с т е р ж н я ; потім підтис
к у ю т ь п л а ш к и гвинтом і н а р і з у ю т ь вдруге.
П е р е в і р я ю ч и різьбу к а л і б р о м або гайкою (на к р а й н і й в и п а д о к ) ,
повторюють н а р і з у в а н н я до виготовлення різьби потрібного р о з м і р у .
П і с л я з а в е р ш е н н я роботи п л а ш к и виймають з к л у п а , очищають в і д
с т р у ж к и , ретельно п р о т и р а ю т ь і змащують маслом.
Прогресивні способи нарізування й законтрювання різьби. Біль
ш і с т ь деталей м а ш и н (тракторів, автомобілів, металообробних та ін
ш и х верстатів) з ' є д н у ю т ь з а допомогою р і з ь б о в и х з ' є д н а н ь . Трудо21«
211.
місткість процесу н а р і з у в а н н я різьби зменшують різноманітними способами.
Застосовують з а г а р т о в а н і самовидавлюючі гвинти, я к и м и ч е р е з
пробиті отвори з ' є д н у ю т ь листові деталі.
На В о л з ь к о м у автомобільному заводі ш и р о к о застосовують з а г а р т о в а н і с а м о н а р і з н і г в и н т и д л я чавунних і сталь
них деталей. Гвинти при обертанні з подачею видавлюють різьбові
канавки.
На цьому самому заводі застосовують самоконтруючі різьбові
з'єднання — ш е с т и г р а н н у
г о л о в к у ,
щ о має в и т е о д и н а
н и ж н ь о м у торці, а на верхньому — л у н к и й радіальні к а н а в к и і болти
і з з у б ч а с т и м б у р т и к о м . ї х в и к о р и с т а н н я з н а ч н о скорочує
трудомісткість с к л а д а л ь н и х робіт.
Д л я з а п о б і г а н н я відгвинчуванню болтів застосовують клеї (анае
робні смоли) типу Т Е Н - 3 , які рекомендуються д л я з а с т о п о р е н н я з'єд
н ан ь, що працюють в умовах в і б р а ц і й н о г о н а в а н т а ж е н н я .
§ 62. НАРІЗУВАННЯ РІЗЬБИ НА ТРУБАХ
Н а р і з у в а н н я зовнішньої різьби здійснюють п л а ш к о ю , внутріш
ньої — мітчиком.
К л у п (рис. 273, а) складається з корпуса 2, довгих р у к о я т о к 1,
чотирьох плоских різьбових п л а ш о к (гребінок) 3, я к і м о ж у т ь одно-
Рис. 273. Трубний клуп з розсувними плашками для
нарізування різьб діаметром від/1/2 до З".
а — будова; б — прийом нарізування різьби
213
212.
часио з б л и ж у в а т и с я до центра або розходитися від нього п р и поворотіп л а н ш а й б и 4. З а в д я к и цьому одним і тим самим клупом м о ж н а нарі
з у в а т и т р у б и р і з н и х діаметрів.
П л а ш к и З з а л е ж н о від діаметра труби встановлюють обертанням
ч е р в ' я к а 5, я к и й знаходиться в зачепленні з зубчастим сектором 7,
а п і с л я в с т а н о в л е н н я потрібного розміру стопорять н а т и с к у в а н н я м
в а ж е л я 6. Точне встановлення різьбових п л а ш о к на потрібний діаметр
здійснюють за п о д і л к а м и (ноніусом) на корпусі к л у п а .
К р і м чотирьох різьбових п л а ш о к 3 у корпусі 2 к л у п а встановлено
н а п р я м н і п л а ш к и 8 (гладенькі, без різьби), я к і забезпечують стійке
п о л о ж е н н я к л у п а на трубі п р и н а р і з у в а н н і різьби.
Д о к л у п а додають к і л ь к а комплектів п л а ш о к (гребінок), щ о дає
х
змогу н а р і з у в а т и трубні різьби діаметром від /2 до З " .
Н а р і з у в а н н я трубної р і з ь б и клупом слід здійснювати у такому
порядку:
о г л я н у т и п л а ш к и : с т р у ж к о в і к а н а в к и мають бути чистими, без
з а д и р о к та інших дефектів, а р і з а л ь н і кромки — гострими, без зади
р о к , з а в а л і в і в и к р и ш е н и х місць та з л а м і в ;
к і н е ц ь н а р і з у в а н о ї труби 10 з а к р і п и т и в трубному притискачі
11 (рис. 273, б);
частину т р у б и , на я к і й нарізуватиметься р і з ь б а , змастити маслом
(оліфою);
встановити к л у п на т р у б у і з б л и з и т и п л а ш к и з з у с и л л я м , розрахо
в а н и м т а к , щоб р і з ь б а була н а р і з а н а за к і л ь к а робочих ходів (для діа
метрів д о 1 " достатньо два ходи, а д л я діаметрів б і л ь ш е Г — т р и ) ;
обертати к л у п н а в к о л о т р у б и в чотири прийоми, тобто за к о ж е н
Прийом повернути його п р и б л и з н о на 90°;
не знімаючи к л у п а з труби, р у к о я т к о ю 9 п л а н ш а й б и 4 розсунути
п л а ш к и 3 (тоді к л у п з н і м а є т ь с я з труби вільно);
п е р е в і р и т и я к і с т ь н а р і з а н о ї різьби;
к л у п з п л а ш к а м и п р о т е р т и , з м а с т и т и мінеральним м а с л о м .
§ 63. МЕХАНІЗАЦІЯ НАРІЗУВАННЯ РІЗЬБИ
Н а р і з у в а н н я різьби вручну — м а л о п р о д у к т и в н а й
трудомістка
о п е р а ц і я , тому п р и м о ж л и в о с т і п р а г н у т ь з а с т о с у в а т и засоби меха
нізації.
Д л я м е х а н і з а ц і ї процесу н а р і з у в а н н я різьби у в е л и к о г а б а р и т н и х
д е т а л я х , а т а к о ж п р и монтажі (складанні) виробів застосовують т а к і
спеціальні ручні механізовані інструменти, як р і з ь б о н а р і з у в а ч і з
е л е к т р и ч н и м або пневматичним приводом, а т а к о ж електро- і пневмос в е р д л и л к и , оснащені спеціальними насадками.
Р і з ь б о н а р і з у в а ч
з
е л е к т р и ч н и м
п р и в о д о м
(рис. 274) має вмонтований електродвигун, редуктор, реверсійний ме
х а н і з м і н а г р у д н и к . На в а л у ротора електродвигуна / ( р и с 274, а]
214
213.
Рис. 274. Різьбонарізувач з електричним приводом:
а — кінематична схема; б •— прийом роботи
з а к р і п л е н о зубчасте колесо 2, я к е через зубчасті колеса 13, 12, 11,
10 і 9 передає обертання в і л ь н о насадженим зубчастим колесам 6 і З,
я к і обертаються в різні боки. П р и натисканні на к о р п у с інструмента
з в е р х у в н и з (рис. 274, б) ш п и н д е л ь 7 всовується всередину, його фла
нець 5 входить у зачеплення з виступом 4 зубчастого колеса 3, мітчик
при цьому починає в к р у ч у в а т и с я в отвір.
$
П е р е д введенням у н а р і з у в а н и й отвір мітчик з м а щ у ю т ь м а с л о м .
Утримуючи р і з ь б о н а р і з у в а ч у р у к а х т а к , щоб не було п е р е к о с у міт
чика відносно осі отвору, вмикають електродвигун і л е г е н ь к о натис
кують на к о р п у с . П і с л я н а р і з у в а н н я різьби і п р и п и н е н н я натискуван
ня ш п и н д е л ь 7 в и с у н е т ь с я з к о р п у с а і фланець 5 увійде в з а ч е п л е н н я
з виступами 8 зубчастого колеса 6, Але через те, що колесо 6 оберта
ється у 2 р а з и швидше, то мітчик почне з подвійною ш в и д к і с т ю викру
чуватися з отвору. П р о д у к т и в н і с т ь н а р і з у в а н н я різьби т а к и м спосо
бом у 6... 10 р а з і в вища за п р о д у к т и в н і с т ь ручним способом.
Р і з ь б о н а р і з у в а ч з п н е в м а т и ч н и м п р и в о д о м
(рис. 275, а) застосовують д л я н а р і з у в а н н я дрібних різьб. Ч о т и р и к л а панний ротаційний пневмодвигун 1 через редуктор починає обертати
в і л ь н о насаджені зубчасті колеса. П р и натисканні на к о р п у с муфти
в х о д я т ь у з а ч е п л е н н я з зубчастим колесом, що відповідає робочому
ходу ( н а р і з у в а н н ю різьби). К о л и к о р п у с р у к о я т к о ю 2 відводять на
себе, ш п и н д е л ь 5 зміщується під дією п р у ж и н и в н и з , муфта входить
у зачеплення із зубчастим колесом і відбувається п р и с к о р е н е вигвин
ч у в а н н я мітчика з отвору.
Інструмент вмикають н а т и с к у в а н н я м великим пальцем на к у р о к
З (стиснуте п о в і т р я п р о п у с к а є т ь с я через к л а п а н у двигун). Відпрацьо
в а н е повітря виходить з д в и г у н а через й бічні отвори 4. Р е д у к т о р і
215
214.
аб
Рис. 275. Різьбонарізувач ПНР-8 лег
кого типу з пневматичним приводом:
а—'будова;
б — прийом роботи
Рис. 276. Нарізування різьби в
отворі за допомогою свердлиль
ного верстата
реверсивний механізм змащують густим мастилом через отвір у
корпусі.
П е р е д введенням в отвір мітчик з м а щ у ю т ь маслом.
Прийоми
роботи різьбонарізувачем п о к а з а н о на рис. 275, б. Не м о ж н а допуска
ти перекосу мітчика відносно осі отвору. У в і м к н у в ш и д в и г у н , слід
з л е г к а натискати на корпус, нарізуючи різьбу. П і с л я п р и п и н е н н я на
т и с к у в а н н я на мітчик р і з ь б о н а р і з у в а ч змінить н а п р я м о б е р т а н н я , і
мітчик в и к р у т и т ь с я з отвору. П і с л я н а р і з у в а н н я р і з ь б у протирають
чистою ганчіркою і перевіряють.
Н а р і з у в а н н я
р і з ь б и
в
о т в о р а х
за допомо
гою
с в е р д л и л ь н о г о
в е р с т а т а
є найпродуктивнішим
способом. Його здійснюють за допомогою з а п о б і ж н о г о патрона, в яко
му мітчик з а к р і п л ю ю т ь на допустиме з у с и л л я . П р и н а р і з у в а н н і різь
би у глухому отворі мітчик у п и р а є т ь с я в його дно, при цьому автома
тично п р и п и н я є т ь с я обертання.
З а п о б і ж н и й патрон встановлюють у шпиндель верстата, як у зви
чайний патрон з конічним хвостовиком. Мітчик в с т а в л я ю т ь у цангу
патрона (рис. 276) і з а к р і п л ю ю т ь накидною гайкою /. Свердлильний
верстат налагоджують на швидкість р і з а н н я 5...8 м/хв. П і с л я вми
к а н н я електродвигуна перевіряють мітчик на биття, потім його зма
щ у ю т ь маслом і нарізують різьбу. Мітчик регулюють на допустиме
з у с и л л я к р у г л о ю г а й к о ю 2, яка* стопориться гвинтом 3.
Н а й б і л ь ш и й розмір н а р і з у в а н о ї т а к и м способом різьби дорівнює
216
215.
5. Види дефектів при нарізуванні різьбиВид д е ф е к т у
Рвана різьба
Тупа різьба
Причина
виникнення
Тупий мітчик або плашка
Замінити мітчик або плаш-
Незадовільне охолоджен
ня
Перекіс мітчика або плаш
ки відносно отвору при
неправильному
встанов
ленні
Великий
діаметр
про
свердленого отвору
під
різьбу або малий діаметр
стержня
Малі передній і задній
кути свердла
Збільшити охолодження
Висока в'язкість матеріа
лу деталі
Неточний профіль різь
би
Послаблена різьба
Спосіб у с у н е н н я
Малий передній кут міт
чика або плашки
Недостатня довжина забір
ного конуса
Тупий або
неправильно
загострений інструмент
Мастильно-охолодна ріди
на не відповідає оброблю
ваному матеріалу
Надмірно висока
швид
кість різання
Правильно встановити ін
струмент, не допускати пе
рекосу
Правильно підбирати діа
метри свердла і мітчика
(плашки)
Замінити імструмент, пі
дібравши його з урахуван
ням оброблюваного матері
алу
Те саме
Замінити інструмент
Те саме
Те саме
Застосовувати
відповідну
мастильно-охолодву рідину
Вибрати раціональну швид
кість різання (за таблицею)
Розбивання різьби мітчи
ком
при
неправильному
його встановленні
Биття інструмента
Застосування підвищених
швидкостей різання
Встановлювати
перекосу
Туга різьба
Діаметр
інструмента не
відповідає заданому діа
метру різьби
Застосовувати інструменти
потрібного діаметра
Конусність різьби
Неправильне
обертання
мітчика (розбивання верх
ньої частини отвору)
Правильно
встановлювати
мітчик, правильно працю
вати ним
Поламка мітчика
Защемлення стружки при
викручуванні мітчика
Періодично виводити міт
чик з отвору для видален
ня стружки
Застосовувати свердла по
трібного діаметра
Занижений діаметр отвору
під різьбу
мітчик без
Усунути биття Інструмента
Застосовувати
нормальні
швидкості різання (за таб
лицею)
217
216.
Продовження, табл. 5Вид
дефекту
Зрив різьби
Причина
виникнення
Занижений діаметр отвору
під різьбу
Затупився мітчик
Стружка забивається у ка
навки мітчика
Спосіб усунення
Застосовувати свердла пот
рібного діаметра
Замінити мітчик.
Періодично виводити міт
чик з отвору для видален
ня стружки
8 мм. З а с т о с у в а н н я верстата п р и с к о р ю є процес н а р і з у в а н н я різьби
у 8..,10 р а з і в п о р і в н я н о з н а р і з у в а н н я м в р у ч н у .
К р і м з а с т о с у в а н н я р і з ь б о н а р і з н и х машинок у серійному й масово
му виробництві різьбу н а р і з у ю т ь на р і з ь б о н а р і з н и х верстатах.
Д е ф е к т и . Д е ф е к т и , щ о найчастіше т р а п л я ю т ь с я при різьбонаріз у в а и н і , причини їх в и н и к н е н н я і способи у с у н е н н я подано в
т а б л . . 5.
§ 64. СПОСОБИ ВИДАЛЕННЯ ЗЛАМАНИХ МІТЧИКІВ
П р и поламці мітчик в и д а л я ю т ь з отвору к і л ь к о м а способами. ^
Я к щ о з отвору стирчить уламок мітчика, то частину, що виступає,
з а т и с к у ю т ь плоскогубцями або ручними л е щ а т а м и і в и к р у ч у ю т ь ула
мок з отвору; я к щ о виступаючої частини немає, у к а н а в к и мітчика
п р о т я г у ю т ь кінці зігнутого вдвічі дроту і в и к р у ч у ю т ь мітчик за його
допомогою; к о л и ж невеликий ула
мок мітчика не вдається викрути
ти за допомогою дроту, мітчик роз
ламують на дрібні ш м а т к и загар
тованим пробійником, що нагадує
к е р н е р , і ш м а т к и в и д а л я ю т ь з от
вору.
К о л и з л а м а н о мітчик із швид
к о р і з а л ь н о ї сталі, деталь з улам
ком мітчика н а г р і в а ю т ь у муфель
ній або нафтовій печі й дають охо
лонути разом з піччко (при цьому
Мшчик,
способі нагрівають деталь напри
кінці роботи, тобто перед виклю
ченням печі до наступного д н я ) ;
відпалений цим способом мітчик
висвердлюють.
Якщо 3ламано
Рис. 277. Видалення зламаного міт..
мітчик з вуглеце5 0 1 сталі
чика з деталі за допомогою спеціаль» Деталь разом з уламком,
них оправки (а) і зенкера (б)
. нагрівають до червоного к о л ь о р у ,
218
217.
Рис. 278. Видалення зламаного мітчика з деталі
за допомогою приваре
ної до за лишка мітчика
планки
Рис. 279. Видалення зла
маного мітчика з детзлІ
за допомогою ключа
потім повільно охолоджують і п і с л я остаточного о х о л о д ж е н н я вис
вердлюють у л а м о к мітчика.
Я к щ о д е т а л ь надто в е л и к а і її н а г р і в а н н я п о в ' я з а н е зі з н а ч н и м и
труднощами, застосовують т а к і способи: 1) за допомогою спеціальної
о п р а в к и , що має на торці три виступи (ріжки) 2 (рис. 277, а), я к и м и
вона входить у к а н а в к и мітчика; перед в и д а л е н н я м у л а м к а м і т ч и к а /
з деталі в отвір з а л и в а ю т ь гас, щоб полегшити в и д а л е н н я , п і с л я ч о г о
в с т а в л я ю т ь о п р а в к у і, о б е р е ж н о розхитуючи обертанням в о р о т к а , ви
гвинчують уламок; д л я в и д а л е н н я мітчиків різних діаметрів є н а б і р
в и л о к (ріжків) 2; 2) за допомогою спеціального з е н к е р а (рис. 277, б);
3) п р и в а р ю в а н н я м електродом п л а н к и до у л а м к а мітчика, з л а м а н о г о
в деталі з силуміну (рис. 278); після о х о л о д ж е н н я мітчик в і л ь н о ви
гвинчується з отвору; 4) за допомогою ключа, я к и й н а д я г а ю т ь на
к в а д р а т н и й к і н е ц ь спеціальної о п р а в к и , привареної д о п о л а м а н о г о
мітчика (рис. 279); т р а в л е н н я м мітчика, з л а м а н о г о в деталі з алюмі
нієвого с п л а в у ; в тілі мітчика висвердлюють о т в і р , н а м а г а ю ч и с ь не
пошкодити різьбу деталі; т р а в л я т ь розчином азотної кислоти, я к а ,
добре розчиняючи сталь (матеріал мітчика), м а й ж е не в п л и в а є на алю
мінієвий с п л а в (матеріал деталі); як к а т а л і з а т о р застосовують шматоч
ки з а л і з н о г о ( в ' я з а л ь н о г о ) дроту, я к і опускають у розчин к и с л о т и ,
налитої в отвір мітчика; через кожні 5... 10 хв в и к о р и с т а н у к и с л о т у
в и д а л я ю т ь з отвору мітчика піпеткою, а отвір з н о в у заповнюють сві
ж о ю кислотою; процес п р о д о в ж у ю т ь к і л ь к а годин доти, п о к и метал
мітчика не буде остаточно з р у й н о в а н о . П і с л я цього з а л и ш к и к и с л о т
в и д а л я ю т ь , а отвір промивають (травлення здійснюють т а к о ж с о л я н о ю
кислотою з п і д і г р і в а н н я м д е т а л і ) .
Б е з п е к а п р а ц і . П р и н а р і з у в а н н і різьби мітчиком на верстаті ви
моги безпеки т а к і самі, що й п р и роботі на с в е р д л и л ь н и х в е р с т а т а х .
П р и н а р і з у в а н н і р і з ь б и мітчиками та п л а ш к а м и в р у ч н у в д е т а л я х з
219
218.
с и л ь н о виступаючими гострими частинами слідкують за тим, щоб приповороті в о р о т к а не поранити р у к и . П р и використанні електро- і
пневмоінструментів дотримуються відповідних вимог безпеки.
Р о з д і л XIII. КЛЕПАННЯ
§ 61. ЗАГАЛЬНІ ВІДОМОСТІ
К л е п а н н я м називається процес з ' є д н а н н я двох або к і л ь к о х деталей
за допомогою з а к л е п о к . Ц е й вид з ' є д н а н н я н а л е ж и т ь до групи не
р о з у м н и х , бо р о з ' є д н а н н я склепаних деталей можливе лише внаслі
док р у й н у в а н н я з а к л е п к и .
З а к л е п к о в і з ' є д н а н н я ш и р о к о застосовують при виготовленні ме
талевих к о н с т р у к ц і й мостів, ферм, рам, балок, а т а к о ж у котлобудув а н н і , літакобудуванні, суднобудуванні тощо.
П р о ц е с к л е п а н н я складається з т а к и х основних о п е р а ц і й :
утворення отвору під з а к л е п к у в з ' є д н у в а н и х деталях с в е р д л і н н я м
або п р о б и в а н н я м ;
з е н к у в а н н я гнізда під з а к л а д н у головку з а к л е п к и (при клепанні
з а к л е п к а м и з потайною головкою);
в с т а в л е н н я з а к л е п к и в отвір;
утворення замикаючої головки з а к л е п к и , тобто власне к л е п а н н я .
К л е п а н н я поділяють н а х о л о д н е ,
т а к е щ о виконують без
н а г р і в а н н я з а к л е п о к , і гаряче, при я к о м у перед встановленням на
м й ц е с т е р ж е н ь з а к л е п к и н а г р і в а ю т ь до 1000... 1100 °С.
П р а к т и к о ю вироблені такі рекомендації щодо з а с т о с у в а н н я холод
ного й г а р я ч о г о к л е п а н н я з а л е ж н о від діаметра з а к л е п о к :
до сі = 8 мм — лише холодне;
при й
8... 12 мм — як г а р я ч е , т а к і холодне;
п р и й > 12 мм — лише гаряче.
П р и в и к о н а н н і слюсарних робіт звичайно використовують лише
холодне к л е п а н н я . Гаряче к л е п а н н я , як п р а в и л о , в и к о н у ю т ь у спеціа
л і з о в а н и х цехах. Холодне к л е п а н н я широко, застосовують у літако
будуванні.
П е р е в а г а г а р я ч о г о к л е п а н н я п о л я г а є у тому, що с т е р ж е н ь к р а щ е
заповнює отвір у склепуваних д е т а л я х , а при охолодженні з а к л е п к а
к р а щ е стягує їх. Утворення замикаючої головки може відбуватися
п р и швидкій (ударне клепання) і повільній (пресове к л е п а н н я ) дії
сил.
З а л е ж н о від інструмента й обладнання, а т а к о ж способу нанесення
у д а р і в або тиску на з а к л е п к у р о з р і з н я ю т ь к л е п а н н я трьох видів —
у д а р н е
р у ч н и м и
і н с т р у м е н т а м и ;
у д'а р н е
за
д о п о м о г о ю
к л е п а л ь н и х
п н е в м о м о лотків;
пре
сове
за
д о п о м о г о ю
к л е п а л ь н и х
п р е с і в
або
2,20
219.
с к о б . Ударне ручне к л е п а н н я внаслідок високої вартості й н и з ь к о їпродуктивності застосовують обмежено — при незначному обсязі ро
біт або в умовах, к о л и через відсутність клепального інструмента не
м о ж н а в и к о н а т и ударне чи пресове к л е п а н н я .
З а к л е п к о в і з ' є д н а н н я мають р я д суттєвих недоліків, основними
з я к и х є: з б і л ь ш е н н я маси к л е п а н и х к о н с т р у к ц і й ; п о с л а б л е н н я скле
пуваного м а т е р і а л у у місцях утворення отворів під з а к л е п к и ; значне
число технологічних операцій, потрібних д л я в и к о н а н н я з а к л е п к о в о г о
з ' є д н а н н я (свердління або п р о б и в а н н я отворів, з е н к у в а н н я або штам
п у в а н н я гнізд під потаємну головку, в с т а н о в л е н н я з а к л е п о к і власне
к л е п а н н я ) ; з н а ч н и й шум та в і б р а ц і ї ( к о л и в а н н я ) , я к і в и н и к а ю т ь п р и
роботі ручними пневматичними молотками і ш к і д л и в о в п л и в а ю т ь на
о р г а н і з м людини, тощо.
Тому, крім удосконалення самого процесу к л е п а н н я , застосовують
й інші способи виготовлення н е р о з ' є м н и х з ' є д н а н ь , н а п р и к л а д елек
тричним і газовим з в а р ю в а н н я м , з ' є д н а н н я м металів термостійкими
к л е я м и ВК-32-200, ВК-32-250, И П - 9 та ін. .
О д н а к у ряді г а л у з е й м а ш и н о б у д у в а н н я , н а п р и к л а д в авіабудуван
ні, у виробництві слюсарно-монтажного інструмента, к л е п а н н я ще
ш и р о к о застосовують, особливо д л я з ' є д н а н н я к о н с т р у к ц і й , я к і пра
цюють п р и високих т е м п е р а т у р а х та тиску.
Р о з р і з н я ю т ь к л е п а н н я ручне, м е х а н і з о в а н е , п р и я к о м у застосо
вують пневматичні к л е п а л ь н і м о л о т к и , і машинне, що в и к о н у є т ь с я
на пресах одинарного й групового к л е п а н н я .
§ 66. ТИПИ ЗАКЛЕПОК
З а к л е п к а — ц е циліндричний металевий с т е р ж е н ь з головкою
певної форми. Головка з а к л е п к и , виготовлена разом зі стержнем, на
з и в а є т ь с я з а к л а д н о ю , а та, щ о утворюється під час к л е п а н н я
з частини с т е р ж н я , я к а виступає над поверхнею с к л е п у в а н и х дета
лей,— з а м и к а ю ч о ю .
З а ф о р м о ю г о л о в о к розрізняють заклепки: з півкруглою
високою головкою (рис. 280, а) зі с т е р ж н е м 0 1...36 мм і з а в д о в ж к и
2... 180 мм; з п і к р у г л о ю н и з ь к о ю головкою (рис. 280, б) зі с т е р ж н е м
0 1..Л0 мм і з а в д о в ж к и 4...80 мм; з п л о с к о ю головкою (рис. 280, в,
ліворуч) зі с т е р ж н е м 0 2...36 мм і з а в д о в ж к и 4... 180 мм (рис. 280, в,
п р а в о р у ч ) ; з потайною головкою (рис. 280, в) зі стержнем 0 1...
36 мм і з а в д о в ж к и 2... 180 мм; з півпотайною головкою (рис. 2 8 0 , 5 )
зі с т е р ж н е м 0 2...36 мм і з а в д о в ж к и 3...210 мм.
З а к л е п к и в и г о т о в л я ю т ь з м а т е р і а л і в , я к и м в л а с т и в а х о р о ш а плас
т и ч н і с т ь , — сталі (Ст2, СтЗ, сталі 10 і 15), міді (МЗ, МТ), л а т у н і (Л63),
алюмінієвих с п л а в і в (АМг5П, Д 1 8 , АД1); з а к л е п к и д л я відповідаль
них з ' є д н а н ь в и г о т о в л я ю т ь з нержавіючої ( Х 1 8 Н 9 Т ) або легованої
(09Г2) сталі.
2!2І
220.
Рис. 280. Заклепки:а — з півкруглою високою головкою; б —
з півкруглою низькою головкою; в —
з плоскою головкою; г — з потайною го
ловкою; д — з півпотайною головкою;
е — вибухова двокамерна .
Рис. 281. Клепання
вибуховими
заклеп
ками
Як п р а в и л о , з а к л е п к и мають бути в и к о н а н і з того самого матеріа
лу, що й з ' є д н у в а н і деталі; у противному разі м о ж л и в а п о я в а к о р о з і ї
й р у й н у в а н н я місця з ' є д н а н н я .
Н а й ш и р ш о г о з а с т о с у в а н н я у машинобудуванні набули з а к л е п к и
з п і в к р у г л о ю головкою. І н к о л и застосовують спеціальні типи закле
пок — вибухові (АН-1504), із сердечником (АН-831) тощо.
В и б у х о в і з а к л е п к и (рис. 280, е ) мають у вільному кінці
с т е р ж н я з а г л и б л е н н я (камеру), заповнене вибуховою речовиною, я к а
з а х и щ е н а від п р о н и к н е н н я атмосферної вологи ш а р о м л а к у . Вибухові
з а к л е п к и в и г о т о в л я ю т ь 0 3,5; 4; 5 і 6 мм з дроту м а р к и Д 1 8 П . У ви
бухових з а к л е п к а х с т е р ж е н ь з а в д о в ж к и від 6 до 20 мм, с к л е п у в а н и й
п а к е т з а в т о в ш к и від 1,6...2,5 до 14,1... 15 мм.
К л е п а н н я вибуховими з а к л е п к а м и здійснюють тоді, коли неможли
во зробити з а м и к а ю ч у головку. Як р о з к л е п у в а л ь н и й інструмент ви
користовують електричний нагрівач / (рис. 281).
П р о ц е с к л е п а н н я п о л я г а є в тому, що в отвір в с т а в л я ю т ь з а к л е п к у
2, у вільному кінці с т е р ж н я я к о ї є камера, заповнена вибуховою ре
човиною. Л е г к и м ударом
Ш л о т к о м з а к л е п к у осад
ж у ю т ь (у холодному стані).
Потім на з а к л а д н у головку
накладають
наконечник
електричного нагрівача /.
І
П р о т я г о м 2...З с з а к л е п к а
Ш
нагрівається;
при
130...
Ц
160 °С з а р я д вибухає, вна
слідок чого кінець с т е р ж н я
сильно
розширюється
й
и:
Рис. 282. Клепання трубчастими заклепками:
утворює з а м и к а ю ч у толова — робочий момент; б — розтягування кінців заклепки
ки
к у 3.
кернером
222
221.
ГострозубціРис, 283. Клепання заклепками з осердям:
а
— конструкція заклепки; б — заклепка, вставлена в отвір деталей, що склепують
с я : в — протягування осердя крізь пістон і розвальцьовування осердя; г-~ зріз у.
вання гострозубцями частини осердя, що виступає; д — повністю оформлена заклепка
К л е п а н н я т р у б ч а с т и м и з а к л е п к а м и п о л я г а є в тому,
що в отвір встановлюють з а к л е п к у 1 (рис. 282, а) з порожнистим стерж
нем (пістоном), потім с п е ц і а л ь н и м інструментом (пістонницею) З за
к л е п к у о с а д ж у ю т ь , підтягують с к л е п у в а н і деталі одну до одної й роз
к л е п у ю т ь головку 2. Я к і с т ь р о з к л е п у в а н н я ( р о з в а л ь ц ю в а н н я ) в і л ь н о г о
к і н ц я с т е р ж н я д л я у т в о р е н н я замикаючої головки з а л е ж и т ь від кон
с т р у к ц і ї , форми й розмірів г а ч к а 4 пістонниці, я к и й п і д б и р а є т ь с я за
р о з м і р а м и з а к л а д н о ї головки, а т а к о ж з а л е ж н о в і д з у с и л л я натиску
вання.
З н а ч н о простіше трубчастими з а к л е п к а м и деталі склепують т а к :
з а к л а д а ю т ь з а к л е п к у в отвір на підтримці й р о з т я г у ю т ь к і н ц і з а к л е п к и
у д а р а м и молотком по кернеру (рис. 282, б).
З а к л е п к и з о с е р д я м (рис. 283, а ) мають п о р о ж н и с т и й
с т е р ж е н ь (пістон) 5, в я к о м у є осердя 2 з потовщеною частиною на к і н ц і .
П р о ц е с однобічного к л е п а н н я з а к л е п к а м и з осердям здійснюють
у такому порядку:
з а к л а д н у головку осердя в с т а в л я ю т ь у п р о р і з спеціального захоп
люючого н а к о н е ч н и к а , ручних к л і щ і в або руч
ного преса й в с т а в л я ю т ь в отвір с к л е п у в а н и х
деталей (рис. 283, б);
1
за допомогою к л і щ і в або ручного преса осер
1 2
дя я р о т я г у ю т ь через пістон ( р и с 283, в), при
цьому потовщена частина осердя розсуває стінки
ш
пістона й запресовує його у стінки отвору,
а п р и подальшому п р о т я г у в а н н і з а м и к а ю ч а го
л о в к а 4 осердя входить у пістон і р о з в а л ь ц ь о в у є
його;
в и с т у п а ю ч у частину осердя з р і з у ю т ь (надкусують) г о с т р о з у б ц я м и (рис. 283, г), дістаючи
р ис# 284
повністю оформлену з а к л е п к у ( р и с 283, д).
ЦАП
223
222.
Рис. 285. Зовнішній вигляд заклепкових швівЗ а к л е п к и з осердям виготовляють двох ти
пів — з потайною й півпотайною головками.
З о в н і ш н і й діаметр пістона — від 3,5 до 5 мм.
Ц е й тип з а к л е п о к застосовують для з ' є д н а н н я
деталей, на я к і діють незначні н а в а н т а ж е н н я .
З а к л е п к и Ц А П , як і з а к л е п к и з осердям,
складаються
з
двох
частин — пістона
1
(рис. 284) і осердя 2 (зі сталі ЗОХМА), я к е з а г а р т о в у є т ь с я . Пістон з
осердям в с т а в л я ю т ь в отвір, а потім молотком з а б и в а ю т ь осердя в
пістон, у я к о г о при цьому відгинаються розрізані к і н ц і , що утво
р ю ю т ь з а м и к а ю ч у головку 3.
§ 67. ВИДИ ЗАКЛЕПКОВИХ ШВІВ
Місце з ' є д н а н н я деталей з а к л е п к а м и н а з и в а є т ь с я з а к л е п к о
в и м ш в о м (рис. 285). З а л е ж н о від х а р а к т е р и с т и к и й призначення
з а к л е п к о в о г о з ' є д н а н н я з а к л е п к о в і шви п о д і л я ю т ь на три види —
міцні, щільні й міцнощільні.
М і ц н и й ш о в застосовують д л я з ' є д н а н ь підвищеної міцності.
Міцність ш в а досягається тим, що він має к і л ь к а р я д і в з а к л е п о к .
Ці ш в и застосовують при клепанні балок, колон, мостів та інших
металевих конструкцій.
Щ і л ь н и й ш о в застосовують д л я в и г о т о в л е н н я досить щіль
ної й герметичної к о н с т р у к ц і ї при незначних н а в а н т а ж е н н я х . З'єд
нання з щ і л ь н и м швом в и к о н у ю т ь звичайно холодним к л е п а н н я м .
Д л я д о с я г н е н н я потрібної герметичності ш в а в и к о р и с т о в у ю т ь різно
манітні п р о к л а д к и п а п е р у , т к а н и н и , промащені оліфою або с у р и к о м ,
Накладка
Рис. 286. Заклепкові шви:
а — однорядний у напусковому з'єднанні; б —однорядний у стиковому з ' є д н а т и з
однією накладкою; в — однорядний у стиковому з'єднанні з двома накладками; в—дворядний з шаховим розміщенням заклепок у стиковому з'єднанні з однією нак
ладкою
224
223.
або п і д ч е к а н ю в а н н я ш в а . Ці ш в и застосовують при виготовленні рез е р в у а р і в , на які не діятиме в и с о к и й тиск (відкриті б а к и д л я рідини),
та д е я к и х інших виробів.
М і ц н о щ і л ь н и й ш о в застосовують д л я в и г о т о в л е н н я міц
ного і разом з тим непроникного д л я п а р и , газу, води та іншцх рідин
з ' є д н а н н я , н а п р и к л а д , у п а р о в и х к о т л а х та різноманітних р е з е р в у а р а х
з високим в н у т р і ш н і м тиском.
