

















 industry
industrySimilar presentations:










Цели и задачи дисциплины. Общие сведения о приспособлениях. Основные элементы приспособлений
1.
тема урока: Цели и задачи дисциплины.Общие сведения о приспособлениях. Основные элементы
приспособлений
2.
Технологическая оснастка представляет собойсовокупность рабочего, измерительного инструмента и
приспособлений, используемых для базирования,
закрепления и контроля деталей на станках.
Применение технологической оснастки позволяет:
- повысить производительность и качество обработки;
- повысить качество сборки;
- снизить себестоимость изделий;
- сократить число рабочих;
- облегчить условия труда и обеспечить его
безопасность;
- уменьшить количество станков и производственные
площади.
3.
Производительность и точность обработки деталей наметаллорежущих станках зависит от оснащения их
технологической оснасткой, т.е. от конструкций станочных
приспособлений, которые должны обеспечивать получение
высококачественных деталей.
Технологическая оснастка способствует облегчению условий
труда и повышению его производительности за счёт
сокращения машинного и вспомогательного времени.
Это достигается путём применения многоинструментальной,
групповой или непрерывной обработки деталей, внедрения
скоростных режимов резания, использования
быстродействующих зажимов с механическим,
пневматическим, гидравлическим или пневмогидравлическим
приводом.
4.
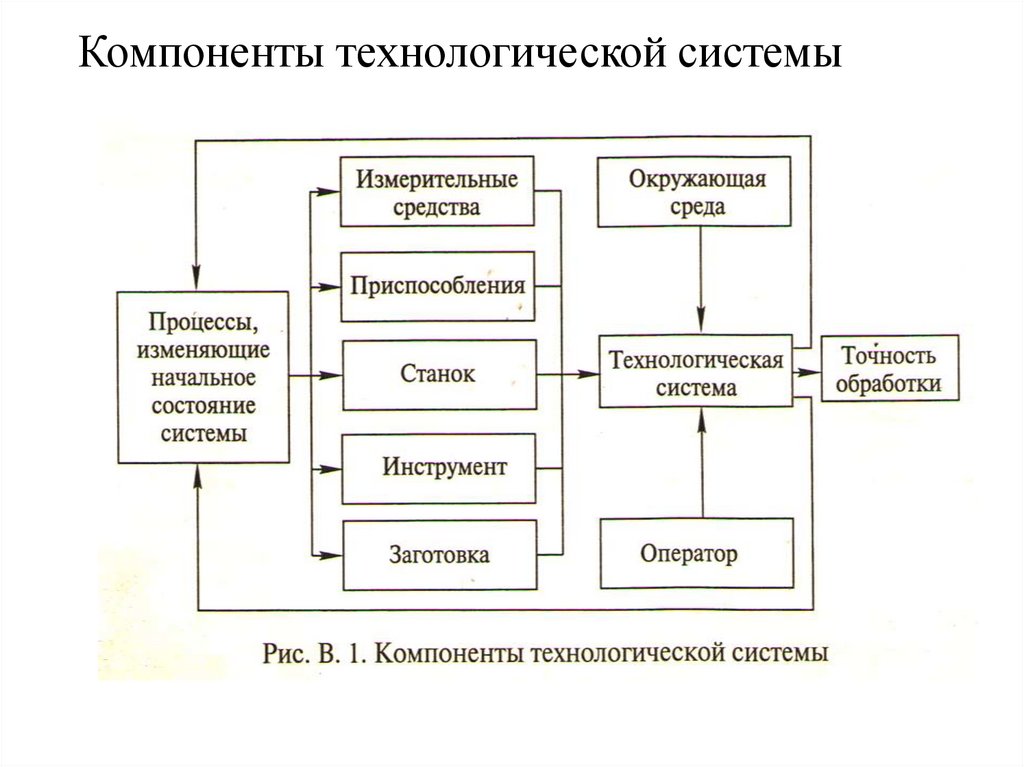
Компоненты технологической системы5.
6.
