




 industry
industrySimilar presentations:










Технологические приспособления для станков с ЧПУ
1.
Технологические приспособления длястанков с ЧПУ
Выполнили:
Студенты группы ММР-32
Росляков Виктор Александрович
Петров Илья Алексеевич
2.
ВВЕДЕНИЕПрименение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить
точность обработки, снизить себестоимость продукции, облегчить условия работы оператора и обеспечить
его безопасность, расширить технологические возможности оборудования.
Приспособлениями (в машиностроении) называют вспомогательные устройства к технологическому
оборудованию, используемые при выполнении операций механической обработки, сборки и контроля.
Целью работы является изучение технологических приспособлений для станков с ЧПУ.
Задачами исследования являются изучение видов технологических приспособлений, изучение
технологических приспособлений для станков с ЧПУ, исследование универсальных приспособлений для
станков с ЧПУ.
3.
ОСНОВНАЯ КЛАССИФИКАЦИЯ И ОПРЕДЕЛЕНИЯТЕХНОЛОГИЧЕСКИХ ПРИСПОСОБЛЕНИЙ
ТО классифицируется по двум основным признакам:
1. По целевому назначению;
2. По степени специализации;
По целевому назначению назначению
приспособления делятся на пять групп:
По степени специализации
приспособления делятся на:
1. Станочные приспособления;
2. Приспособления для крепления рабочих
инструментов;
3. Сборочные приспособления;
4. Контрольные приспособления;
5. Приспособления для захвата, перемещеня и
перевертывания заготовок.
1. Универсальные;
2. Специализированные;
3. Специальные;
4.
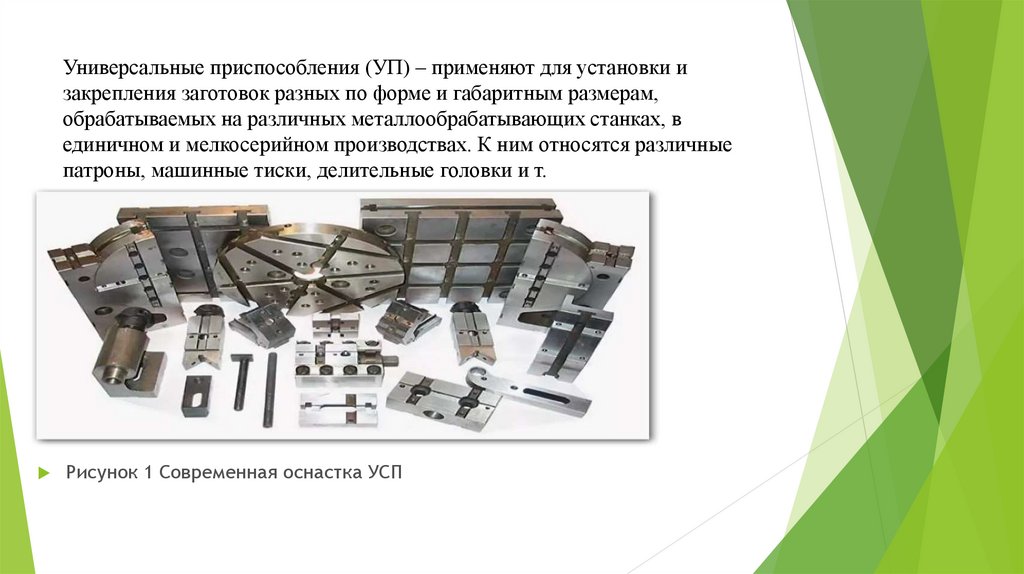
Универсальные приспособления (УП) – применяют для установки изакрепления заготовок разных по форме и габаритным размерам,
обрабатываемых на различных металлообрабатывающих станках, в
единичном и мелкосерийном производствах. К ним относятся различные
патроны, машинные тиски, делительные головки и т.
Рисунок 1 Современная оснастка УСП
5.
Универсальные безналадочные приспособления (УБП) – используют для закреплениязаготовок широкой номенклатуры и различной конфигурации. К ним относятся:
универсальные патроны с неразъемными кулачками, универсальные фрезерные и
слесарные тиски, поводковые патроны, центра и т.д.
Рисунок 2 Современная оснастка УБП
6.
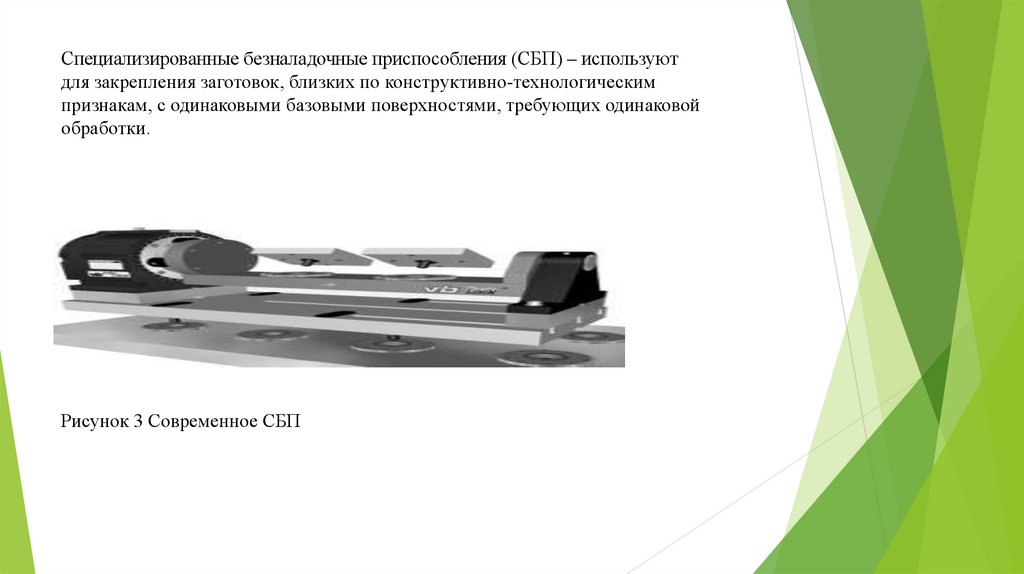
Специализированные безналадочные приспособления (СБП) – используютдля закрепления заготовок, близких по конструктивно-технологическим
признакам, с одинаковыми базовыми поверхностями, требующих одинаковой
обработки.