Міцнфщільні ш в и в и к о н у ю т ь г а р я ч и м к л е п а н н я м за допомогою
к л е п а л ь н и х м а ш и н з подальшим п і д ч е к а н ю в а н н я м головок з а к л е п о к
та к р о м о к листів.
У к о ж н о м у з а к л е п к о в о м у з ' є д н а н н і з а к л е п к и р о з м і щ у ю т ь в один,
два і більше р я д і в . Відповідно до цього з а к л е п к о в і шви п о д і л я ю т ь на
о д н о р я д н і ,
д в о р я д н і
й
б а г а т о р я д н і ,
а залежно
від р о з м і щ е н н я
заклепок — н а
п а р а л е л ь н і
й
ш а х о в і
(рис. 286, а—г).
§ 68. РУЧНЕ КЛЕПАННЯ
І н с т р у м е н т и й пристрої для клепання. П р и ручному клепанні
застосовують слюсарні м о л о т к и з к в а д р а т н и м бойком (див. рис. 62, а),
п і д т р и м к и , обтискачі, н а т я ж к и й ч е к а н и .
Масу
м о л о т к а в и б и р а ю т ь з а л е ж н о від діаметра з а к л е п к и :
Діаметр заклепки, мм
Маса молотка, г
2
100
2,5
100
3
200
3,5
200
4
400
5
400
68
500
П і д т р и м к и с л у ж а т ь опорою при р о з к л е п у в а н н і с т е р ж н я за
к л е п о к . Ф о р м а і розміри підтримок з а л е ж а т ь від к о н с т р у к ц і ї склепу
в а н и х деталей і діаметра с т е р ж н я з а к л е п к и , а т а к о ж від вибраного ме
тоду к л е п а н н я (прямий чи з в о р о т н и й ) . Підтримка має бути в 3...5 ра
з і в масивнішою за молоток.
О б т и с к а ч і с л у ж а т ь д л я н а д а н н я з а м и к а ю ч і й головці заклеп
ки п і с л я о с а д ж у в а н н я потрібної форми. На одному кінці обтискача
є з а г л и б л е н н я за формою г о л о в к и з а к л е п к и .
Н а т я ж к а — ц е бородок з отвором н а к і н ц і ; вона застосовуєть
ся д л я о с а д ж у в а н н я листів.
Ч е к а й — слюсарне з у б и л о з плоскою робочою п о в е р х н е ю і за
стосовується д л я с т в о р е н н я герметичності з а к л е п к о в о г о ш в а , що до
с я г а є т ь с я о б т и с к у в а н н я м (підчеканюванням) замикаючої головки та
к р а ю листа.
\- .
В и б і р заклепок. Н е з а л е ж н о від інструментів та п р и с т р о ї в , що за
стосовуються, с к л е п у в а н і деталі р о з м і щ у ю т ь т а к , щоб з а к л а д н і „го
л о в к и з а к л е п о к з н а х о д и л и с я з в е р х у . Ц е дає змогу в с т а в л я т и з а к л е п к и
1
завчасно.
; '
П о т р і б н у к і л ь к і с т ь , діаметр і д о в ж и н у з а к л е п о к в и з н а ч а ю т ь роз
р а х у н к а м и . Д о в ж и н у с т е р ж н я з а к л е п к и в и б и р а ю т ь з а л е ж н о від тов
щ и н и с к л е п у в а н и х листів (пакета) і форми з а м и к а ю ч о ї г о л о в к и .
8
4^-1664
225
224.
Заминаючаголовна
н
Стержень
заклепки
Стержень
заклепки
Рис, 287, Елементи заклепки з потайною (а) І півкруглою (б) головками
Д о в ж и н а І (мм) с т е р ж н я з а к л е п к и д л я у т в о р е н н я з а м и к а ю ч о ї по
тайної г о л о в к и (рис. 287, а ) в и з н а ч а є т ь с я з а формулою / = 5 +
+ (0,8... 1,2) сі, це в — товщина с к л е п у в а н и х л и с т і в , мм; сі — діаметр
з а к л е п к и , мм. Д л я утворення замикаючої п і в к р у г л о ї головки (рис.
287, б) / = 5 + ( 1 , 2 . . . 1 , 5 К
З а р о з р а х у н к о в и м (наближеним) з н а ч е н н я м б е р у т ь н а й б л и ж ч е
б і л ь ш е з н а ч е н н я з числа д о в ж и н заклепок,, передбачених с т а н д а р т а м и .
г
Відстань від центра з а к л е п к и до к р а ю с к л е п у в а н и х листів має
становити
1,5*1
З а л е ж н о в і д діаметра з а к л е п к и о т в о р и в с к л е п у в а н и х листах (па
кетах) с в е р д л я т ь або пробивають. Д і а м е т р о т в о р у має бути б і л ь ш и м
за діаметр заклепки:
Діаметр заклепки,, мм
Діаметру отвору, мм
2,0
2,1
2,3
2,4
2,6
2,7
3,0
3,1
3,5
3,6
4,0
4,1
5,0
5,2
6,0
6,2
7,0
7,2
8,0
8,2
В и д и й методи к л е п а н н я . Р о з р і з н я ю т ь два види ручного клепан
н я — з д в о б і ч н и м п і д х о д о м , к о л и є в і л ь н и й доступ я к д о
з а м и к а ю ч о ї , т а к і д о з а к л а д н о ї головок, т а з о д н о б і ч н и м п і д х о д о м , к о л и доступ д о з а м и к а ю ч о ї г о л о в к и н е м о ж л и в и й . У з в ' я з к у
з цим р о з р і з н я ю т ь д в а методи к л е п а н н я — відкритий* або п р я м и й , і
з а к р и т и й , або з в о р о т н и й .
П р я м и й м е т о д к л е п а н н я
х а р а к т е р и з у є т ь с я тим, щ о
у д а р и молотком н а н о с я т ь по с т е р ж н ю з боку з а н о в о утворюваної,
тобто з а м и к а ю ч о ї г о л о в к и . К л е п а н н я п р я м и м методом починається зі
с в е р д л і н н я о т в о р у під з а к л е п к у (рис. 288, а). Потім в отвір в в о д я т ь
з н и з у с т е р ж е н ь з а к л е п к и і під з а к л а д н у головку с т а в л я т ь м а с и в н у
п і д т р и м к у 2 (рис. 288, б). С к л е п у в а н і листи осаджують (ущільнюють) за допомогою н а т я ж к и /, я к у встановлюють так, щоб виступаючий
к і н е ц ь с т е р ж н я у в і й ш о в у її отвір. Ударом молотком по вершині на
т я ж к и о с а д ж у ю т ь л и с т и , л і к в і д у ю ч и з а з о р м і ж ними.
П і с л я цього р о з к л е п у ю т ь с т е р ж е н ь з а к л е п к и . О с к і л ь к и п р и роз
к л е п у в а н н і метал з м і ц н ю є т ь с я , п р а г н у т ь до м о ж л и в о меншого числа
у д а р і в . Т о м у спочатку к і л ь к о м а у д а р а м и молотком о с а д ж у ю т ь стер226
225.
аб
г
д
Рис. 288. Клепання прямим методом:
а — свердління отвору; б — осаджування склепуваних листів за допомогою натяжки; в —
осаджування стержня заклепки; г — надання форми замикаючій головці; д — остаточне офор
млення замикаючої головки
ж е н ь (рис. 288, в ) , потім боковими у д а р а м и надають з р о б л е н і й голов
ці потрібної форми (рис. 283, г), п і с л я чого обтискувачем З остаточно
о ф о р м л я ю т ь з а м и к а ю ч у головку (рис. 288, д).
Т І р и в и к о н а н н і ш в а з потайними г о л о з к а м и під з а к л а д н у г о л о в к у
встановлюють п л о с к у підтримку й б'ють точно по осі з а к л е п к и . Щ о б
запобігти утворенню нерівностей, к л е п а н н я в и к о н у ю т ь через два-три
отвори, починаючи з к р а й н і х , п і с л я чого к л е п а ю т ь в інших о т в о р а х .
З в о р о т н и й
м е т о д к л е п а н н я
характеризується тим,
що у д а р и молотком н а н о с я т ь по з а к л а д н і й головці. Ц е й метод засто
совують при ускладненому доступі до замикаючої г о л о в к и . С т е р ж е н ь
з а к л е п к и в в о д я т ь з в е р х у (рис. 289, а), а підтримку с т а в л я т ь під стер
ж е н ь . Молотком б'ють по з а к л а д н і й головці через о п р а в к у (рис. 289,
б), формуючи за допомогою підтримки з а м и к а ю ч у головку. Я к і с т ь
к л е п а н н я при ц ь о м у дещо нижча, н і ж при п р я м о м у .
К л е п а н н я за зворотним методом в и к о н у ю т ь т а к о ж вибуховими та
трубчастими з а к л е п к а м и (особливі види к л е п а н н я ) .
С п о с і б к л е п а н н я Т а у м е л ь розроблено в Швейцарії.
Г о л о в к а Т а у м е л ь , у якій р о з м і щ у є т ь с я обтискач, о б е р т а є т ь с я н а в к о л о
о с і з а к л е п к о в о г о с т е р ж н я . Т а к и м чином, п о з д о в ж н я вісь о б т и с к а ч а
описує в просторі конус, в е р ш и н а я к о г о р о з м і щ е н а всередині зами
каючої г о л о в к и . З а в д я к и цьому в и н и к а є р у х прецесії, до того ж зап о б і г а є т ь с я будь-яке к о в з а н н я м і ж обтискачем та з а к л е п к о в и м стерж
нем і обтискач о б к а т у в а н н я м геометрично відтворює свою ф о р м у на
з а к л е п ц і . П р и т и с к н е з у с и л л я по л і н і ї д о т и к у м і ж інструментом і за
к л е п к о в о ю , г о л о в к о ю трохи п е р е в и щ у є м е ж у міцності (при стиску)
оброблюваного матеріалу.
8*
227
226.
Рис. 289. Клепання зворотнимметодом:
а — введення заклепки в отвір; б —
оформлення замикаючої головки
З а м и к а ю ч а г о л о в к а з а к л е п к и утворюється поступовою деформацією
м а т е р і а л у , бо при к о ж н о м у п р о х о д ж е н н і л і н і ї д о т и к у обтискача про
к а т у є т ь с я л и ш е незначна к і л ь к і с т ь з а к л е п к о в о г о м а т е р і а л у . З а в д я к и
цьому на п р о т и в а г у іншим способам к л е п а н н я м а т е р і а л у забезпечу
ється оптимальна текучість. Ц е й спосіб к л е п а н н я має такі п е р е в а г ш
безшумність; з б е р е ж е н н я г а л ь в а н і ч н и х покриттів, н е з в а ж а ю ч и на де
формацію; м о ж л и в і с т ь обробки навіть цементованих з а к л е п о к ; виго
товлення гладенької поверхні з а м и к а ю ч о ї г о л о в к и ; простота й надій
ність способу, що не потребує в и с о к о к в а л і ф і к о в а н о ї п р а ц і ; високо
я к і с н е з ' є д н а н н я ; простота в и г о т о в л е н н я обтискачів.
§ 69. МЕХАНІЗАЦІЯ! К Л Е П А Н Н Я
К л е п а н н я в е л и к о г а б а р и т н и х деталей здійснюють в основному за
допомогою пневматичних і рідше — е л е к т р и ч н и х м о л о т к і в .
П н е в м а т и ч н і
к л е п а л ь н і
м о л о т к и
працюють під
дією стиснутого п о в і т р я . Вони п о д і л я ю т ь с я на дві г р у п и —. з золотни
ковим розподілом, що ш и р о к о в и к о р и с т о в у ю т ь с я , і з к л а п а н н и м роз
поділом. Пневматичні молотки в и п у с к а ю т ь із з а м к н у т о ю й незамкну
тою р у к о я т к а м и без г а с н и к а вібрації (мод. 53КМ-5, 55КМ-10 і 6КМ)
і з г а с н и к о м в і б р а ц і ї (мод. 62КМ-6 і 62КМ-7). З а с т о с о в у ю т ь т а к о ж мо
лотки з н е з а м к н у т о ю р у к о я т к о ю пістолетного типу без г а с н и к а вібра
ції (56КМП-3) і з г а с н и к о м в і б р а ц і ї (57КМП-4, К М П - 5 і 57КМП-6).
К л е п а л ь н и й молоток 57КМП-4 має к о р п у с / (рис. 290, а) і руко
я т к у / / , в я к у вмонтовано пусковий п р и с т р і й і н і п е л ь 15 д л я підклю
чення ш л а н г а стиснутого п о в і т р я . У к о р п у с і є с т а к а н 6, ц и л і н д р 5
з п о р ш н е м і з о л о т н и к 7 з к р и ш к о ю 8. П о в і т р я надходить через пуско
вий к л а п а н 14, к р и ш к у 8 і з о л о т н и к 7 до робочої к а м е р и , розміщеної
над п о р ш н е м .
П р и н а т и с к у в а н н і пальцем на к у р о к 10 останній в а ж е л е м 12 діє
на штовхач 13, я к и й в і д к р и в а є вхід повітрю до п у с к о в о г о к л а п а н а 14.
У цей момент п о р ш е н ь (і молоток 4 з ударником 2) р у х а є т ь с я вниз
і здійснює о с а д ж е н н я з а к л е п к и , а з о л о т н и к в і д к р и в а є отвір д л я про
х о д ж е н н я стиснутого п о в і т р я через к л а п а н и до н и ж н ь о ї частини цидіндра під п о р ш е н ь , щ о п р и м у ш у є останній п е р е м і щ у в а т и с я в в е р х .
П р у ж и н а 9 с л у ж и т ь д л я п о г л и н а н н я віддачі п о р ш н я з метою охорони
працюючого від ш к і д л и в и х в і б р а ц і й , а п р у ж и н а 3 оберігає обтискач
від в и п а д а н н я .
П і д час роботи пневматичний молоток тримають за р у к о я т к у пра
вою р у к о ю і в е л и к и м пальцем натискують на к у р о к д л я п у с к у стисну228
227.
Рис. 290. Пневматичний клепальний молоток (а) і прийоми роботи ним (бл е)того п о в і т р я . Л і в о ю р у к о ю к л е п а л ь н и к охоплює ствол молотка чи об
тискача, щ о утримують н а головці з а к л е п к и .
К л е п а н н я к л е п а л ь н и м молотком в и к о н у ю т ь вдвох — один притис
к у є підтримкою з а к л а д н у г о л о в к у , а д р у г и й молотком р о з к л е п у є за
м и к а ю ч у г о л о в к у ( р и с 290, б). П р и з а т и с к у в а н н і п і д т р и м к и у слюсар
них л е щ а т а х (рис. 290, в) д р у г и й робочий п і д т р и м у є д е т а л ь .
§ 70. МАШИННЕ КЛЕПАННЯ
Машинне к л е п а н н я має т а к і п е р е в а г и :
висока п р о д у к т и в н і с т ь п р а ц і ;
висока я к і с т ь к л е п а н н я — добре о б т и с к у в а н н я с т е р ж н я й запов
н е н н я отвору, а т а к о ж ф о р м у в а н н я г о л о в к и бездоганної форми;
незначний процент б р а к у ( п о р і в н я н о з б р а к о м п р и ручному й пнев
матичному к л е п а н н і ) ;
м а й ж е повна л і к в і д а ц і я фізичної п р а ц і ;
менша к і л ь к і с т ь з а й н я т и х робочих.
229
228.
Рис. 291. Преси:а — ручний переносний пневматич
ний; 6 —• пневмоважільний стаціонар
ний; /-—пневмоциліндр; 2 — скоба;
З, 4 —* обтискачі; 5 — упор; 6 — сто
порна гайка; 7 — рукоятка; 8 — тум
ба; 9 — огорожа; 10 — педаль; // —
автоматична маслянка; 12 — фільтр
Обладнання.
Значний
обсяг робіт к л е п а н н я вико
нують на с п е ц і а л ь н и х кле
п а л ь н и х м а ш и н а х , пневма
тичних і г і д р а в л і ч н и х пре
сах.
К л е п а л ь н і
ма
ш и н и в и г о т о в л я ю т ь ста
ц і о н а р н и м и й переносними.
Перші мають дещо б і л ь ш у
п р о д у к т и в н і с т ь , але недолі
ком е те, що виріб треба
переміщувати в міру кле
п а н н я ; при громіздких кон
с т р у к ц і я х це потребує об
л а д н а н н я спеціальних кон
вейєрів, додаткових п л о щ .
Пневматичні клепальні м а ш и н и дешевші за г і д р а в л і ч н і . В основно
му вони в и п у с к а ю т ь с я пересувними, але м о ж у т ь бути і с т а ц і о н а р н и м и .
Р у ч н и й
п е р е н о с н и й
п н е в м а т и ч н и й
п р е с
П Р П 5 - 2 (рис. 291, а) ш и р о к о застосовують п р и одиночному к л е п а н н і ,
особливо у в а ж к о д о с т у п н и х м і с ц я х .
П р о д у к т и в н і с т ь його у 5 р а з і в вища за п р о д у к т и в н і с т ь пневматич
ного молотка. На цьому пресі клепають деталі з а в т о в ш к и до 4 мм
с т а л ь н и м и з а к л е п к а м и з найбільшим діаметром 4 мм і з а к л е п к а м и
з д ю р а л ю м і н і ю н а й б і л ь ш и м діаметром 5 мм.
П р е с має пневматичний циліндр і к л и н о в и й м е х а н і з м , за допомогою
я к о г о р у х п о р ш н я перетворюється на робочий рух обтискачів.
П н е в м о в а ж і л ь н и й
с т а ц і о н а р н и й
п р е с
КП-204М (рис. 291, б) застосовують при одиничному клепанні деталей
стальними з а к л е п к а м и (сталь 15) діаметром до 5 мм, з а к л е п к а м и з дю
р а л ю м і н і ю ( Д 1 , Д6) діаметром до 6 мм.
Силовий а г р е г а т з а в д я к и повітророзподільному пристрою здій
снює у певній послідовності подачу стиснутого п о в і т р я в різні камери
пневматичних ц и л і н д р і в , чим забезпечуються автоматичні робочий
і зворотний ходи. В а ж і л ь н а система створює з у с и л л я на п л у н ж е р і ,
потрібне д л я р о з к л е п у в а н н я з а к л е п о к . Стиснуте п о в і т р я з п о в і т р я н о ї
магістралі до автоматичної м а с л я н к и надходить через фільтр 12,
в я к о м у в и д а л я ю т ь с я д о м і ш к и , що є в повітрі.
230
229.
Дляс к л е п у в а н н я деталей
різної
товщини
або
при
з а к л е п о к і н ш о г о д і а м е т р а у п о р 5 п е р е м і щ у ю т ь по осі,
використанні
обертаючи ру
к о я т к у 7,
я к а стопориться гайкою 6. П р а в и л ь н о ї форми з а м и к а ю ч о ї
головки
стискання склепуваних деталей досягають дією обтискачів
і
З і 4.
Прес пускають
у дію
натисканням
ногою
на п е д а л ь 10.
Великий
з і в і в и л і т с к о б и п р е с а з а б е з п е ч у ю т ь к л е п а н н я д е т а л е й р і з н и х розмі
рів. К о н с т р у к ц і я преса дає змогу встановити скоби у в е р т и к а л ь н о м у
положенні, що дуже важливо при клепанні плоских деталей великих
розмірів.
Створено
*
б е з ш у м н и й
в е р с т а т ,
щ о працює з а ротаційним
п р и н ц и п о м : п у а н с о н , я к и й ф о р м у є г о л о в к у з а к л е п к и , н е п р о с т о натис
к у є на неї, а з д і й с н ю є с к л а д н и й к о л и в а л ь н и й р у х , тобто о б к а т у є го
л о в к у з а к л е п к и . Верстат дає змогу виготовити з ' є д н а н н я за допомогою
6. Види дефектів клепання
Ескіз
Вид дефекту
П р и ч и н а виникнення
Зміщення замикаючої
ловки
го-
Прогин матеріалу
Зміщення
заклепки
обох
Скошено або нерівно обрізано
торець стержня заклепки
Діаметр отвору малий
головок
Отвір просвердлено косо
Згин замикаючої головки
Перевищена'довжина стержня
заклепки; підтримка встанов
лена не по осі заклепки
Розклепування
між листами
Клепання здійснене
притиснутих листах
Підсічка
головки
стержня
(зарубування)
при
не-
Обтискач при обробці головки
був поставлений косо
Недотягнута головка
Нещільна, посадка закладної
головки при клепанні
Мала замикаюча головка
Недостатня довжина, виступа
ючої частини стержня заклей
ки
Нещільне прилягання
микаючої головки
ГІерекіс обтискача
Рвані краї головки
за-
Погана якість металу заклепки
231
230.
с т а л ь н и х з а к л е п о к р і з н о ї к о н ф і г у р а ц і ї і діаметром 6... 14 мм. Ч а с ,я к и й в и т р а ч а є т ь с я на цю о п е р а ц і ю , відповідно становить 1,5...4 с.
Д е ф е к т и . Н а й р о з п о в с ю д ж е н і ш і при к л е п а н н і дефекти й причини
їх в и н и к н е н н я подано в табл. 6.
У п о г а н о поставленої з а к л е п к и з р у б у ю т ь г о л о в к у , а потім бородком вибивають с т е р ж е н ь . З а к л е п к у м о ж н а т а к о ж в и с в е р д л и т и . Д л я
цього з а к л а д н у г о л о в к у накернюють і с в е р д л я т ь на г л и б и н у , що до
рівнює висоті г о л о в к и . Д і а м е т р свердла беруть трохи меншим за діа
метр з а к л е п к и . Недосвердлену г о л о в к у н а д л а м у ю т ь бородком, потім
вибивають.
^
П е р е в і р к а я к о с т і з ' є д н а н н я . П і с л я с к л а д а н н я з а к л е п к о в і з'єд
н а н н я піддають ретельному з о в н і ш н ь о м у о г л я д у , п е р е в і р ш ф ш стан
головок з а к л е п о к і с к л е п а н и х д е т а л е й . Щ і л ь н і с т ь п р и л я г а н н я з'єд
наних деталей в и я в л я ю т ь щ у п о м . Головки з а к л е п о к і відстань м і ж
ними п е р е в і р я ю т ь ш а б л о н а м и .
З а к л е п к о в і з ' є д н а н н я , щ о потребують герметичності, пхають
г і д р а в л і ч н и м в и п р о б у в а н н я м н а г н і т а н н я м насосом рідини під тидком,
я к и й п е р е в и щ у є н о р м а т и в н и й н а 5...20 % . М і с ц я з ' є д н а н н я , щ о дають
течію, п і д ч е к а н ю ю т ь .
§ 71. ЧЕКАНКА
З а к л е п к о в і шви не м о ж у т ь бути абсолютно н е п р о н и к н и м и . Це по
яснюється н а я в н і с т ю нерівностей і шорсткостей на поверхні склепа
них л и с т і в , внаслідок чого у шві з а л и ш а ю т ь с я п о в і т р я н і п р о ш а р к и
та к а н а л и , через, які м о ж е проходити рідина чи г а з . Т о м у д л я абсо
лютної щільності й непроникності стики з а к л е п к о в и х швів і гдаовок
у щ і л ь н ю ю т ь . Спосіб обробки металу тиском, при я к о м у на з а г о т о в к у
н а н о с я т ь неглибокий рельєф с и л ь н и м н а т и с к а н н я м інструмента (че
кана), називається ч е к а н к о ю .
К р о м к и з а в т о в ш к и до 5 мм не з а ч е к а н ю ю т ь , бо т а к а тонка кромка
не у щ і л ь н ю є т ь с я , а в и п и н а є т ь с я .
Я к щ о в клепаній к о н с т р у к ц і ї , в и к о н а н і й з листової сталі зав
товшки до 5 мм, необхідно досягти непроникності, то між листами
п р о к л а д а ю т ь у щ і л ь н ю в а л ь н у п р о к л а д к у , а потім листи вк л е п у ю ть .
Я к п р о к л а д к у в и к о р и с т о в у ю т ь смугу п а р у с и н и , п р о с я к н у т у рідким
с у р и к о м . Я к щ о у щ і л ь н ю в а н е середовище ( н а п р и к л а д , нафта) р о з ' ї д а є
с у р и к , застосовують тонку с т а л ь н у сітку, я к у обмазують бйецІал ьною
з а м а з к о ю ( ш е л а к і білила на деревному спирті).
На р и с . 292, а п о к а з а н о к р о м к у , оброблену одним гоаурокррмко*вим ч е к а н о м . П е р ш и й р а з к р о м к у п р о х о д я т ь , п р и т р и м у ю ч и чекан так,
щоб т у п и й к у т бойка був звернений до н и ж н ь о г о л и с т а . П р и цьому
в кромці в и б и в а є т ь с я к а н а в к а і метал відтискується до н и ж н ь о г о лис
та, заповнюючи з а з о р ( я к щ о він є ) . і посилюючи к о н т а к т склепаних
л и с т і в на смузі з а в ш и р ш к и п. Потім цей чекан перевертають тупим
232
231.
Рис. 292. Зачеканювання кромкигострокромковим чеканом (<?), по
шкодження (зарубини) поверхні
листа ( б ) , зачеканювання кромки
чеканом із заокругленим бойком
і тупокромковим чеканом (в):
1, 2 — нижній і верхній листи; «?~гострокромковий чекан; 4 — чекан із за
округленим бойком; 5 — тупокромковий
чекан; п — ширина ущільнення при зачеканюванн!
кутом вверх і о б р о б л я ю т ь НИМ
підчеканену к р о м к у , підби
раючи (підтискуючи) її ниж
ній к р а й і остаточно ущіль
нюючи
зазор.
П р и цьому
з б і л ь ш у є т ь с я ш и р и н а смуги
щільного контакту і верхній
л и с т починає п р у ж и н и т и , з силою п р и т и с к у ю ч и д і л я н к у к р о м к и до
нижнього листа.
Ц е й спосіб має два недоліки: його в и к о н а н н я потребує значної
а к у р а т н о с т і й у в а ж н о с т і , бо в и н и к а є небезпека п о ш к о д ж е н н я нижньо
го листа при першій і особливо п р и д р у г і й операції, к о л и до ц ь о г о
листа чекай обернено гострим кутом; ш и р и н а п у щ і л ь н е н о ї смуги не
значна.
П о ш к о д ж е н н я листа при з а ч е к а н ю в а н н і у в и г л я д і з а р у б і в , насі
чок і забоїн з г л а д ж е н о г о (головного) і р і з к о г о х а р а к т е р у (рис. 292, б),
які на п е р ш и й погляд з д а ю т ь с я незначними, насправді р і з к о з н и ж у ю т ь
надійність і міцність виробу. Н е з в а ж а ю ч и на те що п о ш к о д ж е н н я роз
міщені л и ш е на о к р е м и х д і л я н к а х і глибина їх мала п о р і в н я н о з тов
щиною листа, небезпека цих п о ш к о д ж е н ь в е л и к а . Б у д ь - я к і поверх
неві п о ш к о д ж е н н я є осередком к о р о з і й н о г о р о з ' ї д а н н я , я к е ще більше
послаблює метал. У більшості виробів п о ш к о д ж е н н я л и с т і в у процесі
з а ч е к а н ю в а н н я зовсім не д о п у с к а ю т ь с я і вироби в и б р а к о в у ю т ь . По
верхневі п о ш к о д ж е н н я з а в а р ю в а т и не м о ж н а .
З а ч е к а н е н а двома тупокромочними ч е к а н а м и к р о м к а та інстру
мент, я к и й в и к о р и с т о в у є т ь с я , п о к а з а н о на р и с . 292, в. С п о ч а т к у кром
ку обробляють ч е к а н о м із з а о к р у г л е н и м бойком і в н и ж н і й частині
його вибивають у г н у т у к а н а в к у . П р и цьому метал кромки відтиску• ється до н и ж н ь о г о листа і д е щ о в з д о в ж нього. Це д а є змогу зробити
ш и р ш у смугу щ і л ь н о г о контакта к р о м к и з н и ж н і м листом. Ш и р и н а
смуги щ і л ь н о г о к о н т а к т а при тупокромочному способі з а ч е к а н ю в а н н я
на 1/3 більша, н і ж при гострокромочному способі. Це п о я с н ю є т ь с я
д у ж е малим н а х и л о м чекана д о г о р и з о н т а л і . Д р у г у о п е р а ц і ю обробки
к р о м к и в и к о н у ю т ь чеканом з плоским бойком, я к и м остаточно ущіль
нюють відтиснутий до листа метал.
233
232.
П е р е в а г а м и тупокромочного способу з а ч е к а н ю в а н н я є ш и р ш а смуга щ і л ь н о г о к о н т а к т а к р о м к и і повна відсутність небезпеки пошко
д ж е н н я н и ж н ь о г о листа, щ о особливо в а ж л и в о д л я щ і л ь н о м і ц н и х ш в і в .
Б е з п е к а п р а ц і . П р и к л е п а н н і слід д о т р и м у в а т и с ь з а г а л ь н и х вимог
безпеки — п р а ц ю в а т и с п р а в н и м інструментом, с л і д к у в а т и , щ о б на
робочому місці не було нічого з а й в о г о тощо.
Д л я захисту від ш у м у при к л е п а н н і пневматичними молотками
застосовують протишумні н а в у ш н и к и (див. р и с . -24, б).
Р о з д і л XIV, ПРОСТОРОВЕ РОЗМІЧАННЯ
§ 72. ПРИСТРОЇ ДЛЯ РОЗМІЧАННЯ
Просторове р о з м і ч а н н я з н а ч н о с к л а д н і ш е з а п л о щ и н н е , б о п р и
ньому р о з м і ч а л ь н і л і н і ї н а н о с я т ь не в одній, а в р і з н и х п л о щ и н а х
і п і д різними к у т а м и .
Перлі н і ж п р и с т у п а т и до* р о з м і ч а н н я , з а г о т о в к у встановлюють на
р о з м і ч а л ь н і й плиті й в и в і р я ю т ь , користуючись д л я ц ь о г о опорними
п і д к л а д к а м и , п р и з м а м и , д о м к р а т а м и , р о з м і ч а л ь н и м и я щ и к а м и тощо.
П р и з м а т и ч н і
п і д к л а д к и
застосовують п р и встанов
ленні заготовок ц и л і н д р и ч н о ї форми-. П і д к л а д к и м а ю т ь точно оброб
лені зовнішні поверхні з трьома^чотирма п р и з м а т и ч н и м и в и р і з а м и .
Н а й ч а с т і ш е застосовують підкладки з а в д о в ж к и 50...250 мм, завширш
ки і з а в в и ш к и 50... 100 мм. Д л я в с т а н о в л е н н я довгих ц и л і н д р и ч н и х
заготовок використовують комплекти (пари) п і д к л а д о к о д н а к о в и х роз
мірів.
Досконаленішою конструкцією є п р и с т р і й
з
п р и з м о ю
(рис, 293, о)у з а п р о п о н о в а н и й Щ е р б а к о в и м . Й о г о перевага п о л я г а є
в тому, що бокові сторони скоби 1 не виступають за г р а н і п р и з м и 2.
Це д а є змогу здійснювати р о з м і ч а н н я г о р и з о н т а л ь н и х і в е р т и к а л ь н и х
л і н і й на деталі (валику) З ш л я х о м її п е р е к а н т о в у в а н н ю У з в и ч а й н и х
п р и з м а х з однією призматичною виїмкою зі скобою (рис. 293, б) сто
рони скоби виступають за грані призми, внаслідок чого не м о ж н а
здійснювати р о з м і ч а н н я в г о р и з о н а л ь н і й і в е р т и к а л ь н і й п л о щ и н а х
без п е р е к а н т о в у в а н н я д е т а л і .
У п р и с т р о ї д л я
р о з м і ч а н н я
д е т а л е й
під
ку
т о м (рис. 294) п р и з м а 1 встановлюється на потрібний к у т по відно
шенню до основи 4 за градуйованим диском 2. Д е т а л ь при розмічанні
з а к р і п л ю ю т ь скобою 5. П о л о ж е н н я призми ф і к с у є т ь с я гайкою-баранцем 3.
К у т н и к и (рис. 295, а ) виготовляють з с і р о г о ч а в у н у . Н а обох
п о л и ц я х к у т н и к а є отвори. Отвори в г о р и з о н т а л ь н і й полиці дають
змогу п р и к р і п л ю в а т и к у т н и к до розмічальної плити з Т-подібними
234
233.
Рис. 293. Пристрій дляпросторового розмі
чання за допомогою
призм:
а — Ще р бакова; б — зви
чайною зі скобою
п а з а м и ; за допомогою отворів на в е р т и к а л ь н і й полиці до к у т н и к а
п р и к р і п л ю ю т ь розмічуванї з а г о т о в к и .
Р о з м і ч а л ь н і к у б и к и (рис, 295, б ) мають точно оброб
лені поверхні й в е л и к у к і л ь к і с т ь отворів д л я в с т а н о в л е н н я й закріп
л е н н я деталей за допомогою болтів з п р и х в а т а м и , п л а н о к тощо.
К о н т р о л ь н и й п р и с т р і й ( я щ и к ) в и г о т о в л я ю т ь з ча
вуну;, д л я п о л е г ш е н н я його в і д л и в а ю т ь п о р о ж н и с т и м з товщиною сті
нок 8...12 мм, з ребрами жорсткості всередині; всі сторони р е т е л ь н о
п р и ш а б р ю ю т ь (рис. 296). Особливу у в а г у при виготовленні я щ и к а
звертають на точність с п р я ж е н н я г р а н е й (кути 9(Г).
Я щ и к и використовують д л я з а к р і п л е н н я на їх сторонах розмічу
ваних заготовок. Р о з м і ч а н н я за допомогою я щ и к а без п е р е к а н т у в а н н я
виробу п о к а з а н о на р и с . 297,
В и с у в н и й ц е н т р (рис. 298, а ) з а допомогою з у б ч а с т о г о ко
леса 2 і зубчастої р е й к и З м о ж е ви
с у в а т и с я на в и ^ т У До 400 мм щодо
основи /. У потрібному п о л о ж е н н і
площадка
4 фіксується затискним
болтом 5. В и с у в н а п л о щ а д к а ство-
Рис. 294. Пристрій з призмою
для розмічання деталей під ку
том
Рис. 295. Розмічальні пристрої:
а — кутник; 6 — кубйк
235
234.
Рис. 296. Контрольний пристрій(ящик)
Рис, 297. Розмічання за допомогою
ящика без перекантовування ви
робу
рюе зручності д л я р о з м і ч а н н я к і л , розміщених на р і з н и х висотах
( р и с . 298, б).
П р и просторовому р о з м і ч а н н і н а й ш и р ш е застосовують р е й с м у с
К р ю ч е к а (рис. 299), щ о п р и с к о р ю є роботу. Рейсмус має чотири
р и с у в а л к и , к о ж н а з я к и х встановлюється на потрібний р о з м і р , що
дає змогу проводити одночасно к і л ь к а п а р а л е л ь н и х рисок.
Н а р и с . 300 п о к а з а н а к о н с т р у к ц і я к о м б і н о в а н о г о р е й с г
м у с а. Р и с к и н а н о с я т ь р и с у в а л к а м и 2, З, 7 і 6\ я к і з а к р і п л ю ю т ь гвин
тами 4.