Применение приспособлений позволяет:-устранить разметку заготовок перед обработкой,
повысить точность обработки снизить себестоимость
продукции;
-облегчить условия работы и обеспечить её безопасность;
-расширить технологические возможности оборудования,
применить технически обоснованные нормы времени;
-сократить число рабочих, необходимых для выпуска
продукции.
Приспособлением в машиностроении называются
вспомогательные устройства, предназченные для
базирования и закрепления заготовки относительно станка
режущего инструмента.
7.
Требования, которым должны удовлетворятьстаночные приспособления:
- удобными в эксплуатации;
- экономичными в изготовлении;
- безопасными в работе;
- быстродействующими;
- точными;
- жесткими;
- виброустойчивыми;
- износостойкими;
- ремонтнопригодными.
8.
Станочные приспособления – это орудие производства,предназначенные для механической обработки заготовок
на металлорежущем станке.
По назначению станочные приспособления делят на 5
групп
1 станочные приспособления для установки и закрепления
заготовок (70…80%)
2 приспособления для крепления рабочих инструментов
3 сборочные приспособления для соединения и крепления
сопрягаемых деталей
4 приспособления для контроля заготовок
5 приспособления для захвата, перемещения и
перевёртывания заготовок
9.
По уровню механизации приспособления делят на:- ручные;
- механизированные (кинематически не связанное
с оснащаемым станком);
- автоматизированные (встроено в оснащаемый
станок).
Контрольные приспособления – для измерения
заготовок, деталей и узлов машин при входном
контроле, а также на промежуточных этапах
обработки и при приемки готовых деталей.
10.
УП – универсальные приспособленияУБН – универсальные безналадочные приспособления
УНП – универсальные наладочные приспособления
СБП – специализированные безналадочные приспособления