Рисунок 3 Современное СБП
7.
Специализированные наладочные приспособления (СНП) – состоят из двухчастей. Первая часть – базовый агрегат, вторая часть – специальная сменная
наладка. Типы и основные размеры СНП определены ГОС стандартами.
Рисунок 4
Современное СНП
8.
ТЕХНОЛОГИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ НА СТАНКАХ СЧПУ
На станках с ЧПУ применяются универсально-безнокладочные приспособления
(УБП), универсально-наладочные (УНП), специализированные наладочные (СНП),
универсально-сборные (УСП), механизированные универсально-сборочные для
станков с ЧПУ (УСПМ), сборно-разборные (СРП), универсально-сборной
переналаживаемой оснастки (УСПО).
9.
Универсалъно-безналадочные приспособления (УБП) — это приспособленияобщего назначения, обеспечивающие установку заготовки широкой
номенклатуры. УБП представляет собой механизм долговременного действия с
постоянным (несъемными) элементами для установки различных заготовок.
К УБП относятся токарные патроны, машинные тиски, поворотные столы, стойки
и т.д.
10.
УСТАНОВКА ТЕХНОЛОГИЧЕСКИХ ПРИСПОСОБЛЕНИЙ НА СТАНКИ СЧПУ
Особенность этой операции - полная определенность базирования
приспособления на столе станка, фиксированная связь с началом координат
станка, а также быстрая смена приспособлений. Это значительно сокращает
подготовительно-заключительное время.Если на столе станка имеются продольные
пазы и центральное отверстие, то приспособление базируется цилиндрическим
штырем 3 по отверстию и штырем 2 по продольному пазу.
11.
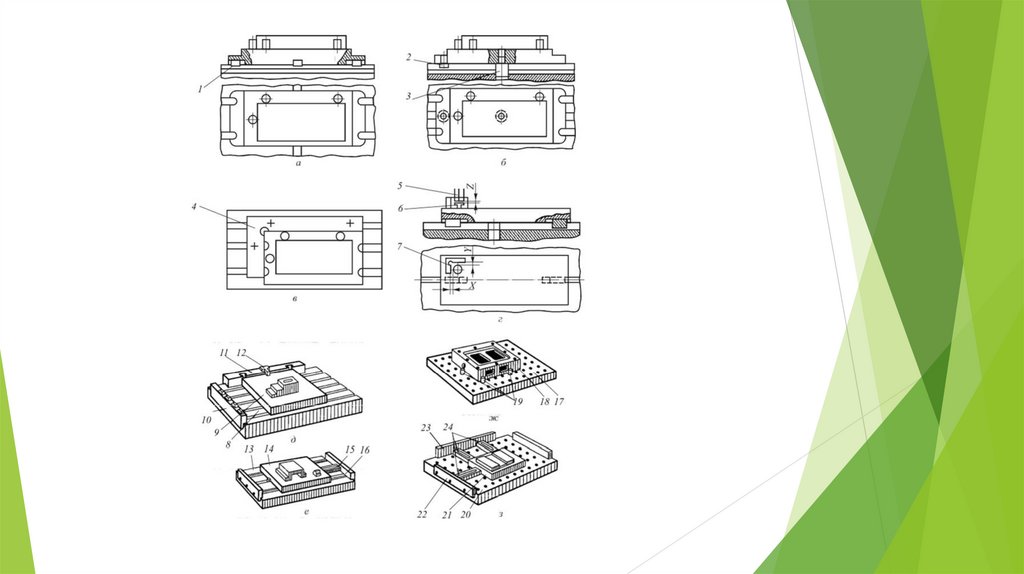
Приспособления можно базировать по двум плоским поверхностям «в координатныйугол» посредством точно изготовленною и выверенного
угольника 4, устанавливаемого и закрепляемого в продольных пазах стола станка (рис.
9.2).
При установке приспособления на спутнике (палете) 8, к торцам которого
прикреплены поперечная 10 и продольная 11 планки с Т-образными пазами,
приспособления 9 базируют по планке 11 и шпонке 12, расположенной на планке
(рис. 6.28, d). Базирование приспособления 14 (рис. 9.4) возможно на спутнике 13 по
Т-образному пазу посредством шпонок и в продольном направлении посредством
мерной планки 15, упирающейся в торцовую планку 16. Базирование
приспособления 18 на спутнике 17 с сеткой координатно- фиксируюших отверстий с
помощью трех штырей 19, установленных в отверстиях плиты, показано на рис.
9.5. Приспособление 21, которое базируется на спутнике 20 с сеткой отверстий
посредством мерных планок 24, упирающихся в торцовые планки 22 и 23, приведено
на рис. 9.6
12.
13.
ЗАКЛЮЧЕНИЕНа освовании полученных данных исследования, можно сделать вывод.
1) Технологические приспособления в разы улучшают работу станков с
ЧПУ, практически все приспособления нормализованные, что сокращает
сроки подготовки производства.
2) Упрощение конструкций и удешевление приспособлений наряду с
сокращением их числа обеспечивает существенную экономию затрат на
подготовку производства.
3) Сокращаются затраты на ремонт приспособлений и их хранение.