М і к р о р е й с м у с
з
в и м і р ю в а л ь
ними
б а р а б а н аРис. 298. Висувний центр:
м и (рис. 301) має круг
а — будова; б — застосування
лу основу 4, я к а неру
хомо з ' є д н а н а зі стоя
ком-рейкою 5, по. я к і й
при обертанні устано
вочних гвинтів 2 пере
м і щ у є т ь с я к а р е т к а З, що
несе г о л к у / р и с у в а л к и .
Відстань вертикаль
ного переміщення від
р а х о в у ю т ь за круговими
ш к а л а м и вимірювальних
б а р а б а н і в , які прогля
даються через вікна ка
р е т к и . Н а я в н і с т ь двох
236
235.
Рис. 299. Багатоголковий високопродуктивний рейсмус Крючека
Рис. 300. Комбінований рейсмус:
/ — основа; 2, З, 7, 8 — рисувалки; 4 —
гвинти; 5, 9 — планки; 6 — стояки
систем в и м і р ю в а л ь н и х б а р а б а н і в дає змогу вести в і д р а х у н к и в пря
мому (від плити) і зворотному н а п р я м а х . Це з в і л ь н я є розмітника
в і д необхідності п е р е о б р а х у н к і в усіх р о з м і р і в , заданих на креслен
ні, на р о з м і р и від п л и т и .
К о н с т р у к ц і я д а є змогу з а к р і п л ю в а т и в каретці голку р и с у в а л к и
під потрібним кутом до розмічуваної поверхні, що т а к о ж п і д в и щ у є
точність р о з м і ч а н н я .
Ц е н т р у ю ч и й ш т а н г е н р е й с м у с (рис. 302) — ц е зви
чайний с т о я к штангенрейсмуса, на я к и й н а д я г н е н а к а р е т к а центро-
Рис. 301. Мікрорейсмус з вимірюваль
ними барабанами
Рис. 302. Центруючий штанген
рейсмус
237
236.
ш у к а ч а , що має в и г л я д с т р і л к и , складеної з двох р і в н и х т р и к у т н и к і в .Б і с е к т р и с а великого т р и к у т н и к а в и з н а ч а є центр з а г о т о в к и , центрову
лінію наносять вістрям стрілки.
§ 71. ПРИЙОМИ ТА ПОСЛІДОВНІСТЬ РОЗМІЧАННЯ
Підготовка до розмічання. П е р ш н і ж п р и с т у п и т и до р о з м і ч а н н я ,
у в а ж н о п е р е в і р я ю т ь з а г о т о в к у (чи немає на ній р а к о в и н , р о з к о л и н ,
відбитих кутів та інших дефектів), потім її очищають від бруду й п и л у .
Д а л і д о к л а д н о вивчають к р е с л е н н я майбутньої деталі й намічають
п о р я д о к р о з м і ч а н н я : визначають, в я к и х п о л о ж е н н я х з а г о т о в к а вста
новлюватиметься на плиті і в я к і й послідовності наноситимуться роз
мічальні л і н і ї .
Д л я того щоб обрати п р а в и л ь н и й п о р я д о к р о з м і ч а н н я , треба чітко
у я в л я т и п р и з н а ч е н н я деталі, її р о л ь у м а ш и н і . Тому слід к р і м крес
л е н н я розмічуваної деталі, т а к о ж вивчити с к л а д а л ь н е к р е с л е н н я та
ознайомитися з технологією в и г о т о в л е н н я деталі.
В и б і р б а з и при розмічанні. П р а в и л ь н и й вибір бази при розмі
чанні визначає її я к і с т ь . Вибір р о з м і ч а л ь н и х баз з а л е ж и т ь від кон
структивних, особливостей і технології виготовлення деталі.
Б а з у вибирають, керуючись такими п р а в и л а м и :
я к щ о на заготовці є хоча б одна оброблена п о в е р х н я , її прийма
ють за базу;
я к щ о обробляють не всі поверхні, то за б а з у п р и й м а ю т ь поверхню,
що не о б р о б л я є т ь с я ;
я к щ о зовнішні й внутрішні поверхні не оброблені, то за б а з у пе
р е в а ж н о приймають з о в н і ш н ю поверхню.
Усі розміри н а н о с я т ь від однієї поверхні або від однієї л і н і ї , при
йнятої за б а з у .
П і с л я того я к намітять базу, в и з н а ч а ю т ь п о р я д о к р о з м і ч а н н я ,
розміщення й в с т а н о в л е н н я на плиті розмічуваної з а г о т о в к и і вибира
ють потрібні р о з м і ч а л ь н і інструменти та пристрої.
Встановлення заготовки на розмічальній плиті. П е р е д встановлен
ням заготовки на р о з м і ч а л ь н і й плиті ті м і с ц я з а г о т о в к и , де наносити
муться р о з м і ч а л ь н і р и с к и , фарбують крейдою, ф а р б о ю , л а к о м або
мідним купоросом. П р и установленні л и ш е перше п о л о ж е н н я заготов
ки на плиті є н е з а л е ж н и м , а всі інші п о л о ж е н н я з а л е ж а т ь від першого.
Тому перше п о л о ж е н н я заготовки слід вибирати т а к , щоб було зруч
но почати р о з м і ч а н н я від поверхні або центрової л і н і ї , п р и й н я т о ї за
базу. З а г о т о в к у встановлюють на плиті не у д о в і л ь н о м у п о л о ж е н н і ,
а т а к , щоб одна з головних її осей була п а р а л е л ь н а поверхні розмі
чальної плити.
Т а к и х осей на заготовці з в и ч а й н о буває три — по д о в ж и н і , ширині
та висоті.
238
237.
Рис. 304. Розмічання циліндричних деталей:а — нанесення на торець валика розчину мідного купоросу; б —розмічання шпонкової ка
навки; / — вимірювальна поверхня; 2 — блс?к плиток; 3 — вимірювальна ніжка; 4 — затисний
гвинт: 6 — мікрометричний гвинт; 6 — рисувалк»; 7 — призма
плиті на одній або двох п р и з м а х і п е р е в і р я ю т ь г о р и з о н т а л ь н і с т ь ци
л і н д р и ч н о ї твірної поверхні відносно поверхні р о з м і ч а л ь н о ї п л и т и .
К о р о т к і циліндричні заготовки встановлюють на одній п р и з м і .
Р о з м і ч а н н я шпонкової к а н а в к и на в а л и к у в и к о н у ю т ь у т а к о м у
п о р я д к у : вивчають к р е с л е н н я ; п е р е в і р я ю т ь з а г о т о в к у ; з а ч и щ а ю т ь
на в а л и к у місця д л я р о з м і ч а н н я , ф а р б у ю т ь мідним купоросом т о р е ц ь
(рис. 304, а) в а л и к а і частину бокової поверхні, на я к у наноситимуть
ся р и с к и ; з н а х о д я т ь центр на торці за допомогою ц е н т р о ш у к а ч а (або
рейсмуса); встановлюють в а л и к на п р и з м у і п е р е в і р я ю т ь його гори
зонтальність;
наносять
на
торець в а л и к а г о р и з о н т а л ь н у л і н і ю
(рис. 304, б), я к а проходить через центр; повертають в а л и к на 90° і
п е р е в і р я ю т ь в е р т и к а л ь н і с т ь накресленої л і н і ї за к у т н и к о м ; н а н о с я т ь на
торець рейсмусом г о р и з о н т а л ь н у л і н і ю ; к р е с л я т ь рейсмусом л і н і ю на
боковій поверхні в а л и к а ; накреслюють на боковій поверхні дві л і н і ї ,
що відповідають ширині ш п о н к о в о ї к а н а в к и , а на торці — її г л и б и н і ;
повертають в а л и к шпонковими рисками вверх і к р е с л я т ь на торці
лінію, щ о позначає дно ш п о н к о в о ї к а н а в к и ; н а к е р н ю ю т ь к о н т у р и
шпонкової к а н а в к и .
Р о з м і ч а н н я за з р а з к о м застосовують у разі с п р а ц ю в а н н я або по
ломки деталі та при відсутності к р е с л е н н я д л я в и г о т о в л е н н я нової.
П р и цьому з р а з к о м с л у ж и т ь с п р а ц ь о в а н а або з л а м а н а д е т а л ь . Я к щ о
д е т а л ь плоска, то п і с л я ретельної очистки її н а к л а д а ю т ь на з а г о т о в к у
і по ній обведенням н а н о с я т ь розмічальні лінії.
К о л и н а к л а с т и з р а з о к на з а г о т о в к у не м о ж н а , його встановлюють
поруч і переносять рейсмусом усі розміри зі з р а з к а на з а г о т о в к у . П р и
знятті р о з м і р і в зі з р а з к а слід в р а х о в у в а т и його с п р а ц ь о в а н і с т ь . Слід
240
238.
т а к о ж перевірити, чи не п о ш к о д ж е н и й він, чи немає ж о л о б л е н н я , чине в і д л а м а н і в и с т у п и тощо.
Розмічання за місцем з д і й с н ю є т ь с я тоді, к о л и за х а р а к т е р о м з'єд
н а н ь треба с к л а д а т и деталі на місці. Д л я ц ь о г о одну з деталей розмі
чають і с в е р д л я т ь у ній отвори; у д р у г і й деталі отвори с в е р д л я т ь п і с л я
н а к л а д а н н я на неї першої, я к а с л у ж и т ь нібито шаблоном щодо д р у г о ї .
Раціональні прийоми розмічання. П р и роботі рейсмусом к о ж н е
в с т а н о в л е н н я р и с у в а л к и по висоті потребує в е л и к о ї витрати часу.
П р и розмічанні п а р т і ї з а г о т о в о к о д н а к о в и х деталей користуються
к і л ь к о м а рейсмусами, з а з д а л е г і д ь встановленими на певний р о з м і р .
Р и с у в а л к и необхідно встановити у певне п о л о ж е н н я л и ш е один р а з ,
а потім послідовно переносити їх на всі р о з м і ч у в а н і з а г о т о в к и . Ч а с
від часу в с т а н о в л е н н я р и с у в а л о к слід п е р е в і р я т и .
Я к щ о у р о з п о р я д ж е н н і с л ю с а р я є л и ш е один рейсмус, то рекомен
д у є т ь с я с п о ч а т к у перенести на всі з а г о т о в к и один встановлений розмір
(рис. 305), а потім д р у г и й , третій і т. д.
Розмічання за допомогою координатно-розмічальних пристроїв.
П р и н ц и п дії цих п р и с т р о ї в г р у н т у є т ь с я на методі к о о р д и н а т , я к и й
дає змогу одні геометричні елементи ( н а п р и к л а д , р о з м і ч у в а н и й кон
тур) в и з н а ч а т и відносно і н ш и х ( н а п р и к л а д , установочної бази деталі)
з а допомогою чисел. Ц і пристрої у н і в е р с а л ь н і , з н а ч н о п р и с к о р ю ю т ь
р о з м і ч а н н я , п і д в и щ у ю т ь й о г о точність і п р о д у к т и в н і с т ь п р а ц і .
К о о р д и н а т н о - р о з м і ч а л ь н а
м а ш и н а
мод.
ВЕ-ША с л у ж и т ь д л я попереднього в и м і р ю в а н н я і р о з м і ч а н н я корпус
них деталей ( в и л и в к і в ) . П р и н е в и с о к и х вимогах до точності м а ш и н а
може в и к о р и с т о в у в а т и с я д л я в и м і р ю в а н н я в і д х и л е н ь основних геомет
ричних п а р а м е т р і в (діаметрів, м і ж ц е н т р о в и х відстаней, кутів, п о л о ж е н ь
осей, п а р а л е л ь н о с т і , п е р п е н д и к у л я р н о с т і тощо) оброблених деталей.
Д о к о м п л е к т у м а ш и н и входить п л о с к и й поворотний стіл, в і л ь н о
в с т а н о в л е н и й на поверхні п л и т и . Д е т а л ь , я к у треба р о з м і т и т и або
в и м і р я т и , встановлюють на план
ш а й б і п о в о р о т н о г о стола й ви^
ставляють
р е г у л ю в а н н я м дом
к р а т і в та поворотом п л а н ш а й б и .
Переміщення горизонтальної
к а р е т к и зі с т о я к о м та поворот
п л а н ш а й б и стола з д е т а л л ю п р и
вимірюванні та розмічанні мо
ж у т ь з д і й с н ю в а т и с я в р у ч н у або
за допомогою е л е к т р о д в и г у н і в .
До набору
розмічально-ви
м і р ю в а л ь н о г о інструмента вхо
д я т ь щ у п и зі сферичними нако,
. ЧИВІРЧетгагаіа,^^
н е ч н и к а м и , Індикатор, спеціальні
р и с , 305. Розмічання партії деталей одциркулі, підпружинені різці з
ним рейсмусом
9
4-1604
24 і
239.
д е р ж а в к а м и , я к і дають змогу о щ у п у в а т и й наносити л і н і ї або колана р і з н и х п о в е р х н я х в и л и в к і в і готових деталей.
М а ш и н а у к о м п л е к т о в а н а ц и ф р о д р у к у ю ч и м пристроєм і к л а в і ш н о ю
обчислювальною машиною. На п а н е л я х пристроїв цифрової і н д и к а ц і ї
передбачено в и м і р ю в а н н я подвоєної величини переміщення (діаметра),
встановлення початкових нульових в і д р а х у н к і в у будь-якому поло
ж е н н і в и м і р ю в а л ь н и х в у з л і в , а т а к о ж системи н а б и р а н н я з а д а н и х
базових координат. В и к о р и с т а н н я цих систем полегшує обробку ре
з у л ь т а т і в в и м і р ю в а н н я , с п р о щ у є в и м і р ю в а н н я діаметра і забезпечує
з н а х о д ж е н н я центра без с к л а д н и х обчислень.
Б і л ь ш і с т ь видів р о з м і ч а н н я з успіхом може в и к о н у в а т и с я на к о
о р д и н а т н о - с в е р д л и л ь н и х
в е р с т а т а х ,
кілька
мо
делей я к и х створено на базі з в и ч а й н и х настільних с в е р д л и л ь н и х вер
статів. Т а к і верстати укомплектовані хрестовими супортами з лімба
ми та ноніусами, які дають змогу пересувати стіл на з а д а н у в е л и ч и н у
у двох взаємно п е р п е н д и к у л я р н и х н а п р я м а х , що потрібно при розмі
чанні за системою п р я м о к у т н и х к о о р д и н а т .
П р и розмічанні доводиться здійснювати різноманітні математич
ні р о з р а х у н к и — обчислювати д о в ж и н у хорд, що відповідають зада
ним ц е н т р а л ь н и м кутам, ділити коло на різне число частин, розв'язу
вати п р я м о к у т н і т р и к у т н и к и , знаходити тригонометричні ф у н к ц і ї ,
в и з н а ч а т и координати точок л і н і ї перетину р і з н и х п о в е р х о н ь тощо.
Використання л і ч и л ь н о - р о з в ' я з у в а л ь н и х п р и с т р о ї в п і д в и щ у є ефективність і я к і с т ь робіт.
Д е ф е к т и . Н а й ч а с т і ш и м дефектом п р и просторовому розмічанні
є його неточність, я к а спричинена:
н е п р а в и л ь н и м і неточним в с т а н о в л е н н я м р о з м і ч у в а н о ї д е т а л і ;
недотриманням п р а в и л вибору розмічальних баз;
недотриманням точності р о з м і ч а н н я у відповідності з розмірами
креслення;
несправністю р о з м і ч а л ь н о г о інструмента.
Р о з д і л Х У . Ш А ВРУБАННЯ
§ 74. ЗАГАЛЬНІ ВІДОМОСТІ. ШАБЕРИ
Загальні відомості. Ш а б р у в а н н я м
називається операція
з н я т т я (зіскоблювання) з поверхонь деталей д у ж е т о н к и х часток ме
т а л у с п е ц і а л ь н и м р і з а л ь н и м інструментом — шабером. Мета шабрув а н н я — забезпечення щ і л ь н о г о п р и л я г а н н я с п р я ж у в а н и х п о в е р х о н ь
і герметичності (непроникності) з ' є д н а н н я . Ш а б р у в а н н я м обробляють
п р я м о л і н і й н і й к р и в о л і н і й н і поверхні в р у ч н у або на верстатах.
За один робочий хід шабером 'знімається ш а р металу з а в т о в ш к и
0,005...0,07 мм. Ш а б р у в а н н я м д о с я г а є т ь с я висока точність (до ЗО не242
240.
с у ч и х п л я м у к в а д р а т і 25 XX 25 мм) і ш о р с т к і с т ь поверх
ні не більш як /?я 0,32. Й о г о
ш и р о к о з а с т о с о в у ю т ь в інст
рументальному
виробництві
як з а в е р ш а л ь н и й процес об
р о б к и н е з а г а р т о в а н и х повер
хонь.
Ш и р о к е з а с т о с у в а н н я шаб
р у в а н н я п о я с н ю є т ь с я тим, що
« оброблена п о в е р х н я має особ
Рис.' 306. Припилювання поверхні з пере
ливі я к о с т і :
віркою на фарбу
с т і й к і ш а проти спрацюван
н я , н і ж ш л і ф о в а н а чи виготов
л е н а п р и т и р а н н я м а б р а з и в а м и , бо не має ш а р ж и р о в а и и х у пори
з а л и ш к і в а б р а з и в н и х зерен, які прискорюють процес с п р а ц ю в а н н я ;
к р а щ е з м о ч у є т ь с я й довше зберігає мастильні речовини з а в д я к и
наявності так з в а н о ї розбивки (зіскоблюванню) цієї поверхні, що т а к о ж
підвищує її с т і й к і с т ь проти с п р а ц ю в а н н я та з н и ж у є коефіцієнт т е р т я ;
д а є змогу в и к о р и с т о в у в а т и найпростіший і найдоступніший метод
о ц і н к и її якості за числом п л я м на одиницю п л о щ і .
Р у ч н е ш а б р у в а н н я — трудомісткий процес, тому його замінюють
п р о д у к т и в н і ш о ю о б р о б к о ю на верстатах.
Ш а б р у в а н н ю передує чистова обробка р і з а н н я м . П о в е р х н ю , я к у
п о т р і б н о п р о ш а б р у в а т и , чисто й точно обробляють, обпилюють лич
к у в а л ь н и м н а п и л к о м , стругають або фрезують. На ш а б р у в а н н я зали
ш а ю т ь п р и п у с к 0,1...0,4 мм з а л е ж н о від ш и р и н и й д о в ж и н и п о в е р х н і .
П р и в е л и к и х п р и п у с к а х і з н а ч н и х нерівностях поверхню с п о ч а т к у
припилюють
личкувальним
напилком
з
п е р е в і р к о ю на ф а р б у
(рис. 306), при цьому н а п и л о к попередньо натирають крейдою д л я усу
нення к о в з а н н я по фарбі та з а с а л ю в а н н я насічки.
Н а п и л о к переміщують круговим рухом, знімаючи метал з пофар
бованих місць. З метою недопущення утворення глибоких р и с о к на
пилок чистять с т а л ь н о ю щ і т к о ю . Обпилюють обережно, бо при над
мірному обпилюванні м о ж у т ь з а л и ш и т и с я глибокі з а п а д и н и .
П і с л я о б п и л ю в а н н я пофарбованих п л я м з а г о т о в к у (деталь) звіль
няють від л е щ а т і з н о в у п е р е в і р я ю т ь площини на пофарбованій пере
вірній плиті, потім п р о д о в ж у ю т ь обпилювати ш а р металу на нових
п л я м а х ф а р б и . О б п и л ю в а н н я й п е р е в і р к у чергують доти, поки не ма
тимуть рівної поверхні з в е л и к о ю к і л ь к і с т ю р і в н о м і р н о розміщених
п л я м (особливо п о к р а я х ) .
Ш а б е р и — металеві стержні різноманітної форми з р і з а л ь н и м и
к р о м к а м и . В и г о т о в л я ю т ь їх з інструментальних вуглецевих сталей
У10, У12А. Р і з а л ь н и й к і н е ц ь шабера з а г а р т о в у ю т ь без відпуску до
твердості 64...66 НЯСе.
243
241.
Рис. 307. Плоскі однобічний (а) і двобічний (б) шабери та кути їхзагострення
Рис. 308. Шабери із зігнутими кінцями та кути їх загострення
За
ф о р м о ю
р і з а л ь н о ї
ч а с т и н и
шабери поділйють
н а плоскі, т р и г р а н н і , фасонні; з а ч и с л о м р і з а л ь н и х к і н ц і в (граней) — на однобічні й двобічні; за к о н с т р у к ц і є ю —
на с у ц і л ь н і й зі вставними п л а с т и н к а м и .
П л о с к і ш а б е р и застосовують д л я ш а б р у в а н н я плоских по
в е р х о н ь — відкритих п а з і в , к а н а в о к та ін. Вони м о ж у т ь бути одно
бічними (рис. 307, а) та двобічними (рис. 307, б). Н а й р а ц і о н а л ь н і ш о ю
є о п у к л а форма л е з а , окреслена дугою радіусом ЗО...40 мм д л я півчистового ш а б р у в а н н я і 40...55 мм д л я чистового. .
П л о с к і шабери в и г о т о в л я ю т ь з прямими (рис. 307) і з і г н у т и м и
(рис. 308) к і н ц я м и . Відкриті площини ш а б р у ю т ь шаберами з п р я м и м
кінцем; с т і н к и п а з і в , к а н а в о к і суміжних п л о щ и н , а т а к о ж м ' я к і ме
тали (алюміній, ц и н к , бабіт тощо) — шаберами з відігнутим кінцем.
Д о в ж и н а плоских двобічних шаберів становить 350...400 мм. Ши
рину шабера для грубого ш а б р у в а н н я приймають рівною 20...25 мм,
для точного — 5...10 мм. Товщина к і н ц я р і з а л ь н о ї частини колива
ється від 2 до 4 мм. Кут загострення в шаберах (рис. 307, 308, 309)
Рис. 309. Тригранні
(а) і чотиригранні (б)
шабери та кути їх за
гострення
244
242.
д л я чорнового ш а б р у в а н н я приймаютьрівним 70...75°, д л я чистового — 90°.
600
Д в о б і ч н и й
п л о с к и й £ Г
ї
ш а б е р ( д и в . . рис. 307, б ) з а в д я к и
наявності двох р і з а л ь н и х кінців має
з н а ч н и й строк с л у ж б и .
'
^>
Триі
ч о т и р и г р а н н і
6
ш а б е р и (рис. 309, а, б) застосо- ц
__ ™* ^ ^=====^г\
в у ю т ь д л я ш а б р у в а н н я угнутих і ци- ^ ^ ^ Ї ^ З ^ Е Я ^ ^ ^ - ^ и
л і н д р и ч н и х п о в е р х о н ь . Т р и г р а н н і ша^
Рис 310 С к л а а н і
бери, як п р а в и л о , в и г о т о в л я ю т ь лише
Д
шабери;
^.
/
ОДНОбіЧНИМИ ( І Н К О Л И — 3 1 СТарИХ Т р И -
а — плоский;
б—тригранний
тригранний зігнутий
в__
прямий;
гранних напилків).
Т р и г р а н н і шабери мають д о в ж и н у 190, 280, 380 і 510 мм.
Д л я п о л е г ш е н н я загострення площин шабер має ж о л о б к и , які
у т в о р ю ю т ь р і з а л ь н і к р о м к и з кутом загострення 60...75° (для сталі).
Складані ш а б е р и з н а ч н о легші за суцільні тих самих розмірів. За
формою р і з а л ь н о ї частини їх поділяють на плоскі, т р и г р а н н і п р я м і
й т р и г р а н н і зігнуті (рис. 310, а — в). Т а к і ш а б е р и п р и роботі пружи
н я т ь , що п і д в и щ у є чутливість р у к ш а б р у в а л ь н и к а і с п р и я є з б і л ь ш е н н ю
точності ш а б р у в а н н я .
Ш а б е р
з
раді у с н и м
з а г о с т р е н н я м
(рис. 311)
з а в д я к и п л а в н о с т і й легкості п р о н и к н е н н я у метал значно полегшує
ш а б р у в а н н я , бо потребує з а с т о с у в а н н я менших з у с и л ь , н і ж п р и шабруванні плоским шабером. Д л я п о п е р е д н ь о г о ш а б р у в а н н я радіус за
гострення с т а н о в и т ь ЗО...40 мм, а для остаточного — 40...55 мм.
У н і в е р с а л ь н и й
ш а б е р
з і
з м і н н и м и
різаль
н и м и п л а с т и н к а м и (рис. 312) с к л а д а є т ь с я з к о р п у с а 3 , т р и мача 2у р у к о я т к и 5, з а т и с к н о г о гвинта 4, змінної р і з а л ь н о ї п л а с т и н к и
Рис. 311. Складений_шабер з радіусним загостренням
Рисї 312. Універсальний шабер зі змінними різальними пластинками
245
243.
Рис. 313. Удосконалений шаберРис. 314.. Шабер із затискним патро
ном:
а — конструкція; б — комплект пластинок
1 із ш в и д к о р і з а л ь н о ї сталі або твердого сплаву. П л а с т и н к а , вставлена
в тримач, з а т и с к у є т ь с я гвинтом при обертанні р у к о я т к и шабера за
годинниковою с т р і л к о ю (для з н я т т я п л а с т и н к и р у к о я т к у обертають
проти годинникової с т р і л к и ) .
У д о с к о н а л е н и й
ш а б е р
с к л а д а є т ь с я з трьох частин —
тримача, д е р е в ' я н о ї р у к о я т к и і. змінної п л а с т и н к и (рис. 313). З м і н н а
п л а с т и н к а з хвостовиком типу «ластівчин хвіст» вставлена у п а з три
мача, що забезпечує надійне її к р і п л е н н я .
На рис. 314, а п о к а з а н о н а й д о с к о н а л і ш и й шабер, я к и й с к л а д а є т ь с я
зі змінної п л а с т и н к и У, з а т и с к н о г о патрона 2 і с т е р ж н я 3. П л а с т и н к и
4 т а к и х шаберів в и г о т о в л я ю т ь розміром З X 16 X 50 мм, зі сталі У12А,
а с т е р ж е н ь — зі сталі 45.
Я к щ о шабер п р и з н а ч е н о д л я роботи по білому ч а в у н у або іншому
твердому металу, то застосовують п л а с т и н к и з твердого сплаву, на
п р и к л а д В К 6 або Т 1 5 К 6 . З а м і н у затупленої п л а с т и н к и здійснюють
поворотом р у к о я т к и (стержня), бо губка затискної частини п а т р о н а
з ' є д н а н а з корпусом ш а р н і р н о . Т а к а к о н с т р у к ц і я шабера дає змогу
застосовувати к о м п л е к т п л а с т и н о к , загострених під різними кутами
(рис. 314, б).
Д и с к о в и й ш а б е р (рис. 315, а ) використовують д л я шабру
в а н н я ш и р о к и х п л о щ и н . Р і з а л ь н а частина / — це с т а л ь н и й загарто
в а н и й диск, з а к р і п л е н и й на тримачі 3 г а й к о ю 2. Д и с к 0 50...60 мм
і з а в т о в ш к и З . . . 4 м м заточують
на
к р у г л о ш л і ф у в а л ь н о м у вер
статі. В міру з а т у п л е н н я його
повертають на д е я к и й кут і пра
цюють незатупленою д і л я н к о ю .
Таким чином використовується
4 5
6 16
9
Ю
б
246
И
Рис. 315. ДисковиД (а) та універсаль
ний (б) шабери:
1 — різальний диск; 2 — гайка; З — тримач;
4 —пластина; 5 — гвинт; £ —головка; 7 —
контргайка; 5 —стержень; 9, // — текстолі
тове і дерев'яна рукоятки; 10— скріплю
юче кільце
244.
Рис. 316. Фасонний шаберРис. 317. Шабери-кільця та їх загострення
весь диск шабера, що з н а ч н о економить час на з а т о ч у в а н н я , підви
щує продуктивність п р а ц і .
У н і в е р с а л ь н и й
ш а б е р
з
ш е с т и г р а н н о ю
п л а с т и н о ю (рис. 315, б ) має 1 2 р і з а л ь н и х кромок. Н и м м о ж н а
п р а ц ю в а т и 7 год без п е р е з а г о с т р е н н я , що дає змогу економити робочий
час. Шабер простий у виготовленні, у н і в е р с а л ь н и й в роботі, бо всі
ш і с т ь граней м о ж н а загострювати під різними кутами для ш а б р у в а н н я
п о в е р х о н ь з твердих і м ' я к и х металів — чавуну, сталі, алюмінію та
ін. Крім того, він дає змогу мати набір пластин різної твердості, виго
т о в л е н и х зі сталей У13А, Р 6 М 5 і В К 1 0 . їх з а м і н а потребує м а л о часу.
Д л я роботи ш а б е р а п л а с т и н у 4 в с т а в л я ю т ь у п а з г ол овк и 6 і за
к р і п л ю ю т ь гвинтом 5. П л а с т и н а у робочому положенні підтискується
с т е р ж н е м 5, я к и й з а к р і п л ю є т ь с я к о н т р г а й к о ю 7.
Щ о б повернути пластину з новими р і з а л ь н и м и к р о м к а м и у робоче
п о л о ж е н н я , треба відгвинтити к о н т р г а й к у на один оберт, в и г в и н т и т и
с т е р ж е н ь на два оберти, повернути п л а с т и н к у в необхідне п о л о ж е н н я ,
потім з а г в и н т и т и с т е р ж е н ь до у п о р у в п л а с т и н к у 4 і з а г в и н т и т и контр
гайку.
Ф а с о н н и й ш а б е р (рис. 316) — ц е набір змінних с т а л ь н и х
з а г а р т о в а н и х пластин /, з а к р і п л е н и х на с т е р ж н і 2 з р у к о я т к о ю 3.
Ці шабери с л у ж а т ь д л я ш а б р у в а н н я в а ж к о д о с т у п н и х ф а с о н н и х по
верхонь — западин, замкнутих контурів, жолобків, канавок тощо.
Торцеві грані пластин загострюють відповідно до форми оброблюва
них п о в е р х о н ь .
Ш а б е р и - к і л ь ц я виготовлені з і с п р а ц ь о в а н и х конічних ро
л и к о в и х п і д ш и п н и к і в або в е л и к и х поршневих к і л е ц ь , замінюють три
г р а н н и й і з і г н у т и й ш а б е р и та зменшують к і л ь к і с т ь п е р е з а г о с т р ю в а н ь .
їх загострюють на ш л і ф у в а л ь н о м у крузі / ( р и с 317) і доводять т о р е ц ь
на дрібнозернистому к р у з і 2. Ці шабери забезпечують з н а ч н о б і л ь ш у
п р о д у к т и в н і с т ь , ніж т р и г р а н н і .
§ 75. ЗАГОСТРЕННЯ ТА ДОВЕДЕННЯ ПЛОСКИХ ШАБЕРІВ
З а г о с т р е н н я . Ч а с т о кут з а г о с т р е н н я р р і з а л ь н о ї частини шабера
для сталі приймають рівним 75...90°. Т а к и й кут з а г о с т р е н н я забезпе
чує найлегше з н я т т я металу, бо шабер не в р і з у є т ь с я в нього. П р о т е
247
245.
а6
в
Рис. 318. Кути загострення шаберів для обробки чавуну та бронзи (а),
сталі (б) і м'яких металів (в)
в ряді випадків значення кутів вибирають з а л е ж н о від х а р а к т е р у ро
боти, твердості оброблюваного металу і форми шабера.
На рис. 318, а подано к у т и з а г о с т р е н н я іішбера для обробки чаву
ну й б р о н з и , на рис, 318, б — д л я обробки сталі. З а г о с т р е н н я ш а б е р а
під кутом 35...40° (рис. 318, в) для чорнового ш а б р у в а н н я м ' я к и х ме
т а л і в дає змогу збільшити товщину с т р у ж к и до 0,01 мм замість
0,001 мм.
З а т у п л е н і шабери загострюють на загострювальному верстаті з
о х о л о д ж е н н я м , на корундовому к р у з і . Шабер беруть правою р у к о ю
за р у к о я т к у , а л і в о ю обхоплюють с т е р ж е н ь б л и ж ч е до робочого к і н ц я ,
20...30 мм від р і з а л ь н о ї к р о м к и . Спираючись плоскою г р а н н ю ш а б е р а
на п і д р у ч н и к , п л а в н о підводять торцевий к і н е ц ь до к р у г а . П о л о ж е н н я
248
246.
ш а б е р а має бути горизонт а л ь н и м , а його в і с ь — збі
гатися
з центром круга
(рис. 319, а).
П л а в н и м рухом правої
р у к и , не відпускаючи к і н ц я
шабера від к р у г а ,
здій
снюють незначні горизон
Рис. 320. Доведення на брус
тальні рухи для у т в о р е н н я
ку торцевої (а) і бічної (б)
поверхонь шабера
на торцевій частині криволінійної р і з а л ь н о ї кромки.
^СЗР^ а
Б і л ь ш о ї к р и в и з н и надають
д л я точного ш а б р у в а н н я , меншої — для попереднього. З а г о с т р е н н я
ш и р о к о ї грані ш а б е р а (рис. 319, б) здійснюють т а к само.
Д о в е д е н н я . П і с л я з а г о с т р е н н я на лезі ш а б е р а утворюються за
д и р к и й нерівності, тому л е з о доводять, причому т а к , щоб на ньому
не можна було побачити, навіть користуючись л у п о ю (збільшення у
2,5 р а з а ) , нерівностей^ я к і п о г і р ш у ю т ь я к і с т ь ш а б р у в а н н я . Д о в е д е н н я
здійснюють на а б р а з и в н и х б р у с к а х зернистістю 90 і нижче. П о в е р х н ю
б р у с к а з м а щ у ю т ь тонким ш а ром м а ш и н н о г о масла. З а м і с т ь б р у с к а
при доведенні ш а б е р і в м о ж н а застосовувати рівну ч а в у н н у п л и т у ,
я к у п о к р и в а ю т ь рідкою пастою з а б р а з и в н о г о п о р о ш к у , з м і ш а н о г о
з м а ш и н н и м маслом. Б р у с о к під час доведення к л а д у т ь на д е р е в ' я н у
нерухому п і д к л а д к у , в я к і й в и р і з а н о гніздо за розміром б р у с к а . Тор
цеву частину ш а б е р а встановлюють на брусок (рис. 320, а); двома
п а л ь ц я м и лівої р у к и шабер утримують за р у к о я т к у , ледь п р и т и с к у ю ч и
його до б р у с к а , а п р а в о ю р у к о ю здійснюють к о л и в а л ь н і р у х и .
П і с л я доведення р і з а л ь н о ї частини шабер п р а в л я т ь п о п л о щ и н і
( д і л я н к и ш и р о к и х граней, щ о п р и л я г а ю т ь д о т о р ц я ) . Д в о м а р у к а м и
тримаючи ш а б е р у горизонтальному положенні на б р у с к у ( р и с 320,
б), р о б л я т ь р у х и в з д о в ж р і з а л ь н и х кромок. Д л я точного ш а б р у в а н н я
й остаточного доведення р і з а л ь н о ї частини шабера (до д з е р к а л ь н о ї
поверхні) застосовують пасти ГОИ ( Д е р ж а в н о г о оптичного інституту).