СНП - специализированные наладочные приспособления
УСП – универсально-сборные приспособления
СРП- сборно-разборные приспособления
СП – специальные приспособления
11.
12.
Использование приспособлений обеспечивает:а) повышение производительности труда;
б) повышение точности обработки благодаря устранению
выверки при установке и связанных с ней погрешностей;
в) облегчение условий труда станочников;
г) расширение технологических возможностей
оборудования;
д) повышение безопасности работы.
13.
14.
В состав приспособлений входят следующие элементы:установочные — для определения положения обрабатываемой
поверхности заготовки относительно режущего инструмента;
зажимные — для закрепления обрабатываемой заготовки;
направляющие — для придания требуемого направления
движению режущего инструмента;
корпуса приспособлений — основная часть, на которой
размещены все элементы приспособлений;
крепежные — для соединения отдельных элементов между
собой;
делительные или поворотные, — для точного изменения
положения обрабатываемой поверхности заготовки
относительно режущего инструмента;
механизированные приводы — для создания усилия зажима. В
некоторых приспособлениях установку и зажим
обрабатываемой заготовки выполняют одним механизмом,
называемым установочно-зажимным.
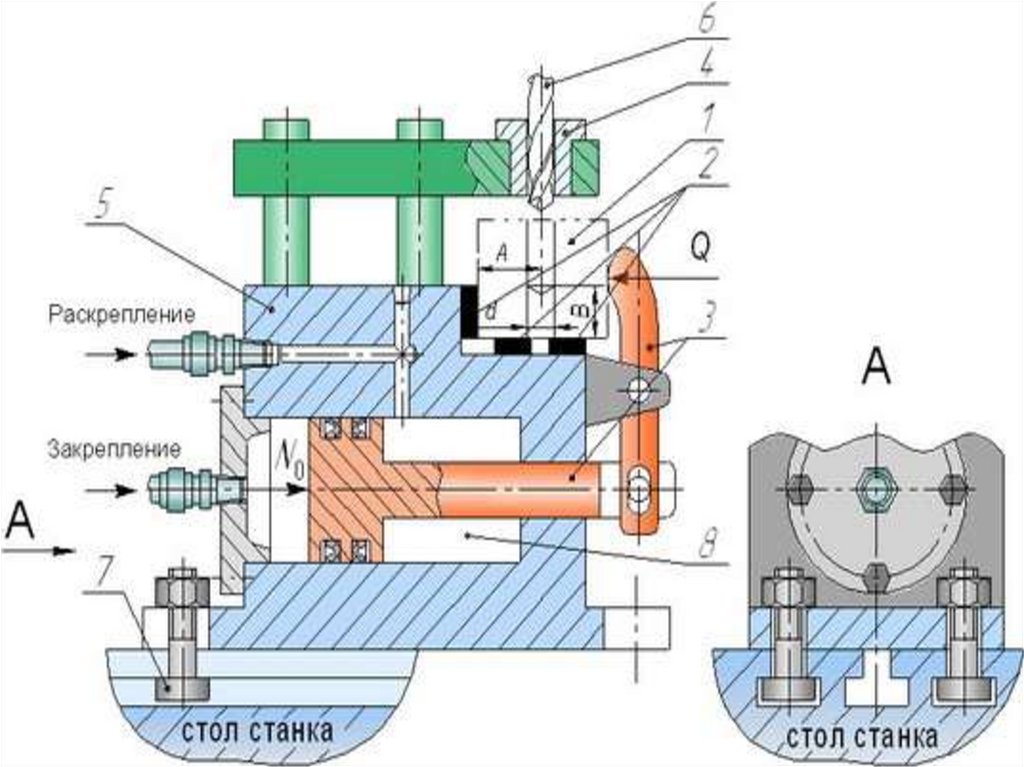
15.
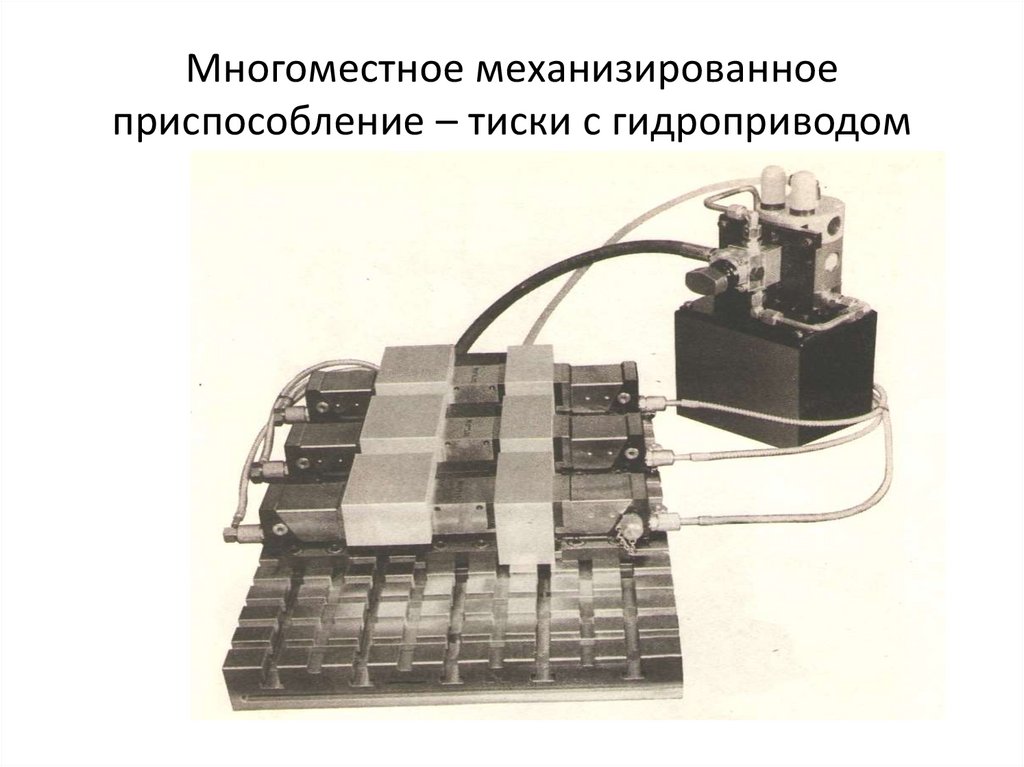
Многоместное механизированноеприспособление – тиски с гидроприводом
16.
УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫДля обеспечения требуемой точности обработки заготовке должно
быть придано определенное положение относительно режущего
инструмента. (силы резания)
Детали и механизмы приспособления, обеспечивающие правильное
положение заготовки относительно режущего инструмента
называют установочными элементами.