З а г о с т р ю ю т ь п л а с т и н к и з т в е р д о с п л а в н и м лезом на з а г о с т р ю в а л ь н о м у
к р у з і із зеленого к а р б і д у кремнію. П л а с т и н к и з твердих с п л а в і в до
в о д я т ь на ч а в у н н і й плиті, п о к р и т і й дрібнозернистим а б р а з и в н и м по
рошком, або на д р і б н о з е р н и с т и х а б р а з и в н и х б р у с к а х .
П о в т о р н о шабер доводять о д р а з у , як т і л ь к и відчують н е з н а ч н е
з а т у п л е н н я . У середньому за 7 год роботи шабер доводять 4...6 р а з і в
з а л е ж н о від х а р а к т е р у ш а б р у в а н н я й оброблюваного матеріалу.
§ 76. ПРОЦЕС ШАБРУВАННЯ
Ф а р б и для ш а б р у в а н н я . П е р е д ш а б р у в а н н я м в и я в л я ю т ь нерівнос
ті п о в е р х о н ь ш л я х о м їх п о ф а р б у в а н н я . Ш а б р у в а л ь н а ф а р б а — це с у м і ш
Ю 4-1664
249
247.
гмашинного масла з блакиттдо і рідше з с у р и к о м та у л ь т р а м а р и н о м
(синька), які на відміну від блакиті погано змішуються з маслом і не
чітко п р о г л я д а ю т ь с я на заготовці. Б л а к и т ь можна замінити сажею,
з а м і ш а н о ю на суміші автолу з гасом. Ф а р б у подрібнюють т а к , щ о б
м і ж п а л ь ц я м и не з а л и ш а л о с я зернин. Потім її насипають у баночку
і в л и в а ю т ь туди масло. К і л ь к і с т ь машинного масла у суміші має бути
т а к о ю , щоб фарба мала консистенцію пасти, але не рідкої, бо н а д л и ш к и
масла розпливатимуться по контрольній плиті і п е р е в і р ю в а н а поверх
ня при накладанні її на п л и т у вся покриється фарбою.
Ф а р б у в а н н я поверхні. Фарбу наносять на поверхню плити тампо
ном (рис. 321, а) з чистих л ь н я н и х ганчірок, складених у к і л ь к а ша
р і в . З р у ч н о в и к о н у в а т и ф а р б у в а н н я виготовленим з чистого полотна
мішечком, в я к и й н а к л а д а ю т ь фарбу (ні в я к о м у разі не слід класти
у мішечок суху ф а р б у й умочати його у масло).
Мішечок і тампони в п а у з а х м і ж ф а р б у в а н н я м кладуть у чистий
посуд.
Перед ф а р б у в а н н я м поверхню очищають від с т р у ж к и і бруду во
л о с я н о ю щіткою, промивають, протирають чистою г а н ч і р к о ю , а потім
о б е р е ж н о н а к л а д а ю т ь її на поверхню плити й п о в і л ь н о пересувають»
Д л я у н и к н е н н я нерівномірного с п р а ц ю в а н н я плити слід використову
вати всю її поверхню.
П і с л я двох-трьох кругових рухів по плиті (рис. 321, б) деталь обе
р е ж н о знімають. На добре оброблені поверхні фарба л я г а є рівномірно
(рис. 321, в), на погано підготовлені — п л я м а м и . У невеликих запади
нах фарба накопичуватиметься, а в місцях з а г л и б л е н і ш и х її в з а г а л і
не буде. Т а к в и н и к а ю т ь білі п л я м и — н а й з а г л и б л е н і ш і місця, не по
к р и т і фарбою, темні п л я м и — менш заглиблені м і с ц я , в я к и х накопи
ч и л а с я фарба, сірі п л я м и — іг£ найбільш виступаючі м і с ц я , на які
ф а р б а л я г а є тонким шаром.
250
248.
бРис. 322. Прийоми шабрування плоских деталей:
а — «від себе»:
б — «на с е б е »
П р и визначенні нерівностей н а п о в е р х н я х в а ж к и х деталей, я к і
не з н і м а ю т ь с я з м і с ц я , пофарбований перевірочний інструмент —
плиту (рис. 3 2 1 , г) або л і н і й к у — переміщують по к о н т р о л ь о в а н и х
поверхнях.
Л е г к і деталі п р и ш а б р у в а н н і встановлюють на слюсарному верста
ку, а великі й в а ж к і — на к о з л а х .
П р и й о м и ш а б р у в а н н я . П р о ц е с ш а б р у в а н н я п о л я г а є у поступовому
знятті металу з д і л я н о к , де є сірі п л я м и . П р а в о ю р у к о ю шабер трима
ють за р у к о я т к у , а лівою натискують на кінець шабера (рис. 322, а)%
До оброблюваної поверхні шабер встановлюють під кутом 25. ..30°;
р і з а л ь н а к р о м к а має знаходитися на пофарбованій поверхні. Метал
знімають с к о б л і н н я м . Робочим ходом при ш а б р у в а н н і є р у х в п е р е д ,
тобто «від себе», а п р и роботі плоским шабером з відігнутим в н и з кінцем — рух назад, тобто «на себе». П р и холостому ході ш а б е р припіднімають.
П р и й о м ш а б р у в а н Н / Я « в і д с е б е » має т а к і н е д о л і к и :
шабер недостатньо с т і й к и й п р и робочому ході, в н а с л і д о к чого
с т р у ж к а неоднакова в п е р е р і з і , п о в е р х н я в и х о д и т ь
нерівною й
рваною;
у кінці к о ж н о г о р у х у ш а б е р з а л и ш а є з а д и р к и , я к і доводиться
знімати додатково.
П р и й о м ш а б р у в а н н я « н а с е б е » (рис. 322, б ) розроб
лений Б а р и ш н и к о в и м . Ш а б е р б е р у т ь за середню частину (стержень)
обома р у к а м и (в обхват) і встановлюють л е з о до оброблюваної поверхні
під кутом 60. ,.75°, а не 25...30°, як п р и ш а б р у в а н н і «від себе». В е р х н я
10*
251
249.
частина шабера, щ о з а к і н ч у є т ь с я д е р е в ' я н о ю р у к о я т к о ю , в п и р а є т ь с яу плече працюючого. Робочий рух шабера здійснюється «на себе».
П р и такому методі ш а б р у в а н н я значно підвищується я к і с т ь оброблю
ваної поверхні, бо повністю виключається «подрібнення», що часто
спостерігається при шабруваині «від себе». Це пояснюється тим, що
в н а с л і д о к з б і л ь ш е н н я довжини (до 450...500 мм) шабер при ш а б р у в а н ні «на себе» п р у ж и н и т ь , з а в д я к и чому лезо його п л а в н о в р і з у є т ь с я в
метал і п л а в н о виходить із зони р і з а н н я .
Переваги цього прийому ш а б р у в а н н я :
збільшена довжина шабера д о з в о л я є в и к о р и с т о в у в а т и , крім р у к ,
т а к о ж і плече працюючого, шабер стає стійкішим, крім того, довгий
шабер п р у ж и н и т ь , тому р і з а л ь н а частина його в р і з у є т ь с я в метал і
виходить з нього п л а в н о : п о в е р х н я при цьому виходить рівнішою,
без р о з р и в і в і в кінці штриха не з а л и ш а є т ь с я з а д и р о к ;
прийом ш а б р у в а н н я «на себе» в 1,5...2 р а з и п р о д у к т и в н і ш и й за
ш а б р у в а н н я «від себе».
§ 77. ШАБРУВАННЯ ПРЯМОЛІНІЙНИХ
І КРИВОЛІНІЙНИХ ПОВЕРХОНЬ
Ш а б р у в а н н я п р я м о л і н і й н и х ( п л о с к и х ) п о в е р х о н ь . Щ о б дістати
поверхні високої якості, послідовно в и к о н у ю т ь чорнове, напівчистове
і чистове ш а б р у в а н н я .
Ч о р н о в е
ш а б р у в а н н я
(попереднє) п о л я г а є у г р у б і й
обробці п о в е р х н і — широкими шаберами в и д а л я ю т ь сліди й риски по
передньої обробки. Спочатку внаслідок недостатньо ретельної підго
т о в к и поверхні окремі найбільш виступаючі місця ф а р б у в а т и м у т ь с я
густо І на них утворюються великі п л я м и . У цьому разі р о б л я т ь «роз
бивку» в е л и к и х п л я м : знімають метал із сильнопофарбованих місць.
П і с л я к о ж н о г о ф а р б у в а н н я н а п р я м руху ш а б е р а змінюють. Шабером
з а х о п л ю ю т ь усю п л я м у , бо на поверхні утворюються з а д и р к и . К о л и
п л я м и розмістяться рівномірно, розбивку з а в е р ш у ю т ь і починають
з б і л ь ш у в а т и число плям, шабруючи усі пофарбовані місця, включаючи
й слабкопофарбовані. З р о б и в ш и чотири-шість п л я м у квадраті 25 X
X 25 мм, попереднє ш а б р у в а н н я з а к і н ч у ю т ь .
Роботу в и к о н у ю т ь шабером з а в ш и р ш к и 20...ЗО мм при довжині
робочого ходу 10... 15 мм. Н а п р я м шабера постійно змінюють т а к , щоб
наступний штрих був розміщений під кутом 90° до попереднього.
За один хід шабера знімають ш а р з а в т о в ш к и 0,02...0,05 мм. Шаб
рують доти, поки не з н и к н у т ь видимі риски. Я к і с т ь ш а б р у в а н н я пере
в і р я ю т ь на ф а р б у , що н а н о с я т ь на перевірочну п л и т у . П і с л я накладан
ня й р у х у плити (або деталі) в и я в л е н і виступаючі місця знову шаб
рують.
Н а її і в ч и с т о в е
(тачкове)
ш а б р у в а н н я
полягає
у знятті л и ш е сірих, тобто найбільш виступаючих місць, в и я в л е н и х
252
250.
перевіркою на ф а р б у . Роботу в и к о н у ю т ь плоским в у з ь к и м (12... 15 мм)шабером при д о в ж и н і робочого ходу 5... 10 мм; за один хід ш а б е р а зні
м а є т ь с я ш а р з а в т о в ш к и 0,01...0,02 мм.
Ч и с т о в е
( з а в е р ш а л ь н е )
ш а б р у в а н н я
(рис. 323) застосовують, щоб виготовити поверхню д у ж е високої точ
ності. П р и легкому натискуванні на шабер знімають т о н к и й ( 8 . . . 10 мкм)
ш а р . Зас т о с о ву ю ть шабери з а в ш и р ш к и 5... 10мм при довжині робочого
ходу 4...5 мм (дрібні штрихи).
. Чистове ш а б р у в а н н я застосовують т і л ь к и д л я п е р е в і р о ч н и х лі
нійок, перевірочних плит і н а д з в и ч а й н о точних с п р я ж е н ь . Здійсню
ють його в у з ь к и м и шаберами і д у ж е короткими ш т р и х а м и . П і д час
холостого ходу інстр>'мент слід припіднімати над плитою. О с т а н н і
ц р и т и р к и здійснюють без ф а р б и , виступаючі частини в и з н а ч а ю т ь за
блиском. Точність цього виду ш а б р у в а н н я становить 20...25 п л я м у
к в а д р а т і 25 X 25 мм.
Д е к о р а т и в н е ш а б р у в а н н я здійснюють т а к . Н а оброблену п о в е р х н ю
шабером н а н о с я т ь ш г р и х и , що утворюють на поверхні той чи і н ш и й
м а л ю н о к . Н а й ч а с т і ш е застосовують ш а х о в и й м а л ю н о к , к о л и на по
верхні утворюються ромбики з різним напрямом ш т р и х і в . В и к о н у ю т ь
його за два п р и й о м и : спочатку наносять у ш а х о в о м у п о р я д к у ш т р и х и
в одному н а п р я м і , потім у п р о м і ж к а х — ш т р и х и у п р о т и л е ж н о м у
н а п р я м і . «Мороз» н а в о д я т ь на робочих і неробочих п о в е р х н я х . Ство
рюючи на поверхні ш т р и х и у певному н а п р я м і , д е к о р а т и в н е шабру
в а н н я разом з тим поліпшує умови його з м а щ у в а н н я , бо в ш т р и х а х за
р а х у н о к поверхневого н а т я г у к р а щ е утримується масло. З н и к н е н н я
ш т р и х і в свідчить про с п р а ц ю в а н н я поверхні (при с п р а ц ю в а н н і б і л ь ш е
З мкм малюнок з н и к а є ) .
Ш а б р у в а н н я
п о в е р х о н ь ,
р о з м і щ е н и х
під
г о с т р и м и к у т а м и , — супортів, к а р е т о к , консолей, с т а н и н т а
інших частин металообробних верстатів, які є с п р я ж е н н я м ти п у «лас
тівчин хвіст» — в и к о н у ю т ь т р и г р а н н и м и шаберами.
П е р е д ш а б р у в а н н я м н а п р я м н и х типу «ластівчин хвіст» (рис. 324)
т р и г р а н н о ю л і н і й к о ю , покритою фарбою, в и я в л я ю т ь виступаючі м і с ц я .
Рис. 323. Шабрування плоских деталей при обробних операціях
253
251.
тодом трьох плит (для наочності шар м е т а л у збільшено)П о в е р х н і , розміщені під гострими кутами, ш а б р у ю т ь т а к само,
як і п а р а л е л ь н і .
М е т о д т р ь о х п л и т * є досить точним і дає змогу мати пра
в ил ьн і плоскі поверхні н е з а л е ж н о від точності н а я в н о г о перевіроч
ного інструмента. В і н п о л я г а є в тому, що к о ж н і й з трьох однакових
за розмірами й масою плит, я к і попередньо п р о с т р у г а л и або о б п и л я л и
і я к і п р о й ш л и штучне с т а р і н н я (для з н я т т я в н у т р і ш н і х напруг), при
своюють п о р я д к о в и й номер і н а н о с я т ь клейма: на п е р ш у плиту — № 1,
на д р у г у — № 2 і на третю — № 3 (рис. 325).
П і с л я в к а з а н о ї підготовки плити ш а б р у ю т ь у т а к і й послідовності:
I перехід — п л и т у № 1 п р и ш а б р у ю т ь до п л и т и № 2;
II п е р е х і д — плиту № 1 п р и ш а б р у ю т ь до плити № 3;
I I I п е р е х і д — п л и т у № 2 п р и ш а б р у ю т ь до п л и т и № 3;
IV п е р е х і д — п л и т у № 2 п р и ш а б р у ю т ь до п л и т и № 1;
V п е р е х і д — п л и т у № 3 п р и ш а б р у ю т ь до п л и т и № 1;
VI перехід — плиту № 3 п р и ш а б р у ю т ь до п л и т и № 2.
Т а к е ч е р г у в а н н я дає змогу п і с л я к ож ної п р и г о н к и плити мати
точнішу поверхню; у кінці роботи всі три плити будуть абсолютно точ
ними. (Відхилення плит від площинності на р и с у н к у п о к а з а н о у збіль
шеному в и г л я д і ) .
Ш а б р у в а н н я за методом суміщення граней дає точніші поверхні
й г а р а н т у є їх п е р п е н д и к у л я р н і с т ь до бічних сторін деталі. Цей метод
застосовують при ш а б р у в а н н і робочих граней деталей прямокутнопризматичної форми. П р и ш а б р у в а н н я починають зі взаємної пригон
ки двох робочих граней (рис. 326, а). П і с л я цього оброблені грані сум і щ у ю т ь одну з одною (рис. 326, б). Це суміщення дає змогу одночасно
перевірити обидві шабровані поверхні однією й тією самою контроль
ною плитою. П і с л я з а в е р ш е н н я цього ц и к л у переходів процес повто
рюють (рис. 326, в). За цим методом пришабровують грані деталей пара
л е л ь н о одній з її сторін, але при суміщенні користуються не боковими,
254
252.
иб
8]
Рис. 326. Шабрування за мето
дом суміщення граней:
а — пригонка двох робочих граней;
б — суміщена пригонка; в — пов
торна пригонка двох робочих граней
а п а р а л е л ь н и м и поверхнями, встано
вивши деталь на другій контрольній
Рис. 327. Рамка (а) і кон
плиті, і процес обробки таким чином
троль (б)" за її допомогою
ведуть між двома контрольними пли
якості шабрування
тами.
к о н т р о л ь
я к о с т і .
Т о ч н і с т ь
ш а б р у в а н н я й
Ш а б р у в а н н я м можна досягти високої точності (0,003...0,01 мм) та якос
ті обробки, Я к і с т ь ш а б р у в а н н я визначають за числом п л я м (точок),
які припадають на одиницю обробленої поверхні. Чим більше це чис
ло, тим вища точність обробленої поверхні. Д л я в и з н а ч е н н я ступеня
точності застосовують квадратну рамку 25 X 25 мм (рис. 327, а), я к у
накладають на пришабрену поверхню й підраховують число п л я м
(рис. 327, б). Д л я зручності р а м к у роблять з ручкою.
Ш а б р у в а н н я з а в е р ш у ю т ь при кількості плям на поверхні 25 X
X 25 мм; чорнове — 8...10, напівчистове — 12; чистове — 15, точне —
20, тонке — 25.
Ш а б р у в а н н я к р и в о л і н і й н и х поверхонь, н а п р и к л а д , п і д ш и п н и к і в
в и к о н у ю т ь т а к . На вал або ш и й к у вала, з якою с п р я ж у в а т и м е т ь с я
підшипник, рівномірно наносять т о н к и й ш а р фарби, в с т а н о в л ю ю т ь
в а л у вкладиш п і д ш и п н и к а (рис. 328, а) або в к л а д и ш п і д ш и п н и к а
на ш и й к у вала і л е г к и м з у с и л л я м повертають його, п і с л я чого вал
знімають (рис. 328, б) і ш а б р у ю т ь т р и г р а н н и м шабером виступаючі
місця (рис. 328, в ) .
Рис. 328. Шабрування криволінійних поверхонь:
а — перенесення фарби з вала на підшипник; б-—вкладиш зі слідами фарби; в—прийом
шабрування; г — шабер -сітка для перевірки кількості плям фарби після ш а б р у в а н н я
255
253.
Шабер н а х и л я ю т ь т а к , щоб метал знімала середня частина різальної кромки. П р а в о ю р у к о ю шабер тримають за р у к о я т к у , ледь обер
таючи, а лівою п р и т и с к а ю т ь його до оброблюваної поверхні. Шабру
в а н н я продовжують доти, поки не буде потрібної кількості п л я м , що
в изн ач аю т ь шаблоном-сіткою (рис. 328, а).
§ 78. З А Г О С Т Р Е Н Н Я Т А Д О В Е Д Е Н Н Я Т Р И Г Р А Н Н И Х Ш А Б Е Р І В
П р и з а г о с т р е н н і шабер тримають правою р у к о ю з а руко
я т к у , а п а л ь ц я м и лівої р у к и — за його к а н а в к и (жолобки), розміщені
на бокових г р а н я х , і п л а в н о , з л е г к и м н а т и с к у в а н н я м , підводять
н и ж н ю поверхню шабера до а б р а з и в н о г о к р у г а (рис. 329, а).
П р и русі ш а б е р а вперед п р а в у р у к у слід п л а в н о опускати д о н и з у ,
тоді гострий к і н е ц ь ш а б е р а підніметься вверх. П р и русі назад п р а в у
р у к у піднімають вверх і гострий к і н е ц ь шабера опуститься вниз до
з і т к н е н н я з поверхнею к р у г а . Такі плавні р у х и шабером здійснюють
к і л ь к а р а з і в , створюючи з а о к р у г л е н у поверхню з гострими кромками.
Повертаючи шабер другою, а потім третьою г р а н н ю , їх загострюють
так само, як і першу г р а н ь . Щ о б у н и к н у т и п е р е г р і в а н н я р і з а л ь н и х
кромок ш а б е р а при загостренні, їх охолоджують водою.
Шабери д о в о д я т ь
н а корундових або наждачних б р у с к а х ,
с т і й к о встановлених нерухомо на плиті. П о в е р х н ю б р у с к а з м а щ у ю т ь
м а ш и н н и м маслом. Д о в е д е н н я здійснюють при л е г к о м у натисканні лі
вою р у к о ю і п о х и т у в а н н і п р а в о ю р у к о ю при одночасному русі бокової
грані в з д о в ж б р у с к а (рис. 329, б). Інші грані доводять т а к само.
Ш а б е р , п р и з н а ч е н и й для ш а б р у в а н н я поверхні високої точності,
доводять на ч а в у н н і й плиті із з а с т о с у в а н н я м наждачного п о р о ш к у ,
розведеного у машинному маслі. П о к а з н и к о м п р а в и л ь н о г о доведення
є гладенька п о в е р х н я р і з а л ь н и х кромок і відповідно їх гострота.
254.
§ 79. МЕХАНІЗАЦІЯ ШАБРУВАННЯПроцес ш а б р у в а н н я потребує значних фізичних
зусиль, дуже
трудомісткий й подовжує ц и к л виробництва, тому м е х а н і з а ц і я шаб
р у в а н н я є одним із ш л я х і в підвищення продуктивності п р а ц і .
П н е в м а т и ч н і
шабер,и
с л у ж а т ь для грубого, чистового
й точного ш а б р у в а н н я стальних і чавунних поверхонь. Застосовують
ї х я к засіб м е х а н і з а ц і ї трудомісткої праці при шабруванні н а п р я м н и х
к о в з а н н я с в е р д л и л ь н и х верстатів у в а ж к о м у машинобудуванні, кон
т р о л ь н и х п р и т и р а л ь н и х плит тощо.
На рис. 330, а п о к а з а н а будоваі пневматичного ш а б е р а , а на
рис. 330, б — прийом роботи ним. П р и впусканні стиснутого повітря
через штуцер / обертовий ротор двигуна через редуктор передає што
ку 6 складний к о л и в а л ь н и й рух, я к и й перетворюється на зворотно
п о с т у п а л ь н и й рух патрона 7 із з а к р і п л е н и м у ньому шабером.
Х і д шабера з в и ч а й н о з а з н а ч а ю т ь на його ш к а л і . Д л я чистової об
робки рекомендується середній хід, а д л я тонкої — м а л и й . Обдирочне
(грубе) ш а б р у в а н н я починається зі з н я т т я слідів (рисок) попередньої
обробки з н а й б і л ь ш и м ходом шабера. На одному місці не м о ж н а ро
бити більше двох-трьох ходів, шабер р у х а ю т ь під кутом до н а п р я м у
ш т р и х і в , я к і р о б л я т ь . П р и чистовому й тонкому ш а б р у в а н н і застосо
вують вужчі шабери.
Д л я виготовлення поверхні малої шорсткості ш а б р у ю т ь з най
меншим н а т и с к а н н я м на шабер, а лезу ножа надають в і д ' є м н и й перед
ній кут (—10°).
Механічному ш а б р у в а н н ю піддають чавунне й стальне литво, кон
с т р у к ц і й н у сталь і пластмаси, а т а к о ж кольорові метали, я к і оброб
люють шаберами з від'ємним переднім кутом. Д л я ш а б р у в а н н я ч а в у н у
застосовують ножі з твердоплавними п л а с т и н к а м и .
Д о б р е з а р е к о м е н д у в а л и себе пневматичний шабер П-5302 і пневма
тична машина з електромагнітом д л я з а к р і п л е н н я на місці. О с т а н н я
має пристрій д л я р е г у л ю в а н н я товщини с т р у ж к и , що з н і м а є т ь с я , і
тиску на оброблювану поверхню. Е л е к т р о м а г н і т н и й присос дає змогу
1 2 З
Ь
5
6
7
Рис. 330Г Пневматичний шабер:
а — б у д о в а ; б — п р и й о м роботи; / — ш т у ц е р ;
2 — кришка р у к о я т к и ; 3 — з о л о т н и к о в а коробка
м — ш п и л ь к а ; 5 — к р и ш к а д в и г у н а ; 6 — шток;
7 — патрон д л я з а к р і п л е н н я ш а б е р а
257
255.
Рис. 331. Електромеханічний шабер
Рис. 332. Стаціонарна установка з
шабрувальною головкою
застосовувати м а ш и н у д л я обробки в е р т и к а л ь н и х п о в е р х о н ь і у в а ж кодоступних м і с ц я х .
Е л е к т р о м е х а н і ч н и й ш а б е р
(рис. 331) п р и в о д и т ь с я
в дію від е л е к т р о д в и г у н а 7, підвішеного на в і з к у 2 до м о н о р е й к и .
Е л е к т р о д в и г у н через редуктор З, з я к и м з ' є д н а н о гнучкий вал 4, при
водить у дію к р и в о ш и п 5; останній передає зворотно-поступальний
рух інструменту 6. Е л е к т р о м е х а н і ч н и й шабер м о ж е п е р е м і щ у в а т и с я
по монорейці в з д о в ж майстерні, а п р и іншому в а р і а н т і м о н т а ж у віз
ка — по підлозі.
В електромеханічному шабері обертальний рух гнучкого в а л а , що
передається від електродвигуна, перетворюється на зворотно-посту
п а л ь н и й рух інструмента. Робітник лівою рукою, натискає на ш а б е р ,
а п р а в о ю р у к о ю підтримує шабер за р у к о я т к у .
С т а ц і о н а р н а
у с т а н о в к а
з
ш а б р у в а л ь н о ю
г о л о в к о ю (рис. 332) має е л е к т р о д в и г у н 1 п о т у ж н і с т ю д о 0,6 к В т ,
встановлений у кронштейні 2 станини 3. К л и н о п а с о в а передача 6 пе
редає обертальний рух від електродвигуна гнучкого в а л а 4 шабруваль
ній головці 5. З а с т о с у в а н н я ступінчастих ш к і в і в у к л и н о п а с о в і й пере
дачі дає змогу мати різне число ходів інструмента.
Е л е к т р о м е х а н і ч н и й і пневматичний шабери, а т а к о ж ш а б р у в а л ь н а
г ол о вк а мають суттєві недоліки, я к і обмежують їх з а с т о с у в а н н я :
с к л а д н і с т ь р е г у л ю в а н н я руху, відносно сильні поштовхи, неможли
вість р е г у л ю в а н н я з у с и л л я , що передається інструменту.
§ 80. ЗАМІНА ШАБРУВАННЯ ІНШИМИ ВИДАМИ ОБРОБКИ
Н а й е ф е к т и в н і ш и м ш л я х о м підвищення продуктивності є з а м і н а
ш а б р у в а н н я т о нк им с т р у г а н н я м , ш л і ф у в а н н я м тощо.
Т о н к е с т р у г а н н я замість ш а б р у в а н н я застосовують на багатьох
машинобудівних заводах при обробці н а п р я м н и х , у тому числі б а з о 258
256.
вих деталей в е л и к и х і в а ж к и х верстатів. Особливо економічно вигідно це п р и струганні довгих плоских поверхонь. Ч а с обробки при стру
ганні скорочується п о р і в н я н о з ш а б р у в а н н я м у д е с я т к и р а з і в .
Т о н к е с т р у г а н н я здійснюють широколезовими р і з ц я м и зі швид
к о р і з а л ь н о ї сталі або твердих сцлавів з в е л и к и м и подачами (до 0,5
ш и р и н и р і з ц я ) за два-три робочих ходи без о х о л о д ж е н н я , а т а к о ж
особливо ш и р о к и м и р і з ц я м и (до 120 мм) п р о т я г у в а н н я м за один-два
робочих ходи без подачі з о х о л о д ж у в а н н я м гасом, я к и й подають рів
номірно й безперервно на лезо р і з ц я через отвір у його порож
нині.
Н а попередніх робочих ходах глибина р і з а н н я становить 0 , 1 . . .
0,25 мм,
а на з а в е р ш а л ь н о м у — 0,05...0,1 мм. Р і з ц і — з б і р н і з
п л а с т и н к а м и зі ш в и д к о р і з а л ь н о ї сталі або твердого с п л а в у .
П р и тонкому струганні забезпечується шорсткість поверхні 1,25...
0,63 і в и т р и м у є т ь с я допуск по в і д х и л е н н я х від прямолінійності й
площинності 0,02 мм на довжині 1000 мм. Н е д о л і к о м цього виду об
р о б к и є з н а ч н а в и т р а т а часу на в с т а н о в л е н н я деталей на верстаті, а
т а к о ж їх в и в і р к у , з а к р і п л е н н я , а потім з н і м а н н я .
Ш л і ф у в а н н я замість ш а б р у в а н н я в и к о н у ю т ь різними способами —
на с п е ц і а л ь н и х верстатах, на поздовжньо-стругальних верстатах спе
ц і а л ь н и м и г о л о в к а м и і за допомогою у н і в е р с а л ь н и х переносних при
строїв, я к і з а к р і п л ю ю т ь с я безпосередньо на в е л и к и х д е т а л я х .
В умовах д р і б н о с е р і й н о г о виробництва, особливо при ремонті,
ш и р о к о застосовують с а м о р у ш н і ш л і ф у в а л ь н і г о л о в к и (рис. 333). Особливість головки п о л я г а є в тому, що в и р і б (на ри
с у н к у — с т а н и н а верстата) стоїть нерухомо, а по станині переміщу
ється пристрій з а б р а з и в н и м обертовим кругом і ш л і ф у є її н а п р я м н і .
Саморушна г о л о в к а працює т а к . Своїми п р и з м а т и ч н и м и напрям
ними 9 плита 8 г о л о в к и , що несе всі механізми, в с т а н о в л ю є т ь с я на об
роблювані поверхні с т а н и н и . На плиті є з і р о ч к а , я к а котиться по на
т я г н у т о м у р о л и к о в о м у л а н ц ю г у 10 і т я г н е за собою всю головку.
З і р о ч к а дістає о бер та н н я від е л е к т р о д в и г у н а 5 через ч е р в ' я ч н у
передачу. Д л я зміни руху г ол ов ки у п р о т и л е ж н и й бік змінюється
в р у ч н у через перемикач 6 н а п р я м обертання е л е к т р о д в и г у н а по
дачі.
На верхній плиті / за допомогою поворотних супортів встановлено
робочий е л е к т р о д в и г у н 4, на к і н е ц ь в а л а я к о г о насаджено чашковий
ш л і ф у в а л ь н и й к р у г //. Головка м о ж е встановлюватися під потрібним
кутом за допомогою р у к о я т о к 2 і 3 гвинтових супортів. П е р е м і щ е н н я
у поперечному н а п р я м і здійснюють обертанням р у к о я т к и 7.
""Застосування саморушних головок замінює в а ж к і й малопродук
т и в н і ш а б р у в а л ь н і роботи, а т а к о ж скорочує більш як у 3 р а з и час
на обробку.
С т р і ч к о в е
ш л і ф у в а н н я
застосовують для
чорнової
обробки п о к о в о к , в и л и в к і в , п р о к а т у , труб, зачистки листового ме259
257.
Рис. 333. Саморушна шліфувальна головкаталу, з а г о с т р е н н я твердосплавного інструмента, числової обробки де
4
талей.
До переваг стрічкового ш л і ф у в а н н я н а л е ж а т ь : більше з н я т т я ме
т а л у з а в д я к и в е л и к і й р і з а л ь н і й поверхні абразивної стрічки й віль
ному р і з а н н ю , з б е р е ж е н н я б а л а н с у в а н н я протягом всього с т р о к у
с л у ж б и контактних дисків, щ о ш в и д к о обертаються; інтенсивніше
р о з с і ю в а н н я теплоти, що запобігає п р и п і к а н н ю з а в д я к и в е л и к і й ро
бочій поверхні с т р і ч к и ; проста к о н с т р у к ц і я верстатів; безпека роботи
на т а к и х верстатах; мала в и т р а т а часу (1...3 хв) на з а м і н у с т р і ч к и ;
м о ж л и в і с т ь в а р і ю в а н н я р і з а л ь н и м и властивостями абразивної стрічки
тощо.
Ф р е з е р у в а н н я . Т о н к е ф р е з е р у в а н н я є найпрогресивнішим мето
дом обробки (особливо с п р я ж у в а н и х плоских поверхонь р о з ' є м н и х
стальних деталей) і застосовується як з а в е р ш а л ь н а о п е р а ц і я замість
ручного ш а б р у в а н н я . За якістю обробки воно не поступається шліфу
в а н н ю і в 1,5...З р а з и продуктивніше.
Як р і з а л ь н и й інструмент застосовують однозубі ф р е з и зі спеціаль
ним з а г о с т р е н н я м . Ш в и д к і с т ь р і з а н н я п р и тонкому ф р е з е р у в а н н і ста
новить 200—250 м/хв, подача на один оберт фрези — не б і л ь ш як 0,8 мм,
глибина р і з а н н я — 0 , 0 8 . . . 1 мм.
Ф і н і ш н е
ф р е з е р у в а н н я .
Застосовується о р и г і н а л ь н а
т е х н о л о г і я обробки н а п р я м н и х , я к а п о л я г а є у заміні ш л і ф у в а н н я тон
ким ф і н і ш н и м ф р е з е р у в а н н я м , п р и я к о м у п і с л я с т р у г а н н я або фрезе260
258.
р у в а н н я невеликою торцевою фрезою з поверхні н а п р я м н и х знімається п р и п у с к - 7 5 . . . 125 мкм.
Я к інструмент застосовується різцева головка, щ о я в л я є собою
ч а ш к о в и й к о р п у с з алюмінію, на я к о м у з а к р і п л е н о р і з ц і . О с о б л и в о
точне з а г о с т р е н н я р і з ц і в відбувається у зборі, що забезпечує участь
у процесі р і з а н н я всіх р і з ц і в . К і л ь к і с т ь р і з ц і в в и з н а ч а є т ь с я діаметром
к о р л у с а і змінюється від 5 до 50.
П р и в о д фрезерної головки здійснюється від гідродвигуна, розмі
щеного безпосередньо на ш п и н д е л і . З а с т о с у в а н н я гідродвигуна забез
печує значне з н и ж е н н я вібрації й безступінчасте р е г у л ю в а н н я частоти
обертання до 5000 об/хв.
З а м і с т ь ш л і ф у в а н н я станин застосовують фінішне ф р е з е р у в а н н я
ельборовою фрезою.
П о в е р х н е в е п л а с т и ч н е д е ф о р м у в а н н я . З б і л ь ш е н н я надійності й дов
говічності деталей машин ставить підвищені вимоги до якості й об
робки поверхонь.
П р и сучасній чистовій обробці прогресивним є метод поверхневого
пластичного деформування ( П П Д ) , що грунтується на п л а с т и ч н о м у
деформуванні мікронерівностей поверхневого ш а р у під д і є ю деформівного інструмента, я к и й котиться або ковзає при зменшенні- з у с и л л я .
Обробка з а методом П П Д застосовується для з м е н ш е н н я висоти
мікронерівностей, підвищення міцності від втомленості та стійкості
проти с п р а ц ю в а н н я , стабілізації з а л и ш к о в и х н а п р у г , з б і л ь ш е н н я твер
дості, підвищення якості посадок з г а р а н т о в а н и м натягом (пресових),
зміни м і к р о с т р у к т у р и поверхневого ш а р у перед наступною термічною
та хіміко-термічною обробкою.
7. Види дефектів при шабруванні
Вид дефекту
Причина в и н и к н е н н я
Пофарбування лише
середини або краю
Недоброякісна
попередня обробка поверхні
Шабрування водному
напрямі
Блискучі смуги
Нерівномірне
щення
розмі-
Глибокі западини
Шабрування
довгими
штрихами або сильний
натиск на шабер
Поверхня погано^ підготовлена до шабрування. Сильний натиск
на шабер
Спосіб
запобігання
Шабрувати після доброякісної
попередньої обробки
Здійснювати шабрування у різних
напрямах, перехрещуючи штрихи
під кутом 40...60°
Прагнути нормального натискання на шабер, не робити довгих
робочих ходів (при чорновому
шабруванні—не
більше
10...
15 мм, при напівчистовому—5..,
10 мм, при чистовому — 4...5 мм)
Підготовляти деталь до шабрування попереднім обпилюванням
і чорновим шабруванням, зніма
ти шабером тонкий шар металу
261
259.
Одним з методів П П Д є в і б р а ц і й н е , о б к а т у в а н н я .Сутність його п о л я г а є у пластичному деформуванні поверхні кулею
під дією певного з у с и л л я . К у л і , крім основного руху подачі, додатко
во^ надають зворотно-поступального р у х у в з д о в ж або п е р п е н д и к у л я р н о
до* осі деталі. На обробленій поверхні утворюється м і к р о р е л ь є ф у
в и г л я д і безперервних к а н а в о к , я к і Мають форму синусоїди, н а к л а д е н о ї
на гвинтову л і н і ю .
Дефекти. Найрозповсюдженіші п р и ш а б р у в а н н і дефекти, причини
їх в и н и к н е н н я і способи запобігання подано в табл. 7.
Безпека праці. П р и ш а б р у в а н н і с л і д дотримуватися т а к и х вимог
безпеки:
оброблювана деталь має бути надійно встановлена і міцно закріп
лена;
не д о п у с к а є т ь с я робота несправними шаберами (без р у к о я т о к або
з р у к о я т к а м и , що мають р о з к о л и н и ) ;
при виконанні робіт ш л і ф у в а л ь н и м и головками д о т р и м у в а т и пра
вил електробезпеки.
Р о з д і л Х У І . Р О З П И Л Ю В А Н Н Я Т А ПРИПАСУВАННЯ
§ 81. РОЗПИЛЮВАННЯ
Р о з п и л ю в а н н я м н а з и в а є т ь с я обробка отворів з метою на
д а н н я їм потрібної форми. Обробка к р у г л и х отворів здійснюється круг
лими й н а п і в к р у г л и м и н а п и л к а м и , - т р и г р а н н и х — т р и г р а н н и м и , но
ж і в к о в и м и й ромбічними н а п и л к а м и , квадратних — к в а д р а т н и м и на
пилками.
Підготовку до р о з п и л ю в а н н я починають з розмічання та н а к е р н ю в а н н я р о з м і ч а л ь н и х рисок. Потім за розмічальними рисками сверд
л я т ь отвори й в и р у б у ю т ь пройми, утворені в и с в е р д л ю в а н н я м . Най
к р а щ о ю виходить розмітка на металевій
поверхні, відшліфованій
наждачним папером.
П і д р о з п и л ю в а н н я с в е р д л я т ь один отвір, коли пройма невелика;
у б і л ь ш и х проймах с в е р д л я т ь два чи к і л ь к а отворів, щоб мати най
менший п р и п у с к на р о з п и л ю в а н н я . Великі перемички в а ж к о вида
лити з просвердленої пройми, однак не можна розміщувати отвори й
надто б л и з ь к о для запобігання стисканню, що може призвести до
п о л а м к и свердла.
Розпилювання у заготовці воротка квадратного отвору. Спочатку
розмічають квадрат, а в ньому — отвір (рис. 334, а), потім просверд
люють отвір свердлом, діаметр якого на 0,5 мм менший за сторони квад
р а т а . У просвердленому отворі квадратним напилком пропилюють
чотири кути, не доходячи 0,5...0,7,мм до розмічальних рисок, п і с л я
чого розпилюють отвір до розмічальних рисок в т а к і й послідовності:*
262
260.
ОО
РИС.. 334. Розпилювання квадратного от-
г
Рис. 335. Розпилювання три
вогу:
гранного отвору
а — розмітка; б — прийом роботи
а — розмітка; б — висвердлений
о т в і р ; <г — п о с л і д о в н і с т ь розпи
л ю в а н н я : г — п е р е в і р к а вклади
шем
спочатку пропилюють сторони / і З, потім 2 і 4 і підганяють о т в і р по
мітчику т а к , щоб він входив в отвір на глибину 2...З мм.
П о д а л ь ш у обробку сторін (рис. 334, б) здійснюють доти, п о к и квад
ратна головка легко, але щ і л ь н о не увійде в отвір.
Р о з п и л ю в а н н я у заготовці тригранного отвору. Р о з м і ч а ю т ь к о н т у р
т р и к у т н и к а , а в ньому — отвір і с в е р д л я т ь його свердлом, не торкаю
чись розмічальних рисок т р и к у т н и к а ( р и с 335, а, б). Потім у кругло
му отворі пропилюють три кути і послідовно розпилюють сторони 1,
2 і 3, не доходячи 0,5 мм до розмічальної риски, п і с л я чого п і д г а н я ю т ь
сторони т р и к у т н и к а ( р и с 335, в).
П{ш роботі т р и г р а н н и м напилком п р а г н у т ь у н и к н у т и піднутрення сторін й обпилюють строго п р я м о л і н і й н о . Точність обробки пере
в і р я ю т ь в к л а д и ш е м (рис. 335, г).
П р и припасуванні треба слідкувати за тим, щоб вкладиш входив
у р о з п и л ю в а н и й отвір в і л ь н о , без перекосу і щ і л ь н о . З а з о р м і ж сто
ронами т р и к у т н и к а й вкладишем при перевірці щупом має бути не
більш як 0,05 мм.
§ В2. ПРИГОНКА ТА ПРИПАСУВАННЯ
П р и г о н к о ю
н а з и в а є т ь с я обробка однієї деталі з а іншою
3 метою в и к о н а н н я з ' є д н а н н я . Д л я п р и г о н к и треба, щоб одна з дета
лей була цілком готовою — за нею ведуть п р и г о н к у . Ця о п е р а ц і я
ш и р о к о застосовується при ремонтних роботах, а т а к о ж п р и складанні
одиничних в и р о б і в .
263
261.
П р и г о н к а н а п и л к о м — одна з н а й с к л а д н і ш и х у роботі с л ю с а р я ,бо обробку доводиться вести у в а ж к о д о с т у п н й х м і с ц я х . Цю о п е р а ц і ю
в и к о н у ю т ь б о р н а п и л к а м и , ш л і ф у в а л ь н и м и борголовками, застосо
вуючи обпилювально-зачисні верстати.
П р и пригонці вкладиша за готовим отвором робота зводиться до
з в и ч а й н о г о о б п и л ю в а н н я . П р и пригонці за більшим числом повер
х о н ь спочатку обробляють дві с п р я ж е н і базові сторони, потім прига
н я ю т ь дві інші до о д е р ж а н н я потрібного с п р я ж е н н я . Д е т а л і мають
входити одна в одну без х и т а н н я , в і л ь н о . Я к щ о в и р і б на просвіт не
п р о г л я д а є т ь с я , то п р и п и л ю ю т ь за фарбою.
І н к о л и на п о в е р х н я х , що п р и г а н я ю т ь с я , і без ф а р б и м о ж н а помі
тити сліди від тертя однієї поверхні об іншу. Сліди, я к і мають в и г л я д
б л и с к у ч и х п л я м («світлячки»), свідчать про те, що це місце з а в а ж а є
р у х у однієї деталі по іншій. Ці місця (виступи) оброблюють, домагаю
чись, щоб не було б л и с к у або рівномірного блиску по всій поверхні.
П р и будь-яких пригоночних роботах не м о ж н а з а л и ш а т и гострих
ребер і з а д и р о к на д е т а л я х , їх треба з г л а д ж у в а т и л и ч к у в а л ь н и м на
п и л к о м . Н а с к і л ь к и добре з г л а д ж е н о ребро, можна в и з н а ч и т и , прово
д я ч и по ньому п а л ь ц е м .
П р и п а с у в а н н я м
називається
точна взаємна^ п р и г о н к а
з ' є д н у в а н и х деталей без з а з о р і в при будь-яких п е р е к а н т о в к а х . При
п а с у в а н н я в і д з н а ч а є т ь с я високою точністю обробки, щ о потрібно д л я
б е з з а з о р н о г о с п р я ж е н н я деталей (світлова щ і л и н а б і л ь ш ..як 0,002 мм
проглядається).
П р и п а с о в у ю т ь як з а м к н у т і , т а к і напівзамкнуті к о н т у р и . З двох
деталей, що п р и п а с о в у ю т ь с я , отвір п р и й н я т о н а з и в а т и и р о й м о ю,
а деталь, я к а входить у п р о й м у , — в к л а д и ш е м .
П р о й м и бувають в і д к р и т и м и (рис. 336) і
з а м к н у т и м и
(див. рис. 335), В и к о н у є т ь с я п р и п а с у в а н н я напилками, з дрібною і
Рис. 336. Припасування:
а — пройма; б — вкладиш; в — обпилювання;
264
— перевірка вкладишем
262.
дРис. 337. Припасування косокутних вкладишів:
а — схема розмітки зовнішніх кутів; б — обпилювання зовнішніх поверхонь; в — схема роз
мітки внутрішніх кутів; г — обпилювання внутрішніх кутів; д — перевірка вкладишем
д у ж е дрібною насічкою — № 2, 3, 4 і 5, а т а к о ж а б р а з и в н и м и порош
ками та пастами.
П р и виготовленні й п р и п а с у в а н н і ш а б л о н і в з п і в к р у г л и м и зовніш
німи й в н у т р і ш н і м и к о н т у р а м и спочатку в и г о т о в л я ю т ь д е т а л ь з внут
рішнім контуром — пройму (рис. 336, а). До обробленої пройми під
г а н я ю т ь (припасовують) в к л а д и ш (рис. 336, б).
П р и обробці пройми спочатку точно обпилюють широкі п л о щ и н и
як базові поверхні, потім начорно — ребра (вузькі грані) 1, 2, З і 4 У
п і с л я чого розмічають ц и р к у л е м п і в к о л о , в и р і з у ю т ь його н о ж і в к о ю
(показано штрихом на р и с у н к у ) , здійснюють точне о б п и л ю в а н н я півк р у г л о ї в и ї м к и (рис. 336, в) і п е р е в і р я ю т ь точність обробки вклади
шем, а т а к о ж симетричність по відношенню до осі (за допомогою
штангенциркуля).
П р и обробці в к л а д и ш а спочатку обпилюють широкі п о в е р х н і ,
а потім ребра 1 У 2 і 3. Д а л і розмічають і в и р і з у ю т ь н о ж і в к о ю к у т и .
П і с л я цього здійснюють точне обпилювання й п р и п а с у в а н н я ребер 5 і 6.
Потім виконують точне обпилювання і п р и п а с у в а н н я в к л а д и ш а до прой
ми. Точність п р и п а с у в а н н я в в а ж а є т ь с я достатньою, я к щ о вкладиш
входить у п р о й м у без перекосу, х и т а н н я й просвітів (рис. 336, г).
П р и виготовленні й п р и п а с у в а н н і косокутних в к л а д и ш і в у про
йми типу «ластівчин хвіст» (рис. 337, а, б) спочатку обробляють вкла
диш (обробка і п е р е в і р к а його простіша). Обробку п р о в а д я т ь у т а к о м у
п о р я д к у ( р и с 337, а). Спочатку точно обпилюють широкі п л о щ и н и як
базові п о в е р х н і , а потім усі чотири в у з ь к і грані (ребра) /, 2, 3 і 4.
Д а л і розмічають гострі кути, в и р і з у ю т ь їх н о ж і в к о ю і точно обпи
люють. Спочатку обпилюють ребра 5 і 6 у площині, п а р а л е л ь н і й ребру
1, потім ребра 7 і 8 за л і н і й к о ю під кутом 60° до ребра 5. Гострий к у т
(60°) з а м і р я ю т ь кутовим шаблоном.
П р о й м у о б р о б л я ю т ь у т а к о м у п о р я д к у . Спочатку точно обпилюють
ш и р о к і п л о щ и н и , а потім усі чотири ребра.
265
263.
Д а л і здійснюють розмітку, в и р і з у ю т ь н о ж і в к о ю п а з (на рис. 337,в п о к а з а н о штрихом) та обпилюють ребра 5, б і 7. Спочатку ш и р и н у
п а з а р о б л я т ь меншою за потрібну на 0,05...0,1 мм п р и збереженні
строгої симетричності бокових ребер п а з а щодо осі пройми (глибину
п а з а виконують одразу точно до розміру). Потім п р и припасуванні
в к л а д и ш а і пройми ш и р и н а п а з а дістає точний розмір за формою ви
ступу в к л а д и ш а . Точність п р и п а с у в а н н я в в а ж а є т ь с я достатньою, як
що в к л а д и ш входить у пройму туго від р у к и без просвіту, хитання і
перекосів (рис. 337, д).
Р у ч н е р о з п и л ю в а н н я , п р и г о н к а й п р и п а с у в а н н я — д у ж е трудо
місткі операції. У сучасних умовах ці операції в и к о н у ю т ь з викорис
т а н н я м м е т а л о р і з а л ь н о г о о б л а д н а н н я з а г а л ь н о г о й спеціального при
з н а ч е н н я , при якому р о л ь с л ю с а р я зводиться до к е р у в а н н я машинами
й контролю розмірів.
К р и в о л і н і й н і й фасонні деталі обробляють на ш л і ф у в а л ь н и х вер
статах спеціальними профільованими абразивними кругами. Ш и р о к о
застосовуються т а к о ж електроіскрові, хімічні та інші методи обробки,
я к і виключають додаткову роботу з о п о р я д ж е н н я вручну.
О д н а к при в и к о н а н н і слюсарно-складальних ремонтних робіт, а
т а к о ж п р и остаточній обробці деталей, виготовлених штампуванням,
в и к о н у в а т и ці роботи доводиться в р у ч н у .
З а с т о с у в а н н я м с п е ц і а л ь н и х інструментів і пристроїв досягають
п і д в и щ е н н я продуктивності р о з п и л ю в а н н я і п р и п а с у в а н н я . До т а к и х
інструментів і п р и с т р о ї в н а л е ж а т ь ручні н а п и л к и зі змінними пла
стинками, н а п и л к и з дроту, покриті алмазним д р і б н я к о м , обпилюваль
ні п р и з м и , о б п и л ю в а л ь н і намітки тощо.
Р о з д і л XVII. ПРИТИРКА Т А Д О В О Д К А
§ 83. ЗАГАЛЬНІ ВІДОМОСТІ. ПРИТИРАЛЬНІ МАТЕРІАЛИ
З а г а л ь н і в і д о м о с т і . П р и т и р к о ю н а з и в а є т ь с я обробка дета
лей, що працюють у п а р і , д л я забезпечення к о н т а к т у їх робочих по
верхонь.
Д о в о д к а — ц е чистова обробка деталей з метою о д е р ж а н н я
точних розмірів і малої шорсткості поверхонь. ,
П р и т и р к у й доводку здійснюють абразивними п о р о ш к а м и або
п а с т а м и , я к і н а н о с я т ь або на оброблювані поверхні, або на спеціаль
ний інструмент — п р и т и р .
П р и п у с к на п р и т и р к у становить 0,01...0,02 мм, на д о в о д к у — ,
0,001...0,0025 мм. Точність п р и т и р к и — 0,001...0,002 мм. Д о в о д к а
забезпечує точність за 5...6-м квалітетами і ш о р с т к і с т ь поверхні до
Rz 0,05.
266
264.
У машинобудуванні притирають гідравлічні п а р и , пробки й корп у с и к р а н і в , к л а п а н и та їх сідла у двигунах внутрішнього з г о р я н н я ,
робочі поверхні вимірювальних інструментів тощо.
Оброблені доводкою поверхні добре ч и н я т ь опір спрацьованості
та корозії, що д у ж е в а ж л и в о при експлуатації в и м і р ю в а л ь н и х та пе
ревірочних інструментів і д у ж е ' т о ч н и х деталей.
Притиральні матеріали.
А б р а з и в н і
м а т е р і а л и (абра
з и в и ) — це дрібнозернисті кристалічні порошкоподібні, а т а к о ж ма
сивні тверді тіла, застосовувані для механічної обробки різних мате
ріалів.
А б р а з и в и поділяють на природні й штучні. Р о з р і з н я ю т ь т а к о ж
т в е р д і абразивні матеріали, твердість я к и х більша за твердість загар
тованої сталі, й м ' я к і , що мають меншу твердість.
Д о . т в е р д и х
п р и р о д н и х
а б р а з и в н и х
мате
р і а л і в
н а л е ж а т ь мінерали, щ о містять оксид алюмінію (при
родний корунд,
наждак) та оксид кремнію
(кварц, кремінь,
алмаз).
Т в е р д і
ш т у ч н і
а б р а з и в н і
м а т е р і а л и ,
я к і ви
готовляють в електропечах, х а р а к т е р и з у ю т ь с я високою твердістю,
однорідністю с к л а д у й властивостей. До штучних а б р а з и в н и х матеріа
л і в н а л е ж а т ь : е л е к т р о к о р у н д нормальний (1А); е л е к т р о к о р у н д білий
(2А); е л е к т р о к о р у н д хромистий (ЗА); монокорунд (4А); к а р б і д крем
нію (карборунд) зелений (6С); к а р б і д кремнію чорний (5С); к а р б і д
бору ( К Б ) ; кубічний нітрид бору ( К Б 7 1 ) ; ельбор ( Л ) ; а л м а з синтетич
ний (АС).
Д л я п р и т и р к и (доводки) сталі, використовують порошки електрок о р у н д у н о р м а л ь н о г о , білого й хромистого, а т а к о ж монокорунду
д л я обробки ч а в у н у й к р и х к и х матеріалів — к а р б і д кремнію, д л я об
робки твердих с п л а в і в та інших в а ж к о о б р о б л ю в а н и х м а т е р і а л і в —
п о р о ш к и к а р б і д у бору, синтетичних а л м а з і в .
М* я к и м и
а б р а з и в н и м и
м а т е р і а л а м и
притира
ють (доводять) в і д п а л е н у сталь, чавун, мідні й алюмінієві с п л а в и .
Д л я грубої п р и т и р к и використовують абразивні ш л і ф у в а л ь н і порошки
зернистістю 5...З, д л я попередньої п р и т и р к и — м і к р о п о р о ш к и iV$8,
М20 і М14, а д л я остаточної — MIO, М7 і М5.
З м ' я к и х а б р а з и в н и х матеріалів найчастіше застосовують пасту
Г О И ( Д е р ж а в н о г о оптичного інституту). їх в и п у с к а ю т ь у вигляді
тюбиків ц и л і н д р и ч н о ї форми (діаметром 36 мм і висотою 50 мм) або
к у с к а м и . П а с т а ш и р о к о застосовується д л я остато ших доводочних ро
біт, коли, к р і м високої точності й малої шорсткості, потрібно, щоб
була блискуча п о в е р х н я .
З а с т о с у в а н н я паст забезпечує т а к о ж підвищення стійкості проти
с п р а ц ю в а н н я оброблених деталей, бо на поверхні не з а л и ш а є т ь с я
в к р а п л е н ь твердих а б р а з и в н и х м а т е р і а л і в , що с п р и я ю т ь спрацюван
н ю поверхонь.
267
265.
Р о з р і з н я ю т ь три сорти абразивної пасти Г О И — грубу, середнюй тонку.
Г р у б у
(крупну)
п а с т у
.(світло-зеленого кольору)
за
стосовують д л я з н і м а н н я ш а р у металу завтовшки в к і л ь к а десятих
часток міліметра,, н а п р и к л а д , д л я в и д а л е н н я слідів обробки обпилю
в а н н я м , грубим ш а б р у в а н н я м , с т р у г а н н я м , ш л і ф у в а н н я м . Д е т а л і
після п р и т и р к и (доводки) цією пастою мають матову поверхню.
С е р е д н ь о ю
(дрібною)
п а с т о ю
(зеленого кольору)
з н і м а ю т ь ш а р металу, що вимірюється сотими частками міліметра,
дістаючи чисту поверхню, без ш т р и х і в .
Т о н к а
( м і к р о д р і б н а )
п а с т а
(чорного кольору з зе
л е н у в а т и м відтінком) с л у ж и т ь д л я остаточної обробки й надає по
верхні д з е р к а л ь н о г о блиску. Тонкою пастою знімають п р и п у с к и в
тисячні частки міліметра.
К о ж н и й вид пасти має номер, я к и й відповідає її а б р а з и в н і й здат
ності, н а п р и к л а д грубій пасті — № 50, 40; 35, 30, 25 і 20, середній —
15 і 10, т о н к і й — № 7, 4 і 1. Р о з м і р и зерен грубої пасти — 40...
17 мкм, середньої — 16...8 і тонкої — менш як 8 мкм.
А л м а з н і п а с т и (пасти з природних і синтетичних алмазних
п о р о ш к і в ) набули ш и р о к о г о з а с т о с у в а н н я . Алмазні пасти Інституту
надтвердих с п л а в і в , що в и п у с к а ю т ь с я д в а н а д ц я т и зернистостей, умов
н о поділяють н а
ч о т и р и
г р у п и . — в е л и к у , середню, дрібну
і т о н к у . Пасти к о ж н о ї групи мають свій к о л і р : великої — червоний
(АііЮО, АП80, АП60); середньої — зелений (АП40, АП28, АП20);
дрібної — б л а к и т н и й ( А П І 4 , А П 1 0 і А П 7 ) ; тонкої — ж о в т и й ( А П 5 ,
АПЗ і АГИ).
К р і м того, в межах кожної г р у п и пасту найбільшої зернистості
позначають чорною с м у ж к о ю , середньої — сірою, а дрібної — білою
(цими к о л ь о р а м и фарбують тюбики й у п а к о в к у пасти).
Алмазні пасти випускають світлого кольору д л я того, щоб за його
зміною можна було судити про з н я т т я оброблюваного матеріалу. П р и
п р а в и л ь н о м у виборі притира й пасти після нетривалої роботи алмазна
паста набуває темного кольору. Це є свідченням безперервного з н я т т я
матеріалу.
Б у к в а А означає, що порошок виготовлено з а л м а з у , П — паста,
цифри, що стоять п о р у ч , — розмір зерна ( н а п р и к л а д , АП100 — роз
мір з е р н а 100, 80 м к м ; АП80 — 80...60 мкм, А П З — 3... 1 мкм, АП1 —
1 мкм і менше).
Алмазні пасти застосовують для п р и т и р к и й доводки виробів з
твердих с п л а в і в , сталей р і з н и х марок і неметалевих
матеріалів —
с к л а , рубіну, кераміки. Випускають пасти різноманітних характерис
тик з природних і синтетичних а л м а з і в з розміром зерна від 60
до 1 м к м . Процентне співвідношення вмісту п о р о ш к а в пасті за масою
становить 1...23 %. До складу пасти входять в и с о к о м о л е к у л я р н і по
верхнево-активні речовини, я к і добре змочують з е р н а а л м а з у .
268
266.
З а консистенцією пасти поділяють н а т в е р д і , м а з е п о д і б н і й р і д к і . З в и ч а й н о к р у п н о з е р н и с т і пасти виготовляють твердої
й мазеподібної (густої) консистенцій, дрібнозернисті всіх консистенцій.
Н а й ч а с т і ш е п р и обробці в и р о б і в застосовують пасту рідкої кон
систенції, бо навіть нанесена торким ш а р о м на п р и т и р , вона забезпе
чує високу я к і с т ь поверхні й точність обробки до 6-го квалітету.
Д л я п і д в и щ е н н я продуктивності при притирці (доводці) спочатку
застосовують великозернисті пасти, поступово переходячи до дрібно
зернистих.
З а с т о с у в а н н я алмазних паст забезпечує шорсткість оброблюваної
поверхні, 7?а 0,04, Иг 0,05 і підвищення продуктивності праці порів
н я н о із з а с т о с у в а н н я м інших абразивних паст.
З м а щ у в а л ь н і
м а т е р і а л и
для п р и т и р к и й
доводки
с п р и я ю т ь прискоренню цих процесів, зменшують шорсткість, а т а к о ж
о х о л о д ж у ю т ь поверхню деталі. Н а й ч а с т і ш е я к з м а щ у в а л ь н і матеріали
застосовують змащувально-охолодні рідини — гас, бензин, легкі мі
неральні масла, содову воду. Д л я п р и т и р к и (доводки) сталі й ч а в у н у
частіше застосовують гас з добавкою 2,5 % олеїнової кислоти й 7 %
каніфолі, що значно підвищує продуктивність процесу.
§ 84. ПРИТИРИ
Види п р и т и р і в . Д о в о д к у в и к о н у ю т ь спеціальним інструментом —
притиром, форма я к о г о має відповідати формі оброблюваної п о в е р х н і .
За формою п р и т и р и поділяють на плоскі, циліндричні (стержні й кіль
ц я ) , різьбові й спеціальні (кульові, асиметричні й неправильної форми).
П р и т и р и м о ж у т ь бути рухомими й нерухомими. Р у х о м и й п р и т и р
при доводці переміщується, а деталь з а л и ш а є т ь с я нерухомою, або
переміщується відносно притира. Т а к и м и п р и т и р а м и є ц и л і н д р и , дис
ки, конуси т о щ о .
Плоскі
п р и т и р и — ц е чавунні плити, н а яких доводять
площини. П л о с к и й притир д л я попередньої обробки має к а н а в к и зав
глибшки й з а в ш и р ш к и 1...2 мм, розміщені на відстані 10... 15 мм
(рис. 338, а), в я к и х накопичуються з а л и ш к и а б р а з и в н о г о м а т е р і а л у .
П р и т и р и д л я остаточної доводки р о б л я т ь гладенькими (рис. 338, б).
Ц и л і н д р и ч н і п р и т и р и застосовують д л я доводки цилінд
ричних отворів. Такі притири бувають нерегульованими (рис. 339, а)
і р е г у л ь о в а н и м и (рис, 339, б); останні я в л я ю т ь собою р о з р і з н у в т у л к у
З, н а с а д ж е н у на конічну о п р а в к у 2. Р е г у л ю ю т ь діаметр п р и т и р а гай
к а м и 1 і 4.
Конічні отвори доводять к о н і ч н и м и п р и т и р а м и , ча
вунними (рідше мідними) о п р а в к а м и . П р и т и р д л я попередньої оброб
ки має с п і р а л ь н у к а н а в к у , в я к і й утримується абразивно-притираль
ний матеріал. П р и т и р д л я обробки зовнішньої конічної поверхні
виготовляють у в и г л я д і конічної в т у л к и .
\
269
267.
ізРис. 338. Плоскі притири:
а —- з канавками; б — гладенький
а
Рис. 339. Циліндричні притири:
а — нерегульовані; б — регульованй
С п е ц і а л ь н і п р и т и р и (складної форми) застосовують для
доводки п о в е р х о н ь різноманітної форми та важкодоступних повер
хонь невеликих р о з м і р і в .
М а т е р і а л и п р и т и р і в .
П р и т и р и виготовляють з чавуну,
б р о н з и , міді, свинцю, скла, фібри й твердої деревини (дуба, к л е н а
тощо).
Н а й ч а с т і ш е п р и т и р и в и г о т о в л я ю т ь з ч а в у н у та міді, бо вони мають
потрібні якості д л я забезпечення в т и с к у в а н н я а б р а з и в і в — середню
твердість, щ і л ь н і с т ь , хорошу стійкість проти
спрацювання.
Мідь
в а ж ч е обробляється і дорого коштує, тому для доводки стальних де
т а л е й рекомендується виготовляти притири з чавуну середньої твер
дості (100...200 Н В ) . Д л я тонких і довгих п р и т и р і в використовують
сталі Ст2, СтЗ (150...200 Н В ) .
Попередньою доводкою знімається в е л и к и й шар металу, тому за
стосовують притири з м ' я к о г о металу (міді). Вони утримують к р у п н и й
а б р а з и в значно к р а щ е , ніж сірий чавун. Д л я остаточної доводки, коли
знімається н е в е л и к и й ш а р металу, застосовують чавунні п р и т и р и .
Вони утримують в основному найдрібніші зерна і з а в д я к и твердості
полегшують обробку. Стальні п р и т и р и спрацьовуються швидше, н і ж
чавунні.
Д л я остаточної доводки пастами Г О І , щоб мати д з е р к а л ь н у поверх
ню, слід застосовувати притири, виготовлені зі с к л а «пірекс» аГбо
дзеркального л и т о г о скла, що не має б у л ь б а ш о к , глибоких подря
пин та р а к о в и н .
Шаржирування притирів твердим абразивним м а т е р і а л о м . Існу
ють два способи п о к р и т т я п р и т и р і в а б р а з и в н и м порошком — п р я м и й
і посередній.
П р и п р я м о м у с п о с о б і абразивний порошок вдавлюють
у п р и т и р до роботи. П л о с к и й притир ш а р ж и р у ю т ь за допомогою сталь
ного з а г а р т о в а н о г о бруска або в а л и к а (рис. 340, а). К р у г л и й притир
діаметром б і л ь ш як 10 мм ш а р ж и р у ю т ь на твердій с т а л ь н і й плиті, на
я к у насипано т о н к и м рівним шаром а б р а з и в н и й порошок. За допомо
гою іншої плити п р и т и р прокочують доти, поки а б р а з и в не буде вдав
лений у нього р і в н о м і р н о по всій поверхні (рис. 340, б).
270
268.
бРис. 340. Шаржирування притирів;
а — плоского; б — круглого
П і с л я ш а р ж и р у в а н н я з п р и т и р а видаляють з а л и ш к и а б р а з и в н о г о
п о р о ш к а волосяною щіткою, притир ледь змащують і застосовують
д л я роботи без додавання вільного абразивного матеріалу доти, поки
він не перестане оброблювати деталь.
П р я м и й спосіб ш а р ж и р у в а н н я притирів має р я д переваг: п р и т и р
ш а р ж и р у є т ь с я к р а щ е й більше, при доводці к р у п н і ш і зерна абрази
вів подрібнюються або вдавлюються глибше в п л и т у , точність довод
к и п р и т и р о м в и щ а , н і ж п р и посередньому ш а р ж и р у в а н н і .
П о с е р е д н і й с п о с і б п о л я г а є у покритті притира ш а р о м
масла, на я к е потім насипають а б р а з и в н и й порошок. У процесі шаржи
р у в а н н я зерна абразивів вдавлюються у матеріал п р и т и р а , бо він
м ' я к і ш и й з а оброблювану деталь.
П р а ц ю ю т ь притиром до повного з а т у п л е н н я а б р а з и в н и х зерен.
Д о д а в а т и новий а б р а з и в н и й порошок під час роботи (особливо перед
з а в е р ш е н н я м доводки) не слід, бо це призводить до з н и ж е н н я точності
обробки.
§ 85. ПРИЙОМИ ПРИТИРКИ ТА ДОВОДКИ. МЕХАНІЗАЦІЯ
ПРИТИРАЛЬНИХ І ДОВОДОЧНИХ РОБІТ
Прийоми притирки та доводки. Д л я п р о д у к т и в н о ї і точної при
т и р к и треба п р а в и л ь н о вибирати й строго дозувати к і л ь к і с т ь
а б р а з и в н и х
м а т е р і а л і в ,
а т а к о ж мастила. З а й в а кіль
кість а б р а з и в н о г о порошка або мастила п е р е ш к о д ж а є сполученню по
в е р х о н ь , що п р и т и р а ю т ь с я , від чого продуктивність і я к і с т ь п р и т и р к и
знижуються.
П р и . остаточній притирці підвищення продуктивності та якості
д о с я г а ю т ь д о д а в а н н я м у зону обробки абразивного порошку в суміші
з розведеним у гасі стеарином.
П р и п р и т и р ц і слід в р а х о в у в а т и тиск на деталі, що п р и т и р а ю т ь с я .
П р и його підвищенні з б і л ь ш у є т ь с я швидкість процесу, але т і л ь к и до
певної м і р и . П р и надто в е л и к о м у тиску зерна роздавлюються, поверх
ня деталі виходить із з а д и р к а м и й інколи стає непридатною. З в и ч а й н о
271
269.
2т и с к при п р и т и р ц і становить 150...400 к П а (1,5...4 кгс/см ). П р и
остаточній п р и т и р ц і тиск слід зменшувати.
Д о в о д к у п л о с к и х п о в е р х о н ь з в и ч а й н о в и к о н у ю т ь на нерухомих
доводочних плитах. Форму і розмір п л и т и вибирають з а л е ж н о від
розміру й форми деталей, що п р и т и р а ю т ь . П о в е р х н ю плити посипа
ють ш л і ф у в а л ь н и м порошком. О п е р а ц і я доводки п о д і л я є т ь с я на по
передню (чорнову) та остаточну (чистову).
В и р і б пересувають круговими р у х а м и . Д о в о д к у ведуть доти, поки
п о в е р х н я , що до в о ди т ь ся , не буде матовою або д з е р к а л ь н о ю . Щ о б ді
стати блискучу поверхню, доводку з а в е р ш у ю т ь притиром з твердої
деревини, п о кр и т у розведеним у спирті віденським вапном.
Д о в о д к а на п л и т а х дає д у ж е хороші р е з у л ь т а т и , тому на них об
робляють деталі, що потребують високої точності обробки (шаблони,
к а л і б р и , п л и т к и тощо).
Щ о б плита с п р а ц ь о в у в а л а с я рівномірно, оброблювану д е т а л ь пе
реміщують р і в н о м і р н о по всій поверхні плити. Аби запобігти жолоб
ленню при доводці, треба с л і д к у в а т и , щоб оброблювана деталь сильно
не н а г р і в а л а с я . Я к щ о деталь н а г р і л а с я , доводку слід здійснювати
п о в і л ь н і ш е , даючи деталі прохолонути. Д л я ш в и д к о г о о х о л о д ж е н н я
деталь кладуть на чисту масивну металеву плиту.
А б р а з и в н и й п о р о ш о к (або паста) с п р а ц ь о в у є т ь с я п і с л я 8... 10 кру
гових р у х і в по одному й тому самому місцю, після чого його вида
л я ю т ь з плити чистою г а н ч і р к о ю й замінюють новим а б р а з и в н и м ма
теріалом. Попередню доводку п р о в а д я т ь на плиті з к а н а в к а м и (рис. 3 4 1 , а),
а остаточну — на г л а д е н ь к і й плиті (рис. 341, б) на одному місці, вико
ристовуючи л и ш е з а л и ш к и п о р о ш к а , що зберігся ца деталі від попе
редньої операції.
Доводку вузьких поверхонь ( н а п р и к л а д , ш а б л о н і в , к у т н и к і в , лі
нійок) в и к о н у ю т ь за допомогою чавунних і стальних н а п р я м н и х брус
ків (кубиків) і п р и з м . До б р у с к а чи призми п р и к л а д а ю т ь оброблювану
деталь і разом їх переміщують
по доводочній плиті (рис. 342, а).
Доводка
циліндричної по
верхні малого радіуса п о к а з а н а
на рис. 342, б.