К установочным элементам предъявляются следующие требования:
-число и расположение установочных элементов должно
обеспечивать устойчивость заготовки;
-установочные элементы не должны повреждать технологические
поверхности заготовки;
-установочные элементы должны быть жестко зафиксированы;
-установочные элементы должны быть изготовлены из Ст45 или
Ст20 (HRC 58…..62);
-установочные элементы должны быть ремонтнопригодными.
17.
Установочные элементы приспособленийобеспечивают точность обработки заготовки
Разновидности установочных элементов:
• - опорные штыри;
• - опорные пластины;
• - призмы;
• - установочные пальцы;
• - оправки;
• - регулируемые и самоустанавливающиеся
опоры
18.
19.
20.
21.
По наружным цилиндрическим поверхностям заготовкиустанавливают в призмы. Для чисто обработанных баз применяют
широкие призмы (рис. а), для черновых – узкие (рис. б); на рис.
( в) показан способ установки заготовки 2 на четыре постоянные
опоры 3, запрессованные в боковые поверхности призмы 1.
22.
23.
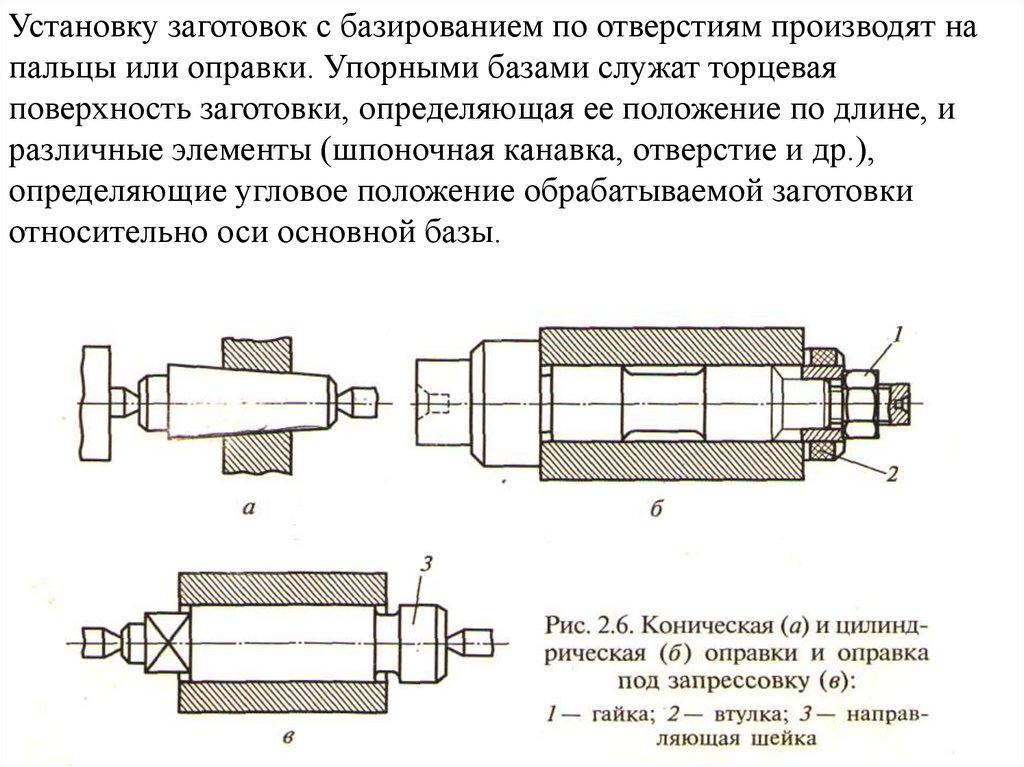
Установку заготовок с базированием по отверстиям производят напальцы или оправки. Упорными базами служат торцевая
поверхность заготовки, определяющая ее положение по длине, и
различные элементы (шпоночная канавка, отверстие и др.),
определяющие угловое положение обрабатываемой заготовки
относительно оси основной базы.
24.