а
Рис. 34І\ Доведення плоских поверхонь:
272
Рис. 342. Доведення вузької плоскої
поверхні (а) і циліндричної поверх
ні малого радіуса (б)
270.
Рис. 343. Доведення скоб, скріплених гвинтами (а), і пакетів деталей, скріплених заклепками (б) та струбцинами (в)
Д о в о д к а п а к е т а д е т а л е й . Одночасну обробку кількох д е т а л е й ,
з ' є д н а н и х гвинтами ( р и с 343, а), з а к л е п к а м и ( р и с 343, б), струбцина
ми ( р и с 343, в) у пакет, в и к о н у ю т ь переміщенням пакета по доводочній плиті. При цьому забезпечується висока продуктивність І
в і д п а д а є потреба у додаткових пристроях.
Д о в о д к а к у т н и к а . Д л я доводки ш и р о к и х поверхонь
кут
ник ( р и с 344„а) з а к р і п л ю ю т ь на д е р е в ' я н о м у б р у с к у з гніздом і разом*
з д е р е в ' я н и м бруском переміщують по плиті.
Доводку п о р ш н е в о г о к і л ь ц я ілюструє рис. 344, б, а, прийоми до
водки внутрішніх поверхонь різних деталей — р и с 345, а—в.
Доводку к о н і ч н и х поверхонь виконують при ремонті к р а н і в , кла
панів, гнізд під к л а п а н и тощо.
Д о в о д к у в н у т р і ш н і х
ко
н і ч н и х п о в е р х о н ь в и к о н у ю т ь з а допомогою конічного притира-пробки ( р и с 346, а). Він має гвинтові к а н а в к и д л я у т р и м а н н я
абразивного матеріалу. На к о ж е н хвостовик надягають вороток д л я
обертання п р и т и р а - п р о б к и
( р и с 346, б).
Притир-пробку
після
нанесення на нього рівного
ш а р у абразивно-притироч
ного матеріалу вводять в
оброблюваний отвір і за
допомогою воротка роблять
неповні оберти то в один,
то в п р о т и л е ж н и й бік, а
потім р о б л я т ь м а й ж е пов
Р и с 344. Доведення кутника (а) і поршнево
ний оберт.
го кільця (б)
273.
271.
Рис. 3 4 5 . Доведення внутрішніх поверхонь:а — складних» б — шаблона-висотки; в •— раді усного 'шаблона; 1 — шаблон; 2 — притир; З—
напрямна призма (брусок)
П і с л я 15... 18 обертів притир виймають, насухо протирають ган
чіркою, наносять на нього а б р а з и в н и й матеріал і знову вводять в от
в і р , продовжуючи доводку доти, поки оброблювана поверхня не ста
не матовою рівномірно по всій площі.
Подібно доводять з о в н і ш н і
к о н і ч н і п о в е р х н і , ви
користовуючи для* цього спеціальні притири у вигляді к і л е ц ь з коніч
ним отвором, що відповідає оброблюваному конусу.
Арматура, п р о б к и , ф л а н ц і , к л а п а н и , а т а к о ж к р а н и с п е ц і а л ь н и х
п р и т и р і в не потребують. П і с л я виготовлення їх стичні робочі частини
в з а є м н о п р и т и р а ю т ь с я одна до одної (клапан до г н і з д і ; пробка до кра
на тощо). Я к і с т ь п р и т и р к и п е р е в і р я ю т ь крейдою або кольоровим олів
цем. Д л я у н и к н е н н я б р а к у треба с л і д к у в а т и , щоб до а б р а з и в н о г о по
р о ш к а не потрапили сторонні домішки, сміття, в е л и к і зерна, бо вони
на поверхнях, що притираються, залишають подряпини.
Рис. 3 4 6 . Доведення внутрішніх конічних поверхонь:
а—притир; б —. прийом роботи
274
272.
Притиркуконіч
них поверхонь м о ж н а
виконати, застосову
ючи
коловорот
або
ручний
дриль
(рис. 347). На рисунку
показана
правильно
й неправильно (сліди
фарби уривчасті) ви
конана (за слідом олів
ця), п р и т и р к а .
Доводка різьбових
деталей.
Зовнішню
різьбу доводять різь
бовими к і л ь ц я м и , а
в н у т р і ш н ю — суціль
ними різьбовими оп
Правильно
Неправильно
р а в к а м и ( я к щ о отвір
Рис. 347. Притирання клапана до сідла за допомо
малого діаметра), ви
гою коловорота:
готовленими з сірого
Р — зусилля руки
чавуну. Р і з ь б у вели
ких діаметрів доводять змінними регульованими к і л ь ц я м и , встанов
люваними на розтискній с т а л ь н і й о п р а в ц і .
Доводка деталей з твердих сплавів. Висока твердість с п л а в і в не
д а є змогу вести доводку звичайними абразивами. Як а б р а з и в и д л я
доводки деталей з т в е р д и х с п л а в і в застосовують а л м а з , карбіди бору
і к р е м н і ю , а т а к о ж д е я к і інші матеріали, к р а щ и м и з них є а л м а з , я к и й
забезпечує високу я к і с т ь обробки поверхні.
Вихідним матеріалом д л я дрібних а л м а з н и х порошків є подрібне
ний і п р о с і я н и й алмазний д р і б н я к .
Алмазним пилом посипають або притир, або р о л и к , з м а щ е н і мас
лом. Ш а р ж и р у в а н н я металевого диска здійснюють в д а в л ю в а н н я м у
нього а л м а з н о г о пилу. П р и цьому слідкують за тим, щоб р о л и к л е г к о
й вдльно обертався, інакше замість ш а р ж и р у в а н н я п р и т и р а він ш л і :
фуватиметься останнім. П р и першому ш а р ж и р у в а н н і притира алмаз
ного пилу беруть у 2 рази більше, ніж при наступних.
Механізація доводочних і притирочних робіт. П р о д у к т и в н і ш о ю ,
а т а к о ж менш втомлюваною для робітника є доводка й п р и т и р к а на
доводочних верстатах. Крім спеціальних верстатів для механічної
доводки м о ж у т ь бути відповідно пристосовані й металообробні верста
ти — с в е р д л и л ь н і , стругальні тощо.
На рис. 348 п о к а з а н о верстат для доводки. Д е т а л ь встановлюють
оброблюваною поверхнею на доводочний диск 1 у текстолітовий се
п а р а т о р , я к и й має проріз по контуру деталі. Д о в о д к а поверхні відбу
в а є т ь с я в результаті складного робочого руху, тобто поєднання обертів
275
273.
Рис. 348. Верстат для доводкидоведеного д и с к а
й д е т а л і , що с а м о в с т а н о в л ю є т ь с я на п л о щ и н і
диска.
Я к і с т ь д о в о д к и л и т и х д е т а л е й на цьому верстаті з н а ч н о підвищу
є т ь с я , п р о д у к т и в н і с т ь з б і л ь ш у є т ь с я в 1,5...2 р а з и .
К о н т р о л ь я к о с т і д о в о д к и . П і с л я доводки п о в е р х н і п е р е в і р я ю т ь
на ф а р б у (на добре доведених п о в е р х н я х ф а р б а р о з п о д і л я є т ь с я рівно
м і р н о ) . П л о щ и н н і с т ь п р и доводці к о н т р о л ю ю т ь л е к а л ь н о ю л і н і й к о ю
з точністю до 0,001 мм.
8. Види дефектів при притирці та доводці
Види дефектів
Негладенька
поверхня
й нечиста
Неточність
розмірів,
спотворення геометрич
ної форми
Жолоблення тонких де
талей
276
Причини виникнення
Застосування крупнозернистих абразивних
порошків,, неправиль
ний підбір мастила
Неправильний
вибір
притира
Неправильне встанов
лення притира або де
талі
Великі припуски на об
робку '
Нагрівання деталі
Спосіб запобігання
Застосовувати відповідні аб
разивні порошки і мастила
Застосовувати притири відпо
відних розмірів і форми
Точно встановлювати деталь
на притир або притир на де
таль
Попередньою обробкою забез
печити потрібні припуски на
притирку (доводку)
Не допускати нагрівання де
талей понад 50 °С
274.
П а р а л е л ь н і с т ь плоских поверхонь п е р е в і р я ю т ь мікрометром, індикатором або іншими важільно-механічними п р и л а д а м и , з а д а н и й про
ф і л ь — шаблонами, л е к а л а м и (за методом світлової щ і л и н и ) , кути —
к у т н и к а м и , кутомірами, кутовими п л и т к а м и , шаблонами.
Слід в р а х о в у в а т и й те, що д л я у н и к н е н н я помилок при контролі
всі виміри треба провадити при* 20 °С.
Д е ф е к т и . Н а й р о з п о в с ю д ж е н і ш і при притирці й доводці дефекти,
п р и ч и н и їх в и н и к н е н н я й способи з а п о б і г а н н я подано в табл. 8.
Б е з п е к а п р а ц і . П р и виконанні притирочних і доводочних робіт
т р е б а : оброблювану поверхню обчищати не р у к о ю , а г а н ч і р к а м и , ко
ристуватися захисними п р и с т р о я м и для відсмоктування а б р а з и в н о ї ^
п и л у і обережно поводитися з пастами, бо вони містять кислоти, на
дійно й стійко встановлювати п р и т и р и ; в и к о н у в а т и вимоги безпеки
п р и роботі м е х а н і з о в а н и м інструментом, а т а к о ж на верстатах.
Р о з д і л XVIII. ПАЯННЯ, ЛУДІННЯ, С К Л Е Ю В А Н Н Я
§ 86. ЗАГАЛЬНІ ВІДОМОСТІ ПРО ПАЯННЯ.
ПРИПОЇ ТА ФЛЮСИ
З а г а л ь н і відомості.
П а я н н я — ц е процес виготовлення нер о з ' є м н о г о з ' є д н а н н я матеріалів з н а г р і в а н н я м нижче т е м п е р а т у р и їх
автономного п л а в л е н н я (змочування, р о з т і к а н н я й заповнення з а з о р а
м і ж ними розплавленим припоєм і зчеплення їх при к р и с т а л і з а ц і ї
шва).
П а я н н я ш и р о к о застосовують у різних г а л у з я х промисловості.
У машинобудуванні його використовують при виготовленні л о п а т о к
і дисків турбін, трубопроводів, радіаторів, ребер двигунів повітря
ного о х о л о д ж е н н я , рам велосипедів, посудин промислового призна
чення, газової а п а р а т у р и тощо. В електропромисловості та приладо
будуванні п а я н н я є в ряді в и п а д к і в єдино можливим методом з'єд
нання деталей. Його застосовують при виготовленні електро- і радіо
а п а р а т у р и , т е л е в і з о р і в , деталей е л е к т р о м а ш и н , п л а в к и х запобіжни
к і в тощо.
Д о переваг п а я н н я н а л е ж а т ь : незначне н а г р і в а н н я з ' є д н у в а н и х
частин, що зберігає с т р у к т у р у й механічні властивості металу; чистота
з ' є д н а н н я , я к а не потребує найчастіше наступної обробки; з б е р е ж е н н я
розмірів і форми деталі; міцність з ' є д н а н н я .
Сучасні способи дають змогу паяти вуглецеві, леговані й нержа
віючі сталі, кольорові метали та їх сплави.
П р и п о ї . Я к і с т ь , міцність т а е к с п л у а т а ц і й н а надійність п а я н о г о
з ' є д н а н н я в п е р ш у чергу з а л е ж а т ь від п р а в и л ь н о г о вибору припою.
Не всі метали і сплави м о ж у т ь бути припоями. П р и п о ї повинні мати
т а к і властивості:
27?
275.
температуру п л а в л е н н я нижчу за температуру п л а в л е н н я матеріалів, що паяють;
у розплавленому стані (у захисному середовищі, під флюсом або
у вакуумі) добре змочувати матеріал, що п а я є т ь с я , і легко розтікатися
по його поверхні;
забезпечувати достатньо високі зчіплюваність, міцність, пластич
ність і герметичність п а я н о г о з ' є д н а н н я ;
мати коефіцієнт термічного розширення , б л и з ь к и й до відповідного
коефіцієнта матеріалу, що п а я є т ь с я .
Платинові
Кобальтові
Титанові
Цирконієві
Марганцеві
Нікелеві
Срібні
Мідно-цинкові
Алюмінієві
Магнієві
Олов'яно-цинкові
Олов'яно -свинцеві
Галієві
Свинцево-олов'яні
із сріблом
баеапюкомпонентні
на свинцево - олов'яній
основі
^
Вісмутові
Рис. 349. Класифікація припоїв за температурою плавлення
278
276.
В результаті тривалого практичного відбору і багаточисленнихнаукових досліджень були підібрані групи припоїв, що мають опти
мальне поєднання властивостей.
З а л е ж н о від температури п л а в л е н н я припої к л а с и ф і к у ю т ь т а к
(рис. 349): тверді (тугоплавкі) — високоміцні, що мають температуру
п л а в л е н н я понад 500 °С; м ' я к і (легкоплавкі) — менш міцні, що мають
температуру п л а в л е н н я нижче 500 °С.
Л е г к о п л а в к і
п р и п о ї ш и р о к о застосовують у різнома
нітних г а л у з я х промисловості та побуту; вони я в л я ю т ь собою с п л а в
олова зі свинцем. Різні кількісні співвідношення олова зі, свинцем
визначають властивості припоїв.
Олов'яно-свинцеві припої п о р і в н я н о з іншими мають високу змо
чувальну здатність, хороший опір корозії. П р и п а я н н і цими п р и п о я м и
властивості з ' є д н у в а н и х матеріалів п р а к т и ч н о не змінюються.
Л е г к о п л а в к і припої с л у ж а т ь д л я п а я н н я сталі, міді, ц и н к у , свин
цю, олова та їх с п л а в і в , сірого чавуну, алюмінію, к е р а м і к и , с к л а та ін.
П а я н н я л е г к о п л а в к и м и припоями застосовують тоді, коли не мож
на нагрівати метал до високої температури, а т а к о ж при невисоких
вимогах до міцності паяного з ' є д н а н н я . З ' є д н а н н я , спаяні за допомо
гою л е г к о п л а в к и х припоїв, достатньо герметичні.
Л е г к о п л а в к і припої випускають у вигляді чушок, дроту, литих
п р у т и к і в , зерен, стрічок фольги, трубок (заповнюють к а н і ф о л л ю )
0 2...5 мм, а т а к о ж у вигляді п о р о ш к і в і паст із п о р о ш к у з флюсом.
Л е г к о п л а в к і припої можна виготовити й безпосередньо в цеху або
майстерні. Д л я цього у металевих ковшах р о з п л а в л я ю т ь олово й ста
рий припій, потім додають невеликі шматочки свинцю, добре р о з м ь
шують. Д л я того щоб припій не в и г о р я в , поверхню посипають товче
ним деревним в у г і л л я м .
Д л я о д е р ж а н н я спеціальних властивостей до олов'яно-свинцевих
припоїв додають сурму, вісмут, кадмій, індій, ртуть та інші метали.
Олов'яно-свинцеві припої виготовляють таких м а р о к :
безсурм'янисті — П О С 90, П О С 6 1 , П О С 40, ПОС 10, ПОС 61М
1 П О С К 50-18;
м а л о с у р м ' я н и с т і — ПОССу 61-05, ПОССу 50-0,5, ПОССу 40-0,5,
ПОССу 35-0,5, ПОССу 25-0,5, ПОССу 18-0,5;
сурм'янисті ПОССу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2,
ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3,
ПОССу 5-І і ПОССу 4-6.
У позначенні м а р к и букви в к а з у ю т ь : ПОС — п р и п і й о л о в ' я н о свинцевий; М — мідь; К — к а л і й ; числа в к а з у ю т ь : перше — на вміст
олова, %; наступні — на вміст міді й калію, % (решта — до 100 % —
свинець). П р и слюсарних
роботах
частіше застосовують припій
П О С 40.
Л е г к о п л а в к і припої застосовують при паянні тонких о л о в ' я н и х
предметів, скла з металевою арматурою, деталей, я к і особливо чут-
279
277.
ливі до н а г р і в а н н я , а т а к о ж тоді, к о л и припій має бути температурнимз а п о б і ж н и к о м (в електричних теплових приладах тощо).
Т у г о п л а в к і
п р и п о ї — ц е т у г о п л а в к і метали т а сплави.
З них ш и р о к о застосовують мідно-цинкові та срібні. Д л я о д е р ж а н н я
певних властивостей і температури п л а в л е н н я в ці сплави додають
олово, м а р г а н е ц ь , алюміній, з а л і з о та інші метали.
Д о д а в а н н я у невеликій кількості бору підвищує твердість і міц
ність припою, але й підвищує к р и х к і с т ь п а я н и х швів.
З ' є д н а н н я , паяні міддю й п р и п о я м и на її основі, мають високу
корозійну стійкість; більшість з них витримують високі механічні
н а в а н т а ж е н н я . Температура п а я н н я п р и п о я м и на мідній основі ста
новить 850... 1150 °С. Ці припої застосовують для о д е р ж а н н я з ' є д н а н ь ,
які мають бути міцними при високих т е м п е р а т у р а х , в ' я з к и м и , стійки
ми проти втомленості й корозії. Цими припоями м о ж н а п а я т и сталь,
чавун, мідь, нікель та їх сплави, а т а к о ж інші метали й с п л а в и з ви
сокою температурою п л а в л е н н я . Тверді припої поділяють на дві ос
новні групи — мідно-цинкові й срібні.
Мідно-цинкові припої в и п у с к а ю т ь трьох марок: ПМЦ-36 для па
яння латуні з вмістом 60...68 % міді; ПМЦ-48 — д л я п а я н н я мідних
сплавів, що мають міді понад 68 %; ПМЦ-54 д л я п а я н н я бронзи,
міді, томпаку і сталі. Мідно-цинкові припої п л а в л я т ь с я при 700...
950 °С.
У марці буква П означає слово «припій», МЦ — мідно-цинковий;
цифра в к а з у є на вміст міді ( % ) .
Ці припої випускають у вигляді зерен. З е р н а припоїв з а л е ж н о
від розміру поділяють на два к л а с и : А — зерна розміром 0,2...З мм;
Б — зерна розміром 3...5 мм.
Ф л ю с и . З підвищенням температури швидкість о к и с л е н н я повер
хонь деталей, що паяються, значно зростає, в результаті чого припій
не пристає до деталі. Д л я видалення оксиду застосовують хімічні ре
човини, які називаються ф л ю с а м и .
Флюси поліпшують умови
з м о ч у в а н н я поверхні металу, що п а я є т ь с я , р о з п л а в л е н и м припоєм,
з а х и щ а ю т ь поверхню паяного металу та розплавленого припою від
окислення при нагріванні та в процесі п а я н н я , розчиняють існуючі
на поверхні металу, що п а я є т ь с я , та припою оксидні п л і в к и .
Р о з р і з н я ю т ь флюси для м ' я к и х і твердих припоїв, а т а к о ж для па
я н н я алюмінієвих сплавів, нержавіючих сталей і чавуну.
Флюси для м ' я к и х п р и п о ї в . До цих флюсів н а л е ж а т ь хлористий
цинк, нашатир, каніфоль, п а я л ь н і пасти тощо.
Х л о р и д
ц и н к у , я к и й називається т а к о ж травленою кисло
т о ю , — д у ж е хороший флюсуючий засіб при п а я н н і чорних і кольоро
вих металів (крім цинкових та оцинкованих деталей, алюмінію та його
сплавів). П р и г о т о в л я ю т ь хлористий цинк розчиненням 1 ч дрібно по
рубаного ц и н к у у 5 ч соляної кислоти.
Щ о б хлористий цинк не д у ж е с п р и я в корозії п а я н о г о шва, до роз280
278.
чину додають н а ш а т и р н и й спирт, доливаючи його до хлористого цинку тонкою ц і в к о ю до з н и к н е н н я молочного к о л ь о р у .
Н а ш а т и р
(хлористий амоній) — біла гірко-солона
н а смак
сіль. В и к о р и с т о в у є т ь с я у вигляді п о р о ш к у й к р и с т а л і в . П р и нагрі
ванні н а ш а т и р р о з к л а д а є т ь с я з виділенням ш к і д л и в о г о д л я з д о р о в ' я
білого газу, тому при п а я н н і слід застосовувати не чистий н а ш а т и р ,
а розчин, що с к л а д а є т ь с я з 0,5 л води, 100 г н а ш а т и р ю та невеликої
кількості хлористого ц и н к у .
Д о с и т ь е н е р г і й н и м є т а к и й флюс ( % ) : хлористого ц и н к у — 25...20,
нашатирю — 5...20; води — 70...30.
К а н і ф о л ь — жовтувато-коричнева
смолиста
речовина,
яцу
дістають у в и г л я д і паличок або п о р о ш к у при перегонці соснової смоли.
Флюсуючі властивості каніфолі значно слабші, н і ж у інших флюсів,
але вона не в и к л и к а є корозії п а я н о г о шва. З а в д я к и цьому к а н і ф о л ь
п е р е в а ж н о застосовують д л я п а я н н я електро- і р а д і о а п а р а т у р и .
К а н і ф о л ь застосовують у вигляді порошку, паличок або розчину
в спирті.
П а я л ь н а
п а с т а — ц е рідина, виготовлена з хлористого
цинку та амонію або хлористого цинку і к р о х м а л ю .
Д л я виготовлення п а я л ь н о ї пасти к р о х м а л ь р о з ч и н я ю т ь у воді,
потім розчин к и п ' я т я т ь доти, поки не зробиться клейстер. Крохмаль
ний клейстер у холодному вигляді додають до розчину хлористого
цинку або хлористого амонію, перемішуючи доти, п о к и не вийде
ледь л и п к а рідина.
П р и п а я н н і н е р ж а в і ю ч и х і ж а р о м і ц н и х сталей застосовують суміш
з 50 % п л а в л е н о ї бури і 50 % борної кислоти, розчинених у розчині
хлористого ц и н к у до густої пасти. П р и паянні сірого ч а в у н у до бури
додають хлористий к а л і й , перекис м а р г а н ц ю або о к с и д з а л і з а .
П р и п а я н н і п а я л ь н у пасту рівним шаром н а н о с я т ь на поверхні,
щ о п а я ю т ь с я . П і с л я п а я н н я з а л и ш к и змивають водою з а допомогбю
волосяної щ і т к и або г а н ч і р ' я .
Флюси для твердих п р и п о ї в . Д о цих флюсів н а л е ж а т ь бура, борна
кислота та д е я к і інші речовини.
Б у р у
застосовують у в и г л я д і п о р о ш к у , д л я чого ї ї товчуть у
ступці й просіюють. Щоб при нагріванні бура не п і н и л а с я , п е р е д за
с т о с у в а н н я м її п р о ж а р ю ю т ь . Б у р а л е г к о вбирає вологу з п о в і т р я , то^У
її зберігають в банці з притертою пробкою. Р е к о м е н д у є т ь с я застосо
в у в а т и безводну буру, бо і н а к ш е флюс при н а г р і в а н н і в т р а ч а є воду,
н а б р я к а є й т р і с к а є т ь с я , внаслідок чого ускладнюється процес п а я н н я .
Недоліком бури є те, що п і с л я о х о л о д ж е н н я вона з а л и ш а є на шві
досить міцну п л і в к у . Д л я з н и ж е н н я т е м п е р а т у р и п л а в л е н н я в буру
інколи додають хлористий ц и н к .
Б о р н а
к и с л о т а — ц е білі, ж и р н і н а дотик л у с о ч к и . З а
своїми флюсуючими властивостями борна кислота к р а щ а за буру,
але використовується рідше, бо в а р т і с т ь її в и щ а .
11
4-1664
281
279.
Ф л ю с идля
п а я н н я
а л ю м і н і є в и х
с п л а в і в .
Як флюси при п а я н н і алюмінієвих с п л а в і в застосовують складні за
хімічним складом суміші: фтористого натрію, хлористих літію, к а л і ю ,
ц и н к у та ін. Хлористі солі мають здатність розчиняти оксиди алюмі
нію, тому їх роль у флюсах є основною. Хлористі л і т і й і к а л і й в в о д я т ь
до с к л а д у флюсів д л я з н и ж е н н я температури п л а в л е н н я .
П р и п а я н н і алюмінію м ' я к и м и припоями застосовують т а к у су
міш: 3 мас. ч. деревного масла; 2 мас. ч. каніфолі; І мас. ч. кальцино
в а н о г о хлористого цинку.
Д л я п а я н н я алюмінію т а його сплавів використовують т а к о ж
флюс 34А, що с к л а д а є т ь с я з 10 % фтористого натрію, 8 % хлористого
ц и н к у ; 32 % хлористого літію, 50 % хлористого к а л і ю .
Ф л ю с и
для
п а я н н я
н е р ж а в і ю ч и х
сталей.
Одним з т а к и х флюсів є пастоподібна суміш бури й борної кислоти
(порівну), з а м і ш а н а у насиченому розчині хлористого цинку. Засто
совують т а к о ж флюс 200, я к и й складається з 70 % борної кислоти,
21 % бури і 9 % фтористого к а л і ю . Ц е й флюс підходить д л я п а я н н я
к о н с т р у к ц і й н и х і нержавіючих сталей, а т а к о ж ж а р о м і ц н и х с п л а в і в
л а т у н н ю з твердими п р и п о я м и .
Ф л ю с о м
для
п а я н н я
ч а в у н у
(сірого ч и к о в к о г о )
с л у ж и т ь бура ( ~ 6 0 %) з д о д а в а н н я м хлористого ц и н к у ( ^ 3 8 %) і
м а р г а н ц е в о к и с л о г о к а л і ю ( ~ 2 % ) . Д о цього флюсу, крім того, входить
п е р е к и с м а р г а н ц ю (або х л о р а т калію), я к и й с п р и я є в и г о р я н н ю графі
ту з поверхні металу і тим самим забезпечує о д е р ж а н н я чистої, добре
з м о ч у в а н о ї п р и п о є м поверхні.
Ф л ю с о м
для
п а я н н я
с в и н ц е в и х с п л а в і в
мо
ж е с л у ж и т и стеарин.
§ 37. ПАЯЛЬНІ ЛАМПИ
П а я л ь н и м и лампами нагрівають деталі, що п а я ю т ь , і р о з п л а в л я ю т ь
п р и п і й . Н и м и користуються найчастіше при п а я н н і л е г к о п л а в к и м и
п р и п о я м и , але інколи застосовують і при п а я н н і т у г о п л а в к и м и припо
ями з відносно невисокою температурою п л а в л е н н я ( н а п р и к л а д ,
срібними).
Н а рис. 350 п о к а з а н а г а с о в а п а я л ь н а л а м п а ,
а на
рис. 351 — л а м п а , що працює на бензині, спирті або гасі.
З а с т о с у в а н н я невідповідного палива порушує нормальну роботу
паяльної лампи.
За зовнішнім виглядом гасові лампи в і д р і з н я ю т ь с я від бензинових
л и ш е р о з м і щ е н н я м змійовика (у гасових лампах він розміщений все
редині т р у б и , а у бензинових — зовні).
Основними частинами гасової п а я л ь н о ї л а м п и (див. рис. .350) є
р е з е р в у а р / д л я пального, р у ч к а 6 для перенесення, з а л и в н а пробка
5, насос 5 д л я н а к а ч у в а н н я повґтря до р е з е р в у а р а , п а л ь н и к з венти282
280.
Рис. 35 Ь. Лампа, що працює на бензині, спирті або гасі:1 — запобіжний стержень; 2 — резервуар для пального; 3— повітряний простір; 4 — нагрі
вальна ванночка (чашечка); 5 — канали змішувача; 6 — труба; 7 — змішувальна труба; 8 —
сопло; 9— захисний пристрій від вітру; У0 — вентиль; И — кришка заливного отвору; 12 —
насос
лем 4 для регулювання кількості подаваного п а л ь н о г о , змійовик
для
підігрівання
пального, т р у б а 3,
що
спрямовує полум'я.
В трубі є отвори для надходження свіжого повітря до п а л ь н и к а .
П і д трубою розміщується чашечка (нагрівальна ванночка) 2, в я к у
наливають пальне для р о з п а л ю в а н н я паяльної лампи.
Перед р о з п а л ю в а н н я м лампи вентиль 4 з а к р и в а ю т ь , п о в і т р я з
р е з е р в у а р а в и п у с к а ю т ь через п о в і т р я н и й к л а п а н 7, я к и й з н а х о д и т ь с я
у з а л и в н і й п р о б ц і . П і с л я в и п у с к у повітря п о в і т р я н и й к л а п а н закри
вають. Потім підпалюють бензин, з а л и т и й до чашечки, і підігріва
ють змійовик
пальника.
До моменту повного в и г о р я н н я бензину з чашечки слід п і д к а ч а т и
повітря до р е з е р в у а р а , ледь в і д к р и т и вентиль і піднести л а м п у до
цеглини на відстані 10... 15 мм. Р о з п и л е н е п а л ь н е , що с п а л а х н у л о ,
остаточно п і д і г р і в а є п а л ь н и к , з я к о г о виходить синювате п о л у м ' я .
П і с л я цього вентилем регулюють інтенсивність г о р і н н я .
Г а с я т ь лампу лише з а к р и т т я м в е н т и л я , п і с л я чого в и п у с к а ю т ь
повітря з р е з е р в у а р а через повітряний к л а п а н .
М а л о г а б а р и т н а
н а г р і в а л ь н а
лампа,
створена
Д о р о б о ю (рис. 352, а), складається з тонкостінного (0,3 мм) к о р п у с а
2, у торці я к о г о є отвір 0 0,2 мм, р е г у л я т о р а 1 температури п о л у м ' я ,
п р о б к и 4, бензостійкої гумової п р о к л а д к и З і сферичної л а т у н н о ї сі
точки 5, встановленої у корпусі в н у т р і ш н ь о г о т о р ц я для запобіган
ня засміченню отвору і створення камери для в и п а р о в у в а н н я бен
зину. Л а м п у з а п р а в л я ю т ь бензином Б-70.
Температура
горіння
11*
283
281.
/г
зч
досягає 1000... 1200 °С. П р о м і ж о к часу роботи між з а п р а в к а м и ста
новить 20...25 хв. Подача в и п а р і в бензину відбувається за р а х у н о к
тиску, що в и н и к а є , п р и розширенні бензину, внаслідок підігріван
ня тонкої корпусної частини л а м п и .
У подальшому тиск всередині корпуса лампи підтримується за
р а х у н о к теплоти від сопла через р е г у л я т о р температури п о л у м ' я
до тонкостінної частини корпуса.
Цю лампу застосовують при виконанні м о н т а ж н и х , слюсарнос к л а д а л ь н и х , авторемонтних та інших робіт. Горить лампа у гори
зонтальному і в е р т и к а л ь н о м у п о л о ж е н н я х .
П а я л ь н а " т р у б к а (рис. 352, б ) застосовується для п а я н н я
дрібних деталей або п а я н н я у важкодоступних місцях. П р и с т а в и в ш и
т р у б к у одним кінцем до п о л у м ' я спиртової лампочки, дують у неї
з іншого боку, спрямовуючи п о л у м ' я у місце п а я н н я .
Н е з в а ж а ю ч и на те що п а я л ь н а лампа є нескладним пристроєм,
н е п р а в и л ь н а її е к с п л у а т а ц і я може призвести до нещасного в и п а д к у ,
тому необхідно в и к о н у в а т и такі основні п р а в и л а б е з п е к и ?
зберігати бензин, потрібний д л я р о з п а л ю в а н н я п а я л ь н о ї л а м п и ,
в о к р е м і й посудині;
з а п р а в л я т и п а я л ь н у лампу лише у безпечному в п о ж е ж н о м у від
ношенні місці;
Р и с 353. Розпалювання лампи:
а — б і л я цеглини; б— біля захисного пристрою
284
282.
з а л и в а т и п а л ь н е лише з посудини, що має тонку зливну т р у б к у ,або через невелику л і й к у на листі; к і л ь к і с т ь з а л и т о г о п а л ь н о г о не
повинна перевищувати 3/4 об'єму р е з е р в у а р а ;
з а п р а в л я т и п а я л ь н у лампу можна лише пальним, на я к е вона
розрахована;
з а п р а в к а л а м п и , що не п р о к о л о л а , категорично з а б о р о н я є т ь с я ;
розпалювання
паяльної
лампи
здійснювати
біля
цеглини
(рис. 353, а) або спеціалізованого захисного пристрою (рис. 353, б);
на випадок с п а л а х у в а н н я п а л ь н о г о , що п р о л и л о с я , треба мати побли
зу робочого місця пісок д л я гасіння вогню.
§ 88. ІНСТРУМЕНТИ ДЛЯ ПАЯННЯ. ВИДИ ПАЯНИХ ШВІВ
П а я л ь н и к и . Основним інструментом д л я п а я н н я є п а я л ь н и к . З а
способом н а г р і в а н н я п а я л ь н и к и поділяють на т р и групи — періодич
ного п і д і г р і в а н н я , безперервного п і д і г р і в а н н я газом або рідким паль
ним та електричні. Особливу г р у п у с т а н о в л я т ь п а я л ь н и к и с п е ц і а л ь н о г о
п р и з н а ч е н н я : у л ь т р а з в у к о в і з генератором у л ь т р а з в у к о в о ї частоти
(УП-21); з дуговим підігрівом; з вібруючими п р и с т р о я м и тощо.
К р а щ и м способом н а г р і в а н н я п а я л ь н и к і в є н а г р і в а н н я на звичай
ній електричній плиті, у я к у треба поставити дві ввімкнені п а р а л е л ь н о
с п і р а л і замість однієї. Д л я швидкого н а г р і в а н н я п а я л ь н и к а і змен
шення витрат теплоти в и к о р и с т о в у ю т ь з р о б л е н у з ж е р с т і з а х и с д у
коробочку. П е р е в а г а нагрівання п а я л ь н и к а на е л е к т р о п л и т і п о л я г а є
в тому, що п а я л ь н и к не с т и к а є т ь с я з п о л у м ' я м і рівномірно нагріва
ється.
Н е з а л е ж н о від способу н а г р і в а н н я й к о н с т р у к ц і ї основне при
з н а ч е н н я п а я л ь н и к а п о л я г а є в нагріванні припою до р о з п л а в л е н н я ,
р о з ж а р ю в а н н і р о з п л а в л е н о г о припою і нанесенні його на з ' є д н а н н я ;
прогріванні металу за місцем п а я н н я ; видаленні з а л и ш к і в розплав
л е н о г о припою.
П а я л ь н и к и " п е р і о д и ч н о г о
п і д і г р і в а н н я по
д і л я ю т ь на кутові, або молоткові (рис. 354, я), і п р я м і , або торцеві
(рис. 354, б). Перші застосовують найбільше. Прямі п а я л ь н и к и ви
користовують у в а ж к о д о с т у п н и х місцях. П а я л ь н и к я в л я є собою пев
ної форми кусок міді 5, з а к р і п л е н и й на з а л і з н о м у стержні 2 з де
р е в ' я н о ю р у к о я т к о ю / на кінці.
До п а я л ь н и к і в безперервного п і д і г р і в а н н я н а л е ж а т ь газові й
бензинові.
Г а з о в и й
п а я л ь н и к (рис. 355) має а ц е т и л е н о - к и с н е в и й
п а л ь н и к 4, до я к о г о на стержні 2 п р и к р і п л е н о за допомогою х о м у т и к а
З з в и ч а й н и й п а я л ь н и к 1 з міді. Н і п е л і 7, 8 під ш л а н г и п р и к р і п л е н і
до р у к о я т к и 6. К и с е н ь та ацетилен подаються по ш л а н г а х ніпелів
7 і 8. Подача до п а л ь н и к а ацетилено-ки.сневої суміші регулюєть
ся за допомогою вентилів 5 і 9. Ацетилено-кисневу суміш на виході
285
283.
Рис. 354. Паяльники періодичного підігрівання:
а — кутовий; б — прямий
1
2
З
Рис. 355. Газовий паяльник без
перервного підігрівання
Рис. 356. Бензиновий паяльник
безперервного підігрівання
Рис. 357. Електричні паяль
ники;
а — прямий; б — кутовий; / — мід
ний стержень (теплопередатчик); 2 —
хомутик: З — накладні боковини;
4.*— нагрівальний елемент; б —сталь
на трубка; 6 — рукоятка; 7 — шнур;
в— штепсельна вилка -
з. сопла 10 п а л ь н и к а з а п а л ю ю т ь , п о л у м ' я , що у т в о р и л о с я , н а г р і в а є
робочу частину п а я л ь н и к а .
У б е н з и н о в о м у п а я л ь н и к у (рис. 356) робоча г о л о в к а
/ безперервно підігрівається п о л у м ' я м бензинового ц а л ь н и к а 2. Руко
я т к а З одночасно с л у ж и т ь резервуаром д л я бензину. Р е з е р в у а р запов
нюють неповністю, з а л и ш а ю ч и н е в е л и к и й в і л ь н и й простір. П і с л я
з а п о в н е н н я р е з е р в у а р а бензином міцно з а к р у ч у ю т ь в е н т и л ь на кінці
р у к о я т к и . К а т е г о р и ч н о з а б о р о н я є т ь с я з а п о в н ю в а т и бензином резер
в у а р поблизу вогню.
Е л е к т р и ч н і п а я л ь н и к и застосовують ш и р о к о , бо во
ни прості за к о н с т р у к ц і є ю й зручні п р и к о р и с т у в а н н і . П р и роботі з
ними не утворюються ш к і д л и в і гази, що р о з ' ї д а ю т ь полуду на мідно
му с т е р ж н і , і н а г р і в а н н я місць, я к і паюють, здійснюється рівномір
но при постійній т е м п е р а т у р і , а це з н а ч н о п і д в и щ у є я к і с т ь п а я н н я .
Т а к і п а я л ь н и к и н а г р і в а ю т ь с я ш в и д к о — п р о т я г о м 2...8 хв.
Е л е к т р и ч н і п а я л ь н и к и бувають п р я м и м и (рис. 357, а) і к у т о в и м и (рис. 357, б).
286
284.
Рис, 358. Паяні швиа — стиковий; б —• внапусток; в —
ступінчастий; г — зі скісним зрізом;
д — стиковий з накладкою; є — гер
метичний
Д л я паяння олов'яносвинцевими п р и п о я м и ви
готовляють електричні па
яльники ПЦН-10, ПЦН-16,
ПЦН-25, ПЦН-40, ПЦН-60,
ПЦН-100, ПЦН-160, П Ц Н 250 (букви позначають: П —
паяльник
електричний,
Ц — незмінний
паяльник
стержень, Н — безперерв
ний режим н а г р і в а н н я ; цифрою позначена номінальна п о т у ж н і с т ь
(Вт).
Види паяних швів (рис. 358, а—е). З а л е ж н о від вимог, я к і
с т а в л я т ь с я до виробів, що п а я ю т ь с я , шви п о д і л я ю т ь на три г р у п и :
м і ц н і, я к и м властива певна механічна міцність, але не обов'яз
ково герметичність;
щ і л ь н і — с у ц і л ь н і герметичні ш в и , я к і н е д о п у с к а ю т ь проник
нення будь-якої речовини;
щ і л ь н о м і ц н і , я к и м властиві і міцність і герметичність.
З ' є д н у в а н і деталі слід добре п і д г а н я т и одну до одної.
§ 89. ПАЯННЯ М'ЯКИМИ ПРИПОЯМИ
П а я н н я м ' я к и м и п р и п о я м и поділяється н а к и с л о т н е І б е з к и с л о т н е .
П р и кислотному п а я н н і я к флюс в и к о р и с т о в у ю т ь
хлористий цинк або технічну с о л я н у кислоту, при безкислотному —
флюси, що не містять кислот: к а н і ф о л ь , терпентин, стеарин, паяльну*
пасту тощо. Б е з к и с л о т н и м п а я н н я м дістають чистий шов; після кислот
ного п а я н н я не виключена м о ж л и в і с т ь появи корозії.
Процес п а я н н я м ' я к и м и п р и п о я м и складається з підготовки виро
бу до п а я н н я , підготовки п а я л ь н и к а , р о з п л а в л е н н я припою, охолод
ж е н н я й о ч и щ е н н я шва.
Підготовка виробу до паяння. Міцне п а я н е з ' є д н а н н я м о ж н а
дістати лише у тому р а з і , я к щ о місце п а я н н я попередньо очищено
від бруду, ж и р і в , п р о д у к т і в корозії й оксидних п л і в о к , я к і с и л ь н о
заважають
р о з т і к а н н ю припою та
його п р о н и к н е н н ю
в
шов.
П о в е р х н ю виробів перед п а я н н я м очищають, обезжирюють, т р а в л я т ь ,
промивають і сушать.
М е х а н і ч н е
о ч и щ е н н я поверхні виробів від і р ж і т а ока
л и н и в и к о н у ю т ь наждачним папером, н а п и л к а м и , металевими щ і т к а м и ,
ш л і ф у в а л ь н и м и к р у г а м и , стальним або чавунним шротом.
287
285.
Х і м і ч н ео б е з ж и р ю в а н н я
у л у ж н и х ' в а н н а х е
найпростішим та найефективнішим способом; п о л я г а є воно в обробці
виробів у т о н к о помеленому й розведеному водою до кашкоподібного
стану віденського в а п н а , я к е пензлем наносять на виріб. П о в е р х н ю
потім
ретельно протирають
і
змивають водою:
О б е з ж и р ю в а н н я
в
о р г а н і ч н и х
р о з ч и н н и
к а х застосовують д л я в и д а л е н н я товстого ш а р у масла з виробів з і
складними п о в е р х н я м и , в н у т р і ш н і м и п л о щ и н а м и й глибокими отво
рами. Д л я цього використовують ацетон, бензол,
с к и п и д а р , бензин,
метиловий та етиловий спирти тощо.
Х і м і ч н е
т р а в л е н н я застосовують у тому разі, к о л и ок
сидні п л і в к и , я к і є на поверхні виробу, та інші з ' є д н а н н я не видаля
ються о б е з ж и р ю в а н н я м і п е р е ш к о д ж а ю т ь утворенню міцного з ' є д н а н н я
припою з металом, що п а я є т ь с я . Т р а в л е н н я здійснюють з а н у р е н н я м
виробів у розчини сірчаної, соляної, фосфорної та інших кислот.
О ч и щ е н н я
за
д о п о м о г о ю
у л ь т р а з в у к у засто
совують тоді, к о л и інші способи не забезпечують потрібну чистоту
п о в е р х н і . В у л ь т р а з в у к о в и х в а н н а х як очисне середовище викорис
т о в у ю т ь органічні р о з ч и н н и к и , л у ж н і розчини, г а р я ч у воду, м и л ь н и й
розчин тощо.
П і д г о т о в к а п а я л ь н и к а п о л я г а є п е р ш за все в доведенні робочої час
тини під кутом ЗО...40° й очищення в і д слідів о к а л и н и . Потім обушок
п а я л ь н и к а нагрівають, слідкуючи, щоб його робоча частина знахо
д и л а с я у зоні п о л у м ' я , що не коптить, і н а г р і в а н н я здійснювалося до
певних
температур — 250...300 °С
при п а я н н і дрібних деталей і
340...400 °С при п а я н н і в е л и к и х . Необхідно с л і д к у в а т и , щоб паяль
ник не перегрівся. Н а г р і в а н н я п а я л ь н и к а понад 500 °С підвищує
о к а л и н о у т в о р е н н я й ускладнює л у д і н н я н а к о н е ч н и к а . О з н а к о ю пере
г р і в а н н я є поява зеленуватого п о л у м ' я й швидке з г о р а н н я каніфолі
з виділенням диму замість її п л а в л е н н я . П р и перегріванні п а я л ь н и к
знімають з вогню, дають т р о х и п р о х о л о н у т и , з а т и с к у ю т ь у л е щ а т а х ,
обпилюють плоским напилком робочий к і н е ц ь дочиста з обох боків
і знімають з ребер з а д и р к и (рис. 359, а).
П р о н о р м а л ь н е н а г р і в а н н я п а я л ь н и к а с у д я т ь з а легким покраснінням обушка. Я к щ о п а я л ь н и к недостатньо н а г р і т и й , т о п р и п і й
на п о в е р х н я х , що п а я ю т ь с я , швидко остигає і перетворюється на кашо
подібну масу. Т а к е п а я н н я д у ж е неміцне. П і д час т р и в а л о г о п а я н н я
періодично очищають робочу частину п а я л ь н и к а в і д о к а л и н и сталь
ною щ і т к о ю і н а п и л к о м .
Н а г р і т и й п а я л ь н и к (рис. 359, б) ш в и д к о з н і м а ю т ь з вогню, очи
щ а ю т ь від о к а л и н и з а н у р е н н я м у х л о р и д ц и н к у (рис. 359, в), потім
набирають з п р у т к а 1...2 к р а п л і припою (рис. 359, г) і проводять па
я л ь н и к о м по к у с к у нашатирю (рис. 359, д) доти, п о к и к і н е ц ь паяль
н и к а не п о к р и є т ь с я рівним ш а р о м п р и п о ю . Потім п р о т р а в л ю ю т ь
місце п а я н н я (рис. 359, є).
288
286.
Рис. 359. Паяння м'якими припоями:а — доводка паяльника; б — нагрівання о б у ш к а г « — зачищення від окалини хлори
стим цинком; г—захоплення розплавленого п р и п о ю ; д — облужування на ш м а т у
нашатирю; е— протравлювання місця паяння (нанесення ф л ю с у ) : * —- нанесення при
пою (заповнення зазору)
П а я л ь н и к н а к л а д а ю т ь на місце с п а ю в а н н я (рис. 359, е), трохи
з а т р и м у ю т ь його на одному місці д л я п р о г р і в а н н я деталі, потім по
в і л ь н о і рівномірно переміщають по місцю с п а ю в а н н я . П р и цьому
р о з п л а в л е н и й п р и п і й с т і к а є з п а я л ь н и к а і заповнює з а з о р и шва
(0,05...0,15 мм).
Д л я з а п о б і г а н н я н а г р і в а н н ю сусідні зі швом д і л я н к и деталі на
к р и в а ю т ь м о к р и м и г а н ч і р к а м и або з а н у р ю ю т ь у воду. П і с л я охоло
д ж е н н я п а я н и й шов очищають, промивають, п р о т и р а ю т ь сухим ган
чір'ям.
Н а г р і т и й п а я л ь н и к не можна класти на стіл або в е р с т а к , бо він
ш в и д к о охолоне й з а б р у д н и т ь с я , п а я л ь н и к кладуть на підставку
(рис. 360, а). Робоче місце п а я л ь щ и к а п о к а з а н о на рис. 360, б.
П р и масовому виготовленні деталей п а я н н я здійснюють занурен
ням їх у в а н н у з р о з п л а в л е н и м припоєм.
Прийоми п а я н н я п о к а з а н о на рис. 361, а—д.
Особливості паяння посудин для зберігання горючих рідин. Па
яння
посудин
(бочок,
бідонів)
для
горючих
рідин або г а з і в ,
щ о б уникнути вибуху потребує особливих заходів безпеки.
П е р ш за все посудини ретельно промивають. П е р е д п а я н н я м їх
в щ е р т ь наповнюють ВРОДОЮ І витримують д е я к и й час, щоб в и п а р и за
л и ш к і в п а л ь н о г о в и в і т р и л и с я остаточно. З л и в ш и воду починають
паяння.
П е р е д п а я н н я м м о ж н а т а к о ж п р о п а р и т и або промити б а к г а р я ч о ю
водою до з н и к н е н н я з а п а х у пального (краще промити 6 %-ним розчи289
287.
Рис. 360. Паяльник на підставні (а) і робоче місце паяльщика (б)ном каустичної соди). Непромиту посудину до робочого місця під
носити не м о ж н а , бо при п а я л ь н і й лампі, що працює, найменша не
о б е р е ж н і с т ь може в и к л и к а т и вибух посудини.
К о л и п а я н н я з а в е р ш е н е і виріб повністю прохолов, зі шва зні
мають з а л и ш к и припою, в и р і б промивають і висушують у сушилці
сухою тирсою або стиснутим п о в і т р я м .
Рис, 3 6 1 . Прийоми паяння:
а — стиковим швом; о — напустковим швом? в—тонкої пластини а говстим напустковим швом; г — труби; д ~ товстих проводів
290
288.
Паяння трубвиконують у т а к і й
послідовності:
очищають напилком або шабером місце п а я н н я ; на місце спаю
наносять пензлем флюс, п р и к л а д а ю т ь нагрітий і п о л у д ж е н и й паяль
ник і пруток припою до місця п а я н н я , р о з п л а в л я ю т ь п р и п і й , рівно
мірно, повільно, безперервно переміщують п а я л ь н и к на л і н і ї шва,
даючи припою заповнити шов. П і с л я з а в е р ш е н н я п а я н н я й повного
о х о л о д ж е н н я труби видаляють флюс і промивають трубу в теплій
воді.
Особливості паяння деяких металів і сплавів. Низьковуглецеві
сталі добре піддаються п а я н н ю як м ' я к и м и , т а к і твердими припоя
ми. Як м ' я к і припої застосовують олов'яно-свинцеві, а як флюс —
х л о р и д цинку або каніфоль.
В и с о к о в у г л е ц е в і
та
і н с т р у м е н т а л ь н і
с т а л і м о ж н а п а я т и мідно-цинковими і срібними п р и п о я м и .
Паяння ч а в у н н и х
д е т а л е й виконують л а т у н я м и і сріб
ними п р и п о я м и . П е р е д п а я н н я м деталі очищають від оксидів, масла,
а оброблювану поверхню зачищають механічним способом. Потім
у місці п а я н н я киснево-ацетиленовим п о л у м ' я м з надміром кисню
випалюють в і л ь н и й графіт, деталі прогрівають, очищають від окси
дів і п о к р и в а ю т ь бурою. Н а г р і в а н н я м о ж н а здійснювати п а я л ь н о ю
лампою, не допускаючи н а г р і в а н н я деталі понад 900 °С.
П і с л я з а в е р ш е н н я п а я н н я чавунні деталі відпалюють — нагрі
вають до 700...750 °С, витримують п р и цій температурі п р о т я г о м
20../25 хв, потім охолоджують на повітрі. Д о б р о я к і с н и й шов утворю
ється тоді, коли поверхні деталей, що п а я ю т ь с я , до п а я н н я були по
криті міддю.
П а я н н я
н е р ж а в і ю ч и х
с т а л е й пов'язане з деякими
труднощами, бо внаслідок хімічного в п л и в у кисню на легуючі еле
менти при нагріванні відбувається окислення поверхні сталі. З метою
в и л у ч е н н я оксидів і подальшого з а п о б і г а н н я їх утворенню застосо
вують різноманітні флюси (наприклад, буру). Н е р ж а в і ю ч і сталі па
яють припоєм ПСр45.
М і д ь і ї ї с п л а в и добре паяються усіма способами.
П а я н н я а л ю м і н і ю досить складна о п е р а ц і я , б о алюміній швид
ко о к и с л ю є т ь с я на повітрі, покриваючись д у ж е тонкою оксидною
п л і в к о ю , я к а в а ж к о піддається п а я н н ю .
Оксидну п л і в к у в и д а л я ю т ь у процесі п а я н н я механічним, хіміч
ним або у л ь т р а з в у к о в и м способами. Перед п а я н н я м поверхню виробу
обезжирюють у бензині або гарячому 10 %-ному розчині каустичної
соди, а потім протравлюють у розчині кислоти або з а ч и щ а ю т ь . П р и
механічному способі в и д а л е н н я оксидів місце шва нагрівають до тем
п е р а т у р и п л а в л е н н я припою., н а н о с я т ь р о з п л а в л е н и й п р и п і й (цинк,
олово або їхні сплави) і шабером або щіткою під шаром п р и п о ю руй
нують оксидну ц л і в к у . П р и п і й змочує поверхню алюмінію і п і с л я
охолодження утворює шов.
291
289.
К р а щ і р езу льт ат и п а я н н я алюмінію дає з а стосу ва ння ультразвук о в и х п а я л ь н и к і в , я к і створюють у розплавленому припої коливан
ня у л ь т р а з в у к о в о ї частоти (від 20 к Г ц до 1 ГГц); частки п р и п о ю
починають р у х а т и с я , в д а р я ю т ь с я об поверхню алюмінію і р у й н у ю т ь
оксидну п л і в к у . Д л я у л ь т р а з в у к о в о г о п а я н н я застосовують п р и п і й
на цинковій або о л о в ' я н і й основі з д о д а в а н н я м кадмію та алюмінію.
* П р и хімічному способі оксидна п л і в к а руйнується а к т и в н и м и
ф л ю с а м и . Я к флюс застосовують суміш з 1 0 % фториду н а т р і ю ,
8 %
х л о р и д у ц и н к у , 32 % хлориду літію
та 50 %
хлориду
к а л і ю . Місце п а я н н я і пруток припою підігрівають до 3 0 0 . . . 4 0 0 °С.
П р и п і й з а н у р ю ю т ь у порошкоподібний флюс, а місце п а я н н я додат
к о в о підігрівають до температури дещо більшої за температуру плав
л е н н я припою. Проводячи припоєм з натиском і швидко
по шву,
що п і д і г р і в а є т ь с я , флюсом в и д а л я ю т ь оксидну п л і в к у . П р и п і й пла
в и т ь с я і заповнює ш о в . Д л я в и д а л е н н я з а л и ш к і в флюсу виріб п і с л я
п а я н н я промивають.
§ 90. ПАЯННЯ ТВЕРДИМИ ПРИПОЯМИ
П а я н н я твердими п р и п о я м и застосовують д л я виготовлення міц
них і термостійких швів і здійснюють т а к :
поверхні підганяють одну до одної о б п и л ю в а н н я м (рис. 362, а)
І р е т е л ь н о чистять від бруду, оксидних п л і в о к і ж и р і в механічним
або хімічним способом;
підігнані поверхні в місці п а я н н я п о к р и в а ю т ь флюсом (рис. 362,
б); на місце спаю накладають шматочки припою — мідні п л а с т и н к и
(рис. 362, в) і з а к р і п л ю ю т ь їх м ' я к и м в ' я з а л ь н и м дротом (рис. 362,
г); підготовлені деталі нагрівають п а я л ь н о ю лампою (рис. 362, д),
у к о в а л ь с ь к о м у горні або електропечі;
к о л и п р и п і й р о з п л а в и т ь с я , деталь знімають з вогню і т р и м а ю т ь
у т а к о м у п о л о ж е н н і , щоб припій не міг стікати зі шва;
потім деталь п о в і л ь н о о х о л о д ж у ю т ь (охолоджувати у воді деталь
з н а п а я н о ю п л а с т и н к о ю не м о ж н а , бо це послабить міцність з ' є д н а н н я ) .
З а с т о с о в у ю т ь т а к о ж інший спосіб п а я н н я : підготовлену д е т а л ь
нагріізають і посипають бурою, потім знову н а г р і в а ю т ь і до місця
з ' є д н а н н я підводять кінець мідного або л а т у н н о г о дроту, я к и й , роз
п л а в л я ю ч и с ь , з а л и в а є місце спаю. В міру о х о л о д ж е н н я с п а я н і дета
лі промивають у воді, протирають сухими г а н ч і р к а м и і просушують;
шов з а ч и щ а ю т ь наждачним папером або обпилюють напилком.
Д е ф е к т и . Н а й р о з п о в с ю д ж е н і ш і при п а я н н і дефекти,
причини
їх в и н и к н е н н я і способи усунення подано в табл. 9.
Б е з п е к а п р а ц і * П р и п а я л ь н и х роботах і лудінні слід в и к о н у в а т и
певні вимоги безпеки. Робочі місця, призначені д л я в и к о н а н н я п а я н н я
дрібних деталей, слід обладнувати місцевими в и т я ж н и м и пристроями,
292
290.
бРис. 362. Паяння твердими припоями:
а — підгонка поверхонь: 6 — змащування поверхонь флюсом; в — встановлення мідної
пластини; г — фіксування з'єднуваних деталей напрямною прокладкою; д — нагрівання
деталей
9. Види дефектів при паянні
Вид дефекту
Припій не змочує по
верхню металу, що пая
ється
Напливи
припою
(натікання)
Припій
при
доброму
змочуванні
не затікає
в зазор
Поверхня паяного шва
має велику шорсткість
Тріщини у шві
Зміщення і перекоси в
паяних з'єднаннях
Причина виникнення
Недостатня
флюсу
активність
Наявність на поверхні ок
сидної плівки, .жирових
та інших забруднень
Недостатнє
прогрівання
деталей (припій не роз
плавлюється)
Малий зазор
Перевищена температура
або час паяння
Значна різниця у коефі
цієнтах теплового розши
рення припою та металу
Неякісне скріплення дета
лей перед паянням
Спосіб усунення
Збільшити кількість флю
су або додати до нього
фтористі солі
Поліпшити
обробку
по
верхонь
Підвищити температуру па
яння
Підібрати оптимальний
розмір зазору
Зменшити температуру аби
час паяння
Підібрати відповідний при
пій
Не допускати зміщення де*
талей при затвердінні при
пою
293
291.
що забезпечують безпосередньо на місці п а я н н я швидкість рухуповітря не менш як 0,6 м/с.
У п р и м і щ е н н я х , де в и к о н у в а л и с я п а я л ь н і роботи, має .бути поми
та підлога (сухе п р и б и р а н н я підлоги не д о з в о л я є т ь с я ) . З б е р і г а н н я
одягу
у приміщеннях,
де відбувається п а я н н я , з а б о р о н я є т ь с я .
Безпосередньо, б л и з ь к о до робочих місць, призначених д л я ви
к о н а н н я робіт з п а я н н я дрібних деталей м ' я к и м и п р и п о я м и , с л і д вста4 новлювати: у м и в а л ь н и к , бачок з 1 % -ним розчином оцтової кислоти
д л я попереднього обмивання р у к ; легкозмивні переносні місткості
для з б и р а н н я паперових та бавовняних салфеток і г а н ч і р ' я . Б і л я вми
в а л ь н и к а постійно мають бути мило, щ і т к а і салфетки д л я в и т и р а н н я
р у к ( в и к о р и с т а н н я р у ш н и к і в з а г а л ь н о г о к о р и с т у в а н н я не дозволя
ється).
П і д г о т о в к а металів і процес п а я н н я п о в ' я з а н і з виділенням пилу,
а т а к о ж ш к і д л и в и х в и п а р і в к о л ь о р о в и х металів і солей, які викли
к а ю т ь п о д р а з н е н н я слизової оболонки очей, у р а ж е н н я . ш к і р и й от
р у є н н я . Тому при паянні та лудінні треба дотримуватися т а к и х пра
вил безпеки:
робоче місце п а я л ь щ и к а має бути обладнане місцевою вентиля
цією;
не допускається робота у з а г а з о в а н и х п р и м і щ е н н я х ;
після
роботи
і
перед с п о ж и в а н н я м їжі треба ретельно ви
м и т и руки з милом;
х і м і к а т и слід засипати обережно, малими п о р ц і я м и , не допуска
ючи в и н и к н е н н я бризок (попадання кислоти в очі може в и к л и к а т и
сліпоту, в и п а р и кислот т а к о ж дуже шкідливі);
с і р ч а н у кислоту слід зберігати у с к л я н и х б у т л я х . з притертими
п р о б к а м и , бутлі вміщують у плетені к о ш и к и й обкладають м ' я к и м и
прокладками;
к о р и с т у в а т и с я м о ж н а т і л ь к и розведеною кислотою; при розве
денні кислоту слід доливати у воду тонкою цівкою, безперервно помі
шуючи розчин ( з а б о р о н я є т ь с я
л и т и
воду
в
кис
л о т у , бо при з ' є д н а н н і води з кислотою відбувається сильна хі
м і ч н а р е а к ц і я з в и д і л е н н я м великої кількості теплоти, навіть п р и
незначній кількості води, я к а п о т р а п л я є у кислоту, вода ш в и д к о
нагрівається
і
перетворюється
на
п а р у , що може
викликати
вибух);
не допускаються ручні операції (промивання, п р о т и р а н н я виро
бів, р о з л и в а н н я тощо), при яких м о ж л и в е безпосереднє д о т и к а н н я
ш к і р и робітника до дихлоретану (вогненебезпечна отруйна рідина)
або с у м і ш е й , щ о містять його;
при нагріванні п а я л ь н и к а слід дотримуватися з а г а л ь н и х п р а в и л
безпеки поводження з джерелами н а г р і в а н н я ;
при роботі з п а я л ь н о ю лампою треба перевірити її справність;
пальне слід наливати в лампу* не більш як на 75 % місткості, заборо294
292.
няється доливати або наливати пальне у лампу, що не п р о х о л о л а ; гасову лампу треба з а п р а в л я т и л иш е гасом;
у електричного п а я л ь н и к а р у к о я т к а має бути сухою і не прово
дити струму.
§ 91. ЛУДІННЯ
П о к р и т т я поверхні металевих виробів тонким ш а р о м с п л а в у (олова,
с п л а в у олова зі свинцем тощо), я к и й відповідає п р и з н а ч е н н ю в и р о б у ,
називається л у д і н н я м ,
а шар, щ о наноситься,— п о л у д о ю .
Л у д і н н я , як п р а в и л о , застосовують при підготовці
деталей до
п а я н н я , а т а к о ж для захисту виробів від корозії, о к и с л е н н я .
Л у д і н н я є підготовчою о пе р а ці єю при з а л и в а н н і п і д ш и п н и к і в
бабітом. Полуду в и г о т о в л я ю т ь т а к , як і п р и п і й . Як полуду вико
ристовують олово і с п л а в и на його основі.
С п л а в а м и олова зі свинцем і цинком л у д я т ь металеві вироби з ме
тою з б е р е ж е н н я їх від і р ж і . К р а с и в у білу й блискучу полуду д л я лу
діння х у д о ж н і х виробів дістають зі сплавів олова з вісмутом (відпо
відно 90 і 10 % ) .
Процес л у д і н н я складається з підготовки поверхні, виготовлення
полуди та її нанесення на поверхню.
П і д г о т о в к а поверхні до. л у д і н н я з а л е ж и т ь від вимог, що став
л я т ь с я до виробу і способу нанесення полуди. П е р е д п о к р и т т я м оло
вом поверхню обробляють щ і т к а м и , шліфують, обезжирюють і трав
лять.
Щ і т к а м и обробляють звичайно поверхні, покриті о к а л и н о ю або
сильно забруднені. Перед обробкою вироби промивають чистою водою,
а при обробці застосовують для п р и с к о р е н н я процесу дрібний пісок,
пемзу і в а пн о .
Нерівності на виробах в и д а л я ю т ь ш л і ф у в а н н я м а б р а з и в н и м и
кругами і шкурками.
Хімічне о б е з ж и р ю в а н н я поверхонь здійснюють у водному роз
чині каустичної соди (на 1 л води 10 г соди). Р о з ч и н н а л и в а ю т ь у ме
т а л е в и й посуд і нагрівають до к и п і н н я . У нагрітий розчин занурю
ють на 10... 15 хв деталь, потім виймають її, промивають у чистій,
к і л ь к а р а з і в зміненій теплій воді й просушують. На добре обезжире
ній поверхні к р а п л і чистої води р о з т і к а ю т ь с я .
Ж и р о в і речовини вилучають віденським вапном, м і н е р а л ь н і мас
ла — бензином, гасом та іншими розчинниками. Мідні, латунні й сталь
ні вироби т р а в л я т ь протягом 20...23 хв у 20...ЗО %-ному розчині сір
чаної кислоти з п і д і г р і в а н н я м .
Способи л у д і н н я . Л у д і н н я здійснюють двома способами — зану
р е н н я м у полуду (невеликі вироби) і р о з т и р а н н я м (великі вироби).
Л у д і н н я
з а н у р е н н я м здійснюють у чистому метале
вому посуді, до я к о г о з а к л а д а ю т ь , а потім р о з п л а в л я ю т ь полуду,
295
293.
насипаючи на поверхню дрібні шматочки деревного в у г і л л я д л я запоб і г а н н я окисленню. П о в і л ь н о з а н у р и в ш и виріб у р о з п л а в л е н у полуду
(рис. 363, а), тримають його у ній до п р о г р і в а н н я , а потім виймають,
ш в и д к о обтрушуючи. З а л и ш к и полуди знімають, протираючи клоч
чям, обсипаним порошкоподібним нашатирем. Потім виріб промивають
у воді й с у ш а т ь у тирсі.
Л у д і н н я
р о з т и р а н н я м
виконують, попередньо наніс
ши на очищене місце волосяною щ і т к о ю або клоччям хлористий цинк.
Потім р і в н о м і р н о нагрівають п о з е р х н ю виробу до температури плав
л е н н я полуди, я к а наноситься п р у т к о м ( р и с 363, б). О б с и п а в ш и клоч
чя порошкоподібним нашатирем, розтирають нею нагріту поверхню
т а к , щоб полуда р о з п о д і л я л а с я рівномірно (рис. 363, в). П і с л я цього
нагрівають і в тому самому п о р я д к у л у д я т ь інші м і с ц я .
294.
Шеляг л у д і н н я охололий. виріб протирають змоченим/ водоюком, промивають водою і с у ш а т ь .
піс
§ 92. СКЛЕЮВАННЯ
З а г а л ь н і відомості.. С к л е і Ь в а н н я — ц е процес з ' є д н а н н я де
талей м а ш и н , будівельних к о н с т р у к ц і й та інших виробів за допомогою
к л е ї в . Клейове, з ' є д н а н н я нероз'ємне.
З ' є д н а н н я м а т е р і а л і в с к л е ю в а н н я м знаходить усе ш и р ш е засто
с у в а н н я . Клейові з ' є д н а н н я мають достатню герметичність, водоі маслостійкїсть, високу стійкість проти в і б р а ц і й н и х та у д а р н и х
н а в а н т а ж е н ь . С к л е ю в а н н я у багатьох в и п а д к а х м о ж е замінити паян
н я , к л е п а н н я , з в а р ю в а н н я , посадку з натягом. До недоліків клейових з ' є д н а н ь н а л е ж а т ь : незначна теплова стій
кість (при температурі + 9 0 °С міцність їх р і з к о з н и ж у є т ь с я ) ; схиль
ність д о п о в з у ч о с т і п р и т р и в а л і й дії в е л и к и х статичних н а в а н т а ж е н ь ;
т р и в а л і строки в и с и х а н н я ; необхідність н а г р і в а н н я д л я набуття стій
кості й герметичності, н и з ь к а міцність на зсув тощо.
Н а д і й н о з ' є д н а т и деталі малої товщини можна, я к п р а в и л о , л и ш е
склеюванням.
Клейові з ' є д н а н н я здійснюють різноманітними способами.
Най
частіше застосовують напусткові та стикові з ' є д н а н н я за допомогою
п л а н к и , в т у л к и тощо. Найрозповсюдженіші клеиові з є д н а н н я показ а н о на рис. 364, а—в.
Д
Ш
Клеючі речовини.
Існують різноманітні
види клеючих речо
вин.
Найвідоміший
клей Б Ф , я к и й випу
с к а є т ь с я під м а р к а м и
Б Ф - 8 , БФ-4,
БФЛЗ
тощо.
У ні в е р с а л ь *
н и й к л е й БФ-2"застосовують д л я скле
ювання металів, с к л а ,
фарфору,
бакеліту,
текстоліту та інших
м а т е р і а л і в . Й о г о ме
ханічна міцність збеРис. 364.
наяня:
Клейові
з'ед-
а — площинні; б — таврові;
є?-— ц и л і н д р и і р і і і / — напу
с т к о в і ; / / - т АВІЗНІ ' (шпун
тові); /Я — ОМкові
297
295.
рігається при нагріванні до температури не більш як 80 °С Ц е йклей застосовують д л я з а р і в н ю в а н н я тріщин у невідповідальних міс
ц я х чавунних корпусів, зміцнення нерухомих с п р я ж е н ь , к р і п л е н н я
н а к л а д о к на дисках муфт зчеплення тощо.
К л е й БФ-2 бензо- і маслостійкий, вогнебезпечний, є хорошим
д і е л е к т р и к о м , з а х и щ а є склеєні поверхні від корозії. З б е р і г а т и його
с л і д у з а к у п о р е н о м у посуді й оберігати від п о т р а п л я н н я води.
К л е й Б Ф - 2 у рідкому стані наносять на підготовлені поверхні
з ' є д н у в а н и х деталей якомога тоншим шаром. Потім плівка
клею
сушиться до в і д л и п а н н я п р и 20...60 °С протягом 50...60 хв. П і с л я
цього н а н о с я т ь і знову с у ш а т ь д р у г и й ш а р , за ним — третій. Потім
склеювані деталі з ' є д н у ю т ь і рушать при 140...150 °С протягом ЗО...
2
60 хв під тиском 1...2 М П а (10...20 кгс/см ).
К л е ї Б Ф - 4 і Б Ф - 6 застосовують д л я о д е р ж а н н я еластичного
шва п р и з ' є д н а н н і т к а н и н , гуми, фетру. П о р і в н я н о з іншими клея
ми вони м а ю т ь невелику, міцність.
К л е й ВС-10Т застосовують д л я склеювання деталей, щ о трива
лий ч а с працюють п р и температурі до 300 °С. Він м а є високу міц
ність і стійкість проти в п л и в у гасу, мастильних масел, води. Часто цим
клеєм п р и к р і п л ю ю т ь н а к л а д к и до гальмівних колодок автомобілів.
К л е й ВС-10Т в и п у с к а ю т ь у готовому д л я в и к о р и с т а н н я в и г л я д і .
З б е р і г а ю т ь його у герметичному посуді в темному приміщенні. Про
т я г о м 6 м і с я ц і в в і н зберігає свої клейові властивості. ,
Я
К л е й н а н о с я т ь у рідкому в и г л я д і в один-два ш а р и , П і с л я нане
сення перший ш а р с у ш а т ь п р и нормальній температурі протягом
1 год, а потім н а н о с я т ь д р у г и й ш а р . П і с л я цього деталі з ' є д н у ю т ь
і с у ш а т ь при 140...180 °С протягом 1...2 год п і д т и с к о м 50...200 к П а
2
(0,5...2 кгс/см ).
К а р б і н о л ь ний
к л е й м о ж е бути рідким або пастоподіб
ним (з наповнювачем). Основою цього клею є карбінбліьний сироп,
д о я к о г о додають п е р е к и с бензолу.