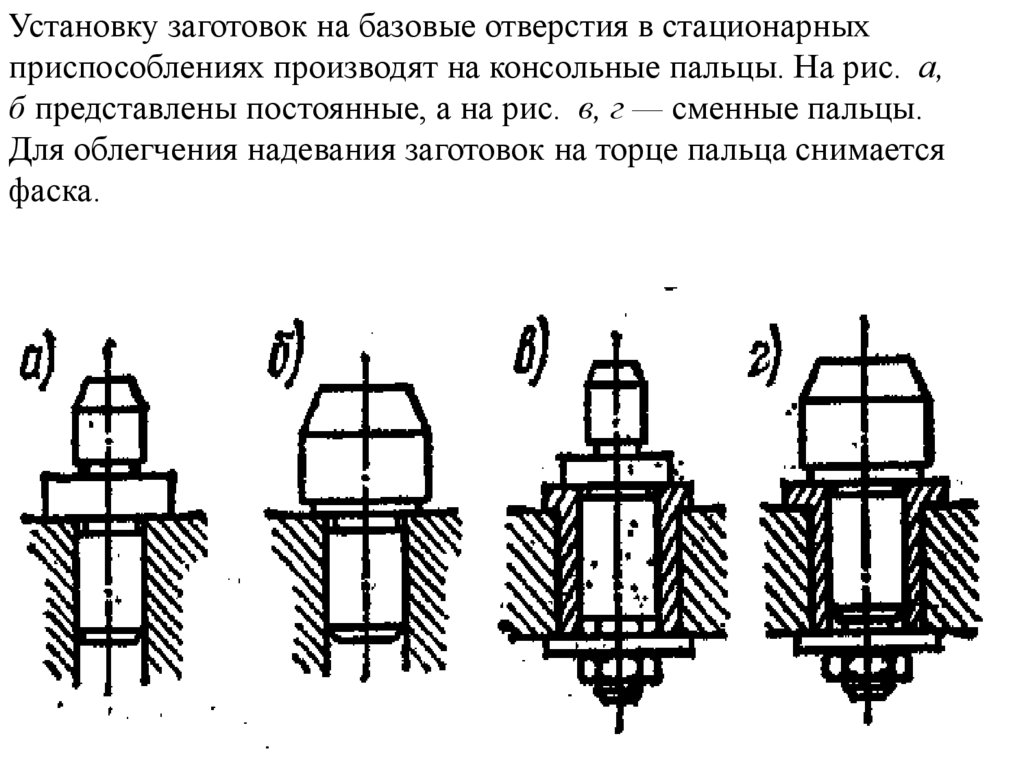
Установку заготовок на базовые отверстия в стационарныхприспособлениях производят на консольные пальцы. На рис. а,
б представлены постоянные, а на рис. в, г — сменные пальцы.
Для облегчения надевания заготовок на торце пальца снимается
фаска.
25.
Подводимая опора.Подъем опоры 2 до соприкосновения с базовой поверхностью
заготовки производится перемещением клина 1 с помощью винта 5
с маховичком 6. Опору фиксируют затяжкой винта, при этом шарик
4 расклинивает сегментные шпонки 3 и стопорит
26.
В самоустанавливающейся опоре вертикальный штифт 1, находясьпод воздействием предварительно сжатой пружины 4, выдвигается
вверх до соприкосновения с поверхностью заготовки.
Размеры пружины и степень ее предварительного сжатия подбирают
так, чтобы при подъеме штифта заготовка не смещалась. Затягивая
винт 3, обеспечивают фиксацию опоры в определенном положении.
Промежуточный сухарь 2 ограничивает движение штифта 1 вверх
при отвертывании винта.
27.
При обработке валов в качестве установочных элементов используют центры.Схема установки на обычный жесткий центр показана на рис. а;
рис. б показана установка заготовки конической фаской на срезанный центр;
на рис. в — конструкция вращающегося, центра для токарных работ;
на рис. г — установка заготовки на специальный, срезанный центр с зубьями и
на рис. д—конструкция поводкового центра для передачи момента благодаря
внедрению рифлений в базовую поверхность гнезда заготовки. Этот центр
обеспечивает передачу большого момента, но портит поверхность гнезда,
на рис. е показан плавающий передний центр для точной установки заготовки по
длине.