Клей придатний д л я з ' є д н а н н я
сталі, чавуну, алюмінію, фарфору, ебоніту,
пластмас і забезпечує
міцність с к л е ю в а н н я л и ш е при використанні його протягом 3...5 год
п і с л я п р и г о т у в а н н я . Механічна міцність швів, в и к о н а н и х к а р б і нольним клеєм, зберігається п р и температурі до 60 °С.
Склеєні деталі с у ш а т ь на повітрі протягом однієї доби. Карбінольний клей бензо- і маслостійкий, не піддається впливові кислот
і л у г і в , води, спирту та ацетону. Застосовують його д л я с к л е ю в а н н я
деталей к а р б ю р а т о р і в , а к у м у л я т о р н и х банок та інших робіт.
Пастоподібний к а р б і н о л ь н и й клей застосовують п е р е в а ж н о д л я
с к л е ю в а н н я м а р м у р у , фарфору, пористих м а т е р і а л і в , д л я зарівню
в а н н я т р і щ и н , отворів тощо. Н е д о л і к о м цих к л е й о в и х з ' є д н а н ь є низь
ка стійкість проти високої температури.
Б а к е л і т о в и й
л а к — розчин
смол . в етиловому спирті.
Д е т а л і , склеєні бакелітовим л а к о м , сушать п р и
140...160 °С Збе-
293
296.
рігають бакелітовий л а к у закритому посуді п р и температурі не більшя к ЗО °С в темному місці. Застосовують д л я наклеювання накладок
на диски муфт зчеплення. Пластмасові й скляні деталі с к л е ю ю т ь к а р *
б і н о л ь н и м . к л е є м і бакелітовим лаком.
Е п о к с и д н і
к л е ї н е потребують теплової обробки склею
в а н и х деталей. Д л я склеюваний застосовують епоксидні клейові
с п о л у к и , що затвердівають при 18...20 °С. Д л я виготовлення цих
с п о л у к до епоксидних смол (ЕД-5, ЕД-6, ЕД-40) додають затверд ж у в а ч — поліетилен-поліамін (приблизно 10 мас. ч на 100 мас. ч
епоксидної смоли), дибутилфталат (10... 15 мас. ч на 100 мас. ч. епок
сидної смоли) і наповнювач; для цього використовують алюмінієву
або бронзбву пудру, стальний або чавунний порошок, портландцемент,
с а ж у , с к л о в о л о к н о тещо). Наповнювачі збільшують в ' я з к і с т ь епок
сидної с п о л у к и й підвищують міцність клейового шва.
Т е р м о с т і й к і
к л е ї застосовують для склеювання деталей
з різних металів і неметалевих матеріалів, які працюють в умовах
високих температур і вібрацій. Клеєм ВК-32-200 склеюють деталі,
що п р а ц ю ю т ь безперервно до 300 год при 200 °С і до 20 год при 300 °С.
К л е й наносять у два шари. П і с л я нанесення перший ш а р витримують
15...20 хв при 20 °С, другий ш а р — 15...20 хв п р и 20 °С і 90 хв при
65 °С. Матеріали з'єднані клеєм ВК-32-200, можуть працювати в ін
тервалі т е м п е р а т у р від 60 до 120 °С;
Клей бензо-, масло- і водостійкий. Протягом 4 місяців м а т е р і а л и ,
з ' є д н а н і цим клеєм, можуть працювати в умовах, близьких до тропіч
них (при вологості 90 % і температурі 50 °С) без цомітного з н и ж е н н я
міцності з ' є д н а н н я .
Термостійкі клеї на основі кремнійорганічних смол застосовують
для склеювання металевих і неметалевих матеріалів. Клей И П З - 9
утворює шви невеликої міцності, але забезпечує високу термо- і во
достійкість, а т а к о ж герметичність.
Клеєм И П З - 9 з'єднують метали, кераміку, гуму та інші матері
али. З ' є д н а н н я д у ж е міцні при температурі 300 °С.
Клей Б Ф К - 9 . м а є високу термостійкість, його застосовують д л я
з ' є д н а н н я металів з неметалами. Клей наносять на обидві п о в е р х н і
тонким шаром і сушать протягом 1 год при 20 °С і 15 хв при 60 °С.
Потім наносять другий шар і сушать протягом того самого часу.
Т е х н о л о г і ч н и й процес с к л е ю в а н н я незалежно від м а т е р і а л і в , що
склеюються, і м а р о к клеїв складається з таких етапів: підготовка по
в е р х о н ь до с к л е ю в а н н я — взаємна підгонка, очищення від пилу й
ж и р у і н а д а н н я потрібної шорсткості, нанесення клею пензлем, шпа
телем, пульверизатором, в и т р и м к а після нанесення клею (час ви
тримки з а л е ж н о від сортів клею і матеріалу деталей, що склеюються,
к о л и в а є т ь с я від 5 хв до ЗО год і довше), затвердіння клею (викорис
товують печі з о б і г р і в а н н я м газами, п а л ь н и к и , установки з електронагрівачами, установки С В Ч тощо; температурний режим коливаєть299
297.
ся від 25 до 250 °С і вище); контроль якості клейових з ' є д н а н ь (за допомогою лупи, у л ь т р а з в у к о в и х установок тощо).
Дефекти. Основний дефект, я к и й часто бував при склеюванні,
т а к зване «неприклеювания» (ділянки, де не здійснилося склеювання).
П р и ч и н и
н е м і ц н о с т і
к л е й о в и х
з'єднань:
погане очищення поверхонь, що склеюються;
нерівномірне нанесення ш а р у клею на поверхні (окремі д і л я н к и
поверхні не змащені клеєм або змащені густо);
з а т в е р д і н н я нанесеного на поверхні клею до їх з ' є д н а н н я ;
недостатній тиск на з'єднувані частини деталей, що склеюються;
н е п р а в и л ь н и й температурний режим і недостатній чий просушу
в а н н я клейового з ' є д н а н н я .
Р о з д і л XIX. О С Н О В И ВИМІРЮВАННЯ
§ 93. ЗАСОБИ ВИМІРЮВАННЯ І КОНТРОЛЮ. ІНСТРУМЕНТИ
ДЛЯ КОНТРОЛЮ ПЛОЩИННОСТІ ТА ПРЯМОЛІНІЙНОСТІ
З а с о б и вимірювання й контролю. П і д в и м і р ю в а н н я м розу
міють п о р і в н я н н я однойменної величини (довжини з довжиною, ку^а
з кутом, площі з площею тощо) з величиною, що п р и й н я т а за оди
ницю.
Усі засоби в и м і р ю в а н н я й контролю, які застосовуються у слю
сарній справі, м о ж н а поділити на контрольно-вимірювальні інстру
менти та вимірювальні п р и л а д и .
До
к о н т р о л ь н о - в и м і р ю в а л ь н и х
і н с т р у м е н т і в належать:
інструменти д л я к о н т р о л ю площинності й п р я м о л і н і й н о с т і ;
п л о с к о п а р а л е л ь н і кінцеві міри д о в ж и н и (плитки);
ш т р и х о в і інструменти, що відтворюють будь-яке к р а т н е або дро
бове з н а ч е н н я одиниці в и м і р ю в а н н я у м е ж а х ш к а л и (штангенінстру
менти, кутоміри з ноніусом);
мікрометричні інструменти, засновані на дії гвинтової пари (мік
рометри, мікрометричні нутроміри та глибиноміри).
До
в и м і р ю в а л ь н и х
п р и л а д і в
належать:
важільно-механічні (індикатори, індикаторні нутроміри, важіль
ні скоби, мініметри);
оптико-механічні (оптиметри, інструментальні м і к р о с к о п и , проек
тори, інтерферометри);
електричні (профілометри тощо).
Інструменти для контролю площинності та прямолінійності.
Л е к а л ь н і
л і н і й к и виготовляють трьох типів: з двобіч
ним скосом ( Л Д ) з а в д о в ж к и 80, ,125, 200, 320 і 500 мм; т р и г р а н н і
(ЛТ) з а в д о в ж к и 200 і 320 мм; чотиригранні ( Л Ч ) з а в д о в ж к и 200, 390
300
298.
і 500 мм. П е р е в і р к а прямолінійності л е к а л ь н и м и л і н і й к а м и здійснюється за способом світлої щ і л и н и (на просвіт) або за способом
сліду. П р и перевірці прямолінійності з а с п о с о б о м с в і т л о
вої
щ і л и н и л е к а л ь н у л і н і й к у накладають гострою к р о м к о ю
на поверхню, що перевіряється, а д ж е р е л о світла розміщують по
заду л і н і й к и та деталі. Н а я в н і с т ь просвіту м і ж л і н і й к о ю та деталлю
свідчить про в і д х и л е н н я від прямолінійності. П р и достатніх навичках
т а к и й спосіб к о н т р о л ю дає змогу в и я в и т и просвіт від 0,003 до 0,005 мм
(3...5 мкм).
П р и перевірці с п о с о б о м с л і д у робочим ребром л і н і й к и п р о
водять по чистій поверхні, що п е р е в і р я є т ь с я . Я к щ о п о в е р х н я прямо
л і н і й н а , на ній з а л и ш а є т ь с я суцільний слід; в іншому разі слід буде
уривчастим (плямами).
П е р е в і р о ч н і
л і н і й к и
з
ш и р о к о ю
р о б о ч о ю
п о в е р х н е ю в и г о т о в л я ю т ь чотирьох типів (перерізів): п р я м о к у т н і
(ПІП), двотаврові ( Ш Д ) , містки (ШМ), кутові тригранні (УТ).
З а л е ж н о в і д допустимих відхилень від прямолінійності перевіроч
ні л і н і й к и типів Ш П , ШД і ШМ поділяють на три класи — 0, 1 і 2,
а л і н і й к и т и п у УТ поділяють на два к л а с и — 1 і 2. Л і н і й к и 0-го і 1-го
класів застосовують д л я контрольних робіт високої точності, а лі
нійки 2-го к л а с у — д л я м о н т а ж н и х робіт середньої точності.
П е р е в і р к а прямолінійності й площинності цими л і н і й к а м и здій
снюється за л і н і й н и м и в і д х и л е н н я м и і за фарбою (спосіб п л я м ) . П р и
вимірюванні л і н і й н и х в і д х и л е н ь від прямолінійності л і н і й к у к л а д у т ь
на перевірювану поверхню або на дві кінцеві міри однакового розмі
ру. Просвіти м і ж л і н і й к о ю та контрольованою поверхнею вимірю
ють щупом.
Точні р е з у л ь т а т и дає з а с т о с у в а н н я с м у ж о к ц и г а р к о в о г о п а п е р у ,
я к і з певними інтервалами в к л а д а ю т ь під л і н і й к у . В и т я г у ю ч и с м у ж к у
з-під л і н і й к и , за силою п р и т и с к у к о ж н о ї з них судять п р о відхилен
ня від прямолінійності.
П р и перевірці н а ф а р б у робочу поверхню л і н і й к и п о к р и в а ю т ь
т о н к и м шаром б а р в н и к а (сажею, суриком), потім л і н і й к у накладають
на п е р е в і р ю в а н у п о в е р х н ю і п л а в н о без сильного н а т и с к у в а н н я пе
реміщують по ній. П і с л я цього л і н і й к у обережно знімають і за
розміщенням,
к і л ь к і с т ю та розмірами п л я м на поверхні судять
п р о ї ї п р я м о л і н і й н і с т ь . П р и п р а в и л ь н і й площинності п л я м и ф а р б и
розміщуються рівномірно п о всій п о в е р х н і . Ч и м більша к і л ь к і с т ь
п л я м на п е р е в і р ю в а н і й поверхні (квадрата 25 X 25 мм), тим в и щ а
площинність. Т р и г р а н н і перевірочні л і н і й к и виготовляють з к у т а м и
45, 55 і 60°.
П е р е в і р о ч н і
п л и т и
застосовують головним чином д л я
п е р е в і р к и ш и р о к и х п о в е р х о н ь на фарбу, а т а к о ж в и к о р и с т о в у ю т ь як
допоміжні пристрої п р и різноманітних к о н т р о л ь н и х роботах у цехо
вих умовах. П л и т и р о б л я т ь з сірого дрібнозернистого ч а в у н у . За
301
299.
точністю робочої поверхні плити бувають чотирьох класів — 0, 1, 2і 3; перші три к л а с и — перевірочні плити; четвертий — розмічаль
ні. П е р е в і р к а на ф а р б у за допомогою перевірочних плит в и к о н у є т ь с я ,
я к описано вище.
П л и т и оберігають від у д а р і в , п о д р я п и н , з а б р у д н е н н я , після ро
боти ретельно витирають, з м а щ у ю т ь міне р аль ни м маслом, скипи
д а р о м або вазеліном і н а к р и в а ю т ь д е р е в ' я н и м щитом (кришкою).
Л і н і й к и Ш Д , ШМ і УТ не м о ж н а зберігати притуленими одна
до одної, до стіни під д е я к и м кутом, бо вони п р о г и н а ю т ь с я і стають
непридатними для в и к о р и с т а н н я .
§ 94. ШТАНГЕНІНСТРУМЕНТИ
Штангенінструменти поширені в машинобудуванні. їх застосову
ють д л я в и м і р ю в а н н я зовнішніх і в н у т р і ш н і х діаметрів, довжини, тов
щ и н и , глибини тощо.
Ш т а н г е н ц и р к у л і застосовують трьох т и п і в — Ш Ц - І , Ш Ц - І І і Ш Ц - І І І .
їх
виготовляють з різними г р а н и ц я м и в и м і р ю в а н н я , мм: 0...125
( Ш Ц - І ) ; 0...160 ( Ш Ц - І І ) ; 0...400 ( Ш Ц - І І І ) ; в і д л і к и за ноніусом ста
н о в л я т ь 0,1 мм (ШЦ-1) і 0,05 мм (ШЦ-ІІ і Ш Ц - І І І ) .
Ш т а н г е н ц и р к у л ь ШЦ-І (рис. 365) застосовують д л я вимі
р ю в а н н я з о в н і ш н і х , в н у т р і ш н і х розмірів і глибини з величиною від
л і к у за ноніусом 0,1 мм. Ш т а н г е н ц и р к у л ь має ш т а н г у /, на я к і й нане
сена ш к а л а з основними міліметровими поділками. На одному кін
ці цієї штанги є вимірювальні губки 2 і 7, а на іншому — л і н і й к а
6 д л я в и м і р ю в а н н я глибини. По штанзі переміщується рухома р а м к а
З з губками.
Р а м к у у процесі в и м і р ю в а н н я з а к р і п л ю ю т ь на штанзі затискачем 4. Н и ж н і губки 7 с л у ж а т ь для вимірювання зовнішніх р о з м і р і в ,
а верхні
2—внутріш5
$
ніх. На скісній, грані
рамки 3 нанесена шка
ла 5 з дробовими по
д і л к а м и , я к а назива
ється
н о н і у с о м .
Ноніус служить для
визначення
дробової
величини ціни поділ
ки ш т а н г и , тобто д л я
в и з н а ч е н н я часток мі
ліметра. Ш к а л а ноні
уса з а в д о в ж к и 19 мм
поділена на 10 рівних
частин, отже, к о ж н а
Рис. 365. Штангенциркуль ШЦ-І
302
300.
Рис. 366. Прийом вимірювання штангенциркулем ШЦ-І:а—встановлення інструмента на деталь; б — закріплення ргмки
поділка ноніуса дорівнює 19 : 10 = 1,9 мм, тобто вона коротша за
відстань між к о ж н и м и двома поділками, нанесеними на ш к а л у ш т а н г и ,
на 0,1 мм (2 — 1,9
0,1). П р и зімкнених губках початковий ш т р и х
ноніуса збігається з нульовим штрихом ш к а л и ш т а н г е н ц и р к у л я , а
останній (10-й) штрих — з 19-м штрихом ш к а л и .
П р и вимірюванні губки 7 повинні п р и л я г а т и одна до одної без
просвіту. Перед в и м і р ю в а н н я м при зімкнених г у б к а х нульові штри
хи ноніуса й штанги мають з б і г а т и с я .
П р и вимірюванні деталь беруть у ліву р у к у (рис. 366, а). П р а в о ю
р у к о ю п і д т р и м у ю т ь штангу і великим пальцем переміщують р а м к у
до з і т к н е н н я губок з перевірюваною поверхнею, не допускаючи пере
косу губок при нормальному вимірювальному з у с и л л і .
Р а м к у з а т и с к у ю т ь великим і в к а з і в н и м п а л ь ц я м и правої р у к и ,
підтримуючи ш т а н г у іншими п а л ь ц я м и цієї р у к и , ліва р у к а п р и цьо-
301.
Рис. 368. Штангенциркуль ШЦ-ІІ:а — б у д о в а ; б —- п р и к л а д в і д л і к у (0,05 X
X 7 = 0.35 мм);
/ — губка;
2 — затис
кач;
5 — р а м к а ; 4 — штанга; 5 — ш к а л а
ноніуса
му підтримує н и ж н ю губку
штанги (рис. 366, б). П р и чи
танні п о к а з н и к і в штангенцир
к у л ь т р и м а ю т ь п р я м о перед
очима ( р и с 367, а). Ц і л е число
міліметрів
відраховують за
ш к а л о ю штанги з л і в а н а п р а в о
нульовим штрихом ноніуса.
0
1
2
3
4
Д р о б о в а величина ( к і л ь к і с т ь
десятих часток міліметра) ви
з н а ч а є т ь с я м н о ж е н н я м вели
х
0
25
50
75
1
чини в і д л і к у (0,1 мм) на по
6
р я д к о в и й номер ш т р и х а ноніуса, не рахуючи нульового, я к и й збігається зі штрихом ш т а н г и .
П р и к л а д и в і д л і к у п о к а з а н о на рис. 367, б.
Ш т а н г е н ц и р к у л ь Ш Ц - І І (рис. 368, а) з величиною відліку за но
ніусом 0,05 мм с л у ж и т ь д л я зовнішніх і в н у т р і ш н і х в и м і р ю в а н ь і
р о з м і т к и . Це інструмент високої точності. Верхні г у б к и штангенцир
к у л я загострені й в и к о р и с т о в у ю т ь с я д л я р о з м і ч а л ь н и х робіт.
Д л я точного встановлення рухомої р а м к и відносно ш т а н г и штан
г е н ц и р к у л ь о б л а д н а н о мікрометричною подачею (гвинтом і гай
кою).
П о д і л к и на штанзі 4 нанесено через один міліметр. Ш к а л а ноніу
са 5 з а в д о в ж к и 39 мм поділена на 20 р і в н и х частин. О т ж е , к о ж н а
п о д і л к а ноніуса дорівнює 1,95 мм (39 : 20 = 1,95 мм), тобто к о р о т ш а
з а відстань м і ж к о ж н и м и двома поділками, нанесеними н а ш к а л і
ш т а н г и , на 0,05 мм (2 — 1,95 = 0,05).
П е р е д в и м і р ю в а н н я м необхідно п е р е к о н а т и с я у збіжності нульо
вих штрихів ноніуса і ш т а н г и .
Д л я грубих вимірів р а м к у З п е р е м і щ у ю т ь по ш т а н з і до щ і л ь н о г о
п р и л я г а н н я губок / до поверхні вимірюваної деталі і п і с л я закріп
л е н н я затискачем 2 здійснюють в і д л і к . Д л я точного в с т а н о в л е н н я
ш т а н г е н ц и р к у л я і точних вимірів
користуються мікрометричною
подачею.
На рис. 368, б п о к а з а н о п р и к л а д в и з н а ч е н н я часток міліметра
ноніуса ш т а н г е н ц и р к у л я з в і д л і к о м за ноніусом 0,05 мм. Д р о б о в у
в е л и ч и н у 0,35 мм дістали в р е з у л ь т а т і м н о ж е н н я величини в і д л і к у
(0,05 мм) на п о р я д к о в и й номер ш т р и х а ноніуса, тобто 7-го (хрестиком
п о к а з а н о 7-й ш т р и х ноніуса), що збігається з ш т р и х о м ш т а н г и , не
р а х у ю ч и нульової п о д і л к и : 0,05 мм X 7 =* 0,35 мм. Д л я прискорен304
302.
Щ ІЛіііііііІі9 4 8«
#
|10 н
ІІІІІІІІІІ
н
з;
зі
і»
40 <и
«з
у 4« «
т
0
25
50
75
* /2'мм +0,05мм *3
0
25
50
75
І
* 7 ?мм+0,75мм* 0,05мм*
Рис. 369. Штангенциркуль ШЦ-ІІІ:
а — будова; 6 — приклади відліку
ня відліку в и к о р и с т о в у ю т ь цифри ноніуса 25; 50 і т. д . , що позна
чають соті частки міліметра.
4
Ш т а н г е н ц и р к у л ь Ш Ц - І І І (рис. 369, а) з величиною від
л і к у за ноніусом 0,05 мм с л у ж и т ь для зовнішніх і в н у т р і ш н і х вимірю
в а н ь , застосовують його не т а к часто.
Ш т а н г е н ц и р к у л ь Щ Ц - Ш с к л а д а є т ь с я з рухомої р а м к и І , затиска
ча 2 цієї р а м к и ; р а м к и 3 мікрометричної подачі, з а т и с к а ч а 4 р а м к и
мікрометричної подачі, штанги 5 з міліметровими п о д і л к а м и , гай
ки і гвинта 6 мікрометричної подачі, ноніуса 7, рухомої вимірюваль
ної губки 8 і нерухомої в и м і р ю в а л ь н о ї губки 9. В и м і р ю в а н н я й від
л і к (рис. 369, б) в и к о н у ю т ь так, як і ш т а н г е н ц и р к у л е м Ш Ц - І І .
П р и вимірюванні ш т а н г е н ц и р к у л я м и в н у т р і ш н і х розмірів
до
п о к а з н и к і в інструмента додають товщину губок, зазначену на н и х .
Ш т а н г е н г л и б и н о м і р ( р и с 370, а) складається з основи 9 з р а м к о ю
8 і ноніусом /, затискача 2 р а м к и , ш т а н г и 5 з міліметровими поділка
ми, мікрометричної подачі (гвинт 6 і г а й к а 7) і з а т и с к а ч а 3. Вимірю
в а л ь н и м и п о в е р х н я м и ш т а н г е н г л и б и н о м і р а с л у ж а т ь п л о с к а основа
9 і торець 10 ш т а н г и .
Штангенглибиномір с л у ж и т ь для вимірювання глибини
глухих
отворів, к а н а в о к , п а з і в , висоти уступів. Штангенглибиноміри виго
т о в л я ю т ь з м е ж а м и в и м і р ю в а н н я 0...250 мм (відлік за ноніусом
0,05 мм) і 0...500 мм (відлік за ноніусом 0,1 мм).
П е р е д в и м і р ю в а н н я м п е р е в і р я ю т ь нульове п о л о ж е н н я інструмен
та. П р и стиканні в и м і р ю в а л ь н и х поверхонь основи і ш т а н г и з лекаль
ною л і н і й к о ю (рис. 370, б) або плитою (рис. 370, в) нульові ш т р и х и
ноніуса і ш т а н г и мають з б і г а т и с я .
305
303.
вРис. 370, Штангенглибиномір:
г
а— будова; б, <* — перевірка нульового положення
відповідно лекальною лінійкою і на плиті; г —
прийом вимірювання
Рис. 371. Штангенрейсмус:
а — будова та прийом вимі
рювання; б — прийом розмі
чання
П р и вимірюванні основу 9 встановлюють на вимірювану поверхню
(рис. 370, а), від я к о ї починають в и м і р ю в а н н я і п р и т и с к а ю т ь основу
л і в о ю р у к о ю до вимірюваної поверхні, а п р а в о ю р у к о ю ш т а н г у 5
переміщують до упору в поверхню, до я к о ї вимірюють відстань.
У цьому положенні р а м к у 4 мікрометричної подачі с т о п о р я т ь затиска
чем 3. Потім обертають гайку 7 і р а м к у 8 с т о п о р я т ь затискачем 2.
Р е з у л ь т а т и в и м і р ю в а н н я відлічують т а к , як і за штангенцирку
л е м , — за основною ш к а л о ю (цілі міліметри) і за ноніусом / (дробові
частки міліметра).
Іноді д л я вимірювання важкодоступних місць застосовують гли
биномір зі штангами із зігнутим кінцем.
Ш т а н г е н р е й с м у с и с л у ж а т ь д л я в и м і р ю в а н н я висот в і д п л о с к и х
поверхонь і точної розмітки.
Ш т а н г е н р е й с м у с (рис. 371, а, б) складається з основи 9 У в я к і й
ж о р с т к о з а к р і п л е н а штанга 8 зі ш к а л о ю , р а м к и 7 з ноніусом 5 і
стопорним гвинтом 6, пристрою 4 мікрометричної подачі, що має
даижок, гвинт, г а й к у і стопорний гвинт, змінних н і ж о к 1 (для роз
мітки з вістрям і для в и м і р ю в а н н я висоти) з двома в и м і р ю в а л ь н и м и
п о в е р х н я м и ( н и ж н я площина г в е р х н я у вигляді гострих ребер зав306
304.
'аб
Рис. 372. Перевірка нульового положення штангенрейсмуса:
а — на плиті; б — за допомогою кінцевих мір довжини
ш и р ш к и не більше 0,2 мм), стопорного гвинта 2 д л я з а к р і п л е н н я ніж
ки 1 і тримача З на виступі р а м к и 7 д л я голок різної д о в ж и н и .
Д л я перевірки нульового п о л о ж е н н я штангенрейсмуса його пе
ред в и к о р и с т а н н я м встановлюють на перевірочну плиту і р а м к у
о п у с к а ю т ь донизу до з і т к н е н н я вимірювальної поверхні н і ж к и з
п л и т о ю (рис. 372, а). П р и цьому нульовий штрих ш к а л и ноніуса має
збігатися з нульовим штрихом ш к а л и штанги. Я к щ о штангенрейсмус
має нижні границі в и м і р ю в а н н я понад 40 мм, то п е р е в і р к а здійсню
є т ь с я в с т а н о в л е н н я м під н і ж к у п л о с к о п а р а л е л ь н и х к і н ц е в и х мір
(рис. 372, б). У разі відсутності з а з о р а м і ж н і ж к о ю і плитою (або кін
цевою мірою, я к а дорівнює н и ж н і й границі) нульові ш т р и х и ноніуса
і штанги мають збігатися.
П р и вимірюванні (див. рис. 371, а) л і в о ю р у к о ю п р и т и с к а ю т ь ос
нову до плити і підводять н і ж к у до перевірюваної п о в е р х н і , потім
правою рукою за допомогою мікрометричної подачі 4 доводять вимі
р ю в а л ь н у н і ж к у до с т и к а н н я її н и ж н ь о ї частини з перевірюваною
поверхнею. П р и розмітці (див. рис. 3 7 1 , б) правою р у к о ю встанов
люють потрібний р о з м і р (висоту), ледь п р и т и с к у ю т ь лівою р у к о ю
основу до плити, переміщуючи штангенрейсмус відносно розмічуваної деталі. В і с т р я м н і ж к и н а н о с я т ь р и с к и .
П о к а з н и к и штангенрейсмуса читають т а к , як І ш т а н г е н ц и р к у л я .
П р и вимірюванні висоти в е р х н ь о ю в и м і р ю в а л ь н о ю п л о щ и н о ю треба
до о д е р ж а н о г о р о з м і р у додати висоту н і ж о к .
305.
ДОДАТОКШОРСТКІСТЬ ПОВЕРХНІ ЗА ВИДАМИ ОБРОБКИ
Класи
шорсткості
2
1
Середнє арифме
тичне відхилен
ий профілю Яа, 80
мкм
Висота нерів
ностей Н%
4
б
6
20
10
5
2,5
7
9
в
10 11 12
/3
Щ
1,250,630?2 0,160,08ао4 Ц02 орі
160ВО 40 20 10 6,3
320
базова довжина,
мм
3
1,6 0,6 0,4
3,2
0,1 0,05
0,2
8
0,8
0,06
0,25
2,5
Шерстність деталі, якої досягають при цьому способі виготовлення
V
г
V V
1
Свердлення
і.„.:
Розвертання
,»
к
1
гЧ
Фрезерування
_,.Чи&пЩ
)
' )V
-т
Чистобе
НЕ
Кивання в
штампах
Точіння
(
п
Фрезерування
швидкісне
770^
<н
V
Шліфування
V
1 у> V
V
V
"1
Не рт.
Щ
V
ік&і
Хонінгування
Лиття під
тиском
1
1—
V
V
У
1,
Ь—
V
N1—і
V
V
- V
Пресування з
пластмас
Піскоструминна
оброб
V А—і
Електроіскрова
обробка
Притирання
У
Лиття
в кокіль
Лиття
прецизійне
9
V
І
Прокатування
Тонн е
У у
V
V
Протягання
Сиперчистова
'обробка
(Є
Часі ппів Тон не
V
7
Стругання
Ьп
У .
1 ,. 1
1'
Шабрування
V
г™
-
Ш
Ультразвукове
свердління
*
!
'
і
306.
ЗМІСТВступ
. , . .
З
Р о з д і л І. Загальні відомості про слюсарну справу
§ 1. Професія слюсаря
4
§ 2. Види слюсарних робіт
. . . .
§ 3. Культура та продуктивність праці. Якість продук
ції
5
6
Р о з д і л ї ї . Організація праці слюсаря
§ 4 . Наукова організація праці
. . . . . . . . . .
§ 5. Загальні вимоги щодо організації робочого місця
слюсаря
*
,
§ 6. Організація робочого місця слюсаря
.
§ 7. Режим праці
.
§ 8 . Санітарно-гігіенічні умови праці
. . . . . . .
6
16
20
2і
23
Р о з д і л П ї . Безпечні умови праці слюсаря та проти
пожежні заходи
§ 9. Безпечні умови праці
. . . . » '
.
§ 10. Протипожежні заходи
Р о з д і л
§11.
§ 12.
§ 13.
§ 14.
§ 15.
§ 16.
25
27
IV. Площинне розмічання
Загальні поняття
Пристрої для площинного розмічання
. . .
Інструменти для площинного розмічання
. .
Підготовка до розмічання
Прийоми площинного розмічання
Накернювання розмічальних ліній
• 29
.
ЗО
.
34
41
.
42
46
Р о з д і л V . Рубання металу
§ 17.
§ 18.
§ 19.
§ 20.
§21.
Загальні відомості
Інструменти для рубання
. . . . . . . . . .
Процес рубання
Прийоми рубання
,
Механізація рубання
. . . . . . . . . . . .
50
53
57
60
64
Р о з д І л VI. Випрямляння та рихтування металу (хо
лодним способом)
§
§
§
§
22. Загальні відомості
23. Випрямляння металу
24. Обладнання для випрямляння
25. Особливості випрямляння (рихтування) зварних
виробів
» . . , , , • • • . »
66
67
72
74
309
И
307.
Р о з д і л VII. Згинання§
§
§
§
26.
27.
28.
29.
металу
Загальні відомості
.
Згинання деталей з листового та штабового металу
Механізація згинальних робіт
. . . '
Згинання і розвальцьовування труб
74
77
80
81
Р о з д і л VIII. Різання металу
§
§
§
§
ЗО.
31.
32.
33.
Загальні відомості
86
Різання ручними ножицями
87
Різання ножівкою
91
Різання ножівкою круглого, квадратного, штабо-*
вого та листового металу
96
§ 34. Різання труб ножівкою та труборізом
98
§ 35. Механізоване різання
100
§ 36. Особливі види різання
103
Р о з д і л IX. Обпилювання металу
§ 37. Загальні відомості. Напилки
§ 38. Класифікація напилків
§ 39. Рукбятки напилків. Догляд за напилками та
вибір їх
§ 40. Підготовка до обпилювання та прийоми обпилю
вання. Контроль обпиляної поверхні
§ 41. Види обпилювання
§ 42. Механізація обпилювальних робіт
Р о з д і л X.
§ 43.
§ 44.
§45.
§ 46.
§ 47.
§
§
§
§
48.
49.
50.
51.
5?.
53.
54.
55.
112
118
121
129
Свердління
Загальні відомості. Свердла
Загострення спіральних свердел
Ручне т а механізоване свердління . . . . . . .
Свердлильні верстати
. .
.
Встановлення та закріплення деталей для сверд
ління
Кріплення свердел
,
Режим свердління (різання)
Свердління отворів
. . . . . . . .
Особливості
свердління важкооброблюваних
сплавів і пластмас
Р о з д і л XI. Зенкерування,
тання отворів
§
§
§
§
105
108
зенкування
138
146
150
156
159
166
171
173
179
та розвер
Зенкерування
Зенкування
Розвертання отворів
Прийоми розвертання
181
184
185
191
Р о з д і л XII. Нарізування різьби
§
§
§
§
§
§
56.
57.
58.
¿9.
60.
61.
310
Поняття про різьбу, утворення гвинтової лінії
Основні елементи різьби
Профілі різьби
Інструмент для нарізування різьби
Нарізування внутрішньої різьби
Нарізування зовнішньої різьби
.
193
195
196
199
206
209
308.
§ 0 2 . П а р ! л і к и ї м м р п ь б а ил т р у б а х. . . . . . . . 213
§ 63. Механізація иирЫмпшч різьби
. . . . . . . .
214
§ 64, Способи її и іалення зламаних мітчиків . . . . 218
Р озд і л
§
§
§
§
§
65.
66.
67.
68.
69.
X ї 11
Клепання
Загальні відомості
Тиші
заклепок,
. . . . . . . . . . . . . . .
Види заклепкових шві".
Ручне клепання
Механізація клепания
§ 70. Машинне
клепання
. . . . . . . . . . . . .
§ 71. Чеканка
220
221
224
225
228
229
232
Р о з д і л XIV. Просторове розмічання
§ 72. Пристрої для розмічання
. .
§ 73. Прийоми т а послідовність розмічання
Р о з д і л
§
§
§
§
. . . .
234
238
XV. Шабрування
74.
75.
76.
77.
Загальні відомості. Шабери
Загострення та доведення плоских шаберів
. .
Процес шабрування
Шабрування прямолінійних і криволінійних по
верхонь
§ 78. Загострення та доведення тригранних шаберів
§ 79. Механізація
шабрування
§ 80. Заміна шабрування іншими
видами
обробки
Р о з д і л XVI. Розпилювання
242
247
249
252
256
257
258
та припасування
§ 81. Розпилювання
§ 82. Пригонка та припасування
262
263
Р о з д і л XVII. Притирка та доводка
§ 83. Загальні
відомості.
Притиральні
матеріали
§ 84. Притири
§ 85. Прийоми притирки та доводки. Механізація при
тиральних і доводочних робіт
Р о з д і л X V I I I . Паяння,
§
§
§
§
§
§
§
86.
87.
88.
89,
90.
91.
92.
лудіння,
266
269
271
склеювання
Загальні відомості про паяння. Припої та флюси
Паяльні лампи
Інструменти для паяння. Види паяних швів
Паяння м'якими припоями
Паяння твердими припоями
. . . . . . . . .
Лудіння
Склеювання
277
282
285
287
292
295
297
Р о з д і л XIX. Основи вимірювання
§ 93. Засоби вимірювання і контролю. Інструменти для
контролю площинності та прямолінійності . . ,
§ 94. Штангенінструменти
300
302
Додаток
308
. . . . . . . .
. . . . . . . . .